STANDARD HANDBOOK OF PETROLEUM & NATURAL GAS ...
STANDARD HANDBOOK OF PETROLEUM & NATURAL GAS ...
STANDARD HANDBOOK OF PETROLEUM & NATURAL GAS ...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Compressors 485<br />
Vertical V-type W-type Horizontal opposed<br />
(Boxer type)<br />
Engine<br />
Vertical with stepped piston<br />
(Two-stagel<br />
Integral L-type<br />
Integral W-type<br />
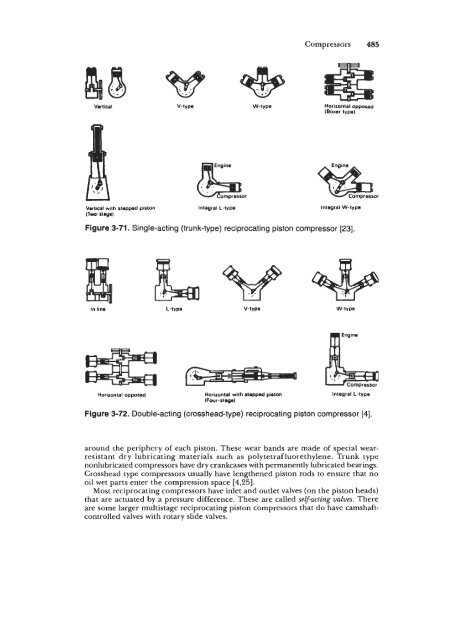
Figure 3-71. Single-acting (trunk-type) reciprocating piston compressor [23].<br />
or<br />
In line L-W.Ps V-type W-type<br />
Horizontal opposed<br />
Horizontal with stepped piston<br />
(Four-stage)<br />
Integral L-type<br />
Figure 3-72. Double-acting (crosshead-type) reciprocating piston compressor [4].<br />
around the periphery of each piston. These wear bands are made of special wearresistant<br />
dry lubricating materials such as polytetrafluorethylene. Trunk type<br />
nonlubricated compressors have dry crankcases with permanently lubricated bearings.<br />
Crosshead type compressors usually have lengthened piston rods to ensure that no<br />
oil wet parts enter the compression space [4,25].<br />
Most reciprocating compressors have inlet and outlet valves (on the piston heads)<br />
that are actuated by a pressure difference. These are called self-acting valves. There<br />
are some larger multistage reciprocating piston compressors that do have camshaftcontrolled<br />
valves with rotary slide valves.
486 Auxiliary Equipment<br />
The main advantage of the multistage reciprocating piston compressor is that there<br />
is nearly total positive control of the volumetric flowrate which can be put through<br />
the machine and the pressure of the output. Many reciprocative piston compressors<br />
allow for the rotation to be adjusted, thus, changing the throughput of air or gas.<br />
Also, providing adequate power from the prime mover, reciprocating piston<br />
compressors will automatically adjust to back pressure changes and maintain proper<br />
rotation speed. These compressors are capable of extremely high output pressure<br />
(see Figure 3-68).<br />
The main disadvantages to multistage reciprocating piston compressors is that they<br />
cannot be practically constructed in machines capable of volumetric flowrates much<br />
beyond 1,000 actual cfm. Also, the highercapacity compressors are rather large and<br />
bulky and generally require more maintenance than similar capacity rotary compressors.<br />
In a compressor, like a liquid pump, the real volume flowrate is smaller than the<br />
displacement volume. This is due to several factors. These are:<br />
pressure drop on the suction side<br />
heating up of the intake air<br />
internal and external leakage<br />
expansion of the gas trapped in the clearance volume (reciprocating piston<br />
compressors only)<br />
The first three factors are present in compressors, but they are small and on the<br />
whole can be neglected. The clearance volume problem, however, is unique to<br />
reciprocating piston compressors. The volumetric efficiency eV estimates the effect<br />
of clearance. The volumetric efficiency can be approximated as<br />
e, = 0.96[1- E(rf - l)] (3-76)<br />
where E = 0.04-0.12. Figure 3-73 gives values of the term in the brackets for various<br />
values of E and the rt.<br />
= 0.04<br />
= am<br />
= 0.08<br />
= 0.10<br />
= 0.12<br />
1 2 3 4<br />
pressure ratiopJp,<br />
= 0.14<br />
Figure 3-73. Volumetric efficiency for reciprocating piston compressors (with<br />
clearance) [4].
For a reciprocating piston compressor, Equation 3-70 becomes<br />
Compressors 487<br />
(3-77)<br />
Rotary Compressors<br />
Another important positive displacement compressor is the rotary compressor.<br />
This type of compressor is usually of rather simple construction, having no valves<br />
and being lightweight. These compressors are constructed to handle volumetric<br />
flowrates up to around 2,000 actual cfm and pressure ratios up to around 15 (see<br />
Figure 3-69). Rotary compressors are available in a variety of designs. The most widely<br />
used rotary compressors are sliding vane, rotary screw, rotary lobe, and liquid-piston.<br />
The most important characteristic of this type of compressors is that all have a<br />
fixed built-in pressure compression ratio for each stage of compression (as well as a<br />
fixed built-in volume displacement) [25]. Thus, at a given rate of rotational speed<br />
provided by the prime mover, there will be a predetermined volumetric flowrate<br />
through the compressor, and the pressure exiting the machine at the outlet will be<br />
equal to the design pressure ratio times the inlet pressure.<br />
If the back pressure on the outlet side of the compressor is below the fixed output<br />
pressure, the compressed gas will simply expand in an expansion tank or in the<br />
initial portion of the pipeline attached to the outlet side of the compressor. Figure<br />
3-74 shows the pressure versus volume plot for a typical rotary compressor<br />
operating against a back pressure below the design pressure of the compressor.<br />
If the back pressure on the outlet side of the compressor is equal to the fixed<br />
output pressure, then there is no expansion of the output gas in the initial portion of<br />
the expansion tank or the initial portion of the pipeline.<br />
Figure 3-75 shows the pressure versus volume plot for a typical rotary compressor<br />
operating against a back pressure equal to the design's pressure of the compressor.<br />
If the back pressure in the outlet side of the compressor is above the fixed output<br />
pressure, then the compressor must match this higher pressure at the outlet. In so<br />
doing the compressor cannot expel the compressed volume within the compressor<br />
efficiently. Thus, the fixed volumetric flowrate (at a given rotation speed) will be<br />
reduced from what it would be if the back pressure were equal to or less than the<br />
fixed output pressure. Figure 3-76 shows the pressure versus volume plot for a typical<br />
rotary compressor operating against a back pressure greater than the design pressure<br />
of the compressor.<br />
operabion below<br />
desion oresswe<br />
Operation at<br />
design pressure<br />
J- design pressure<br />
(discharge)<br />
a<br />
Volume<br />
Volume<br />
Figure 3-74. Rotary compressor with Figure 3-75. Rotary compressor with<br />
back pressure less than fixed<br />
back pressure equal to fixed pressure<br />
pressure output [4]. output [4].
488 Auxiliary Equipment<br />
Vdumo<br />
Figure 3-76. Rotary compressor with back pressure greater than fixed pressure<br />
output.<br />
Nearly all rotary compressors can be designed with multiple stages. Such multistage<br />
compressors are designed with nearly equal compression ratios for each stage. Thus,<br />
since the volumetric flowrate (in actual cfm) is smaller from one stage to the next,<br />
the volume displacement of each stage is progressively smaller.<br />
Sliding Vane Compressor<br />
The typical sliding vane compressor stage is a rotating cylinder located eccentrically<br />
in the bore of a cylindrical housing (see Figure 3-77). The vanes are in slots in the<br />
rotating cylinder, and are allowed to move in and out of these slots to adjust to<br />
the changing clearance between the outside surface of the rotating cylinder and the<br />
inside bore surface of the housing. The vanes are always in contact with the inside<br />
bore due to either air pressure under the vane, or spring force under the vane. The<br />
Figure 3-77. Sliding vane compressor [25].
Compressors 489<br />
top of the vanes slide over the inside surface of the bore of the housing as the inside<br />
cylinder rotates. Gas is brought into the compression stage through the inlet suction<br />
port. The gas is then trapped between the vanes, and as the inside cylinder rotates<br />
the gas is compressed to a smaller volume as the clearance is reduced. When the<br />
clearance is the smallest, the gas has rotated to the outlet port. The compressed gas<br />
is discharged to the pipeline system connected to the outlet side of the compressor.<br />
As each set of vanes reaches the outlet port, the gas trapped between the vanes is<br />
discharged. The clearance between the rotating cylinder and the housing is fixed,<br />
and thus the pressure ratio of compression for the stage is fixed, or built-in. The<br />
geometry, e.g., cylinder length, diameter, etc., of the inside of each compressor stage<br />
determines the displacement volume and compression ratio of the compressor.<br />
The principal seals within the sliding vane compressor are provided by the<br />
interface between the end of the vane and the inside surface of the cylindrical<br />
housing. The sliding vanes must be made of a material that will not damage the<br />
inside surface of the housing. Therefore, most vane material is phenolic resinimpregnated<br />
laminated fabrics (such as asbestos or cotton cloth). Also, some metals<br />
other than one that would gall with the housing can be used such as aluminum.<br />
Usually, vane compressors utilize oil lubricants in the compression cavity to allow<br />
for smooth action of the sliding vanes against the inside of the housing. There<br />
are, however, some sliding vane compressors that may be operated oil-free. These<br />
utilize bronze, or carbon/graphite vanes [25].<br />
The volumetric flowrate for a sliding vane compression stage q, (ft”/min) is<br />
approximately<br />
q, = 2al (d, - mt)N (3-78)<br />
where a is the eccentricity in ft, 1 is the length of the cylinder in ft, d, is the outer<br />
diameter of the rotary cylinder in ft, 4 is the inside diameter of the cylindrical housing<br />
in ft, t is the vane thickness in ft, m is the number of vanes, and N is the speed of the<br />
rotating cylinder in rpm.<br />
The eccentricity a is<br />
a=- d, - d,<br />
2<br />
(3-79)<br />
Some typical values of a vane compressor stage geometry are dJd, = 0.88, a = 0.06d2,<br />
a = 0.06d2, and l/d, = 2.00 to 3.00. Typical vane up speed usually does not exceed<br />
50 ft/s.<br />
There is no clearance in a rotary compressor. However, there is leakage of air<br />
within the internal seal system and around the vanes. Thus, the typical volumetric<br />
efficiency for the sliding vane compression is of the order of 0.82 to 0.90. The heavier<br />
the gas, the greater the volumetric efficiency. The higher the pressure ratio through<br />
the stage, the lower the volumetric efficiency.<br />
Rotary Screw Compressor<br />
The typical rotary screw compressor stage is made up of two rotating shafts, or<br />
screws. One is a female rotor and the other a male rotor. These two rotating<br />
components turn counter to one another (counterrotating). The two rotating elements<br />
are designed so that as they rotate opposite to one another; their respective helix<br />
forms intermesh (see Figure 3-78). As with all rotary compressors, there are no valves.<br />
The gas is sucked into the inlet post and is squeezed between the male and female
490 Auxiliary Equipment<br />
female rotor<br />
male rotor<br />
Figure 3-78. Screw compressor working principle [4].
Compressors 491<br />
portion of the rotating intermeshing screw elements and their housing. The<br />
compression ratio of the stage and its volumetric flowrate are determined by the<br />
geometry of the two rotating screw elements and the speed at which they are rotated.<br />
Screw compressors operate at rather high speeds. Thus, they are rather high<br />
volumetric f lowrate compressors with relatively small exterior dimensions.<br />
Most rotary screw compressors use lubricating oil within the compression space.<br />
This oil is injected into the compression space and recovered, cooled, and recirculated.<br />
The lubricating oil has several functions<br />
seal the internal clearances<br />
cool the gas (usually air) during compression<br />
lubricate the rotors<br />
eliminate the need for timing gears<br />
There are versions of the rotary screw compressor that utilize water injection (rather<br />
than oil). The water accomplishes the same purposes as the oil, but the air delivered<br />
in these machines is oil-free.<br />
Some screw compressors have been designed to operate with an entirely oil-free<br />
compression space. Since the rotating elements of the compressor need not touch<br />
each other or the housing, lubrication can be eliminated. However, such rotary screw<br />
compressor designs require timing gears. These machines can deliver totally oil-free,<br />
water-free dry air (or gas).<br />
The screw compressor can be staged. Often screw compressors are utilized in threeor<br />
four-stage versions.<br />
Detailed calculations regarding the design of the rotary screw compressor are<br />
beyond the scope of this handbook. Additional details can be found in other<br />
references [4,25,26,27].<br />
Rotary Lobe Compressor<br />
The rotary lobe compressor stage is a rather low-pressure machine. These<br />
compressors do not compress gas internally in a fixed sealed volume as in other<br />
rotaries. The straight lobe compressor uses two rotors that intermesh as they rotate<br />
(see Figure 3-79). The rotors are timed by a set of timing gears. The lobe shapes may<br />
be involute or cycloidal in form. The rotors may also have two or three lobes. As the<br />
rotors turn and pass the intake port, a volume of gas is trapped and carried between<br />
the lobes and the housing of the compressor. When the lobe pushes the gas toward<br />
the outlet port, the gas is compressed by the back pressure in the gas discharge line.<br />
Volumetric efficiency is determined by the leakage at tips of the lobes. The leakage<br />
is referred to as slip. Slippage is a function of rotor diameter, differential pressure,<br />
and the gas being compressed.<br />
For details concerning this low pressure compressor see other references [4,25,26,27].<br />
Liquid Piston Compressor<br />
The liquid piston compressor utilizes a liquid ring as a piston to perform gas<br />
compression within the compression space. The liquid piston compressor stage<br />
uses a single rotating element that is located eccentrically inside a housing (see<br />
Figure 3-80). The rotor has a series of vanes extending radially from it with a slight<br />
curvature toward the direction of rotation. A liquid, such as oil, partially fills the<br />
compression space between the rotor and the housing walls. As rotation takes place,<br />
the liquid forms a ring as centrifugal forces and the vanes force the liquid to the<br />
outer boundary of the housing. Since the element is located eccentrically in the
492 Auxiliary Equipment<br />
Figure 3-79. Straight lobe rotary compressor operating cycle [4,23].<br />
IN tnis SECTOR Liauio MOVES IN Tnis s<br />
0 OUTWARD - DdAWS OAS FROM @ INWARD- --.... .<br />
INLET WRTS INTO ROTOR<br />
IN ROTOR CHAM€<br />
IN THIS SECT0<br />
COMPRESSED QAS<br />
ESCAPES AT DISCHARQL<br />
Figure 3-80. Liquid piston compressor [4,23].<br />
housing, the liquid ring (or piston) moves in an oscillatory manner. The compression<br />
space in the center of the stage communicates with the gas inlet and outlet parts and<br />
allows a gas pocket. The liquid ring alternately uncovers the inlet part and the outlet<br />
part. As the system rotates, gas is brought into the pocket, compressed, and released<br />
to the outlet port.<br />
The liquid compressor has rather low efficiency, about 50%. The liquid piston<br />
compressor may be staged. The main advantage to this type of compressor is that it<br />
can be used to compress gases with significant liquid content in the stream.
Compressors 493<br />
Summary of Rotary Compressors<br />
The main advantage of rotary compressors is that most are easy to maintain in<br />
field conditions and in industrial settings. Also, they can be constructed to be rather<br />
portable since they have rather small exterior dimensions. Also, many versions of the<br />
rotary compressor can produce oil-free compressed gases.<br />
The main disadvantage are that these machines operate at a fued pressure ratio.<br />
Thus, the cost of operating the compressor does not basically change with reduced<br />
back pressure in the discharge line. As long as the back pressure is less than the<br />
pressure output of the rotary, the rotary will continue to operate at a fixed power<br />
level. Also, since the pressure ratio is built into the rotary compressor, discharging<br />
the compressor into a back pressure near or greater than the pressure output of the<br />
machine will significantly reduce the volumetic flowrate produced by the machine.<br />
Centrifugal Compressors<br />
The centrifugal compressor is the earliest developed dynamic, or continuous flow,<br />
compressor. This type of compressor has no distinct volume in which compression<br />
takes place. The main concept of the centrifugal compressor is use of centrifugal<br />
force to convert kinetic energy into pressure energy. Figure 3-81 shows a diagram of<br />
a single-stage centrifugal compressor. The gas to be compressed is sucked into the<br />
center of the rotating impeller. The impeller throws the gas out to the periphery by<br />
means of its radial blades and high-speed rotation. The gas is then guided through<br />
the diffuser where the high-velocity gas is slowed, which results in a high pressure. In<br />
multistage centrifugal compressors, the gas is passed to the next impeller after the<br />
diffuser of the previous impeller. In this manner, the compressor may be staged to<br />
OUT<br />
Figure 3-81. Single-stage centrifugal compressor [23].
494 Auxiliary Equipment<br />
increase the pressure of the ultimate discharge (see Figure 3-82). Since the compression<br />
pressure ratio at each stage is usually rather low, of the order 2 or so, the need for<br />
intercooling is not important after each stage. Figure 3-82 shows a typical multistage<br />
centrifugal compressor configuration with an intercooler after the first three stages<br />
of compression.<br />
The centrifugal compressor must operate at rather high rotation speeds to be<br />
effective. Most commercial centrifugal compressors operate at speeds of the order of<br />
20,000-30,000 rpm. With such rotation speeds very large volumes of gas can be compressed<br />
with equipment having rather modest external dimensions. Commercial<br />
centrifugal compressors can operate with volumetric flowrates up to around 10.4<br />
actual cfm and with overall compression ratios up to about 20.<br />
Centrifugal compressors are usually used in large processing plants and in some<br />
pipeline applications. They can be operated with any lubricant or other contaminant<br />
in the gas stream, or they can be operated with some small percentage of<br />
liquid in the gas stream.<br />
These machines are used principally to compress large volumetric f lowrates to<br />
rather modest pressures. Thus, their use is more applicable to the petroleum refining<br />
and chemical processing industries.<br />
More details regarding the centrifugal compressor may be found in other references<br />
[4,231.<br />
Axial-Flow Compressors<br />
The axial compressor is a very high-speed, large volumetric flowrate machine.<br />
This is another dynamics, or continuous flow machine. This type of compressor<br />
sucks in gas at the intake port and propels the gas axially through the compression<br />
space via a series of radially arranged rotor blades and stator (diffuser) blades (see<br />
Figure 3-83). As in the centrifugal compressor, the kinetic energy of the high-velocity<br />
flow exiting each rotor stage is converted to pressure energy in the follow-on stator<br />
(diffuser) stage. Axial-flow compressors have a volumetric flowrate range of about<br />
3 x 104-106 actual cfm. Their compression ratio is typically around 10 to 20. Because<br />
OUT<br />
Figure 3-82. Multistage centrifugal compressor with intercooling [23].
References 495<br />
Figure 3-83. Multistage axial-flow compressor [26].<br />
of their small diameter, their machines are principal compressor design for jet engine<br />
applications. There are some applications for axial-f low compressors for large process<br />
plant operations where very large constant volumetric flowrates are needed.<br />
More detail regarding axial flow compressors may be found in other references<br />
[ 22,261.<br />
Prime Movers<br />
REFERENCES<br />
1. Kutz, M., Mechanical Enginem’Handbook, Twelfth Edition, John Wiley and Sons,<br />
New York, 1986.<br />
2. “API Specification for Internal-Combustion Reciprocating Engines for Oil-Field<br />
Service,” API STD 7B-llC, Eighth Edition, March 1981.<br />
3. “API Recommended Practice for Installation, Maintenance, and Operation of<br />
Internal-Combustion Engines,” API RP 7C-1 lF, Fourth Edition, April 1981.<br />
4. Atlas Copco Manual, Fourth Edition, 1982.<br />
5. Baumeister, T., Marks’ Standad Handbook for Mechanical En@nem, Seventh Edition,<br />
McCraw-Hill Book Co., New York, 1979.<br />
6. Moore, W. W., Fundamentals of Rotary Drilling, Energy Publications, 1981.<br />
7. “NEMA Standards, Motors and Generators,” ANSI/NEMA Standards Publication,<br />
NO. MG1-1978.<br />
8. Greenwood, D. G., Mechanical Power Tranmissions, McCraw-Hill Book Co., New<br />
York, 1962.<br />
9. Libby, C. C. Motor Section and Application, McCraw-Hill Book Co., New York, 1960.<br />
10. Fink, D. G., and Beaty, H. W., Standard Handbook for Electrical Engineers, Eleventh<br />
Edition, McGraw-Hill Book Co., New York, 1983.<br />
Power Transmission<br />
11. Hindhede, U., et al, Machine Design Fundamentals, J. Wiley and Sons, New York,<br />
1983.<br />
12. “API Specifications for Oil-Field V-Belting,” API Spec lB, Fifth Edition, March<br />
1978.<br />
13. Faulkner, L. L., and Menkes, S. B., Chainsfor Power Transmission and Materials<br />
Handling, Marcel Dekker, New York, 1982.
496 Auxiliary Equipment<br />
14. “Heavy Duty Offset Sidebar Power Transmission Roller Chain and Sprocket Teeth,“<br />
ANSI Standard B 29.1, 29.10M-1981.<br />
15. “Inverted Tooth (Silent) Chains and Sprocket Teeth,” ANSI Standard B 29.2M-<br />
1982.<br />
16. “API Specifications for Oil Field Chain and Sprockets,” API Spec. 7E, Fourth<br />
Edition, February 1980.<br />
Pumps<br />
17. Karassik, I. J., et al., Pump Handbook, McGraw-Hill Book Co., New York, 1976.<br />
18. Matley, J., Fluid Movers; Pump CompressorS, Fans and Blowers, McGraw-Hill Book<br />
Co., New York, 1979.<br />
19. Gatlin, C., Petroleum Engineering: Drilling and Well Completions, Prentice-Hall,<br />
Englewood Cliffs, 1960.<br />
20. Hicks, T. G., Standard Handbook of Enginem’ng Calculations, Second Edition, McGraw-<br />
Hill Book Co., New York, 1985.<br />
21. Bourgoyne, A. T., et al., Applied Drilling Engineering, SPE, 1986.<br />
22. Hydraulics Institute Standards for Centrifugal, Rotary, and Reciprocating Pumps,<br />
Fourteenth Edition, 1983.<br />
Compressors<br />
23. Brown, R. N., Compressom: Selection and Ski% Gulf Publishing, 1986.<br />
24. Burghardt, M. D., Engineering Thermodynamics with Applications, Harper and Row,<br />
Second Edition, New York, 1982.<br />
25. Loomis, A. W., Cmpesed Air and Gas Data, Ingersoll-Rand Company, Third Edition,<br />
1980.<br />
26. Pichot, P., Compressor Application Engineering; Vol. 1: Compression Equipment, Gulf<br />
Publishing, 1986.<br />
27. Pichot, P., Compressor Application Engineering Vol. 2: Drivers for Rotating Equipment,<br />
Gulf Publishing, 1986.
Drilling and Well Completions<br />
Frederick E. Beck, Ph.D.<br />
ARC0 Alaska<br />
Anchorage, Alaska<br />
Daniel E. Boone<br />
Consultant, Petroleum Engineering<br />
Houston, Texas<br />
Robert DesBrandes, Ph.D.<br />
Louisiana State University<br />
Baton Rouge, Louisiana<br />
Phillip W. Johnson, Ph.D., P.E.<br />
University of Alabama<br />
Tuscaloosa, Alabama<br />
William C. Lyons, Ph.D., P.E.<br />
New Mexico Institute of Mining and Technology<br />
Socorro, New Mexico<br />
Stefan Miska, Ph.D.<br />
University of Tulsa<br />
Tulsa, Oklahoma<br />
Abdul Mujeeb<br />
Henkels & McCoy, Inc.<br />
Blue Bell, Pennsylvania<br />
Charles Nathan, Ph.D., P.E.<br />
Consultant, Corrosion Engineering<br />
Houston, Texas<br />
Chris S. Russell, P.E.<br />
Consultant, Environmental Engineering<br />
Las Cruces, New Mexico<br />
Ardeshir K. Shahraki, Ph.D.<br />
Dwight’s Energy Data, Inc.<br />
Richardson, Texas<br />
Andrzej K. Wojtanowicz, Ph.D., P.E.<br />
Louisiana State University<br />
Baton Rouge, Louisiana<br />
Derricks and Portable Masts ................................................................. 499<br />
Standard Derricks 501. Load Capacities 506. Design Loadings 508. Design Specifications 51 1.<br />
Maintenance and Use of Drilling and Well Servicing Structures 515. Derrick Efficiency Factor 521.<br />
Hoisting Systems ................................................................................... 523<br />
Drawworks 525. Drilling and Production Hoisting Equipment 530. Inspection 540. Hoist Tool<br />
Inspection and Maintenance Procedures 542. Wire Rope 544.<br />
Rotary Eauipment ................................................................................. 616<br />
Swivel and Rotary Hose 616. Drill-Stem Subs 619. Kelly 620. Rotary Table and Bushings 622.<br />
Mud Pumps ........................................................................................... 627<br />
Pump Installation 627. Pump Operation 630. Pump Performance Charts 631. Mud Pump<br />
Hydraulics 631. Useful Formulas 645.<br />
Drilling Muds and Completion Systems ............................................... 650<br />
Testing of Drilling Fluids 652. Composition and Applications 664. Oil-Based Mud Systems 675.<br />
Environmental Aspects 682. Typical Calculations in Mud Engineering 687. Solids Control 691.<br />
Mud-Related Hole Problems 695. Completion and Workover Fluids 701.<br />
Drill String: Composition and Design .................................................. 715<br />
Drill Collar 716. Drill Pipe 735. Tool Joints 748. Heavy-Weight Drill Pipe 749. Fatigue Damage<br />
of Drill Pipe 763. Drill String Design 765.<br />
Drilling Bits and Downhole Tools ........................................................ 769<br />
Classification of Drilling Bits 769. Roller Rock Bit 771. Bearing Design 774. Tooth Design 776.<br />
Steel Tooth Bit Selection 783. Diamond Bits 789. IADC Fixed Cutter Bit Classification System 801.<br />
Downhole Tools 812. Shock Absorbers 813. Jars. Underreamen 819. Stabilizers 823.<br />
497
498 Drilling and Well Completions<br />
Drilling Mud Hydraulics . ................... 829<br />
Rheological Classification of Drilling Fluids 829. Flow Regimes 830. Principle of Additive<br />
Pressures 834. Friction Pressure Loss Calculations 836. Pressure Loss Through Bit Nozzles 839.<br />
Air and Gas Drilling ............................................................................. 840<br />
Types of Operations 840. Equipment 844. Well Completion 847. Well Control 852. Air, Gas, and<br />
Unstable Foam Calculations 853.<br />
Downhole Motors................... ............................................................... 862<br />
Turbine Motors 863. Positive Displacement Motor 882. Special Applications 899.<br />
MWD and LWD ..................................................................................... 901<br />
MWD Technology 901. Directional Drilling Parameters 954. Safety Parameters 961. LWD<br />
Technology 971. Gamma and Ray Logs 971. Resistivity Logs 974. Neutron-Density Logs 985.<br />
Measuring While Tripping: Wiper Logs 999. Measurements at the Bit 1002. Basic Log<br />
Interpretation 1005. Drilling Mechanics 1015. Abnormal Pressure Detection 1036. Drilling Safety,<br />
Kick Alert 1067. Horizontal Drilling, Geosteering 1070. Comparison of LWD Logs with Wireline<br />
Logs 1077. Comparison of MWD Data with Other Drilling Data 1078.<br />
Directional Drilling .............................................................................. 1079<br />
Glossary 1079. Dogleg Severity (Hole Curvature) Calculations 1083. Deflection Tool<br />
Orientation 1085. ThreeDimensional Deflecting Model 1088.<br />
Selection of Drilling Practices ............................................................. 1090<br />
Factors Affecting Drilling Rates 1090. Selection of Weight on Bit, Rotary Speed, and Drilling<br />
Time 1091. Selection of Optimal Nozzle Size and Mud Flowrate 1097.<br />
Well Pressure Control .......................................................... ................ 1100<br />
Surface Equipment 1101. When and How to Close the Well 1101. Gas-Cut Mud 1103. The Closed<br />
Well 1105. Kick Control Procedures 1106. Maximum Casing/Borehole Pressure 11 11.<br />
Fishing Operations and Equipment ................................................... 1113<br />
Causes and Prevention 1114. Fishing Tools 11 15. Free Point 1124.<br />
Casing and Casing String Design ........................................................ 1127<br />
Types of Casing 1127. Casing Program Design 1128. Casing Data 1132. Elements of Threads 1141.<br />
Collapse Pressure 1147. Internal Yield Pressure 1155. Joint Strength 1156. Combination Casing<br />
Strings 1157. Running and Pulling Casing 1164.<br />
Well Cementing ................................................................................... 1177<br />
Cementing Principles 1179. Properties of Cement Slurry 1183. Cement Additives 1193.<br />
Primary Cementing 1200. *Diameter Casing Cementing 1211. Multistage Casing<br />
Cementing 1216. Secondary Cementing 1223. Squeeze Cementing 1224. Plug Cementing 1228.<br />
Tubing and Tubing String Design ....................................................... 1233<br />
API Physical Property Specification 1233. Dimension, Weights, and Lengths 1233. Running<br />
and Pulling Tubing 1239. Selection of Wall thickness and Steel Grade of Tubing 1251. Tubing<br />
Elongation/Contraction 1252. Packer--Tubing Force 1254. Permanent Corkscrewing 1257.<br />
Corrosion and Scaling ......................................................................... 1257<br />
Corrosion Theory 1259. Forms of Corrosion Attack 1268. Factors Influencing Corrosion<br />
Rate 1292. Corrodents in Drilling Fluids 1300. Corrosion Monitoring and Equipment Inspections<br />
1312. Corrosion Control 1323. Recommended Practices 1340.<br />
Environmental Considerations . . . . . .. .1343<br />
Site Assessment and Construction 1344. Environmental Concerns While in Operation 1352.<br />
Offshore Operations ............................................................................ 1363<br />
Drilling Vessels 1357. Marine Riser Systems. 1359. Casing Programs 1361. Well Control 1363.<br />
References ............................................................................................ 1373
-<br />
Drilling and Well Completions<br />
DERRICKS AND PORTABLE MASTS<br />
Derricks and portable masts provide the clearance and structural support<br />
necessary for raising and lowering drill pipe, casing, rod strings, etc., during<br />
drilling and servicing operations. Standard derricks are bolted together at the<br />
well site, and are considered nonportable. Portable derricks, which do not<br />
require full disassembly for transport, are termed masts.<br />
The derrick or mast must be designed to safely carry all loads that are likely<br />
to be used during the structure’s life [l]. The largest vertical dead load that<br />
will likely be imposed on the structure is the heaviest casing string run into the<br />
borehole. However, the largest vertical load imposed on the structure will result<br />
from pulling equipment (Le., drill string or casing string) stuck in the borehole.<br />
The most accepted method is to design a derrick or mast that can carry a dead<br />
load well beyond the maximum casing load expected. This can be accomplished<br />
by utilizing the safety factor.<br />
The derrick or mast must also be designed to withstand wind loads. Wind<br />
loads are imposed by the wind acting on the outer and inner surfaces of the<br />
open structure. When designing for wind loads, the designer must consider that<br />
the drill pipe or other tubulars may be out of the hole and stacked in the<br />
structure. This means that there will be loads imposed on the structure by the<br />
pipe weight (i.e., setback load) in addition to the additional loads imposed by<br />
the wind. The horizontal forces due to wind are counteracted by the lattice<br />
structure that is firmly secured to the structure’s foundation. Additional support<br />
to the structure can be accomplished by the guy lines attached to the structure<br />
and to a dead man anchor some distance away from it. The dead man anchor<br />
is buried in the ground to firmly support the tension loads in the guy line. The<br />
guy lines are pretensioned when attached to the dead man anchor.<br />
The API Standard 4F, First Edition, May 1, 1985, “API Specifications for<br />
Drilling and Well Servicing Structures,” was written to provide suitable steel<br />
structures for drilling and well servicing operations and to provide a uniform<br />
method of rating the structures for the petroleum industry. API Standard 4F<br />
supersedes API Standards 4A, 4D, and 4E thus, many structures in service today<br />
may not satisfy all of the requirements of API Standard 4F [2-51.<br />
For modern derrick and mast designs, API Standard 4F is the authoritative source<br />
of information, and much of this section is extracted directly from this standard.<br />
Drilling and well servicing structures that meet the requirements of API Standard<br />
4F are identified by a nameplate securely affixed to the structure in a conspicuous<br />
place. The nameplate markings convey at least the following information:<br />
Mast and Derrick Nameplate Information<br />
a. Manufacturer’s name<br />
b. Manufacturer’s address<br />
c. Specification 4F<br />
d. Serial number<br />
499
500 Drilling and Well Completions<br />
e. Height in feet<br />
f. Maximum rated static hook load in pounds, with guy lines if applicable,<br />
for stated number of lines to traveling block<br />
g. Maximum rated wind velocity in knots, with guy lines if applicable, with<br />
rated capacity of pipe racked<br />
h. The API specification and edition of the API specification under which<br />
the structure was designed and manufactured<br />
i. Manufacturer’s guying diagram-for structures as applicable<br />
j. Caution: Acceleration or impact, also setback and wind loads will reduce<br />
the maximum rated static hook load capacity<br />
k. Manufacturer’s load distribution diagram (which may be placed in mast<br />
instructions)<br />
1. Graph of maximum allowable static hook load versus wind velocity<br />
m.Mast setup distance for mast with guy lines.<br />
Substructure Nameplate information<br />
a. Manufacturer’s name<br />
b. Manufacture’s address<br />
c. Specification 4F<br />
d. Serial number<br />
e. Maximum rated static rotary capacity<br />
f. Maximum rated pipe setback capacity<br />
g. Maximum combined rated static rotary and rated setback capacity<br />
h. API specification and edition under which the structure was designed and<br />
manufactured.<br />
The manufacturer of structures that satisfy API Standard 4F must also furnish<br />
the purchaser with one set of instructions that covers operational features, block<br />
reeving diagram, and lubrication points for each drilling or well servicing<br />
structure. Instructions should include the raising and lowering of the mast and<br />
a facsimile of the API nameplate.<br />
Definitions<br />
Definitions and Abbreviations<br />
The following terms are commonly used in discussing derricks and masts:<br />
Crown block assembly: The stationary sheave or block assembly installed at the<br />
top of a derrick or mast.<br />
Derrick: A semipermanent structure of square or rectangular cross-section having<br />
members that are latticed or trussed on all four sides. This unit must be<br />
assembled in the vertical or operation position, as it includes no erection<br />
mechanism. It may or may not be guyed.<br />
Design load: The force or combination of forces that a structure is designed to<br />
withstand without exceeding the allowable stress in any member.<br />
Dynamic loading: The loading imposed upon a structure as a result of motion<br />
as opposed to static loading.<br />
Qnamic stress: The varying or fluctuating stress occurring in a structural member<br />
as a result of dynamic loading.<br />
Erection load: The load produced in the mast and its supporting structure during<br />
the raising and lowering operation.
Derricks and Portable Masts 501<br />
Guy line: A wire rope with one end attached to the derrick or mast assembly<br />
and the other end attached to a suitable anchor.<br />
Guying pattern: A plane view showing the manufacturer’s recommended loca-tions<br />
and distance to the anchors with respect to the wellhead.<br />
Height of derrick and mast without guy lines: The minimum clear vertical distance<br />
from the top of the working floor to the bottom of the crown block<br />
support beams.<br />
Height of mast with guy lines: The minimum vertical distance from the ground<br />
to the bottom of the crown block support beams.<br />
Impact loading: The loading resulting from sudden changes in the motion state<br />
of rig components.<br />
Mast: A structural tower comprising one or more sections assembled in a<br />
horizontal position near the ground and then raised to the operating position.<br />
If the unit contains two or more sections, it may be telescoped or unfolded<br />
during the erection.<br />
Mast setup distam: The distance from the centerline of the well to a designated point<br />
on the mast structure defined by a manufacturer to assist in the setup of the rig.<br />
Maximum rated static hook load: The sum of the weight applied at the hook and<br />
the traveling equipment for the designated location of the dead line anchor<br />
and the specified number of drilling lines without any pipe setback, sucker<br />
rod, or wind loadings.<br />
Pipe lean: The angle between the vertical and a typical stand of pipe with the setback.<br />
Racking platform: A platform located at a distance above the working floor for<br />
laterally supporting the upper end of racked pipe.<br />
Rated static rotary load: The maximum weight being supported by the rotary table<br />
support beams.<br />
Rated setback load: The maximum weight of tubular goods that the substructure<br />
can withstand in the setback area.<br />
Rod board. A platform located at a distance above the working floor for supporting<br />
rods.<br />
Static hook load: see Maximum Rated Static Hook Load.<br />
Abbreviations<br />
The following standard abbreviations are used throughout this section.<br />
ABS-American Bureau of Shipping<br />
AISC-American Institute of Steel Construction<br />
AISI-American Iron and Steel Institute<br />
ANSI-American National Standard Institute<br />
API-American Petroleum Institute<br />
ASA-American Standards Association<br />
ASTM-American Society for Testing and Materials<br />
AWS-American Welding Society<br />
IADC-International Association of Drilling Contractors<br />
SAE-Society of Automotive Engineers<br />
USAS-United States of America Standard (ANSI)<br />
RP-Recommended Practice<br />
Standard Derricks<br />
A standard derrick is a structure of square cross-section that dimensionally<br />
agrees with a derrick size shown in Table 41 with dimensions as designated in<br />
Figure 41.
~<br />
Table 4-1<br />
Derrick Sizes and General Dimensions [2] 09<br />
1 2 3 4 5 6 7<br />
Nominal Draw works V Window<br />
Gin Pole<br />
Derrick Height Base Square Window Opening Opening Opening Clearance<br />
Size No. A B C C D E<br />
ft in. ft in. ft in. ft in. ft in. ft in.<br />
v C..<br />
i<br />
F<br />
10-<br />
11<br />
12<br />
16<br />
18<br />
18A<br />
19<br />
20<br />
25<br />
~~<br />
a 0 0<br />
87 0<br />
94 0<br />
122 0<br />
136 0<br />
136 0<br />
140 0<br />
147 0<br />
189 0<br />
20 0<br />
20 0<br />
24 0<br />
24 0<br />
26 0<br />
30 0<br />
30 0<br />
30 0<br />
37 6<br />
7 6<br />
7 6<br />
7 6<br />
7 6<br />
7 6<br />
7 6<br />
7 6<br />
7 6<br />
7 6<br />
23 8<br />
23 8<br />
23 8<br />
23 8<br />
23 8<br />
23 8<br />
26 6<br />
26 6<br />
26 6<br />
~<br />
5 6<br />
5 6<br />
5 6<br />
5 6<br />
5 6<br />
5 6<br />
7 6<br />
6 6<br />
7 6<br />
8 0<br />
0 0<br />
8 0<br />
8 0<br />
12 0<br />
12 0<br />
17 0<br />
17 0<br />
17 0<br />
Tolerances: A, f 6 in.; B, f 5 in.; C, + 3 ft.. 6 in.: D. f 2 in.: E. k 6 in.
Derricks and Portable Masts 503<br />
c<br />
I<br />
A<br />
A The vartical distance from the top of the base plate to<br />
the bottom of the crown block sumport beam.<br />
I Tha distance betwaan hael to heel of adidcant lags et the<br />
top of the base plate.<br />
C - The window opaninq measured In the clear and parallel to<br />
tha center line of the derrick ride from top of base plate.<br />
D - The sm+st clear dimension at the top of the derrick<br />
that would restrict passage of crown block.<br />
E - The eiaarence between the horixontal header of the pin<br />
poi. and the top of tha crown support beam.<br />
Derrick Window<br />
Flgure 4-1. Derrick dimensions [2].<br />
The derrick window arrangement types A, C. D, and E, shown in Figure 4-2,<br />
shall be interchangeable. The sizes and general dimensions of the V window<br />
opening and drawworks window opening are given in Tables 4-1 and 4-2.<br />
Foundation Bolt Settings<br />
Foundation bolt sizes and patterns are shown in Figure 4-3. Minimum bolt<br />
sizes are used and should be increased if stresses dictate larger diameter. The<br />
(text conrinucd on page 506)
504 Drilling and Well Completions<br />
V- Window<br />
TYPE A<br />
M<br />
Ora w wor ks Window<br />
TYPE C<br />
Drawworks Window Ladder Window<br />
TYPE D<br />
TYPE E<br />
Figure 4-2. Derrick windows [2].<br />
Table 4-2<br />
Conversion Values<br />
(For 0-50 Ft. Helght) [2]<br />
Wind Velocity<br />
Pressure<br />
P vk Wind Velocity<br />
Lb./Sq. Ft. Knots Miles Per Hour<br />
10 49 56<br />
15 60 69<br />
20 69 79<br />
25 77 89<br />
30 84 97<br />
35 91 105<br />
40 97 112<br />
45 103 119<br />
50 109 125<br />
55 114 131
~~ ~<br />
Nominal<br />
Base Square<br />
Two I" or l-l/4" bolts at<br />
each corner<br />
1-3/8" holes in base plate<br />
Derricks and Portable Masts 505<br />
TO" 2 118" rC-<br />
80- .87-, 94-, 122-, and 136-ft. Derricks<br />
Nominal<br />
Base Square<br />
Four 1-12'' bolts at<br />
each corner<br />
1-3/4"holes in base plate<br />
140 -ft. and 147-ft. Derricks<br />
Nominal :<br />
Base Square<br />
Four 2'' bolts at<br />
each corner<br />
2-3/8"Holes in base<br />
plate<br />
15": 1/8"<br />
* 4"-,<br />
189 -ft Derrick<br />
Figure 4-3. Foundation bolt pattern for derrick leg [2].
506 Drilling and Well Completions<br />
(text continued from page 503)<br />
maximum reaction (uplift, compression, and shear) produced by the standard<br />
derrick loading foundation bolt size and setting plan should be furnished to the<br />
original user,<br />
Load Capacities<br />
All derricks and masts will fail under an excessively large load. Thus API<br />
makes it a practice to provide standard ratings for derricks and masts that meet<br />
its specifications. The method for specifying standard ratings has changed over<br />
the years; therefore, old structures may fail under one rating scheme and new<br />
structures may fail under another.<br />
API Standard 4A (superseded by Standard 4F) provides rating of derrick<br />
capacities in terms of maximum safe load. This is simply the load capacity of a<br />
single leg multiplied by four. It does not account for pipe setback, wind loads,<br />
the number of lines between the crown block and the traveling block, the<br />
location of the dead line, or vibratory and impact loads. Thus, it is recommended<br />
that the maximum safe static load of derricks designed under Standard<br />
4A exceed the derrick load as follows:<br />
Derrick load* = 1.5(Wh + Wc + Wt + 4F,) (4-1)<br />
where W, = weight of the traveling block plus the weight of the drillstring<br />
suspended in the hole, corrected for buoyancy effects<br />
Wc = weight of the crown block<br />
W, = weight of tools suspended in the derrick<br />
F, = extra leg load produced by the placement of the dead and fast lines<br />
In general, F, = WJn if the deadline is attached to one of the derrick legs,<br />
and F, = WJPn if the deadline is attached between two derrick legs. n is the<br />
number of lines between the crown block and traveling block. The formula for<br />
F, assumes that no single leg shares the deadline and fastline loads.<br />
The value of 1.5 is a safety factor to accommodate impact and vibration loads.<br />
Equation 4-1 does not account for wind and setback loads, thus, it may provide<br />
too low an estimate of the derrick load in extreme cases.<br />
API Standard 4D (also superseded by Standard 4F) provides rating of portable<br />
masts as follows:<br />
For each mast, the manufacturer shall designate a maximum rated static hook<br />
load for each of the designated line reevings to the traveling block. Each load<br />
shall be the maximum static load applied at the hook, for the designated location<br />
of deadline anchor and in the absence of any pipe-setback, sucker-rod, or wind<br />
loadings. The rated static hook load includes the weight of the traveling block<br />
and hook. The angle of mast lean and the specified minimum load guy line<br />
pattern shall be considered for guyed masts.<br />
Under the rigging conditions given on the nameplate, and in the absence of<br />
setback or wind loads, the static hook load under which failure may occur in<br />
masts conforming to this specification can be given as only approximately twice<br />
the maximum rated static hook load capacity.<br />
*This is an API Standard 4A rating capacity and should not be confused with the actual derrick load<br />
that will be discussed in the section titled "Derricks and Portable Masts."
Derricks and Portable Masts 507<br />
The manufacturer shall establish the reduced rated static hook loads for the<br />
same conditions under which the maximum rated static hook loads apply, but<br />
with the addition of the pipe-setback and sucker-rod loadings. The reduced rated<br />
static hook loads shall be expressed as percentages of the maximum rated static<br />
hook loads. Thus, the portable mast ratings in Standard 4D include a safety<br />
factor of 2 to allow for wind and impact loads, and require the manufacturer<br />
to specify further capacity reductions due to setback.<br />
The policy of Standard 4D, that the manufacturer specify the structure load<br />
capacity for various loading configurations, has been applied in detail in<br />
Standards 4E (superseded by Standard 4F) and 4F. Standard 4F calls for detailed<br />
capacity ratings that allow the user to look up the rating for a specific loading<br />
configuration. These required ratings are as follows.<br />
Standard Ratings<br />
Each structure shall be rated for the following applicable loading conditions.<br />
The structures shall be designed to meet or exceed these conditions in<br />
accordance with the applicable specifications set forth herein. The following<br />
ratings do not include any allowance for impact. Acceleration, impact, setback,<br />
and wind loads will reduce the rated static hook load capacity.<br />
Derrlck-Stationary<br />
Base<br />
1. Maximum rated static hook load for a specified number of lines to the<br />
traveling block.<br />
2. Maximum rated wind velocity (knots) without pipe setback.<br />
3. Maximum rated wind velocity (knots) with full pipe setback.<br />
4. Maximum number of stands and size of pipe in full setback.<br />
5. Maximum rated gin pole capacity.<br />
6. Rated static hook load for wind velocities varying from zero to maximum<br />
rated wind velocity with full rated setback and with maximum number of<br />
lines to the traveling block.<br />
Mast with Guy Lines<br />
1. Maximum rated static hook load capacity for a specified number of lines<br />
strung to the traveling block and the manufacturer’s specified guying.<br />
2. Maximum rated wind velocity (knots) without pipe setback.<br />
3. Maximum rated wind velocity (knots) with full pipe setback.<br />
4. Maximum number of stands and size of pipe in full setback.<br />
Mast wlthout Guy Lines<br />
traveling block.<br />
1. Maximum rated static hook load for a specified number of lines to the<br />
2. Maximum rated wind velocity (knots) without pipe setback.<br />
3. Maximum rated wind velocity (knots) with full pipe setback.<br />
4. Maximum number of stands and size of pipe in full setback.<br />
5. Rated static hook load for wind velocities varying from zero to maximum<br />
rated wind velocity with full rated setback and with maximum number of<br />
lines to the traveling block.
508 Drilling and Well Completions<br />
Mast and Derricks under Dynamic Conditions<br />
1. Maximum rated static hook load for a specified number of lines to the<br />
traveling block.<br />
2. Hook load, wind load, vessel motions, and pipe setback in combination with<br />
each other for the following:<br />
a. Operating with partial setback.<br />
b. Running casing.<br />
c. Waiting on weather.<br />
d. Survival.<br />
e. Transit.<br />
Substructures<br />
1. Maximum rated static hook load, if applicable.<br />
2. Maximum rated pipe setback load.<br />
3. Maximum rated static load on rotary table beams.<br />
4. Maximum rated combined load of setback and rotary table beams.<br />
Substructure under Dynamic Conditions<br />
1. Maximum rated static hook load.<br />
2. Maximum rated pipe setback load.<br />
3. Maximum rated load on rotary table beams.<br />
4. Maximum rated combined load of setback and rotary table beams.<br />
5. All ratings in the section titled “Mast and Derricks under Dynamic Conditions.”<br />
Design Loadings<br />
Derricks and masts are designed to withstand some minimum loads or set of<br />
loads without failure. Each structure shall be designed for the following<br />
applicable loading conditions. The structure shall be designed to meet or exceed<br />
these conditions in accordance with the applicable specifications set forth herein.<br />
Derrick-Stationary<br />
Base<br />
1. Operating loads (no wind loads) composed of the following loads in<br />
combination:<br />
a. Maximum rated static hook load for each applicable string up condition.<br />
b. Dead load of derrick assembly.<br />
2. Wind load without pipe setback composed of the following loads in<br />
combination:<br />
a. Wind load on derrick, derived from maximum rated wind velocity<br />
without setback (minimum wind velocity for API standard derrick sizes<br />
10 through 18A is 93 knots, and for sizes 19 through 25 is 107 knots).<br />
b. Dead load of derrick assembly.<br />
3. Wind load with rated pipe setback composed of the following loads in<br />
combination:<br />
a. Wind load on derrick derived from maximum rated wind velocity with<br />
setback of not less than 93 knots.<br />
b. Dead load of derrick assembly.
Derricks and Portable Masts 509<br />
c. Horizontal load at racking platform, derived from maximum rated wind<br />
velocity with setback of not less than 93 knots acting on full pipe<br />
setback.<br />
d. Horizontal load at racking platform from pipe lean.<br />
Mast with Guy Lines<br />
1. Operating loads (no wind load) composed of the following loads in<br />
combination:<br />
a. Maximum rated static hook load for each applicable string up condition.<br />
b. Dead load of mast assembly.<br />
c. Horizontal and vertical components of guy line loading.<br />
2. Wind loads composed of the following loads in combination:<br />
a. Wind load on mast, derived from a maximum rated wind velocity with<br />
setback of not less than 60 knots.<br />
b. Dead load of mast assembly.<br />
c. Horizontal loading at racking board, derived from a maximum rated<br />
wind velocity with setback of not less than 60 knots, acting on full pipe<br />
setback.<br />
d. Horizontal and vertical components of guy line loading.<br />
e. Horizontal and vertical loading at rod board, derived from a maximum<br />
rated wind velocity with setback of not less than 60 knots, acting on<br />
rods in conjunction with dead weight of rods.<br />
3. Wind loads composed of the following loads in combination:<br />
a. Wind load on mast, derived from a maximum rated wind velocity with<br />
setback of not less than 60 knots.<br />
b. Dead load of mast assembly.<br />
c. Horizontal loading at racking platform, derived from a maximum rated<br />
wind velocity with setback of not less than 60 knots, acting on full pipe<br />
setback.<br />
d. Horizontal and vertical components of guy line loading.<br />
4. Wind loads composed of the following loads in combination:<br />
a. Wind load on mast derived from a maximum rated wind velocity without<br />
setback of not less than 60 knots.<br />
b. Dead load of mast assembly.<br />
c. Horizontal and vertical components of guy line loading.<br />
5. Erection loads (zero wind load) composed of the following loads in<br />
combination:<br />
a. Forces applied to mast and supporting structure created by raising or<br />
lowering mast.<br />
b. Dead load of mast assembly.<br />
6. Guy line loading (assume ground anchor pattern consistent with manufacturer’s<br />
guying diagram shown on the nameplate).<br />
a. Maximum horizontal and vertical reactions from conditions of loading<br />
applied to guy line.<br />
b. Dead load of guy line.<br />
c. Initial tension in guy line specified by mast manufacturer.<br />
Mast without Guy Lines<br />
1. Operating loads composed of the following loads in combination:<br />
a. Maximum rated static hook load for each applicable string up condition.<br />
b. Dead load of mast assembly.
510 Drilling and Well Completions<br />
2. Wind load without pipe setback composed of the following loads in<br />
combination:<br />
a. Wind loading on mast, derived from a maximum rated wind velocity<br />
without setback of not less than 93 knots.<br />
b. Dead load of mast assembly.<br />
3. Wind load with pipe setback composed of the following loads in combination:<br />
a. Wind loading on mast, derived from a maximum rated wind velocity<br />
with setback of not less than 70 knots.<br />
b. Dead load of mast assembly.<br />
c. Horizontal load at racking platform derived from a maximum rated wind<br />
velocity with setback of not less than 70 knots acting on pipe setback.<br />
d. Horizontal load at racking platform from pipe lean.<br />
4. Mast erection loads (zero wind load) composed of the following loads in<br />
combination:<br />
a. Forces applied to mast and supporting structure created by raising or<br />
lowering mast.<br />
b. Dead load of mast assembly.<br />
5. Mast handling loads (mast assembly supported at its extreme ends).<br />
Derricks and Mast under Dynamic Conditions<br />
All conditions listed in the section titled “Load Capacities,” subsection titled<br />
“Mast and Derricks under Dynamic Conditions,” are to be specified by the user.<br />
Forces resulting from wind and vessel motion are to be calculated in accordance<br />
with the formulas presented in the section titled “Design Specifications,”<br />
paragraphs titled “Wind,” “Dynamic Loading (Induced by Floating Hull Motion).”<br />
Substructures<br />
1. Erection of mast, if applicable.<br />
2. Moving or skidding, if applicable.<br />
3. Substructure shall be designed for the following conditions:<br />
a. Maximum rated static rotary load.<br />
b. Maximum rated setback load.<br />
c. Maximum rated static hook load (where applicable).<br />
d. Maximum combined rated static hook and rated setback loads (where<br />
applicable).<br />
e. Maximum combined rated static rotary and rated setback loads.<br />
f. Wind loads resulting from maximum rated wind velocity acting from any<br />
direction on all exposed elements. Wind pressures and resultant forces<br />
are to be calculated in accordance with the equations and tables in the<br />
section titled “Design Specifications,” paragraph titled “Wind.” When<br />
a substructure is utilized to react guy lines to the mast, these reactions<br />
from the guy lines must be designed into the substructure.<br />
g. Dead load of all components in combination with all of the above.<br />
Substructure under Dynamic Conditions<br />
All conditions listed in the section titled “Load Capacities,” paragraph titled<br />
“Structure under Dynamic Conditions,’’ are to be specified by the user. Forces<br />
resulting from wind and vessel motion are to be calculated in accordance with<br />
formulas from the section titled “Design Specifications,” paragraphs titled<br />
“Wind” and “Dynamic Loading (Induced by Floating Hull Motion).”
Design Specifications<br />
Derricks and Portable Masts 511<br />
In addition to withstanding some minimum load or loads (sections titled<br />
“Load Capacities” and “Design Specifications”), derricks and masts that satisfy<br />
API standards must also satisfy certain requirements regarding materials,<br />
allowable stresses, wind, dynamic loading, earthquakes and extremes of temperature.<br />
Materials<br />
The unrestricted material acceptance is not intended since physical properties<br />
are not the sole measure of acceptability. Metallurgical properties, which affect<br />
fabrication and serviceability, must also be considered.<br />
Steel. Steel shall conform to one of the applicable ASTM specifications referred<br />
to by applicable AISC specifications. Other steels not covered by these specifications<br />
may be used provided that the chemical and physical properties conform<br />
to the limits guaranteed by the steel manufacturer. Structural steel shapes having<br />
specified minimum yield less than 33,000 psi shall not be used. Certified mill<br />
test report or certified reports of tests made in accordance with ASTM A6 and<br />
the governing specification shall constitute evidence of conformity with one of<br />
the specifications listed.<br />
Bolts. Bolts shall conform to one of the applicable SAE, ASTM, or AISC<br />
specifications. Other bolts not covered by these specifications may be used<br />
provided the chemical, mechanical, and physical properties conform to the limits<br />
guaranteed by the bolt manufacturer. Certified reports shall constitute sufficient<br />
evidence of conformity with the specification. Bolts of different mechanical<br />
properties and of the same diameter shall not be mixed on the same drilling<br />
or servicing structure to avoid the possibility of bolts of relatively low strength<br />
being used where bolts of relatively high strength are required.<br />
Welding Electrodes. Welding electrodes shall conform to applicable AWS and<br />
ASTM specifications or other governing codes. Newly developed welding<br />
processes shall use welding electrodes conforming to applicable AWS or other<br />
governing publications. Certified reports shall constitute sufficient evidence of<br />
conformity with the specifications.<br />
Wire Rope. Wire rope for guy lines or erection purposes shall conform to API<br />
Specification 9A “Specification for Wire Rope.”<br />
Nonferrous Materiais. Nonferrous materials must conform to appropriate<br />
governing codes. Certified reports shall constitute sufficient evidence of<br />
conformity with such codes.<br />
Allowable Stresses<br />
AISC specifications for the design fabrication and erection of structural steel<br />
for buildings shall govern the design of these steel structures (for AISC<br />
specifications, see the current edition of Steel Construction Manual of the<br />
American Institute of Steel Construction). Only Part I of the AISC manual, the<br />
portion commonly referred to as elastic design, shall be used in determining<br />
allowable unit stresses; use of Part 11, which is commonly referred to as plastic
512 Drilling and Well Completions<br />
design, is not allowed. The AISC shall be the final authority for determination<br />
of allowable unit stresses, except that current practice and experience do not<br />
dictate the need to follow the AISC for members and connections subject to<br />
repeated variations of stress, and for the consideration of secondary stresses.<br />
For purposes of this specification, stresses in the individual members of a<br />
latticed or trussed structure resulting from elastic deformation and rigidity of<br />
joints are defined as secondary stresses. These secondary stresses may be taken<br />
to be the difference between stresses from an analysis assuming fully rigid joints,<br />
with loads applied only at the joints, and stresses from a similar analysis with<br />
pinned joints. Stresses arising from eccentric joint connections, or from<br />
transverse loading of members between joints, or from applied moments, must<br />
be considered primary stresses.<br />
Allowable unit stresses may be increased 20% from the basic allowable stress when<br />
secondary stresses are computed and added to the primary stresses in individual<br />
members. However, primary stresses shall not exceed the basic allowable stresses.<br />
Wind and Dynamic Stresses (Induced by Floating Hull Motion). Allowable<br />
unit stresses may be increased one-third over basic allowable stresses when<br />
produced by wind or dynamic loading, acting alone, or in combination with the<br />
design dead load and live loads, provided the required section computed on<br />
this basis is not less than required for the design dead and live loads and impact<br />
(if any), computed without the one-third increase.<br />
Wire Rope. The size and type of wire rope shall be as specified in API<br />
Specification 9A and by API RP 9B (see section titled “Hoisting System”).<br />
1. A mast raised and lowered by wire rope shall have the wire rope sized to<br />
have a nominal strength of at least 2+ times the maximum load on the<br />
line during erection.<br />
2. A mast or derrick guyed by means of a wire rope shall have the wire rope<br />
sized so as to have a nominal strength of at least 24 times the maximum<br />
guy load resulting from a loading condition.<br />
Crown Shafting. Crown shafts, including fastline and deadline sheave support<br />
shafts, shall be designed to AISC specifications except that the safety factor in<br />
bending shall be a minimum of 1.67 to yield. Wire rope sheaves and bearings<br />
shall be designed in accordance with “API Specification 8A: Drilling and<br />
Production Hoisting Equipment.”<br />
Wind<br />
Wind forces shall be applied to the entire structure. The wind directions that<br />
result in the highest stresses for each component of the structure must be<br />
determined and considered. Wind forces for the various wind speeds shall be<br />
calculated according to<br />
F = (PI (A) (4-2)<br />
where F = Force in lb<br />
P = Pressure in lb/ft2<br />
A = Total area, in ftp, projected on a plane, perpendicular to the direction<br />
of the wind, except that the exposed areas of two opposite sides of<br />
the mast or derrick shall be used.
Derricks and Portable Masts 513<br />
When pipe or tubing is racked in more than one area, the minimum area of<br />
setback shall be no less than 120% of the area on one side; when rods are racked<br />
on more than one area, the minimum area of rods shall be no less than 150%<br />
of the area of one side to account for the effect of wind on the leeward area<br />
(Figure 4-4).<br />
The pressure due to wind is<br />
P = 0.00338 (V;)(C,)(C,) (4-3)<br />
where P = pressure in. lb/ft4<br />
V, = wind velocity in knots<br />
C, = height coefficient<br />
Height (ft) c,<br />
0- 50 1 .o<br />
50-1 00 1.1<br />
100-1 50 1.2<br />
150-200 1.3<br />
200-250 1.4<br />
NOTE: In calculating the value of A,<br />
If R is greater than lSa, use R. If not, use 1.5a.<br />
If T is greater than 1.2b, use T. If not, use 1.2b.<br />
Figure 4-4. Diagram of projected area [9].
514 Drilling and Well Completions<br />
Height is the vertical distance from ground or water surface to the center of<br />
area. The shape coefficient Cs for a derrick is assumed as 1.25. Cs and C, were<br />
obtained from ABS, "Rules for Building and Classing Offshore Drilling Units, 1968."<br />
Dynamic Loading (Induced by Floating Hull Motion)<br />
Forces shall be calculated according to the following [6]:<br />
FP = (&)[ $)( $) + w sine<br />
(4-5)<br />
where W = dead weight of the point under consideration<br />
L, = distance from pitch axis to the gravity center of the point under<br />
consideration in feet<br />
L = distance from roll axis to the gravity center of the point under<br />
consideration in feet<br />
H = heave (total displacement)<br />
T, = period of pitch in seconds<br />
Tr = period of roll in seconds<br />
Th = period of heave in seconds<br />
I$ = angle of pitch in degrees<br />
8 = angle of roll in degrees<br />
g = gravity in 32.2 ft/s/s<br />
Unless specified, the force due to combined roll, pitch, and heave shall be<br />
considered to be the largest of the following:<br />
1. Force due to roll plus force due to heave.<br />
2. Force due to pitch plus force due to heave.<br />
3. Force due to roll and pitch determined as the square root of the sum of<br />
squares plus force due to heave.<br />
Angle of roll or pitch is the angle to one side from vertical. The period is for<br />
a complete cycle.<br />
Earthquake<br />
Earthquake is a special loading condition to be addressed when requested by<br />
the user. The user is responsible for furnishing the design criteria that includes<br />
design loading, design analysis method, and allowable response.<br />
The design criteria for land units may be in accordance with local building<br />
codes using equivalent static design methods.<br />
For fixed offshore platform units, the design method should follow the<br />
strength level analysis guidelines in API RP 2A. The drilling and well servicing<br />
units should be able to resist the deck movement, i.e., the response of the deck
Derricks and Portable Masts 515<br />
to the ground motion prescribed for the design of the offshore platform. The<br />
allowable stresses for the combination of earthquake, gravity and operational<br />
loading should be limited to those basic allowables with the one-third increase<br />
as specified in AISC Part I. The computed stresses should include the primary<br />
and the secondary stress components.<br />
Extreme Temperature<br />
Because of the effect of low temperatures on structural steel, it will be no<br />
use to change (decrease) the allowable unit stresses mentioned in the preceding<br />
paragraphs titled “Allowable Stresses.” Low temperature phenomena in steel<br />
are well established in principle. Structures to be used under extreme conditions<br />
should use special materials that have been, and are being, developed for<br />
this application.<br />
Miscellaneous<br />
Structural Steels. Structures shall conform to sections of the AISC “Specifications<br />
for the Design, Fabrication and Erection of Structural Steel Buildings.”<br />
Castings. All castings shall be thoroughly cleaned, and all cored holes shall be<br />
drifted to ensure free passage of proper size bolt.<br />
Protection. Forged parts, rolled structural steel shapes and plates, and castings<br />
shall be cleaned, primed, and painted with a good commercial paint or other<br />
specified coating before shipment. Machined surfaces shall be protected with a<br />
suitable lubricant or compound.<br />
Socketing. Socketing of raising, erecting, or telescoping mast wire ropes shall<br />
be performed in accordance with practices outlined by API RP 9B.<br />
Recommended Practice for Maintenance and<br />
Use of Drilling and Well Servicing Structures<br />
These general recommendations, if followed, should result in longer satisfactory<br />
service from the equipment. These recommendations should in every<br />
case be considered as supplemental to, and not as a substitute for, the manufacturer’s<br />
instructions.<br />
The safe operation of the drilling and well servicing structure and the success<br />
of the drilling operation depend on whether the foundation is adequate for the<br />
load imposed. The design load for foundation should be the sum of the weight<br />
of the drilling or well servicing structure, the weight of the machinery and<br />
equipment on it, the maximum hook load of the structure, and the maximum<br />
setback load.<br />
Consultation with the manufacturer for approval of materials and methods<br />
is required before proceeding with repairs. Any bent or otherwise damaged<br />
member should be repaired or replaced. Any damaged compression member<br />
should be replaced rather than repaired by straightening. Drilling and well<br />
servicing structures use high-strength steels that require specific welding electrodes<br />
and welding techniques.<br />
Fixtures and accessories are preferably attached to a structure by suitable<br />
clamps. Do not drill or burn holes in any members or perform any welding<br />
without obtaining approval of the manufacturer.
516 Drilling and Well Completions<br />
Wire line slings or tag lines should have suitable fittings to prevent the rope<br />
from being bent over sharp edges and damaged.<br />
Loads due to impact, acceleration, and deceleration niay be indicated by<br />
fluctuation of the weight indicator readings and the operator should keep the<br />
indicator readings within the required hook load capacity.<br />
In the erecting and lowering operation, the slowest practical line speed should<br />
be used.<br />
Girts, braces, and other members should not, under any circumstances, be<br />
removed from the derrick while it is under load.<br />
The drilling and well servicing structure manufacturer has carefully designed<br />
and selected materials for his or her portable mast. The mast should perform<br />
satisfactorily within the stipulated load capacities and in accordance with the<br />
instructions. Every operator should study the instructions and be prepared for<br />
erecting, lowering, and using the mast.<br />
The substructure should be restrained against uplift, if necessary, by a suitable<br />
dead weight or a hold-down anchor. The weight of the hoist and vehicle, where<br />
applicable, may be considered as part or all of the required anchorage.<br />
Each part of a bolted structure is designed to carry its share of the load;<br />
therefore, parts omitted or improperly placed may contribute to the structure<br />
failure. In the erection of bolted structures, the bolts should be tightened only<br />
slightly tighter than finger-tight. After the erection of the structure is completed,<br />
all bolts should be drawn tight. This procedure permits correct alignment of<br />
the structure and results in proper load distribution.<br />
Sling Line inspection and Replacement<br />
One or more of the three principal factors, including wear due to operation,<br />
corrosion and incidental damage, may limit the life of a sling. The first may be<br />
a function of the times the mast is raised, and the second will be related to<br />
time and atmospheric conditions. The third will bear no relation to either, since<br />
incidental damage may occur at the first location as well as any other.<br />
Charting of sling line replacement shows an erratic pattern. Some require<br />
replacement at a relatively early date and others last several years longer. Early<br />
replacements generally show incidental damage, and it is possible that some of<br />
the longer lived ones are used beyond the time when they should be replaced.<br />
There is no way of judging the remaining strength of a rusty rope; therefore,<br />
rusty sling lines should be replaced. Areas adjacent to end connections should<br />
be examined closely for any evidence of corrosion.<br />
It would no doubt be possible to establish a normal sling line life expectancy in<br />
terms of the number of locations used, as long as a set number of months was not<br />
exceeded. However, this would not preclude the necessity for careful inspection to<br />
guard against incidental damage. A line with any broken wires should be replaced.<br />
A line showing any material reduction of metal area from abrasion should be<br />
replaced. A line showing kinking, crushing, or other damage should be replaced.<br />
Replacement of lines based on normal life expectancy will provide some<br />
degree of safety, but it is important that such provisions do not cause any degree<br />
of laxity in sling line inspection.<br />
Sling lines should be well lubricated. The field lubricant should be compatible<br />
with the original lubricant, and to this end the rope manufacturer should be<br />
consulted. The object of rope lubrication is to reduce internal friction and to<br />
prevent corrosion.<br />
The following routine checks, as applicable, should be made at appropriate<br />
intervals:
Derricks and Portable Masts 517<br />
1. Inspect welds in erecting mechanism for cracks and other signs of<br />
deformity.<br />
2. Follow the manufacturer’s instructions in checking hydraulic circuits<br />
before lowering operation. Make sure of adequate supply of hydraulic<br />
fluid.<br />
3. Wire rope, including operating lines, raising lines, and guy lines, should<br />
be inspected for kinks, broken wires, or other damage. Make certain that<br />
guy lines are not fouled and that other lines are in place in sheave grooves<br />
before raising or lowering operation.<br />
4. Check safety latches and guides in telescoping mast for free operation<br />
before lowering operation. Keep latches and guides clean and properly<br />
lubricated.<br />
5. Check unit for level and check foundation and supports for correct<br />
placement before erecting operation.<br />
6. Check lubrication of crown sheaves.<br />
7. Check lubrication and condition of bearings in all sheaves, sprockets, etc.<br />
8. Check folding ladders for free operation before lowering operation.<br />
9. During drilling operations, it is advisable to make scheduled inspections<br />
of all bolted connections to ensure that they are tight.<br />
10. The visual field inspection of derrick or mast and substructure procedure<br />
is recommended for use by operating personnel (or a designated representative)<br />
to the extent that its use satisfies conditions for which an<br />
inspection is intended. A sample report form for this inspection procedure<br />
can be found in API Standard 4F. Forms are also available from International<br />
Association of Drilling Contractors (IADC).<br />
Splicing locks should be checked frequently for locking position or tightness,<br />
preferably on each tour during drilling operations. To develop its rated load<br />
capacity, the axis of the structure must be in alignment throughout its length.<br />
It is important that any splice mechanism or locks be maintained in such<br />
condition as to ensure structure alignment.<br />
Guying for Portable Masts with Guy Llnes<br />
This recommendation is applicable for most conditions encountered in the<br />
use of this type mast. There will be exceptions where location clearance, ground<br />
conditions, or other unusual circumstances require special considerations. Figure<br />
4-5 shows a recommended guying pattern that may be used under general<br />
conditions in the absence of an authorized API manufacturer’s recommendations.<br />
Guy lines should be maintained in good condition, free from rust,<br />
corrosion, frays, and kinks. Old sand line is not recommended for guy lines.<br />
All chains, boomers, clamps, and tensioning devices used in the guy lines shall<br />
satisfy the mast manufacturer’s recommendations. In the absence of mast<br />
manufacturer’s recommendations, the following minimum breaking strengths<br />
should be maintained: load guy lines-1 8 tons; external guy lines-12 tons;<br />
racking board guy lines-10 tons.<br />
Guy Line Anchors for Portable Masts with Guy Lines<br />
Guy line anchors including expanding anchors, concrete deadmen, or any<br />
other approved techniques are acceptable. The soil condition may determine<br />
the most applicable type. Recommendations for anchor design and testing<br />
are as follows:
518 Drilling and Well Completions<br />
A = Four crown to ground guys. Minimum guyline size recommended as 5/8" unless<br />
otherwise specified by mast manufacturer. Tensioning may be judged by catenary<br />
(sag). 6" catenary (approximately 1,000 Ib tension) recommended on initial<br />
tensioning.<br />
B = Two racking board to board guys. Minimum guyline size recommended is 9/16"<br />
unless otherwise specified by mast manufacturer. 12"-18" catenary (approximately<br />
500 Ib tension) recommended on initial tensioning.<br />
C = Two additional racking board guys to ground. Recommended when winds are in<br />
excess of design magnitude (name plate rating) or when pipe set back exceeds<br />
rated racking capacity or when weather protection is used on board. Minimum<br />
guyline size recommended is 9/16" unless otherwise specified by mast manufacturer.<br />
6"-12" catenary (approximately 1,000 Ib tension) recommended on initial<br />
tensioning.<br />
D = Two or four intermediate mast to ground guys. Recommended at option of mast<br />
manufacturer only. Minimum guyline size recommended is 5/8" unless otherwise<br />
specified by mast manufacturer. 6"-12" catenary (approximately 1,000 Ib tension)<br />
recommended on initial tensioning.<br />
CAUTION: WHEN THE TWO "A LINES ON THE DRAWWORKS SIDE <strong>OF</strong> THE MAST<br />
ARE USED AS LOAD GUYS, THE MINIMUM LINE SIZE SHALL BE 3/4" IPS 6 x 31<br />
CLASS OR BETTER, AND THE "2" DIMENSION SHALL NOT BE LESS THAN 60'.<br />
Figure 4-5. Recommended guying pattern-general conditions [3].
Derricks and Portable Masts 519<br />
All guy line anchors should have a minimum breaking or pull-out strength<br />
at least equal to two times the maximum total calculated anchor load in<br />
the direction of the resultant load, and in the absence of manufacturer's<br />
recommendations, values in Table 4-3 are recommended.<br />
Representative pull tests for the area, size, and type of anchor involved and<br />
made by recognized testing methods should be made and recorded. Records<br />
should be maintained by the installer for temporary anchors and by the<br />
lease owner for permanent anchors. Permanent anchors should be visually<br />
inspected prior to use. If damage or deterioration is apparent, the anchor<br />
should be tested.<br />
Metal components of anchors should be galvanized or otherwise protected<br />
against corrosion. Sucker rods should not be used in anchor construction.<br />
Anchor location should be marked with a stake if projections aboveground<br />
are subject to bending or other abuse.<br />
Anchor location should avoid old pit or other disturbed areas.<br />
Mast Foundation for Portable Masts with Guy Lines<br />
Foundations must consider ground conditions, location preparation, and<br />
supplemental footing as required to provide a stable base for mast erection and<br />
to support the mast during the most extreme loading encountered. A recommended<br />
location preparation to provide ground conditions for safe operations<br />
is shown in Figure 4-6.<br />
Supplemental Footing<br />
Supplemental footing must be provided to distribute the concentrated loads<br />
from the mast and mast mount to the ground. The manufacturer's load distribution<br />
diagram indicates the magnitude and location of these concentrated loads.<br />
If the manufacturer's load distribution diagram is not available, supplemental<br />
footing should be provided to carry the maximum hook load encountered, plus<br />
the gross weight of mast and mast mount weight during mast erection. The area<br />
Table 4-3<br />
Recommended Guyline Anchor Spacing and Loads<br />
See Par. C. 16a and Figure C.l [3]<br />
1 2 3 4 5 6 7<br />
Doublca Mast Singles Mast Pole Mast<br />
Mini m u m .<br />
Spacing Anchor Anchor Anchor<br />
X or Y Test Angle Test Angle Test Angle<br />
Dimeniion Anchor from Horir. Anchor from Horiz. Anchor from Horir.<br />
See Fig. A.1. Test had, to Well Test Load, to Well Test Load, to Well<br />
feet ton8 Center Line tons Center Line tons Center Line<br />
20<br />
N.A. N.A. 3.7 70'<br />
7.0 67'<br />
25 15.6 71'<br />
- -<br />
- -<br />
30 13.7 67O 3.1 609 - -<br />
40 11.0 600 2.8 530 4.0 49'<br />
60 8.4 499 2.7 45- 35<br />
45-<br />
70 7.8 450 2.7 450 - -<br />
80<br />
7.4 45' 2.7 450 3.0 450<br />
w 7.0 450 2.7 450<br />
-<br />
50 9.3 540 27 45. - -<br />
NOTE: Prefemd. X pnater than Y. Limita, Y nawt not<br />
emeed I.2SXand Z mmt be eplial to bz leas than<br />
1.SX bid notlrm than Y. (Fig. C.1)<br />
CAUTION THE ADDITION OP WINDSCREENS<br />
OR THE RACKING <strong>OF</strong> PIPE ABOVE<br />
GROUND LEVEL CAN SICNIFI-<br />
CANTLY INCREASE THE ABOVE
540 Drilling and Well Completions<br />
Second Preference<br />
-0<br />
-<br />
+I<br />
+I<br />
I<br />
-%Deadman<br />
7 Tons<br />
Capacity<br />
t<br />
'1<br />
T<br />
Grade 1:20 max<br />
............<br />
Load Bearing Area: Compacted sand or gravel requiring picking for removal or better<br />
base. Safe bearing capacity desired-Min., 8000 psf, level and drained. Rig Location<br />
Area: May grade away from well along centerline II at ma. drop of 1:20. Should be<br />
level across grades parallel to centerline 1. Safe bearing capacity desired-min., 6000<br />
psf. Allow maneuvering entry for drive in or back in. Drainage of entire area required.<br />
See Table 4-3.<br />
Figure 4-6. Portable mast location preparation 131.
Derricks and Portable Masts 541<br />
and type of supplemental footing must ensure that the safe bearing capacity of<br />
soils on location is not exceeded.<br />
Precautions and Procedures tor Low-Temperature Operations<br />
A survey of 13 drilling contractors operating 193 drilling rigs in northern<br />
Canada and Alaska indicated that there is a wide range of experience and<br />
operating practices under extremely low-temperature conditions. A sizable<br />
number of portable masts failed in the lowering or raising process in winter.<br />
Thus the exposure to low-temperature failures focuses on mast lowering and<br />
raising operations. Based on reports, however, this operation has been<br />
accomplished successfully in temperatures as low as -50°F. While the risk may<br />
be considerably greater because of the change in physical characteristics of steel<br />
at low temperatures, operators may carry on “normal” operations even at<br />
extremely low temperatures. This may be accomplished by closely controlled<br />
inspection procedures and careful handling and operation to reduce damage and<br />
impact loading during raising and lowering operations. At present, there seems<br />
to be no widely accepted or soundly supported basis for establishing a critical<br />
temperature for limiting the use of these oilfield structures. Experience in the<br />
operation of trucks and other heavy equipment exposed to impact forces<br />
indicates that -40°F may be the threshold of the temperature range, at which<br />
the risk of structural failure may increase rapidly. Precautionary measures should<br />
be more rigidly practiced at this point. The following recommended practices<br />
are included for reference:<br />
1. To the extent possible, raising and lowering the mast at the “warmest” time<br />
of the day; use any sunlight or predictable atmospheric conditions. Consider<br />
the wind velocity factors.<br />
2. Use any practical, available means, such as high-pressure steam timber<br />
bonfires, to warm sections of the mast.<br />
3. Take up and loosen mast raising lines several times to assure the free<br />
movement of all parts.<br />
4. Warm up engines and check the proper functioning of all machinery to<br />
assure that there will be no malfunctions that would result in sudden<br />
braking or jarring of the mast. Mast travel, once begun, must be slow,<br />
smooth, and continuous.<br />
5. Inspection and repair provided in the section titled “Recommended<br />
Practice for Maintenance and Use of Drilling and Well Servicing Structures”<br />
are extremely critical under low-temperature conditions. Masts should be<br />
maintained in excellent condition.<br />
6. In making field welds, the temperature of structural members should<br />
preferably be above O’F. In the weld areas, steel should be preheated before<br />
welding or cutting operations.<br />
Derrick Efficiency Factor<br />
Derrick efficiency factor (DEF) is often used to rate or classify derrick or<br />
mast structural capacity [1,7,8]. The derrick efficiency factor is defined as a<br />
ratio of actual load to an equivalent load that is four times the force in the<br />
derrick leg carrying the greatest load. Thus the ratio is<br />
Actual load<br />
DEF =<br />
Equivalent load<br />
(4-7)
522 Drilling and Well Completions<br />
The derrick efficiency factor can be found for static (dead load) conditions and<br />
dynamic conditions. In this section, only the static conditions will be considered.<br />
Example<br />
Find the derrick efficiency factor (under static conditions) for a derrick that<br />
is capable of lifting a 600,000 lb drill string with a block and tackle that has<br />
eight working lines between the crown block and the traveling block. The crown<br />
block weighs 9,000 lb and the traveling block weighs 4,500 lb. Assume that there<br />
are no other tools hanging in the derrick. The dead line is attached at the<br />
bottom of leg A as shown in Figure 4-7.<br />
Table 4-4 gives the calculations of the force in each leg of the derrick due to<br />
the centered load (Le., 613,500 lb), the hoist-line load (i.e., the fast-line load;<br />
Table 4-4<br />
Example of Derrick Efficiency Factor Calculation [9]<br />
Force in Individual Derrick Legs (Ibs)<br />
A B C D<br />
Hoist-line load 37,78125 37,38125<br />
Centered load 153,375.00 153,375.00 153,375.00 153,375.00<br />
Dead-line load 75,562.50<br />
228,937.50 153,375.00 191,156.25 191,156.25<br />
Figure 4-7. Projection of fast-line and deadline locations on rig floor [9].
Hoisting System 543<br />
75, 562.50 lb, divided by 2 since this load is shared by legs C and D) and the<br />
dead-line load at leg A (i.e., 75,562.50 lb).<br />
The actual load on the derrick is the sum of the bottom row in Table 4-4.<br />
The equivalent load is four times the force in leg A, which is the largest load<br />
of all four legs.<br />
Thus,<br />
764,625.00<br />
DEF =<br />
4( 228,937.50)<br />
= 83.50%<br />
HOISTING SYSTEM<br />
A hoisting system, as shown in Figure 4-8, is composed of the drawworks,<br />
traveling block, crown block, extra line storage spool, various clamps, hooks,<br />
and wire rope.<br />
Normally, a hoisting system has an even number of working lines between<br />
the traveling block and the crown block. The fast line is spooled onto the<br />
drawworks’ hoisting drum. The dead line is anchored to the rig floor across<br />
from the drawworks. The weight indicator is a load cell incorporated in the dead<br />
line anchor.<br />
Dead<br />
line anchor<br />
Figure 4-8. Schematic of simplified hoisting system on rotary drilling rig [9].
524 Drilling and Well Completions<br />
The mechanical advantage of the hoisting system is determined by the block<br />
and tackle and the number of working lines between the crown block and the<br />
traveling block [7].<br />
Thus, for the static condition (i.e., no friction losses in the sheaves at the<br />
blocks), F, (lb), the force in the fast line to hold the hook load, is<br />
Wh F, = -<br />
J<br />
(4-8)<br />
where Wh is the weight of the traveling block plus the weight of the drill string<br />
suspended in the hole, corrected for buoyancy effects in pounds; and j is the<br />
number of working lines between the crown block and traveling block. Under<br />
these static conditions, F, (lb), the force in the dead line, is<br />
The mechanical advantage (ma) under these static conditions is<br />
ma(static) = --<br />
F,<br />
wh -j<br />
(4-10)<br />
When the hook load is lifted, friction losses in crown block and traveling block<br />
sheaves occur. It is normally assumed that these losses are approximately 2%<br />
deduction per working line. Under dynamic conditions, there will be an<br />
efficiency factor for the block and tackle system to reflect these losses. The<br />
efficiency will be denoted as the hook-to-drawwork efficiency (eh). The force in<br />
the fast line under dynamic conditions (i.e., hook is moving) will be<br />
wh<br />
F, = -<br />
ehJ<br />
(4-11)<br />
Equation 4-9 remains unchanged by the initiation of hook motion (i.e,, the<br />
force in the dead line is the same under static or dynamic conditions). The<br />
mechanical advantage (ma) under dynamic conditions is<br />
ma (dynamic) = e$ (4-12)<br />
The total load on the derrick under dynamic conditions, F, (lb), will be<br />
F, = Wh +-+e+<br />
wh<br />
W, + W,<br />
ehj J<br />
(4-13)<br />
where Wc is the weight of the crown block, and Wt is the weight of tools<br />
suspended in the derrick, both in pounds.<br />
Example<br />
For dynamic conditions, find the total load on a derrick that is capable of<br />
lifting a 600,000-lb drill string with an &working line block and tackle. The crown
600,000<br />
9,<br />
Hoisting System 525<br />
block weighs 9,000 lb and the traveling block weighs 4,500 lb. Assume that there<br />
are no other tools hanging in the derrick and that the deadline is attached to<br />
the rig floor across from the drawworks in its normal position (see Figure 4-7).<br />
Assume the standard deduction of 2% per working line to calculate eh.<br />
eh = 1.00 - 0.02(8) = 0.84<br />
From Equation 4-13<br />
+<br />
F, = 604,500 + --<br />
600 + 000<br />
0.84(8) 8<br />
ooo<br />
= 604,500 + 89,286 + 75,000 + 9,000<br />
= 786,786 lb<br />
Drawworks<br />
The drawworks is the key operating component of the hoisting system. On<br />
most modern rotary drilling rigs, the prime movers either operate the hoisting<br />
drum within the drawworks or operate the rotary table through the transmission<br />
within the drawworks. Thus the drawworks is a complicated mechanical system<br />
with many functions [1,7].<br />
Functions<br />
The drawworks does not carry out only hoisting functions on the rotary<br />
drilling rig. In general, the functions of the drawworks are as follows:<br />
1. Transmit power from the prime movers (through the transmission) to its<br />
hoisting drum to lift drill string, casing string, or tubing string, or to pull<br />
in excess of these string loads to free stuck pipe.<br />
2. Provide the braking systems on the hoist drum for lowering drill string,<br />
casing string, or tubing string into the borehole.<br />
3. Transmit power from the prime movers (through the transmission) to the<br />
rotary drive sprocket to drive the rotary table.<br />
4. Transmit power to the catheads for breaking out and making up drill string,<br />
casing string, and tubing string.<br />
Figure 4-9 is a schematic of drawworks together with the prime mover power<br />
source.<br />
Design<br />
The drawworks basically contains the hoist drum, the transmissions, the brake<br />
systems, the clutch systems, rotary drive sprocket, and cathead. Figure 410 shows<br />
a schematic of the drawworks.<br />
The power is provided to the drawworks by the prime movers at the master<br />
clutch (see Figure 49) and is transmitted to the master clutch shaft via sprockets<br />
and roller chain drives. The speed and the torque from the prime movers are<br />
controlled through the compound. The compound is a series of sprockets, roller<br />
chain drives, and clutches that allow the driller to control the power to the
526 Drilling and Well Completions<br />
1<br />
16<br />
1. Drive to pump<br />
2. Master clutch<br />
3. Generator<br />
4. Air compressor<br />
5. Washdown pump<br />
6. Sand reel drive<br />
7. Drum high air clutch<br />
8. Auxiliary brake<br />
11<br />
9. Rotary drive air clutch countershaft<br />
10. Driller’s console<br />
11. Drum low air clutch<br />
12. High gear<br />
13. Reverse gear<br />
14. Intermediate gear<br />
15. Low gear<br />
16. Power flow selector*<br />
*Note: This item is shown as a manually operated clutch.<br />
This, of course, on an actual rig would be air actuated.<br />
Figure 4-9. Power train on a drawworks with accessories.<br />
drawworks. The driller operates the compound and the drawworks (and other<br />
rig functions) from a driller’s console (see Figure 4-11).<br />
With the compound, the driller can obtain as many as 12 gears working<br />
through the drawworks transmission.<br />
In Figure 4-11, the driller’s console is at the left of the drawworks. Also, the<br />
hoisting drum and sand reel can be seen. The driller’s brake control is between<br />
the driller’s console and the drawworks to control the brake systems of the<br />
hoisting drum.<br />
Hoisting Drum. The hoisting drum (usually grooved) is probably the most<br />
important component on the drawworks. It is through the drum that power is<br />
transmitted to lift the drill string with the drilling line (wire rope) wound on<br />
the drum. From the standpoint of power requirements for hoisting, the ideal
Hoisting System 527<br />
Power output lo Rotary<br />
i Rotary Brake 2 0 x 6" (Opt<br />
Rotary Dnve Clutch<br />
Fawick 24VC650<br />
Figure 4-10. The drive group of a large DC electric rig. Note that this rig<br />
may be equipped with either two or three traction motors.<br />
1. Driller's coneole. 2. Spinning cathead.<br />
3. Sand reel. 4. Main drum (grooved). 5. Hydromatic brake. 6. Manual brakes<br />
(with inspection plates indicated).<br />
Figure 4-11. The hoist on the rig floor.
528 Drilling and Well Completions<br />
drum would have a diameter as small as possible and a width as great as<br />
possible. From the standpoint of drilling line wear and damage, the hoisting<br />
drum would have the largest drum diameter. Therefore, the design of the<br />
hoisting drum must be compromised to obtain an optimum design. Thus, the<br />
hoist drum is usually designed to be as small as practical, but the drum is<br />
designed to be large enough to permit fast line speeds in consideration of<br />
operation and economy.<br />
Often it is necessary to calculate the line-carrying capacity of the hoist drum.<br />
The capacity or length of drilling line in the first layer on the hoist drum L,<br />
(ft) is<br />
A<br />
e<br />
L, = -(D+d)- (4-14)<br />
12 d<br />
where D is the drum diameter, d is the line diameter, and is the hoisting drum<br />
length, all in inches.<br />
The length of the second layer, L, (ft) is<br />
A<br />
e<br />
L, = -(D+3d)-<br />
12 d<br />
(4-15)<br />
The length of the nth layer Ln (ft) is<br />
A<br />
Ln = -[D+(2n-l)d]-<br />
12 d<br />
e<br />
(4-16)<br />
where n is the total number of layers on the hoisting drum.<br />
The total length of drilling line on the hoisting drum, Lt (ft), will be the sum<br />
of all the layers:<br />
A eh<br />
L, = -(D+h)-<br />
12 d2<br />
(4-17)<br />
where h is the hoist drum flange height, in inches.<br />
Example<br />
A hoist drum has an inside length of 48 in. and an outside diameter of<br />
30 in. The outside diameter of the flange is 40 in. The drilling line diameter<br />
is 1 in. Find the total line capacity of the drum. The flange length is<br />
The total length (capacity) is<br />
L, = -(30+5)-<br />
A<br />
12<br />
= 2199ft<br />
(48x5)
Hoisting System 529<br />
Transmission and Clutch. The transmission in the drawworks generally has<br />
six to eight speeds. Large rigs can have more gears in the drawworks transmission.<br />
More gearing capacity is available when the compound is used. This transmission<br />
uses a combination of sprockets and roller chain drives and gears to accomplish<br />
the change of speeds and torque from the prime movers (via the compound).<br />
The clutches used in the transmitting of prime mover power to the drawworks<br />
are jaw-type positive clutches and friction-type clutches. In modern drawworks,<br />
nearly all clutches are pneumatically operated from the driller’s console. The<br />
driller’s console also controls the shifting of gears within the drawworks.<br />
Torque converters used in most drawworks are designed to absorb shocks from<br />
the prime movers or the driven equipment and to multiply the input torque.<br />
Torque converters are used in conjunction with internal combustion prime<br />
movers when these engines are used directly to drive the drawworks. More<br />
modern drawworks are driven by electric drives since such prime movers usually<br />
simplify the drawworks.<br />
Brakes. The brake systems of the drawworks are used to slow and stop the<br />
movement of the large weights that are being lowered into the borehole. The<br />
brake system will be in continuous use when a round trip is made. The principal<br />
brake of the drawworks is the friction-type mechanical brake system. But when<br />
this brake system is in continuous use, it would generate a great deal of heat.<br />
Therefore, an auxiliary brake system is used to slow the lowering speeds before<br />
the friction-type mechanical brake system is employed to stop the lowering<br />
motion. Hydraulic brake system and electromagnetic brake system are the basic<br />
types of auxiliary brake systems in use. The hydraulic brake system uses fluid<br />
friction (much like a torque converter) to absorb power as equipment is lowered.<br />
The electromagnetic brake system uses two opposed magnetic fields supplied<br />
by external electrical current to control the speed of the hoisting drum. The auxiliary<br />
brake system can only control the speed of lowering and cannot be used to<br />
stop the lowering as does the mechanical friction-type brake system.<br />
Catheads. The catheads are small rotating spools located on the sides of the<br />
drawworks. The cathead is used as a power source to carry out routine operations<br />
on the rig floor and in the vicinity of the rig. These operations include<br />
making up and breaking out drill pipe and casing, pulling single joints of pipe<br />
and casing from the pipe rack to the rig floor. The sand reel is part of this<br />
mechanism. This small hoisting drum carries a light wire rope line (sand line)<br />
through the crown to carry out pulling operations on the rig floor or in the<br />
vicinity of the rig.<br />
Power Rating<br />
In general, the drawworks is rated by its input horsepower. But it used to be<br />
rated by depth capability along with a specific size of drill pipe to which the<br />
depth rating pertains. The drawworks horsepower input required HPi, for<br />
hoisting operations is<br />
wv h<br />
HP, = 33,000ehe,<br />
(4-18)<br />
where W is the hook load in lb, vh is the hoisting velocity of the traveling block<br />
in ft/min, e,, is the hook-to-drawworks efficiency, and e,,, is the mechanical<br />
efficiency within the drawworks and coupling between the prime movers and<br />
the drawworks (usually taken as about 0.85).
530 Drilling and Well Completions<br />
Example<br />
It is required that the drawworks input power be able to lift 600,000 lb at a<br />
rate of 50 ft/min. There are eight working lines between the traveling block<br />
and the crown block. Three input power systems are available: 1,100, 1,400, and<br />
1,800 hp. Which of the three will be the most appropriate? The value of eh is<br />
e,, = 1.00 - 0.02(8) = 0.84<br />
The input horsepower is<br />
600,000( 50)<br />
HP, =<br />
33,000( 0.84)( 0.85)<br />
= 1273.2<br />
The input power system requires 1400 hp.<br />
Drilling and Production Hoisting Equipment [9,10]<br />
Drilling and production hoisting equipment includes:<br />
1. Crown block sheaves and bearings: The stationary pulley system at the top<br />
of the derrick or mast.<br />
2. Traveling blocks: A heavy duty pulley system that hangs in the derrick and<br />
travels up and down with the hoisted tools. It is connected to the crown<br />
block with a wire rope that ultimately runs to the hoisting drum.<br />
3. Block-to-hook adapters: A metal piece that attaches to the bottom of the<br />
traveling block and serves as the mount for the hook.<br />
4. Connectors and link adapters.<br />
5. Drilling hooks: The hook that attaches to the traveling block to connect<br />
the bail of the swivel.<br />
6. Tubing and sucker rod hooks: Hooks connected to the traveling block for<br />
tubing and sucker-rod hoisting operations.<br />
7. Elevator Zinks: The elevator is a hinged clamp attached to the hook and<br />
is used to hoist drill pipe, tubing, and casing. The actual clamp is in a<br />
pair of links that in turn attaches to a bail supported on the hook.<br />
a. Casing, tubing and drill pipe elevators.<br />
9. Sucker rod elevator.<br />
10. Rotary swivel bail adaptors: A bail adaptor that allows the bail of the swivel<br />
to be grasped and hoisted with elevators.<br />
11.<br />
12.<br />
13.<br />
14.<br />
15.<br />
Rotary swivels. The swivel connecting the nonrotating hook and the<br />
rotating kelley while providing a nonrotating connection through which<br />
mud enters the kelley.<br />
Spiders: The component of the elevator that latches onto the hoisted item.<br />
Deadline tiedowns: The deadline is the nonmoving end of the wire rope<br />
from the hoisting down through the crown and traveling blocks. This end<br />
is anchored at ground level with a tiedown.<br />
Kelley spinners, when used as tension members: An adapter between the swivel<br />
and the kelley that spins the kelley for rapid attachment and disattachment<br />
to joints of drill pipe.<br />
Rotary tables, as structural members: The rotary table rotates to turn the<br />
drill string. It is also used to support the drill string during some phases<br />
of operation.
Hoisting System 531<br />
16. Tension members of subsea handling equipment.<br />
17. Rotary slips: Wedging devices used to clamp the tool string into the rotary<br />
table. The wedging action is provided by friction.<br />
Material Requirements<br />
Castings. Steel castings used in the manufacture of the main load carrying<br />
components of the drilling and production hoisting equipment shall conform<br />
to ASTM A781: “Common Requirements for Steel and Alloy Castings for General<br />
Industrial Use,” and either an individual material specification listed therein or<br />
a proprietary material specification that as a minimum conforms to ASTM A781.<br />
Forgings. Steel forgings used in the manufacture of the main load carrying<br />
components of the equipment shall conform to ASTM A668: “Steel Forgings,<br />
Carbon and Alloy, for General Industrial Use” and ASTM A778: “Steel Forgings,<br />
General Requirements.” A material specification listed in ASTM A788 or a<br />
proprietary specification conforming to the minimum requirements of ASTM<br />
A788 may be used.<br />
Plates, Shapes, and Bar Stock. Structural material used in the manufacture<br />
of main load carrying components of the equipment shall conform to applicable<br />
ASTM or API specifications covering steel shapes, plates, bars, or pipe, or a<br />
proprietary specification conforming to the minimum requirements of applicable<br />
ASTM or appropriate standard. Structural steel shapes having a specified minimum<br />
yield strength less than 33,000 psi, or steel pipe having a specified minimum yield<br />
strength less than 35,000 psi shall not be used.<br />
Design Rating and Testing<br />
All hoisting equipment shall be rated in accordance with the requirements<br />
specified herein. Such ratings shall consist of a maximum load rating for all<br />
items, and a main-bearing rating for crown blocks, traveling blocks, and swivels.<br />
The traveling block and crown block ratings are independent of wire rope size and<br />
strength. Such ratings shall be calculated as specified herein and in accordance<br />
with good engineering practices. The ratings determined herein are intended<br />
to apply to new equipment only.<br />
Maximum Load Rating. The maximum load ratings shall be given in tons<br />
(2,000-lb units). The size class designation shall represent the dimensional<br />
interchangeability and the maximum rated load of equipment specified herein.<br />
The recommended size classes are as follows (ton):<br />
5 40 350<br />
10 65 500<br />
15 100 650<br />
25 150 750<br />
250 1,000<br />
For purpose of interchangeability contact radii shall comply with Table 4-5.<br />
Maximum Load Rating Bases. The maximum load rating will be based on the<br />
design safety factor and the yield strength of the material. Crown block beams<br />
are an exception and shall be rated and tested in accordance with API Spec<br />
4E: “Specification for Drilling and Well Servicing Structures.”
532 Drilling and Well Completions<br />
Table 4-5<br />
Recommended Hoisting Tool Contact Surface Radii<br />
(All dimensions in inches) [9]<br />
1 2 3 4<br />
~ ~<br />
5 6 7 8 9<br />
Rating<br />
Traveling Block &<br />
Hook Bail<br />
See Fig. 4-16<br />
Hook & Swivel Bail<br />
See Fig. 4-17<br />
"<br />
A, A? B, Bz E, El F, Fd '<br />
Short Metric Max Min Min Max Min Max M u Min<br />
tons tons in. mm in. mm in. mm in. mm in. mm in. mm in. mm in. mm<br />
25-40 22.7-36.3 2% 69.85 2% 69.85 3% 82.55 3 76.20 2 50.80 1% 38.10 3 76.20 3 76.20<br />
41-65 37.2-59 2% 69.85 2% 69.85 3% 82.55 3 76.20 2 50.80 1% 44.45 3% 88.90 3% 8890<br />
66-100 59.9-91 2% 69.85 2% 69.85 3% 82.55 3 76.20 2% 57.15 2 50.80 4 101.60 4 101.60<br />
101-150 91.7-136 2% 69.85 2% 69.85 3% 82.55 3 76.20 2% 63.50 2% 57.15 4% 114.30 4% 114.30<br />
151-250 137.1-227 4 101.60 4 101.60 3% 82.55 3 76.20 2% 69.85 2% 63.50 4% 114.30 4% 114.30<br />
251-350 227.9-318 4 101.60 4 101.60 3% 82.55 3 76.20 3 76.20 2% 69.85 4% 114.30 4% 114.30<br />
351-500 318.7-454 4 101.60 4 101.60 3% 88.90 3% 82.55 3% 88.90 3% 82.55 4% 114.30 4% 114.30<br />
501-650 454.9-591 4 101.60 4 101.60 3% 88.90 3% 82.55 3% 88.90 3% 82.55 4% 114.30 4% 114.30<br />
651.750 591.1-681 6 152.40 6 152.40 3% 88.90 3% 82.55 4% 107.95 4 101.60 4% 114.30 4% 114.30<br />
751-1000 681.9-908 6 152.40 6 152.40 6% 158.75 6 152.40 5% 133.35 5 127.00 5 127.00 5 127.00<br />
10 11 12 13 14 1.5 16 17 18<br />
Elevator Link & Hook<br />
Link Ear<br />
See Fig. 4-18<br />
Elevator Link & Elevator<br />
Link Ear<br />
See Fig. 4-18<br />
Rating<br />
C, c, D, D, G, c, H, n1<br />
Max Min Min Max MW Min Min Max Short Metric<br />
in. mm in. mm in. mm in. mm in. mm in. mm in. mm in. mm tons tons<br />
1% 38.10<br />
2% 63.50<br />
2% 65.50<br />
2% 63-50<br />
4 101.60<br />
4 101.60<br />
4 101.60<br />
4 101.60<br />
4 101.60<br />
1% 38.10<br />
2% 63.50<br />
2% 63.50<br />
2% 63.50<br />
4 101.60<br />
4 101.60<br />
4% 120.65<br />
4% 120.65<br />
5 127.00<br />
4% 114.30 5 127.00<br />
1% 31.75<br />
1% 31.75<br />
1% 38.10<br />
1% 38.10<br />
1% 44.45<br />
1% 44.45<br />
2% 57.15<br />
2% 57.15<br />
2% 63.50<br />
3 76.20<br />
% 22.23<br />
% 22.23<br />
1% 28.58<br />
1% 28.58<br />
1% 34.93<br />
1% 34.93<br />
1% 47.63<br />
1% 47.63<br />
2% 63.50<br />
2% 69.85<br />
' Yt. 23.82<br />
17" 30.94<br />
l'Yp" 37.31<br />
1% 47.63<br />
2% 57.15<br />
2% 57.15<br />
2% 69.85<br />
1 25.40<br />
1 25.40<br />
1 25.40<br />
1% 38.10<br />
1% 47.63<br />
2 50.80<br />
2 50.80<br />
2% 60.32<br />
2% 60.32<br />
2% 73.03<br />
\-<br />
2 50.80 25-40<br />
2 50.80 41-65<br />
2 50.80 66-100<br />
2 50.80 2 50.80 101-150<br />
FA 69.85 2% 69.85 151-250<br />
2% 69.85 2% 69.85 251-350<br />
3% 82.55 3% 82.55 351-500<br />
5 127.00 5 127.00 501-650<br />
5 127.00 5 127.00 651-750<br />
6% 158.75 6% 158.75 751-1000<br />
22.7-36.3<br />
37.2-59<br />
59.9-91<br />
91.7-136<br />
137.1-227<br />
227.9-318<br />
318.7-454<br />
454.9-591<br />
591.1-681<br />
681.9-908<br />
Crown Blocks. For crown block design, see API Specification 4F. Crown block<br />
sheaves and bearings shall be designed in accordance with API Specification 8A.<br />
Spacer Plates. Spacer plates of traveling blocks, not specifically designed to<br />
lend support to the sheave pin, shall not be considered in calculating the rated<br />
capacity of the block.<br />
Sheave Pins. In calculations transferring the individual sheave loads to the pins<br />
of traveling blocks, these loads shall be considered as uniformly distributed over<br />
a length of pin equal to the length of the inner bearing race, or over an<br />
equivalent length if an inner race is not provided.<br />
Deslgn Factor. The design safety factors shall be calculated as follows (see<br />
Figure 4-12) for the relationship between the design safety factor and rating:
Hoisting System 533<br />
0 too 150 250 350 500650 to00<br />
MAXIMUM LOAD RATING. TONS<br />
Figure 4-12. Design safety factor and rating relationships [Q].<br />
Calculated Rating (ton)<br />
Yield Strength Design Safety Factor, SF,<br />
150 or less<br />
Over 150 to 500<br />
Over 500<br />
R = rating in tons (2,000-lb units).<br />
+<br />
3.00<br />
3.00 -<br />
2.25<br />
0.75(R* - 150)<br />
350<br />
Mechanical Properties. The mechanical properties used for design shall be<br />
the minimum values allowed by the applicable material specification or shall<br />
be the minimum values determined by the manufacturer in accordance with the<br />
test procedures specified in ASTM A370: “Methods and Definitions for Mechanical<br />
Testing of Steel Products,” or by mill certification for mill products. The yield<br />
point shall be used in lieu of yield strength for those materials exhibiting a yield<br />
point. Yield strength shall be determined at 0.2% offset,<br />
Shear Strength. For the purpose of calculations involving shear, the ratio of<br />
yield strength in shear-to-yield strength in tension shall be 0.58.<br />
Extreme Low Temperature. Maximum load ratings shall be established at room<br />
temperature and shall be valid down to O<strong>OF</strong> (-l8OC). The equipment at rated loads<br />
when temperature is less than 0°F is not recommended unless provided for by the<br />
supplemental requirements. When the equipment is operating at lower temperatures, the<br />
lower impact absorbing characteristics of many steels must be considered.<br />
Test Unit. To assure the integrity of design calculations, a test shall be made<br />
on one full size unit that in all respects represents the typical product. For a<br />
family of units of the same design concept but of varying sizes, or ratings, one<br />
test will be sufficient to verify the accuracy of the calculation method used, if<br />
the item tested is approximately midway of the size and rating range of the<br />
family, and the test results are applicable equally to all units in that family.<br />
Significant changes in design concept or the load rating will require supportive<br />
load testing.
534 Drilling and Well Completions<br />
Parts Testing. Individual parts of a unit may be tested separately if the holding<br />
fxtures simulate the load conditions applicable to. the part in the assembled unit.<br />
Test Fixtures. Test fixtures shall support the unit (or part) in essentially the<br />
same manner as in actual service, and with essentially the same areas of contact<br />
on the load-bearing surfaces.<br />
Test Procedure.<br />
1. The test unit shall be loaded to the maximum rated load. After this load<br />
has been released, the unit shall be checked for useful functions. The useful<br />
function of all equipment parts shall not be impaired by this loading.<br />
2. Strain gages may be applied to the test unit at all points where high stresses<br />
are anticipated, provided that the configuration of the units permits such<br />
techniques. The use of finite element analysis, models, brittle lacquer, etc.,<br />
is recommended to confirm the proper location of strain gages. Threeelement<br />
strain gages are recommended in critical areas to permit determination<br />
of the shear stresses and to eliminate the need for exact orientation<br />
of the gages.<br />
3. The maximum test load to be applied to the test unit shall be 0.80 x R x<br />
SF,, but not less than 2R. Where R equals the calculated load rating in<br />
tons, SF, is design safety factor.<br />
4. The unit shall be loaded to the maximum test load carefully, reading strain<br />
gage values and observing for yielding. The test unit may be loaded as<br />
many times as necessary to obtain adequate test data.<br />
5. Upon completion of the load test, the unit shall be disassembled and the<br />
dimensions of each part shall be checked carefully for evidence of yielding.<br />
Determination of Load Rating. The maximum load rating may be determined<br />
from design and stress distribution calculations or from data acquired during a<br />
load test. Stress distribution calculations may be used to load rate the equipment<br />
only if the analysis has been shown to be within acceptable engineering<br />
allowances as verified by a load test on one member of the family of units of<br />
the same design. The stresses at that rating shall not exceed the allowed values.<br />
Localized yielding shall be permitted at areas of contact. In a unit that has been<br />
load tested, the critical permanent deformation determined by strain gages or<br />
other suitable means shall not exceed 0.002 in./in. If the stresses exceed the<br />
allowed values, the affected part or parts must be revised to obtain the desired<br />
rating. Stress distribution calculations may be used to load rate the equipment<br />
only if the analysis has been shown to be within acceptable engineering<br />
allowances as verified by a load test of one member of the family of units of<br />
the same design.<br />
Alternate Test Procedure and Rating. Destructive testing may be used provided<br />
an accurate yield and tensile strength for the material used in the equipment<br />
has been determined. This may be accomplished by using tensile test specimens<br />
of the actual material and determining the yield strength to ultimate strength<br />
ratio. This ratio is then used to obtain the rating R (ton) of the equipment by<br />
the following equation:<br />
(4-19)
Hoisting System 535<br />
where SF, = yield strength design safety factor<br />
YS = yield strength in psi<br />
TS = ultimate tensile strength in psi<br />
L, = breaking load in tons<br />
toad Testing Apparatus. The load apparatus used to simulate the working load<br />
on the test unit shall be calibrated in accordance with ASTM E-4: “Standard<br />
Methods of Verification of Testing Machines,” so as to assure that the prescribed<br />
test load is obtained.<br />
Block Bearing Rating. The bearing rating of crown and traveling blocks shall<br />
be determined by<br />
w, =- NW,<br />
(4-20)<br />
714<br />
where W, = calculated block bearing rating in tons<br />
N = number of sheaves in the block<br />
Wr = individual sheave bearing rating at 100 rpm for 3,000-hr minimum<br />
life for 90% of bearings in pounds<br />
Swivel Bearing Rating. The bearing rating of swivels shall be determined by<br />
w, w, = -<br />
1600<br />
(4-2 1 )<br />
where Ws = calculated main thrust-bearing rating at 100 rpm in tons<br />
Wr = main bearing thrust rating at 100 rpm for 3000-hr minimum life<br />
for 90% of bearings in pounds<br />
Traveling Block Hood Eye Opening Rating. The traveling block top handling<br />
member shall, for 500-ton size class and larger, have a static load rating based<br />
on safety factors given in the preceding paragraph titled “Design Factor.”<br />
Design Changes. When any change made in material, dimension, or construction<br />
might decrease the calculated load or bearing ratings, the unit changed<br />
shall be rerated, and retested if necessary. Parts of the modified unit that remain<br />
unchanged from the original design need not be retested, provided such<br />
omission does not alter the test results of the other components.<br />
Records. The manufacturer shall keep records of all calculations and tests.<br />
When requested by prospective purchaser or by a user of the equipment, the<br />
manufacturer shall examine the details of computations, drawings, tests, or other<br />
supporting data necessary to demonstrate compliance with the specification. It<br />
shall be understood that such information is for the sole use of the user or<br />
prospective purchaser for checking the API rating, and the manufacturer shall<br />
not be required to release the information from his custody.<br />
Elevators<br />
Drill pipe elevators for taper shoulder and square shoulder weld-on tool joints<br />
shall have bore dimensions as specified in Table 4-6.
536 Drilling and Well Completions<br />
Table 4-6<br />
Drill Pipe Elevator Bores<br />
(All dimensions in inches) [9]<br />
1 2 3 4 5 6 7<br />
Weld-On Tool Joints<br />
Drill .<br />
I<br />
Pipe Taper Shoulder Square Shoulder<br />
Sizeand ,-. .- 1 ,-,<br />
Style Neck Neck<br />
Tool Joint (All Weights Diam. Elev. Diam. Elev. Elev.<br />
Designation and Grades) t+&hX.' Bore Ds~Max.' Bore Marking<br />
Reference in. mm in. mm in. mm in. mm<br />
NC26(2XIF) 2XEU 2Ylw 65.09 2VS2 67.47 2% EU<br />
NC38(3%IF) 3KEU 3% 98.43 3"//,2 100.81 3% 98-43 4%H 103.19<br />
NC 40(4 FH) 3KEU 3% 98.43 3'Yt! 100.81 3% 98.43 4YIH 103.19 3KEU<br />
NC 40(4 FH) 4 IU 4Ylti 10636 4Y/v 101.86 4% 104.78 ~YIR 109.54 4 Iu<br />
NC 46 (4 IF) 4 EU 4% 114,30 4?Y,> 121.44 4% 114.30 4'Xn 122.24<br />
4% IU 4"/,, 119.06 4yYt, 121.44 4% 117.48 4IYlti 122.24 4 EU<br />
4sIEU 4'YIn 119.06 4Yll 121.44 4% 117.48 4'Y,a 122.24 4WIU<br />
4% FH** 4% IU 4'YIb 119,06 474, 121.44 4% 117.48 4'Yln 122.24 4WIEU<br />
4XIEU 4"fta 119.06 4Vt2 121.44 4% 117.48 4'Rn 122.24<br />
NC50(4%IF) 4KEU 5 127.00 5% 133.35 5 127.00 5Yle 134.94 4HEU<br />
5IEU 5% 130.18 5% 133.35 5% 130.18 5Y1. 134.94 51EU<br />
5%FH** LIEU 5% 130,18 5% 133.35 5% 130.18 5Y,. 134.94<br />
5!4FH** 51EU 5"/lh 144.46 5'Y,6 141,64 5'Y,, 144.46 6% 149.23 5KIEU<br />
6% FH 6%IEU 65rl,, 175.02 7Y,, 178,66 6%<br />
~~-<br />
NOTE Elrmlorn with thr mme (urn aw the mme drrntonr<br />
'Dimension DI.E from API Spec 7. Table 4.2.<br />
Wot manufactured.<br />
'Dimension &E from API Spec 7. Appendix H.<br />
**Obsolescent conmedian.<br />
Casing<br />
Elevator Bores<br />
' "D" * . "TB" - ' "BE" '<br />
Cvling TopBore BottomBore<br />
Dia ill64 f.40mm +1/32 +.79<br />
4/64 -A0<br />
in. mm in. mm in. mm<br />
IU 114.30 4.594 116,69 4.504 116.69<br />
5 197.00 5.125 150.18 5.125 lSal8<br />
5% 189.70 5.625 ILP.88 5.625 14P.88<br />
6% 168.98 6.750 171.45 6.750 171.45<br />
7 177.80 7.125 180.98 7.125 180,98<br />
1% iga.6~ 7.781 ~ 6 47.781 197.64<br />
7% 196.85 7,906 900.81 7.908 PW.81<br />
8% 919.08 8.781 428.04 8.181 PP9.04<br />
9!4 944.48 9.781 948.U 9.781 Pb8.44<br />
10% 975.05 10.938 f77.89 10.938 977.85<br />
11% 998.45 11.938 805.49 11.938 3OS.29<br />
13% 339.78 13.563 JU.50 13.502 84/50<br />
18 406.40 16.219 411.96 16,219 411.96<br />
18% 479m iaw5 479.4s iam 479.49<br />
20 SO8.W 20.281 515.14 20.281 515.14<br />
NOTE: Botrorn borr "BB*' id optional gome clcvdor d&m<br />
do not haw a both bore.
Hoisting System 537<br />
Table 4-6<br />
(continued)<br />
Tubing Non-Umt Tubing External Upaet Tubing<br />
' 'D" ' "W"<br />
"TB" "Bg" .' "W "D." 'TB" "BB"<br />
Size O.D. Collar Din. Top Bore Bottom Bore Collar Din. Upset Dia Top Bore Bottom Bore<br />
+ 1/32 +.I9 +1/32 +.I9<br />
+1p 2.40 mm -1/64 4 0 *1!64 f.40 mm-1(64 -.40<br />
in. mm in. mm in. mm in. mm in. mm in. mm in. mm in. mm<br />
1.050 86.67 1.313 33.85 1.126 28.58 1.126 48.58 1.680 42.16 1.316 35.40 1.422 36.12 1.41 36.12<br />
1.316 33.10 1.660 b2.16 1.390 35.31 1.390 85.31 1.900 43.26 1.489 37.31 1.678 40,08 1.578 40.08<br />
1.660 &?,I6 2.064 54.17 1.734 bb.01 1.731 1b.04 2.200 55.88 1.812 16.02 1.9'22 b8,84 1.922 48.82<br />
1.900 18.46 2.200 65.88 1.984 60.39 1.984 50.39 2.500 63.50 2.093 55.70 2.203 56.03 2.209 56.03<br />
2% 60.32 2.876 73.08 2.463 62.31 2,463 68.31 S.063 77.80 2693 65.89 2.703 68.58 2.703 68.58<br />
75.03 3.500 88.90 2.965 75.01 2.963 75.01 3.666 93.17 3.093 78,56 3.203 81.36 3.203 81.36<br />
2' 88.90 4.260 107,95 3.678 90.88 3.678 90.88 4.500 llb.30 3.760 96.25 3.859 98.02 3.869 98,OP<br />
:% 101.60 4.760 120.65 4.078 1W,58 4.078 109.58 6.OOO 127.00 4.260 101.95 4.369 110.74 4.369 110.7b<br />
4% 111.30 5.200 134.08 4.693 118.69 4.693 116.69 6.683 IbI.30 4.750 180965 4.859 I23.4b 4.869 129.4.4<br />
CAUTION DO NOTUSE EXTERNAL UPSETTUBING ELEVAT<strong>OF</strong>SON NON-UPSETTUBING.<br />
NOTE:Bm"lf~"i.opCioldmnne~~dowthawo~~<br />
The permissible tolerance on the outside diameter immediately behind the<br />
tubing upset may cause problems with slip-type elevators.<br />
Rotary Swivels<br />
Rotary Swivel Pressure Testing. The assembled pilot model of rotary swivels<br />
shall be statically pressure tested. All cast members in the rotary swivel hydraulic<br />
circuit shall be pressure tested in production. This test pressure shall be shown<br />
on the cast member.<br />
The test pressure shall be twice the working pressure up to 5,000 psi (incl.).<br />
For working pressures above 5,000 psi, the test pressure shall be one and onehalf<br />
times the working pressure.<br />
Swivel Gooseneck Connection. The angle between the gooseneck centerline<br />
and vertical shall be 15'. The swivel gooseneck connections shall be 2, 2+, 3,<br />
33, 4, or sin. nominal line pipe size as specified on the purchase order (see<br />
Figure 4-13). Threads on the gooseneck connection shall be internal line pipe<br />
threads conforming to API Standard 5B "Threading, Gaging, and Thread Inspection<br />
of Casing, Tubing, and Line Pipe Threads." Rotary swivel gooseneck connections<br />
shall be marked with the size and type of thread, such as 3 API LP THD.<br />
Rotary Hose Safety Chaln Attachment. Swivels with gooseneck connections<br />
in 2 in. or larger shall have a suitable lug containing a 13411. hole to accommodate<br />
the clevis of a chain having a breaking strength of 16,000 lb. The<br />
location of the lug is the choice of the manufacturer.
538 Drilling and Well Completions<br />
Notes io users:<br />
lnternol line -<br />
External line -pipe<br />
1. Nofieldweldlngls<br />
to be done belwwn<br />
the ooupling nrpple<br />
and the gooseneck<br />
2. WertoAPlSpec7<br />
tor specficatii for<br />
swivel &em connections,<br />
syhvel subs. and<br />
mlary hose.<br />
Rotary drilling hose<br />
Swivel stem<br />
Swivel sub<br />
#<br />
API Standard Rotary<br />
Connection LH<br />
-+--- SPEC EA<br />
SPEC 7<br />
A PI Standard Rotary<br />
Connection LH<br />
Figure 4-13. Rotary swivel connections [9].<br />
Sheaves for Hoisting Blocks<br />
The sheave diameter shall be the overall diameter D as shown in Figure 414.<br />
Sheave diameters shall, wherever practicable, be determined in accordance with<br />
recommendations given in the section titled “Wire Rope.”<br />
Grooves for drilling and casing line sheaves shall be made for the rope size<br />
specified by the purchaser. The bottom of the groove shall have a radius R,<br />
Table 47, subtending an arc of 150’. The sides of the groove shall be tangent<br />
to the ends of the bottom arc. Total groove depth shall be a minimum of 1.33d<br />
and a maximum of 1.75d (d is the nominal rope diameter shown in Figure 414).<br />
In the same manner, grooves for sand-line sheaves shall be made for the rope<br />
size specified by the purchaser. The bottom of the groove shall have a radius<br />
R, Table 4-6, subtending an arc of 150O. The sides of the groove shall be tangent<br />
to the ends of the bottom arc. Total groove depth shall be a minimum of 1.75d<br />
and a maximum of Sd, and d is nominal rope diameter (see Figure 4-14, B).<br />
Sheaves should be replaced or reworked when the groove radius decreases<br />
below the values shown in Table 4-8. Use sheave gages as shown in Figure 415.<br />
Figure 415 A shows a sheave with a minimum groove radius, and Figure 4-15<br />
B shows a sheave with a tight groove.
\-I-/<br />
15" 15"<br />
\-I?/<br />
Hoisting System 539<br />
15" 15"<br />
DRILLING LINE & CASING LINE SHEAVES<br />
DETAIL A<br />
SAND-LINE SHEAVES<br />
DETAIL 0<br />
Figure 4-14. Sheave grooves [9].<br />
1<br />
Wire Rope<br />
Nominal Size<br />
2<br />
Radii<br />
1 2 1 2<br />
Wirp Rope<br />
Wire Rope<br />
Nominal Size Radii Nominal Size Radii<br />
'4 .137<br />
?a ,167<br />
,201<br />
6 234<br />
h 271<br />
ps ,303<br />
i: .334<br />
I,<br />
.401<br />
.468<br />
1 ,543<br />
1 k ,605<br />
1% .669<br />
1% ,736<br />
1 % ,803<br />
Standard Machine Tolerance<br />
1% .E76 3% 1.807<br />
1 '% ,939 3% 1.869<br />
1% 1.003 3% 1.997<br />
2 1.070 4 2.139<br />
2% 1.137 4% 2.264<br />
2% 1.210 4% 2.396<br />
2% 1.273 4:x 2.534<br />
2% 1.338 5 2.663<br />
2% 1.404 5% 2.804<br />
2% 1.481 5% 2.929<br />
2% 1.544 5% 3.074<br />
3 1.607 6 3.198<br />
3% 1.664<br />
3 1711<br />
Contact Surface Radii<br />
Figures 4-16, 4-17, 4-18, and Table 4-5 show recommended radii of hoisting<br />
tool contact surfaces. These recommendations cover hoisting tools used in<br />
drilling, and tubing hooks, but all other workover tools. Contact radii are<br />
intended to cover only points of contact between two elements and are not<br />
intended to define other physical dimensions of the connecting parts.
540 Drilling and Well Completions<br />
Table 4-8<br />
Minimum Groove Radii for Worn Sheaves and Drums<br />
(All dimensions in inches) 191<br />
Wire Rope<br />
Nominal Size Radii<br />
% ,129<br />
A! .160<br />
% .190<br />
B .EO<br />
Ih 256<br />
B .!?a<br />
sk ,320<br />
?4 .380<br />
H .440<br />
1 .513<br />
1% .577<br />
1% ,639<br />
1% ,699<br />
1% .I59<br />
Wire Rope<br />
wire Rope<br />
Nominal Size Radii Nominal Size Radii<br />
1% .833 3% 1.730<br />
1% 297 3% 1.794<br />
1% .959 3% 1.918<br />
2 1.019 4 2050<br />
2% 1.079 4% 2.178<br />
2% 1.153 4% 2.298<br />
216 1.217 4% 2.434<br />
2% 1.279 5 2.557<br />
2% 1.339 5% 2.691<br />
-a 1.409 5% 2.817<br />
a 1.473 5% 2.947<br />
3 1.538 6 3.075<br />
3% 1.598<br />
3% 1.658<br />
DETAIL A DETAIL 6<br />
Figure 4-15. Use of sheave gages [9].<br />
Inspection, Nondestructive Examination, and Compliance<br />
Inspection. While work on the contract of the purchaser is being performed,<br />
the purchaser’s inspector shall have reasonable access to the appropriate parts<br />
of the manufacturer’s works concerning the manufacture of the equipment<br />
ordered hereunder. Inspection shall be made at the works prior to shipment,<br />
unless otherwise specified, and shall be conducted so as not to interfere<br />
unnecessarily with the works’ operation or production schedules.<br />
Nondestructive Examination. The manufacturer shall have a reasonable written<br />
nondestructive examination program to assure that the equipment manufactured<br />
is suitable for its intended use. If the purchaser’s inspector desires to witness<br />
these operations, the manufacturer shall give reasonable notice of the time at<br />
which the examinations are to be performed.
Hoisting System 541<br />
Figure 4-16. Traveling block and hook bail contact surface radii [9].<br />
ELEVATOR LINKS<br />
Figure 4-17. Elevator link and link ear contact surface radii [9].<br />
Figure 4-18. Hook and swivel bail contact surface radii [9].
542 Drilling and Well Completions<br />
Compliance. The manufacturer is responsible for complying with all of the<br />
provisions of the specification.<br />
Supplementary Requirements<br />
Magnetic Particle Examination. All accessible surfaces of the main load<br />
carrying components of the equipment shall be examined by a magnetic particle<br />
examination method or technique conforming to the requirements of ASTM<br />
E709: “Recommended Practice for Magnetic Particle Examination.” Acceptance<br />
limits shall be as agreed upon by the manufacturer and the purchaser.<br />
Liquid Penetrant Examination. All accessible surfaces of the main load carrying<br />
components of the equipment shall be examined by a liquid penetrant examination<br />
or technique conforming to the requirements of ASTM E165: “Recommended<br />
Practice for the Liquid Penetrant Examination Method.” Acceptance<br />
limits shall be as agreed upon by the manufacturer and the purchaser.<br />
Ultrasonic Examination. Main load carrying components of the equipment shall<br />
be ultrasonically examined in accordance with applicable ASTM standards. The<br />
extent of examination, method of examination, and basis for acceptance shall<br />
be agreed upon by the manufacturer and purchaser.<br />
Radiographic Examination. Main load carrying components of the equipment<br />
shall be examined by means of gamma rays or x-rays. The procedure used shall<br />
be in accordance with applicable ASTM standards. Types and degrees of<br />
discontinuities considered shall be compared to the reference radiographs of<br />
ASTM as applicable. The extent of examination and the basis for acceptance<br />
shall be agreed upon by the manufacturer and purchaser.<br />
Traceability. The manufacturer shall have reports of chemical analysis, heat<br />
treatment, and mechanical property tests for the main load carrying components<br />
of the equipment.<br />
Welding. Where welding is involved in the critical load path of main load<br />
carrying components, recognized standards shall be used to qualify welders<br />
and procedures.<br />
Extreme LOW Temperature. Equipment intended for operation at temperatures<br />
below 0°F may require special design and/or materials.<br />
Inspection<br />
Hoisting Tool Inspection and Maintenance Procedures<br />
Frequency of Inspection. Field inspection of drilling, production, and workover<br />
hoisting equipment in an operating condition should be made on a regular basis.<br />
A thorough on-the-job shutdown inspection should be made on a periodic basis,<br />
typically at 90 to 120-day intervals, or as special circumstances may require.<br />
Critical loads may be experienced; for example, severe loads, impact loads<br />
such as jarring, pulling on stuck pipe, and/or operating at low temperatures.<br />
If in the judgment of the supervisor a critical load has occurred, or may occur,<br />
an on-the-job shutdown inspection equivalent to the periodic field inspection<br />
should be conducted before and after the occurrence of such loading. If critical
Hoisting System 543<br />
loads are unexpectedly encountered, the inspection should be conducted immediately<br />
after such an occurrence.<br />
When necessary, disassembly inspection of hoisting equipment should be made<br />
in a suitably equipped facility.<br />
Methods of Inspection. Hoisting equipment should be inspected on a regular<br />
basis for cracks, loose fits or connections, elongation of parts, and other signs<br />
of wear, corrosion, or overloading. Any equipment showing cracks, excessive<br />
wear, etc., should be removed from service.<br />
The periodic or critical load inspection in the field should be conducted by<br />
the crew with the inspector. For the periodic or critical load inspection, all<br />
foreign matter should be removed from surfaces inspected. Total field disassembly<br />
is generally not practical, and is not recommended, except as may be<br />
indicated in the detailed procedure for each tool.<br />
Equipment, if necessary, should be disassembled in a suitably equipped facility<br />
and inspected for excessive wear, cracks, flaws, or deformation. Corrections<br />
should be made in accordance with the recommendations of the manufacturer.<br />
Before inspection, all foreign material, such as dirt, paint, grease, oil, scale, etc.,<br />
should be removed from the inspected areas by a suitable method. The<br />
equipment should be disassembled as much as necessary to permit inspection<br />
of all load bearing parts, and the inspection should be made by trained,<br />
competent personnel.<br />
Maintenance and Repairs<br />
A regular preventive maintenance program should be established for all<br />
hoisting tools. Written maintenance procedures should be given to the crew or<br />
maintenance personnel. Maintenance procedures should be specified for each<br />
tool, as well as the specific lubricants to be used, and should be based on the<br />
tool manufacturer’s recommendation. This recommended practice includes<br />
generalized procedures that are considered a minimum program. Care should<br />
be taken that instruction plates, rating plates, and warning labels are not missing,<br />
damaged, or illegible.<br />
If repairs are not performed by the manufacturer, such repairs should be made<br />
in accordance with methods or procedures approved by the manufacturer. Minor<br />
cracks or defects, which may be removed without influence on safety or operation<br />
of the equipment, can be removed by grinding or filing. Following repair,<br />
the part should again be inspected by an appropriate method to ensure that<br />
the defect has been completely removed.<br />
Antifriction bearings play an important part in the safe performance of the<br />
tool. The most likely requirements for bearing placement are very loose or bent<br />
cages (retainers), corrosion, abrasion, inadequate (or improper) lubrication, and<br />
spalling from fatigue. Excessive clearance may indicate improper adjustment or<br />
assembly and should be corrected. Repair of antifriction bearings should not be<br />
attempted by field or shop personnel. Consultation with the equipment manufacturer<br />
is recommended in case of unexplained or repeated bearing failure.<br />
If the tool or part is defective beyond repair, it should be destroyed immediately.<br />
Welding should not be done on hoisting tools without consulting the manufacturer.<br />
Without full knowledge of the design criteria, the materials used and the<br />
proper procedures (stress relieving, normalizing, tempering, etc.), it is possible to<br />
reduce the capacity of a tool sufficiently to make its continued use dangerous.<br />
Inspection and maintenance (lubrication) of wire rope used in hoisting should<br />
be carried out on a regular basis. Wire rope inspection and maintenance
544 Drilling and Well Completions<br />
recommendations are included in API RP 9B, ”Application, Care and Use of<br />
Wire Rope for Oil Field Service” (see “Wire Rope”).<br />
Inspection and Maintenance illustrations<br />
Figures 4-19 through 4-36 are self-explanatory illustrations of generalized<br />
inspection and maintenance recommendations for each of the hoisting tools.<br />
Wire Rope<br />
Wire rope includes ( 1) bright (uncoated), galvanized, and drawn-galvanized<br />
wire rope of various grades and construction, (2) mooring wire rope, (3) torpedo<br />
lines, (4) well-measuring wire, (5) well-measuring strand, (6) galvanized wire guy<br />
strand, and (7) galvanized structural rope and strand [11,12].<br />
Material<br />
Wire used in the manufacture of wire rope is made from (1) acid or basic<br />
open-hearth steel, (2) basic oxygen steel, or (3) electric furnace steel. Wire tested<br />
before and after fabrication shall meet different tensile and torsional requirements<br />
as specified in Tables 4-9 and 4-10.<br />
(text continued on page 563)<br />
Bearing wear and<br />
sheave wobble<br />
Grease fittings<br />
Loose fasteners<br />
Loose I fasteners -1<br />
MAINTENANCE:<br />
1. Keep clean.<br />
2. Lubricate bearings.<br />
3. Remove any rust and weather protect as required.<br />
4. Check and secure all fasteners.<br />
Cracks and deformation<br />
Check all welds<br />
Figure 4-1 9. Crown block [lo].
Hoisting System 545<br />
Wear and crocks<br />
Sheave groove wear<br />
Sheave wobble<br />
Crocks ond deformation<br />
Loose fostners<br />
Wear and crocks<br />
Wear and crack<br />
MAINTENANCE:<br />
1. Keep clean.<br />
2. Lubricate bearings.<br />
3. Remove any rust and weather protect as required.<br />
4. Check and secure all fasteners.<br />
Figure 4-20. Traveling block [lo].<br />
Reduction of<br />
body section<br />
Wear and crocks<br />
/<br />
Grease passage A<br />
MAINTENANCE:<br />
1. Keep clean.<br />
2. Grease coat wear surface of clevis.<br />
3. Remove any rust and weather protect as required.<br />
4. Check and secure all pins.<br />
Figure 4-21. Block-to-hook adapter [lo].
546 Drilling and Well Completions<br />
Excessive effort to<br />
rotota (if so equipped)<br />
Fluid leaha (units w<br />
hydraulic snubber)<br />
Loose pin retainers<br />
Pin wear ond pin retain<br />
Wear and cracks<br />
Wear and cracks<br />
MAINTENANCE:<br />
1. Keep clean.<br />
2. Grease coat wear surfaces.<br />
3. On units with hydraulic snubber check oil level and<br />
change oil at intervals recommended by manufacturer.<br />
4. Oil pins not accessible to grease lubrication.<br />
5. Remove any rust and weather protect as required.<br />
6. Check and secure pins and fasteners.<br />
Figure 4-22. Link adapter [lo].<br />
Pin weor ond crocks<br />
Pin tit ond crocks<br />
Excessive extension from<br />
orrd (condition of $prlnp)<br />
fluid leak (units with hydroulic snub<br />
Wear ond cracks<br />
MAINTENANCE<br />
1. Keep clean.<br />
2. Grease coat latching mechanism, link arms, and saddle.<br />
3. Lube all grease fittings.<br />
4. On units with hydraulic snubber check oil level and change<br />
oil at intervals recommended by manufacturer.<br />
5. Oil pins not accessible to grease lubrication.<br />
6. Remove any rust and weather protect as required.<br />
7. Check and secure pins and fasteners.<br />
Figure 4-23. Drilling hook [lo].
Hoisting System<br />
547<br />
,-Wear<br />
and cracks<br />
Cracks in last thread<br />
Excessive effort to rotate<br />
Latch and lever<br />
LCracks ond wear<br />
MAINTENANCE:<br />
1. Keep clean.<br />
2. Grease coat latching mechanism, hook, and bail throat.<br />
3. Grease main bearing.<br />
4. Oil pins not accessible to grease lubrication.<br />
5. Remove any rust and weather protect as required.<br />
6. Check and secure pins and fasteners.<br />
Figure 4-24. Tubing and sucker rod hook [lo].<br />
Thickness is meosured<br />
at top of upper eye<br />
with calipers<br />
Ta determine strength<br />
of worn links. measure<br />
with colipers. Link<br />
copacity is that of<br />
weakest eye. Consult<br />
manufacturer for rating.<br />
Check ENTIRE link<br />
for cracks<br />
Thickness is measured<br />
at bottom of lower<br />
eye with colipers<br />
MAINTENANCE: PLAN SECTION<br />
1. Keep clean.<br />
2. Grease coat upper and lower eye wear surfaces.<br />
3. Remove any rust and weather protect as required.<br />
Figure 4-25. Elevator link [lo].
548 Drilling and Well Completions<br />
,-Body cracks and gage<br />
,-Wear of pins and holes<br />
Cracks and<br />
in latch<br />
we<br />
of shoulder<br />
i'<br />
Broken springs<br />
Caliper for wear and<br />
check for cracks (both ends)<br />
MAINTENANCE:<br />
1. Keep clean.<br />
2. Grease coat link arm wear surfaces, latch lug and bore seat on<br />
bottleneck elevators.<br />
3. Lubricate hinge pin.<br />
4. Remove any rust and weather protect as required.<br />
5. Check and secure pins and fasteners.<br />
Figure 4-26a. Casing, tubing, and drill pipe elevators, side door elevators [lo].<br />
Condition of shoulder<br />
Caliper for wear and check<br />
for cracks (both ends)<br />
Broken springs<br />
Cracks and wear in latch<br />
gage for wear<br />
MAINTENANCE:<br />
1. Keep clean.<br />
2. Grease coat link arm wear surfaces, latch lug and bore seat on<br />
bottleneck elevators.<br />
3. Lubricate hinge pin.<br />
4. Remove any rust and weather protect as required.<br />
5. Check and secure pins and fasteners.<br />
Flgure 4-26b. Casing, tubing, and drill pipe elevators, and center latch<br />
elevators 11 01.
Hoisting System 549<br />
Weor of pins and holes<br />
Grease bock surface of slips<br />
Check for broken springs<br />
Caliper for weor and<br />
check for crocks<br />
(both sides)<br />
Broken springs<br />
8ody crocks -goge for<br />
weor (both sides)<br />
cks and wear in latch<br />
MAINTENANCE: Check 'lips<br />
1. Keep clean.<br />
2. Grease coat link arm wear surfaces and latch lug.<br />
3. Lubricate hinge pin.<br />
4. Remove any rust and weather protect as required.<br />
5. Clean inserts. Replace when worn.<br />
6. Tighten all loose fasteners.<br />
Figure 4-26c. Casing, tubing, and drill pipe elevators, slip type elevators [lo].<br />
Freedom<br />
MAINTENANCE:<br />
to *cks trunnion ond eye ot of base boll of<br />
1. Keep clean.<br />
2. Grease coat rod seating area, bail throat and latch<br />
mechanism.<br />
3. Oil pins not accessible to grease lubrication.<br />
4. Remove any rust and weather protect as required.<br />
5. Check and secure pins and fasteners.<br />
Figure 4-27. Sucker rod elevators [lo].
550 Drilling and Well Completions<br />
Toper wear and crackr<br />
Reduction at area<br />
Wear and cracks<br />
wear<br />
Cracks and deformation<br />
MAINTENANCE:<br />
1. Keep clean.<br />
2. Lubricate pivot and pin.<br />
3. Remove any rust and weather protect as required.<br />
4. Check and secure pins and fasteners.<br />
Flgure 4-28. Swivel bail adapter [lo].<br />
Wear and cracks<br />
Bolts<br />
Packing<br />
Cracks and deformation<br />
Pin weor<br />
Pin retainer<br />
Cracks<br />
MAINTENANCE:<br />
1. Keep clean.<br />
2.<br />
3.<br />
4.<br />
5.<br />
6.<br />
7.<br />
8.<br />
Inspect pin and box<br />
threads in accordance<br />
with API.RP-76 fw<br />
tool joints<br />
Grease coat bail throat wear surface.<br />
Lubricate bail pins, oil seals, upper bearing, and packing.<br />
Check oil level as recommended by manufacturer.<br />
Change oil at intervals recommended by manufacturer.<br />
Remove any rust and weather protect as required.<br />
Check and secure fasteners.<br />
Protect threads at the gooseneck inlet and on the coupling<br />
nipple when not assembled during handling. Thread protection<br />
should be used.<br />
Figure 4-29. Rotary swivel [lo].
Hoisting System 551<br />
Wear and crocks<br />
m<br />
Check top and bottom<br />
diameters and taper<br />
for weor<br />
Reduced<br />
back up<br />
Wear due to<br />
w joints hitting<br />
suggested 1.0. wear<br />
in the throat -<br />
MAINTENANCE:<br />
Consult rnonufacturer<br />
1. Keep clean.<br />
2. Lubricate taper before each trip.<br />
3. Remove any rust and weather protect as required.<br />
Figure 4-30. Spider [lo].<br />
Loose fastene<br />
Crocks<br />
Loose fasteners<br />
Cracks<br />
Freedom of pivot<br />
movement and<br />
bearing weor<br />
MAINTENANCE:<br />
1. Keep clean.<br />
2. Grease coat surface of wire line spool.<br />
3. On units equipped with load cell for weight indicator, lubricate<br />
pivot bearing.<br />
4. Remove any rust and weather protect as required.<br />
Figure 4-31. Deadline anchor [lo].
552 Drilling and Well Completions<br />
Cracks in last threod<br />
Inspect power unit in<br />
accordance with<br />
manutocturer's<br />
rccomendations<br />
Thread<br />
Freedom of shaft<br />
Inspect pin and box in accordonce<br />
with' API RP-7G tor tool joints<br />
MAINTENANCE:<br />
1. Keep clean.<br />
2. Use thread compound on pin and box, and apply proper<br />
makeup toque in accordance with API RP-7G recommendations.<br />
3. Maintain power unit in accordance with manufacturer's<br />
recommendations.<br />
4. Remove any rust and weather protect as required.<br />
5. Check and secure fasteners.<br />
Figure 4-32. Kelly spinner [lo].<br />
The load carrying structure should be checked for crocks<br />
and deformation. All fasteners should be checked for<br />
proper tightness.<br />
Check top and bottom<br />
diameters and taper<br />
Check master bushing<br />
consult manufacturer<br />
0.0. and turntable<br />
bore tor wear<br />
MAINTENANCE:<br />
1. Keep clean.<br />
2. Remove any rust and weather protect as required.<br />
Figure 4-33. Rotary table [lo].
Hoisting System 553<br />
INSPECTION:<br />
Heave compensator designs vary considerably among manufacturers, therefore, manufacturers’<br />
recommendations should be closely followed. In general, load caving members<br />
should be checked for wear, cracks, flaws, and deformation. For compensators with integral<br />
traveling block and hook adaptor, the procedures defined in Figures. 4-16 and 4-17 apply<br />
to those parts of the assembly.<br />
MAINTENANCE:<br />
1. Keep clean.<br />
2. Follow manufacturer’s recommendations for specific unit.<br />
3. For compensators with integral traveling block and hook adaptor, the procedures in<br />
Figures. 4-16 and 4-17 apply to those parts of the assembly.<br />
4. Remove any rust and weather protect as required.<br />
Ref. 4, p. 23<br />
Flgure 4-34. Heave compensator [lo].<br />
INSPECTION:<br />
Tension members for sub sea handling equipment should be inspected according to<br />
the manufacturers’ recommendations. In general, tension members should be checked<br />
for wear, cracks, reduction of area and elongation.<br />
MAINTENANCE:<br />
1. Tension members in sub sea handling equipment should be maintained in accordance<br />
with manufacturer’s recommendations.<br />
Figure 4-35. Tension members of subsea handling equipment [lo].<br />
Straight edge<br />
I<br />
Hinqe pin<br />
check for wear<br />
Insert slat<br />
check for wear<br />
Cracked wet<br />
MAINTENANCE:<br />
1.<br />
2.<br />
3.<br />
4.<br />
5.<br />
6.<br />
Keep clean.<br />
Check the insert slots for wear and replace inserts<br />
as required.<br />
Lubricate hinge pin.<br />
Remove any rust and protect as required.<br />
Use straight edge to detect uneven wear or damage.<br />
Caution: Do not use wrong size slips-Match<br />
and slip size.<br />
Figure 4-36. Rotary slips [lo].<br />
pipe
554 Drilling and Well Completions<br />
0014 036<br />
0.01s 011<br />
0016 041<br />
0017 041<br />
0018 0.6<br />
0019 046<br />
0.om 0.SI<br />
0.021 0.51<br />
0.m O.%<br />
0023 0.s<br />
&aU 0.61<br />
OGZS O M<br />
0026 064<br />
om7 0.69<br />
0.028 071<br />
0029 0.14<br />
0030 0.16<br />
o.mi 0.m<br />
0.012 0.81<br />
0.013 OS4<br />
00% 0.86<br />
0.01s a69<br />
00% 091<br />
om7 094<br />
0018 0.97<br />
0019 0.59<br />
0.040 1.01<br />
0.041 1,M<br />
o w 1.07<br />
0.043 1.09<br />
0.w 1.12<br />
0.M 1.14<br />
0,016 1.17<br />
0.047 1.19<br />
ow 1.72<br />
0.049 1.24<br />
0.m 1.27<br />
OM1 1.3<br />
0.052 I32<br />
0.OSl 1.35<br />
o.on 1.37<br />
m s 1.40<br />
ao% 1.42<br />
OOSl 1.4s<br />
OOS8 1.47<br />
nos9 1,s<br />
0.060 1.52<br />
OM1 1.55<br />
0.w 1.n<br />
OMI 1.8<br />
0.w 16)<br />
oms 1.65<br />
0.0% 1fa<br />
0067 1.70<br />
OMS 173<br />
0069 1.75<br />
0.070 1.m<br />
0.071 1.80<br />
0.072 1.83<br />
0.073 1.8s<br />
OW4 1.88<br />
24<br />
28<br />
31<br />
31<br />
41<br />
49<br />
IS<br />
M<br />
67<br />
74<br />
81<br />
89<br />
97<br />
I04<br />
Ill<br />
172<br />
131<br />
140<br />
150<br />
160<br />
171<br />
191<br />
192<br />
Irn 16<br />
12s 30<br />
147 IS<br />
iw a<br />
298 71<br />
129 78<br />
36085<br />
396 91<br />
411 101<br />
461 110<br />
SO3 119<br />
MI 128<br />
sw In<br />
623 I46<br />
67 1%<br />
712 I68<br />
761 179<br />
80s 191<br />
w m<br />
ZM m 211<br />
21s 9% m<br />
227 1.010 219<br />
240 IW8 2SZ<br />
251 1,123 265<br />
7.6s 1.179 279<br />
219 1141 291<br />
291 Izm I08<br />
306 1.361 322<br />
120 1.423 136<br />
134 1.4s 3n<br />
349 IJS2 361<br />
365 1.624 11<br />
30 1690 400<br />
3% 1.761 416<br />
411 1.08 433<br />
428 1.W 4S0<br />
us 1.979 461<br />
6 2 2.05s 485<br />
479 2.111 %I<br />
4% M6 m<br />
515 2.m YI<br />
SI2 2x4 m<br />
5Sl 2CS1 579<br />
SB 2.331 SVV<br />
589 2,620 619<br />
6(11 2.7M 6uI<br />
628 2.791<br />
6bm 2.882 682<br />
668 2.971 102<br />
689 3,W 72.3<br />
710 1.19<br />
ni 1.251<br />
la<br />
im<br />
7S3 3.349 791<br />
114 3.441 814<br />
191 IS45 817<br />
819 1641 861<br />
841 3.741 88s<br />
86) 3,841 W<br />
881 3.94s 933<br />
.. ...<br />
116 201<br />
131 IS<br />
1% 172<br />
I91 45<br />
178 161<br />
zm 1%<br />
218 SI 227 142<br />
24s n w 134<br />
267 6) 281 126<br />
316 120<br />
347 114<br />
371 109<br />
414 IOS<br />
449 IW<br />
489 %<br />
u9 92<br />
569691<br />
609%<br />
6% 83<br />
mly)<br />
747 n<br />
196 74<br />
sso n<br />
898 70<br />
9S2 4<br />
1,010 67<br />
1.063 6S<br />
1.121 63<br />
1.179 61<br />
1l41 59<br />
IM] 18<br />
1.370 %<br />
1.412 IS<br />
1.495 Y<br />
1% n<br />
1.612 SI<br />
1.7M SO<br />
1.779 49<br />
1.850 48<br />
1.926 U<br />
2.COZ 41<br />
Zm76<br />
2.162 4s<br />
237 u<br />
zm 41<br />
2.w 42<br />
2.491 41<br />
m s 41<br />
2661 40<br />
2.7S3 19<br />
2.847 38<br />
2916 18<br />
3.M 17<br />
1.l22 36<br />
uu36<br />
131a 3s<br />
3.421<br />
3.318<br />
3S<br />
Y<br />
1.621 Y<br />
3.721 31<br />
3.830 31<br />
3.916 12<br />
4019 32<br />
4,lSO 11<br />
._ .<br />
28 12s<br />
11 .. 147 .<br />
38 169<br />
u 1%<br />
I 249<br />
62 276<br />
70 I11<br />
77 342<br />
I 178<br />
94 418<br />
im IY<br />
111 494<br />
I20 5Y<br />
I30 571<br />
140 623<br />
IS1 672<br />
162 ni<br />
173 770<br />
184 SI8<br />
196 8n<br />
ZC9 910<br />
Pi 981<br />
2Y I.MI<br />
248 1.101<br />
261 1.161<br />
276 1.228<br />
291 1.294<br />
MS 1.317<br />
321 1,428<br />
136 1.49s<br />
312 I.%<br />
169 1641<br />
I1 1.712<br />
402 1.788<br />
419 1,864<br />
437 1.944<br />
4ss 2.024<br />
474 2.m<br />
492 ZIP<br />
SI2 m<br />
S31 2.362<br />
SSl 24s1<br />
ni 1u)<br />
Sn 1.631<br />
612 2.122<br />
611 2.00<br />
6SS 2.913<br />
678 3.016<br />
7W 3.114<br />
722 3.211<br />
745 3.314<br />
768 3.416<br />
~ r n<br />
791 3.527<br />
116 3.630<br />
840 1.736<br />
161 1.w<br />
890 3,959<br />
916 4074<br />
942 4190<br />
967 4.m<br />
994 4.421<br />
1.021 4.~1<br />
.. . . .<br />
40 171 1s<br />
81 360 110<br />
89 3% IOS<br />
91 436 101<br />
108 .8D %<br />
I17 S20 92<br />
1.26 s60 88<br />
136 60s 0<br />
148 08 0<br />
159 707 79<br />
170 7% 76<br />
111 MI 73<br />
194 %I 71<br />
2M 916 68<br />
219 974 67<br />
213 1036 65<br />
246 IL94 63<br />
t60 1.1% 61<br />
271 1123 J9<br />
w 1.290 58<br />
MS 1.157 I<br />
321 1,428 n<br />
I17 1,499 SI<br />
3% 157s S2<br />
370 1.W %<br />
187 1.721 49<br />
40s 1.001 48<br />
422 1.871 UI<br />
UI 1.962 47<br />
4s9 ZM2 6<br />
479 2.111 4s<br />
491 2.21s u<br />
SI8 2.304 43<br />
S38 2.393 42<br />
$9 2.4% 41<br />
S79 2S7S 40<br />
601 2.673 39<br />
622 2.761 39<br />
6u 2.m II<br />
6fJ6 2.962 n<br />
689 1.06S 36<br />
712 1.167 36<br />
7% 3174 IS<br />
760 3280 IS<br />
783 3.461 Y<br />
S6 3.SL 13<br />
Ul I.7M 3l<br />
OS8 3,816 32<br />
5C9<br />
3.932 32<br />
4,043 31<br />
936 4.161 31<br />
%z 4179 m<br />
990 4.w 30<br />
1.017 4J24 8<br />
1,ou 4,644 29<br />
1.073 4.771 29<br />
1.101 4.897 29<br />
1.131 SO31 29<br />
1.1s) SJSS 28<br />
1.119 5269 28<br />
Cis9 s.1~5 1.219 s.422 n<br />
- ..-<br />
31 in<br />
I8 169 15s<br />
u 1% 144<br />
48 214 w in IY<br />
SS 24s s7 2% 126<br />
61 271 65 269 118<br />
69m 73 321 112<br />
n 342 ai 360 IM<br />
8s 37a 89 196 IW<br />
94 418 98 436 9s<br />
Irn 4% IQ 483 90<br />
112 498 118 szs 86<br />
122 Y3 128 F.9 12<br />
131 192<br />
141 636<br />
IY 685<br />
166 118<br />
in 787 181 832 66<br />
190 Ms m 190 64<br />
m 5.31 213 947 62<br />
215 9% m IPIO s9<br />
229 1.019 241 1072 S7<br />
2u 1.01s 2% 1.119 S6<br />
2n 1.143 ni im Y<br />
273 1,214 287 i m 12<br />
281 1381 Ya 1.341 W<br />
303 1% 319 1.419 49<br />
119 1.419 31s 1,490 47<br />
31s I490 IS3 1.570 46<br />
I52 1,166 170 1w 4s<br />
170 1.644 IP 1.726 41<br />
387 1,721 M 1.810 42<br />
as 1.8cl)l 42) 1.890 41<br />
423 1.m US I.9n 40<br />
442 1.965 464 2.w 39<br />
461 MI 46s 2.1n 38<br />
481 2.119 ns 2,246 17<br />
m 2124 sl6 2.340 16<br />
S21 2J17 ni 2.413 IS<br />
ni 2.4~6 s69 2.331 I4<br />
%I 2.w I91 1629 34<br />
s84 251<br />
60s 2,691<br />
614<br />
637<br />
2.731<br />
2.831<br />
I1<br />
32<br />
628 2193<br />
654 2891<br />
614<br />
697<br />
2.m<br />
3.1W<br />
721 3.207 7n 3.367 8<br />
74s 1.314 183 3.4W 28<br />
769 1,421 sop 351 27<br />
79s 1336 83s 3.714 27<br />
mo 3647 W 1.8Y 26<br />
84s 3,759 889 19Y 26<br />
872 3,879<br />
898 3.9%<br />
924 4.110<br />
9S2 41%<br />
w9 435s<br />
1.m 4.479<br />
1.015 4.601<br />
1.054 4.713<br />
1.093 4.W<br />
1.122 4,991<br />
660 2936 11<br />
634 3.042 11<br />
708 3.149 30<br />
711 3160 29<br />
916 4.074 2S<br />
?44 4.159 2s<br />
972 4.323 24<br />
lam 4448 24<br />
1.W 4571 21<br />
1.0~9 4.710 n<br />
1.w 4844 22<br />
1.118 4,913 22<br />
1,149 S.111 7.2<br />
1,IW S149 21<br />
l.lS2 s.124 1212 S39l 21<br />
1.183 5262 1243 SJ29 20<br />
1113 5395 ins s6n zo<br />
1.244 1.513 1.m S.811 20<br />
1.271 1.671 I341 %%I I9<br />
33 147 I5 IS6 I46<br />
39 I73 41 in 11s<br />
4s 2W 47 ZC9 126<br />
52 211 n WI IIJ<br />
s9 262<br />
66 294 m<br />
311 im<br />
74 329 78 347 F7<br />
83 I69 81 187 91<br />
92 4m % 427 P<br />
IW us 106 471 W<br />
110 489 116 SI6 19<br />
121 538 127 S S 7s<br />
112 sa7 138 614 71<br />
142 632 ISO 667 4<br />
I54 60 162 nl 65<br />
166 738 174 774 61<br />
178 792 188 8% m<br />
191 8% 201 m 9<br />
IOS 912 215 9% IS<br />
218 970 rn 1.013 Y<br />
nz 1.012 244 259 1.1m 1.08s Y) 51<br />
247 tm<br />
261 1.161<br />
m 1112<br />
293 1.303<br />
XR 1,374<br />
126 1.493<br />
343 1.526<br />
361 1.m<br />
178 1681<br />
I97 1.766<br />
416 1.854<br />
416 1.939<br />
4ss 2.024<br />
291 1.294 47<br />
309 1.174 45<br />
12s I.U6 43<br />
I42 1.521 43<br />
361 1.m 41<br />
179 1.M 40<br />
3 1 !.no 39<br />
417 LIS) 37<br />
418 1.948 36<br />
4S8 2017 36<br />
479 2111 IS<br />
47s 2.113 499 2220 Y<br />
49s 21m I21 2.317 13<br />
517 13m Y3 2.41s 32<br />
138 2.393 % 2S18 32<br />
%O 2491 S88 2615 11<br />
yu 2389 612 znz 30<br />
605 2691 636 209 r)<br />
628 2.793 660 2936 8<br />
6S1 2.8% a 3.047 28<br />
676 3.m 710 $19 703 3.114 736 3274 n<br />
7% 1120 162 $389 T6<br />
7% 3.336 788 33s 26<br />
ns 3.~7 811 3.625 II<br />
u13 1558 842 1.745 24<br />
an 1.678 869 1.W 23<br />
an 1.799 898 1.994 u<br />
S I 1919 sn 4.121 n<br />
909 4,043 9% 4.248 a<br />
937 4.168 98s 4181 22<br />
%S 4.292 IDIS 431s P<br />
994 4.421 1.044 4.w 21<br />
W 3 4JW lD7S 4.782 21<br />
1.053 4.W i.im 4m 20<br />
1.Q3 4.817 1.139<br />
1.113 4.9SI 1.171<br />
Sm5 P<br />
sm 20<br />
1.144 sm9 1.202 5.346 19<br />
S.491 19<br />
1.m 5x4 1169 S.MS 18<br />
1.17s 5126 1.21<br />
1.303 51% I8<br />
1337 S.947 I1<br />
1.170 4094 17<br />
I1M 6.249 17<br />
1371 6.M 1.141 6.410 17
Table 4-9<br />
(continued)<br />
Hoisting System 555<br />
(I) 0 (3) (4) (5) (6) m @I (9) 110) (11) (12) 113) 1141 (15) (161 Iln (18) (19) 0 I211 IZI<br />
-<br />
M 2 M 3 Led4 -5<br />
"py-w Sliblua-ltan w y BwsRkOao<br />
OT<br />
or<br />
ann-(i.l- -& ann- -rriml<br />
wmsia srr*i.,saaia MI.ljlllsllElh<br />
Nedwl A- kbnih.l A-<br />
hdiridul A- WMdUd A-<br />
Dirra Miinurn Mmmum h, Mi.- Mm- h. Mid- Mimimum M*. Mdnm Wmian %.<br />
in m Ib N !b N Tm b N Ib N Tor. 0, N Ib N Tor, Ib N Ib N TOT<br />
0.W 203 1.033 4595 1.W 4626 29 1.1s 5,ZW 1.240 5551 27 1.307 5.814 1.314 6111 19 1,405 6249 IC11 6nO I6<br />
0.w 203 IMI 4.103 i.112 4916 29 1217 5.m 1.219 sdss n 1339 5.9% im 6.z.s 19 1.439 6.401 1.513 6.1- 16<br />
0.W 2Oa 1.13 4.811 1.139 5.066 29 I246 5.542 1.310 5.827 26 1311 6091 I,Ul 6.410 I1 1.413 6552 1.549 6.890 16<br />
013 211 1.110 4.9V 1.166 5.186 28 1216 5.616 1.342 5,969 26 1.404 6145 1,416 6565 I8 1.W 6112 1.581 7.059 16<br />
O M 2.13 1.136 5.053 1.194 5.311 2% lm 5.- 1.311 6.1m 26 1.435 6381 1.510 6116 18 I.% 6.- 1.624 1,224 IS<br />
0.W 2.16 1.162 5.169 1.222 5,435 B<br />
om 2.18 1.1~9 5289 1249 5.5% 0.~~1 221 1216 s.4~ 1.~78 5.a~ oca 2.24 12a 5529 13m 5.814 n<br />
0069 2.26 12)o 5.649 I335 5,943 26<br />
oow zn im 5.m 1-5 ~mz m<br />
0,091 2.31 1326 5.898 1394 6x)I 16<br />
0092 2.34 1355 6.m 1.425 6338 25<br />
0093 2.36 13% 6.1% icy 6467 25<br />
0094 2.39 1.413 6285 1.485 6.605 25<br />
0.095 2.41 1.442<br />
0096 2.44 icii<br />
6.414 I516 6141<br />
6.~3 wi 41a1<br />
U<br />
24<br />
0.091 1.16 IMI 6.676 i5n 1.014 24<br />
00% 2.49 1531 6.810 IMP 7.151 24<br />
0.059 2.51 1.541 6.943 1.641 1.259 23<br />
o m 2.54 1,592 1.11 1614 1.~623<br />
0.1012.n 16n 121s 1.103 7.588 z3<br />
0.102 259 1.6s 73n I.IM i.i31 23<br />
0.103 262 1.68) 1.4% ani 7617 n<br />
0104 2.64 1.711 1631 1.W 8.029 22<br />
0.105 261 1,149 i.zn 1.8~9 8.180 n<br />
0.1- ZM 1.781 1.m 1.873 8.331 n<br />
0.lm 2R 1.814 hosS 1.W 1.482 21<br />
0 ILX 2.14 l,Ml 8.215 1.941 8.634 21<br />
o im 2.n 1.880 8.352 1.916 8.789 21<br />
0110 2.79 1.913 85m 2011 8,945 21<br />
0 111 2.1 1.946 46% 2.W 9.101 21<br />
0112 zu IW 8.m 2 , ~ 9261 0113 1.81 8.931 2.118 9.421 m<br />
0114 2.90 2.018 9.110 zin 9.81 m<br />
0.115 2.92 2.0~ 9210 2.190 9.741 m<br />
0.116 2.95 2.118 9.421 2.226 9.WI 20<br />
0.117 2.9 2.i~ 9~812261 iamo 19<br />
0.118 3.01 2.189 9.131 2301 10.23s 19<br />
0.119 3.m 2224 9.8'32 2338 10.399 19<br />
0.120 3.05 zzm 10.m 2316 10.m 19<br />
ai21 3.m 22% 10213 2 .4~ iam 19<br />
0.122 3.10 2333 toin 2.453 io911 18<br />
0.123 3.12 2370 10542 2.492 11.W I8<br />
ai% 3.15 2.w I0.102 2530 11.253 I8<br />
012s tit z w 10.811 vrn i1.431 18<br />
0126 3.W 2.1181 11.033 2609 11.605 11<br />
oin 1.23 2,119 11.~52619 11.783 I1<br />
0128 3.25 2557 11.314 2619 11.961 I?<br />
0129 3.28 2595 11.543 2,729 12139 I1<br />
0.1- 324 2.634 11.116 2l70 12321 17<br />
0.131 133 26R 11.885 2.810 12.499 17<br />
0.132 3.35 2.111 12.059 2.151 I2681 I7<br />
0131 3.38 2.751 izas 2.893 if168 17<br />
0.134 3.40 2.190 12.410 2.934 13.053 17<br />
0.135 3.43 2,830 IZJM 2.976 13.m 16<br />
0.1% 3.45 z.8m iz.7~ 3.018 13.424 16<br />
0.111 3.4 2911 l2.W 3MI 13.615 16<br />
0.138 3.51 2951 I J . ~ 3.103 13.m 16<br />
0.139 3.53 2992 1 3 9 3.146 13.993 16<br />
0 I40 324 3.033 13.491 3.119 14.185 16<br />
0.141 3.18 imd 136n 1.232 14316 I6<br />
0142 361 3.116 11.860 3216 14.572 16<br />
0143 363 3.18 14.Ml 3,320 14.167 I5<br />
0144 3S 3.200 14234 3364 14%3 I5<br />
0145 3.68 3.242 I4.4M 3.- 15.159 IS<br />
0146 3.71 3285 1W2 3,453 I5359 I5<br />
0.141 313 3,328 I4.EQJ 3.498 15.559 I5<br />
0.148 3.16 3311 14.9% 333 15.159 I5<br />
0.149 3.1 3,413 15.181 3589 IS.% I5<br />
1331 5.917 1.W 6.249 25<br />
1367 6.m 1.431 6.392 25<br />
I398 6218 1.410 6539 25<br />
1.429 6.3% l.W3 6.U 24<br />
I.&?. 6.M I536 6.832 24<br />
1.493 6641 1.549 6.979 24<br />
I525 6183 lbm 7.130 23<br />
IS% 6w 1.638 ~ 2 s n<br />
I591 1.077 1,613 1,442 23<br />
1624 7.224 1.11 1.m 23<br />
1.6s 7.31s 1.743 7.153 n<br />
1.m 7.526 i.m 7.9~ 22<br />
1.B ?.67? 1.814 8.069 22<br />
1.161 7.833 1.851 8233 22<br />
1,795 1.534 1.887 8.193 21<br />
IBYI 4140 1,924 8.558 21<br />
1~66 hxa 1.96~ 8.m 21<br />
1.902 4.60 2am 1.8% 21<br />
1.9% 4620 zms 9.~5 1.914 %in 2076 9334 m<br />
zw 2011 b945 9.110 zin 2.115 9581 9.- 20<br />
2.w 9.279 2192 9,150 m<br />
2.124 9,448 2.232 9.928 19<br />
2,162 9.611 2.m 10.103 19<br />
22W 9.M 2312 IOUU 19<br />
2.239 9,959 2.153 10.466 I9<br />
Ul8 10,133 2394 10.649 19<br />
2317 10,306 2435 10.831 I8<br />
23% la479 2.416 11.013 18<br />
2396 lam 2.518 iizm<br />
24% ia83s zsm 11387 18<br />
z4n 11.018 2.601 1133 is<br />
2511 11.1% 2,641 Il.?l4 I1<br />
2.58 11.318 2690 Il,%S 11<br />
U99 1I.W 2133 lZl% 17<br />
ZMI 11.741 mi ius2 17<br />
2613 11.934 2821 12548 I1<br />
2125 12,121 LM5 12.111 11<br />
2768 12.312 2910 I2944 I1<br />
2.811 12543 2955 13.144 16<br />
z8n 12693 urn 13.w 16<br />
2.857 l28M 3,045 I3544 I6<br />
2.941 I1.W 3LRI 13.149 I6<br />
2.984 n.n3 3.138 139~8 16<br />
3.029 13.m 3.185 14.161 16<br />
3.~74 13.w 3.m 14.116 16<br />
3.119 13.873 1,279 14% I5<br />
3.164 l4.073 l.M 14.m I5<br />
3210 14278 3.374 1 5 N I5<br />
12% 14m 1.422 i s m 15<br />
331 I4683 Ull 15.439 I5<br />
331 14.887 MI9 15653 I5<br />
3394 I5.W 3.w is.sm 15<br />
3.441 I5.336 3.611 16.W I4<br />
3.W 11.119 3.661 I63Il I4<br />
3J35 15.l24 3.117 16J33 I4<br />
3581 15.931 3.161 16.1% I4<br />
3.632 16155 Id18 16992 I4<br />
3.680 16x8 3.868 11205 14<br />
3,774 16582 3.920 17.436 14<br />
3.m 16m 3.m 1'1661 14<br />
3,111 17.m 4.023 11.891 14<br />
3.816 1l.Eu) 4074 18.121 13<br />
3.m 11.68 wn 18.3n 13<br />
1.410 6J39 1.545 M7l IS<br />
1.93 6W 1.581 1.032 I8<br />
1.538 6.841 1.616 1.188 I1<br />
lbr2 lX4 1.126 ?bl7 I7<br />
164 1.464 1.161 7,846 I7<br />
1.114 7624 1.W 8,015 16<br />
I,lD 1.184 1.W 8,184 16<br />
1.W 1.944 1.818 8.353 16<br />
1,166 7.H5 l a W5 I5<br />
1.W hO2A 1.8% 4433 I5<br />
1.w 8.1- 1.m a616 14<br />
1.882 UlI 1.978 a798 I4<br />
1.921 8.545 2019 8.981 I4<br />
I.W 8.109 1.911 8.527 16 1.w 8.m 2m.i 9.161 id<br />
I.MI wm 1.m 8.705 15 zmi 8.m 2.103 9.354 13<br />
1.698 UU 1.996 8.811 I5 2MI 9.m8 2.145 9.541 13<br />
1.916 8611 2.0% 9.0% I5 2Oa2 9.261 2.188 9.n2 I3<br />
1.975 8.m 2.07 9231 I5 2123 9,443 2231 9.923 13<br />
foil 8,954 2.111 9.416 15<br />
zm 9.1n 2.18 9.5~ 15<br />
zm 9.m 2m 9.716 IS<br />
2.131 9.479 2241 9.- I5<br />
2,177. 9.661 2.284 IO.159 I5<br />
221~ 9.839 2326 my6 14<br />
2,253 IO,MI 2.w 1as31 14<br />
zm i o m 2.412 Ian9 14<br />
2.335 IO39I 2.4% 10.924 I4<br />
2311 10.513 2.499 11.116 14<br />
1092 11.153 3250 14.4% II<br />
3333 14.825 Urn 15581 IO<br />
3211 15.039 3555 15.813 IO<br />
3.411 15261 3.W 16044 IO<br />
3.481 ISMI 3.69 ldn5 IO<br />
35% 15.101 3.112 16511 9<br />
3.m 15.924 3.W 16.142 9<br />
3,631 16.151 3.817 I6978 9<br />
fa3 16282 3.Ul 17218 9<br />
3.133 16.W 3.W 11.411 9<br />
1.785 16.835 3919 11.699 9<br />
3.W 11.061 4033 11339 8<br />
3.W 11293 4.W lhlW 8<br />
3.942 I1534 4.144 I4433 8<br />
3.m 17.770 4.1~ 146n 8<br />
4.W I8.W 4.2% 18.931 8<br />
4,102 18246 4.312 19.180 1<br />
4,155 law 4169 19.433 a<br />
4rn tam 4.425 i9.m 8<br />
4.264 18,565 4,482 19.916 1<br />
4.318 l9lM 4.54 20.194 7<br />
z.422 lam 5y6 11.325 12<br />
2466 10,969 5w2 ll.529 I2<br />
2.511 11.169 2639 11.738 12<br />
2555 11.355 2687 II.952 I2<br />
zmi II.W ~ ns 12165 12<br />
24m 10.764 2.544 11.316 I3<br />
2,- 10.95I 2588 11511 I3 2.641 l1.114 2783 12319 I2<br />
2.yW 11.142 2,633 11.112 13 Zb93 11.978 2.831 12.592 12<br />
238 11334 2,678 11.912 I3 in9 1zm zmq 12ein II<br />
2592 11529 2.m 12.116 I3<br />
2.831 llbol 2.979 13.251 II<br />
2.W 12.810 3.028 13,469 II<br />
2.m 13.m 3.078 13.691 II<br />
2,971 13.242 1.129 13.918 II<br />
3.02 I3.45I 3.180 14,145 II
556 Drilling and Well Completions<br />
0.150 5.81<br />
0151 584<br />
0 152 5.86<br />
0.155 5.89<br />
0.154 5.91<br />
0.155 3.94<br />
0.156 5.96<br />
0.157 5.99<br />
(1.153 4.01<br />
0.159 4.04<br />
0.160 4.06<br />
0.161 4.09<br />
0.162 4.11<br />
0.163 4.14<br />
0.164 4.17<br />
0.165 4.19<br />
0.166 4.22<br />
0.167 4.24<br />
0.168 4.27<br />
0.169 4.29<br />
0.170 4.52<br />
0.171 4.34<br />
0.172 4.57<br />
0.175 4.59<br />
0.174 4.42<br />
0.175 4.45<br />
0.176 4.47<br />
0.177 4.50<br />
0.178 4.52<br />
0.179 4.55<br />
0.180 4.57<br />
0.181 4.60<br />
0.182 4.62<br />
0.185 4.65<br />
0.184 4.67<br />
0.185 4.70<br />
0.186 4.72<br />
0,187 4.75<br />
0.188 4.78<br />
0.189 4.80<br />
0.190 4.83<br />
0.191 4.85<br />
0.192 488<br />
0195 4.90<br />
0.194 4.95<br />
0.195 4.95<br />
0.1% 4.98<br />
0.197 5.00<br />
0.198 5.05<br />
0.199 5.05<br />
0.2W 5.08<br />
0.201 5.11<br />
0.202 5.13<br />
0.205 5.16<br />
0.204 5.18<br />
0.205 5.21<br />
0.206 5.23<br />
0 207 5.26<br />
0.208 5.28<br />
0.209 5.31<br />
0.210 5.33<br />
0.211 5.36<br />
0.2l2 5.58<br />
0.213 5.41<br />
0.214 5.44<br />
0216 5.46<br />
0.216 5.49<br />
0.217 5.51<br />
0.218 5.54<br />
0.219 5.56<br />
3.501 15,572 5,681 16.573 14<br />
9.545 15.768 5,727 16.578 14<br />
9,539 15.964 5.775 16,782 14<br />
3,634 16.164 3,820 16,991 14<br />
9,679 16.364 3,867 17.200 I4<br />
9,724 16,564 3,914 17,409 14<br />
3.768 16.760 3.962 17,623 14<br />
3.814 16.965 4.010 17.8% 14<br />
SBSS 17.165 4.057 law 14<br />
3.905 17.369 4.105 18.259 13<br />
5,952 17.578 4.154 18.m 13<br />
5,998 17.783 4.m5 18,695 13<br />
4,044 17.988 4.252 18,919 I9<br />
4.091 18.197 4.501 19,131 15<br />
4.158 18.406 4.550 19.349 IS<br />
4.186 18,619 4.400 19,571 13<br />
4352 18.824 4,450 19,794 I3<br />
4,280 19,057 4500 20,016 IS<br />
4.529 19.255 4551 20.243 I3<br />
4.577 19.469 4.601 eo,= IS<br />
4,426 19.687 4.652 20.692 12<br />
4,474 19,9004,704 ~0.92s 12<br />
4,525 20.118 4,755 21.150 12<br />
4,572 20,336 4,806 21.577 12<br />
4,871 21,666 5.121 22,77S 12<br />
4.922 21,893 5,174 23,014 12<br />
4,975 22.120 5.228 23.254 12<br />
5,025 22.342 5.281 25,490 II<br />
5,075 22574 5.355 25.750 II<br />
5,127 22.805 5.W 23.970 11<br />
5,178 25.052 5,444 24,125 I1<br />
5,230 25.263 5,1Y8 24.455 11<br />
5,285 23.499 5.553 24.700 II<br />
5.555 29.790 5.609 24.919 I1<br />
5.587 2Y.MI 5.665 25.189 11<br />
1.4441 21.202 5.720 25.443 II<br />
5,195 21.453 5.775 25.687 11<br />
5547 24.675 5.851 25.Y36 II<br />
5.W 24.909 5.8@ 2b.lYO I1<br />
5,654 25,149 5,944 26.459 I1<br />
5.708 25,589 6.W 26.688 11<br />
5,761 25.625 6.057 26,942 IO<br />
5,816 25.870 6.114 27,195 IO<br />
5$70 26.1 IO 6.172 27.455 IO<br />
5,925 26.354 6.229 27,707 10<br />
5,980 26.599 6.286 27,960 IO<br />
6,035 26,844 6.545 28.225 IO<br />
5.976 17.685 4.180 18.593 15<br />
4,026 17.908 4,232 18,824 13<br />
4.076 18.150 4,286 19,064 13<br />
4.127 18.557 4.559 19,500 IS<br />
4,179 18,588 4.593 19,540 15<br />
4.250 18.815 4.446 19.776 I3<br />
4.281 19.042 4.501 20,020 13<br />
1,554 19.278 4556 20.265 IS<br />
4,m 19.509 4,610 20505 12<br />
4.458 19.740 4.666 m.754 12<br />
4491 . .. 19~76 ., . 4721 ... mm . 11 .<br />
4.544 20,212 4,778 21,255 12<br />
4.597 4o.w 4.855 21.497 12<br />
4,651 20.688 4.889 21.746 12<br />
4.704 20.925 4.946 22.W 12<br />
4.759 21.168 5.005 22.255 12<br />
4,814 21.412 5.060 22.507 I2<br />
4,868 21.643 5.118 22,765 12<br />
4.923 21.898 5.175 23.108 12<br />
4,977 22,138 5.253 25.276 I1<br />
5.055 22.587 5.291 23.554 11<br />
5.089 22,636 5349 23.792 11<br />
5.145 22.885 5.409 24,059 II<br />
5,201 25.134 5,467 24.517 II<br />
5,257 25.585 5,527 25.484 11<br />
5,314 25,657 5.586 24.847 I1<br />
5,571 25.890 5,647 25,118 11<br />
5,429 24,148 5,707 25,385 II<br />
5.486 24,402 5.768 25.656 11<br />
5.544 24.6M) 5.828 25.925 11<br />
5,601 24.915 5,889 26,194 II<br />
5.660 25,176 5.950 26,466 11<br />
5.718 25.434 6.012 26.741 IO<br />
5,777 25,696 6.073 27,013 IO<br />
5.856 25.959 6.136 27,295 10<br />
4,374 19,456 4.598 20.452 7<br />
4.428 19,696 4,656 20,710 7<br />
4,484 19,945 4,714 20.968 7<br />
4,541 20,198 4.775 21.250 7<br />
4,596 20,445 4.832 21.493 7<br />
4,653 20,697 4,891 21,755 7<br />
4,710 20.950 4.952 22,026 7<br />
4,767 21.204 5,011 22,289 7<br />
4824 21.457 5.072 22.560 7<br />
4882 21.715 5.152 nan 7<br />
4.940 21.973 5.194 25.103 6<br />
4,999 22.256 5,255 25,574 6<br />
5,057 22.494 5917 25.650 6<br />
5.116 22.756 5.378 23.921 6<br />
5,175 25.018 5.441 24.202 6<br />
5.85 25,285 5.505 24,477 6<br />
5,294 25.548 5,566 24,758 6<br />
5.555 25.819 5.629 25,038 6<br />
5.415 24,086 5693 25,522 6<br />
5.476 24.557 5.756 25.605 6<br />
5557 24bW 5,821 25.892 6<br />
5597 24.895 5,885 26,176 6<br />
5.659 25,171 5,949 26,461 6<br />
5,721 25.447 6,015 26.755 6<br />
5,784 25,727 6.080 27.044 6<br />
5.846 26.003 6.146 27.357 6<br />
6.162 27.409 6.478 28.814 6<br />
6,226 27,695 6546 29.117 6<br />
6.291 27.982 6.615 29.415 6<br />
6,355 28,267 6,681 29,717 6<br />
6,419 28,552 6,749 30,020 5<br />
5,896 26.225 6.198 27,569 IO 6415 .~ 2RR45 61R7 . 90.922 5 ~<br />
5,955 26,468 6,261 27,849 IO 6,550 29,154 6.886 50,629 5<br />
6,015 26,755 6.325 28,125 10 6,616 29,428 6.956 50,940 5<br />
6.074 27.017 6,588 28,405 10 6.685 29.726 7,025 51347 5<br />
6.155 27.288 6.449 28.685 10 6.748 50.015 7,094 31,554 5<br />
6.195 27.555 6,513 28.970 IO<br />
6.257 27.831 6.577 29.254 10<br />
6,517 28,098 6.641 29.559 10<br />
6.578 28.569 6.706 29,828 IO<br />
6,440 28,645 6,770 50.113 IO<br />
6,815 JO.JIS 7.165 slam 5<br />
6.882 50.611 7,234 32.m 5<br />
6,949 50,909 7,505 52.495 5<br />
7,016 51,207 7.576 52.808 5<br />
7.084 31.510 7.448 35.129 5<br />
6,501 28,916 6.855 50,402 IO 7.152 51,812 7,518 95.440 5<br />
6,564 29.197 6.900 30,691 IO 7.220 52,115 7,590 55,760 5<br />
6.626 29.472 6.966 50985 IO 7388 52.417 7.562 34,081 5<br />
6.689 29.753 7.032 31.278 IO<br />
6.751 50.028 7.097 31.567 IO<br />
6,814 50,909 7.164 31,865 10<br />
6,877 50.589 7.229 52,155 IO<br />
6.940 50.869 7.2% 52.453 IO<br />
6,091 27.095 6.405 28.481 IO 1,004 51.154 7,364 52.755 10<br />
6,146 27.557 6.462 28.743 IO<br />
6.202 27.486 6,520 29,001 IO<br />
7.068 51,458 7.450 53,049<br />
7,132 31,725 7,498 53,551<br />
IO<br />
IO<br />
6,258 27,856 6,578 29.259 IO 7,196 52,008 7.566 55,654 10<br />
6.514 28.085 6,658 29,526 IO 7.261 52.297 7,655 55,952 10<br />
6.571 28.338 6.697 29.788 IO 7,526 52.586 7.702 34.258 IO<br />
6,427 28.587 6.757 30,055 IO 7.391 32.875 7.771 34.565 IO<br />
6.484 28.841 6.816 50.318 10 7,457 53.169 7.839 S4.8€4 IO<br />
two 29.090 6876 50.584 IO 7.522 35.458 7.908 35.175 IO<br />
6,598 29.348 6.996 50,851 10<br />
6,655 29.601 6.997 51,123 10<br />
6,715 29,859 7,057 51.590 IO<br />
6,770 50.115 7,118 51,661 10<br />
6,829 50.575 7.179 51.952 10<br />
6.886 50.629 7.240 52,204 10<br />
7587 55.747 7.977 35.482<br />
7,654 54.045 8.046 55,789<br />
7,720 54,539 8.116 56.100<br />
7.786 54.652 8.186 56,411<br />
7.855 34.950 8.255 56.718<br />
7.920 55.228 8.526 57.054<br />
IO<br />
10<br />
10<br />
9<br />
9<br />
9<br />
6.945 50.891 7.501 52.175 10 7.987 55526 8.597 57.550 9<br />
7,005 31.149 7965 32.751 IO 8,054 55.824 84137,666 9<br />
7.557 32.724 7.755 34.405 5<br />
7.427 35.035 7.807 34.726 5<br />
7,496 53.342 7280 55.09 5<br />
7.565 35.649 7,953 $5,575 5<br />
7,634 35.954 8,026 35,700 5<br />
7.704 54,267 8.100 36.029 5<br />
7.775 54,585 8,173 56,554 5<br />
7,846 94.899 8.248 56.687 5<br />
7.916 55,210 8.322 37.016 5<br />
7,987 55,526 8,597 97.550 5<br />
8.058 55.842 8,472 57.683 5<br />
8.131 56.167 8,547 58.017 5<br />
8.202 56.482 8,622 94,351 5<br />
8.274 36.805 8.698 98,689 5<br />
8.546 37.123 8.774 59.027 5<br />
8.419 57,448 8,851 39,369 5<br />
8.492 37.772 8.928 59,712 5<br />
8.564 58,095 9,004 40,050 5<br />
8,659 58,426 9.082 40,397 5<br />
8,712 38,751 9.158 40,755 5<br />
8.786 39.080 9.236 41.082 5<br />
4.701 20,910 4.943 21.986 6<br />
4,761 21.177 5.05 22,262 6<br />
4,820 21,439 5,068 22.542 6<br />
4,881 21.711 5,131 22.825 6<br />
4.941 21.978 5,195 25,107 6<br />
5.002 22349 5,258 25,588 6<br />
5,065 22520 5.323 25,677 6<br />
5.125 42.7% 5987 25,961 6<br />
5.186 25,067 5.452 24.250 6<br />
5.248 25,343 5518 24,544 6<br />
5.511 25.623 5585 24.833 5<br />
5973 25.899 5.649 25.127 5<br />
5.437 24.184 5,715 25,420 5<br />
5,500 24.464 5,782 25.718 5<br />
5,563 24,744 5,849 26.016 5<br />
5.628 25.035 5,916 26,514 5<br />
5.692 25,518 5.984 26,617 5<br />
5.756 25,603 6.052 26.919 5<br />
5821 25,892 6.119 27,217 5<br />
5886 26,181 6.188 27.524 5<br />
5.951 26.470 6.257 271131 5<br />
6.018 26.768 6926 28.158 5<br />
6.084 27.062 6,596 28,449 5<br />
6,150 27,555 6,466 28.761 5<br />
6,217 27,655 6,535 29.068 5<br />
6.284 27.951 6,606 29,583 5<br />
6,351 28.249 6,677 29,699 5<br />
6,419 28,552 6,749 50,020 5<br />
6.487 28.854 6.819 90,531 5<br />
6.555 29,157 6,891 50,651 5<br />
6.624 29,464 6.964 50.976 5<br />
6.892 29.766 7,036 51,296 5<br />
6.762 50,077 7.108 51.616 5<br />
6.832 50,389 7.182 51.946 5<br />
6.901 50.696 7,255 52,270 5<br />
6,971 51.07 7,529 52.599 5<br />
7,041 51,318 7.405 52,929 5<br />
7.115 31.699 7.477 33,258 5<br />
7,184 31,954 7552 55,591 5<br />
7.255 32.270 7,627 55.925 5<br />
7,326 52.586 7.702 34,250 5<br />
7,998 92.906 7.778 34.597 5<br />
7.470 35,227 7854 54.935 4<br />
7.543 55.551 7,929 55,268 4<br />
7,615 53,872 8.005 55,606 4<br />
7,688 34,196 8,082 35,949 4<br />
7.762 54,525 8,160 56,296 4<br />
7.835 34,850 8.237 56.658 4<br />
7.909 55.179 8315 36.985 4<br />
7.983 35.508 8.395 37.332 4<br />
8,057 35,858 8,471 57.679 4<br />
8.15'2 36.171 8,550 58.050 4<br />
8.208 36509 8.628 58.577 4<br />
8,285 56,843 8,707 38.729 4<br />
8.358 37,176 8.786 99.080 4<br />
8.434 57,514 8.866 59.456 4<br />
8,510 57,852 8.946 39,792 4<br />
8,586 58.191 9,026 40,148 4<br />
8.665 58553 9.107 40,508 4<br />
8.740 38876 9.188 40.868 4<br />
8.817 99218 9,269 41.m 4<br />
8,895 59,565 9.551 41.595 4<br />
8.972 39,907 9.432 41.954 4<br />
9.050 40,254 9.514 42.518 4<br />
9,129 40,606 9.597 42.687 4<br />
9.207 40.955 9.679 43.052 4<br />
9,286 41.504 9.762 45.421 4<br />
9,565 41.656 9.845 45.791 4<br />
9.445 42.011 9.929 44.164 4<br />
R.860 19.409 9.514 41.429 5 9524 42563 10.012 44,533 4
Table 4-9<br />
(continued)<br />
Hoisting System 557<br />
(11 (P) ( 3) (41 (5) (61 (n ( 81 (91 (101 (111 (121 (131 (I41 (151 (181 (171 (181 (191 (MI (41) 011<br />
Level 2 Level: k 1 4 k 1 5<br />
Bli@t (Uncotlted) Bright (U"C0.ted) BWt (Uncoated) Brighl (Uacoated)<br />
or or or or<br />
DnorrCd-d Drmn.Gdvaalzed hnmcdrmired<br />
WlmShe e ~ s Bmlrings-qth ~<br />
Bm)iingSIm@ &cw SQeqth<br />
N0min.l lndividlul A- lndividwl A-<br />
Indi*idmd A- hdividd AM-<br />
Diameter Minimum Minim- Mk. Minimum Minimum Min. Minimum Midmum Mia Minimum Minimum Min.<br />
in. nun lb N Ib N Tor. lb N lb N Tor. Ib N Ib N Ta.. lb N Ib N Tor.<br />
0.220 5.59 7,063 31,416 7,425 33,026 10 8,122 36,127 8.538 37,977 9 8,934 39,738 9,392 41.776 4 9,@4 42.719 10,096 44,907 4<br />
0.221 5.61 7.121 31,674 7.487 33goS IO 8,190 36.429 8.610 38,297 9 9,W9 40,072 9,471 42.127 4 9.685 43,079 10,181 44285 4<br />
0.222 5.64 7,181 31,941 7549 33.578 10 8,257 36,727 8.681 38.613 9 9.083 40,401 9549 42,474 4 9,765 43.435 10.265 45,659 4<br />
0.223 5.66 7,240 32,204 7,612 33gsS 10 8.31 37,034 8,752 38.929 9 9.158 40.735 9,628 42.825 4 9,846 45.795 10.350 46,037 4<br />
0.224 5.69 7,300 32,470 7.674 34,134 10 8,395 37,341 8.825 119.254 9 9.234 41.073 9.708 43.181 4 9,926 44.151 10.456 46.419 4<br />
0225 5.72 7,359 32,733 7.737 34.414 10 8,463 37,643 8,897 39,574 9 9,309 41,406 9.787 43,535 4 10.007 44511 10.521 46,797 4<br />
0.226 5.74 7,419 33,wO 7.7% 34690 10 8532 37,950 8.970 39,899 9 9,385 41.744 9,867 4.9.888 4 10,089 44.876 10.607 47,180 4<br />
0.227 5.77 7,479 33,267 7,863 34.975 10 8.601 38,257 9,043 40,223 9 9.461 42.083 9,947 44,244 4 10.171 45.241 10,693 47.562 4<br />
0.128 5.7Y 7,540 33,538 7.926 35.255 10 8,671 38,569 9.115 40.544 9 9,537 42.421 10,027 44,600 4 10,253 45.605 10.779 47,045 4<br />
0.229 5.82 7@0 33,805 7,990 35.540 IO 8,740 38.876 9.188 40.868 0 9,614 42.763 10,108 44,960 4 10,335 45,970 10.865 48.328 4<br />
0.230 5.84 7,661 34,076 8,053 35,820 IO 8.810 39.187 9,26241,197 9 9.691 43.106 10,187 45,312 4 10,418 46339 10.952 48.714 4<br />
0.231 5.87 7.722 34,347 8,118 36,109 10 8,879 59,494 9,335 41.522 9 9,768 45.448 10.268 45,672 4 10,501 46,708 11,039 49.101 4<br />
0,232 5.89 7,782 34,614 8,182 36,394 IO 8,950 39,810 9,408 41,847 9 9,845 43,791 10,349 46,032 4 10.584 47,078 11,126 49,488 4<br />
0.233 5.92 7,844 34.890 8,246 36,678 9 9,021 40,125 9,483 42,180 9 9.923 44.138 10,431 46,397 4 10.667 47,447 11,214 49,880 4<br />
0.234 5.94 7.905 35,161 8,311 36,967 0 9.031 40,437 9,557 42,510 9 10.001 44,484 10.513 46,762 4 10.750 47.816 11.302 50.271 4<br />
0.235 5.97 7,967 35.437 8.375 37.252 9 9.162 40,753 9,632 42,843 9 10,078 44.827 10,594 47.122 4 10.859 48.190 11,390 50.66% 4<br />
0236 5.R 8,029 35,713 8,441 37546 9 9.233 41,oMI 9,707 43,177 8 10.157 45.178 10,677 47,491 4 10.918 48,563 11,478 51,054 4<br />
0.237 6.02 8,031 35989 8,505 37,fIN 9 9.504 41,384 9,782 45510 8 10.235 45.525 10,759 17,856 4 11.002 48.9.97 11566 51.446 4<br />
0.2% 6.0,; 8,153 36.265 8.571 38.124 9 9.376 41.704 9,856 43,839 8 10,314 45.877 10,842 48.225 4 11.087 49,315 11,655 51.841 4<br />
0.239 6.07 8,215 36,540 8,637 38417 9 9,448 42,W25 9,932 44,178 8 10.393 46.128 10,925 48.594 4 11.172 49.693 11.744 52.237 4<br />
0,240 6.10 8378 36,821 8.W 38,7lX 9 9,519 42,341 10,007 44,511 8 10.472 46,579 11,009 48.968 4 11.256 50.067 11,834 52,638 3<br />
0.241 6.12 8,340 37,096 8,768 39,000 9 9.59591 42.661 IO.083 44,849 8 10.550 46.926 11.09p 49.557 4 11.342 50.449 11,924 53.038 3<br />
0.242 6.15 8.404 37981 8,834 39,294 9 9,664 42985 10,1@ 45,192 8 10.630 47.282 11,176 49,711 4 11.427 ,50827 12.013 53.434 5<br />
0.243 6.17 8,466 37.657 8,900 39587 9 9,736 45.306 10,236 45.530 8 10,704 47.634 11.259 50,080 4 11,515 51.210 12,103 53,834 J<br />
0.844 6.20 8.529 37.937 8,967 39.885 9 9,809 43,650 10,513 45.872 8 10,790 47,994 11,344 50.458 4 11.W 51,597 12.194 54,239 J<br />
0.845 6:22 8,5Y3 58.22'2 9,033 40,179 Y 9,882 43,955 10,388 46,206 8 10,870 48.350 11.428 50,832 4 11,685 51,975 12,285 54,644 3<br />
0.246 6.25 R.657 38.506 9,101 40,481 9 9,955 44,280 10,465 46,548 8 10.950 48.706 11,512 51,205 4 11,772 52.362 12.376 55,048 3<br />
0.247 6.27 8,720 38,787 9,168 40,779 9 10,029 44,609 10.549 46,895 8 11,031 49.0% 11,597 51,589 4 11.859 52,749 12.467 55.453 3<br />
0.248 6.30 8,785 39.076 9,235 41,077 9 10,102 44,934 10.620 47.258 fl 11.112 49.426 ll.M)2 51,962 4 11.946 55.136 12.558 55.858 3<br />
0.249 6.32 8,848 59.356 9,302 41,375 9 10,176 45,263 10.698 47.585 8 11.193 49,786 11.767 52,340 4 12.032 53.518 12,650 56.267 J<br />
0.250 6.35 8,912 39,641 9,370 41.678 9 10,249 45,588 10,775 47,927 8 11.275 50,151 11.859 52,722 4 12.120 53,910 12.742 56,676 5
558 Drilling and Well Completions<br />
0.010 0.25<br />
0.011 0.28<br />
0.012 0.30<br />
0.013 0.33<br />
0.014 0.36<br />
0.015 0.38<br />
0.016 0.41<br />
0.017 0.43<br />
0.018 0.46<br />
0.019 0.48<br />
0.020 0.51<br />
0.021 0.53<br />
0.022 0.56<br />
0.023 0.58<br />
0.024 0.61<br />
0.025 0.64<br />
0.026 0.66<br />
0.027 0.69<br />
0.028 0.71<br />
0.029 0.74<br />
0.030 0.76<br />
0.031 0.79<br />
0.032 0.81<br />
0.033 0.84<br />
0.034 0.86<br />
0.035 0.89<br />
0.036 0.91<br />
0.037 0.94<br />
0.038 0.97<br />
0.039 0.99<br />
0.040 1.02<br />
0.041 1.04<br />
0.042 1.07<br />
0.043 1.09<br />
0.044 1.12<br />
0.045 1.14<br />
0.046 1.17<br />
0.047 1.19<br />
0.048 1.22<br />
0.049 1.24<br />
0.050 1.27<br />
0.051 1.30<br />
0.052 1.32<br />
0.053 1.35<br />
0.054 1.37<br />
17<br />
21<br />
25<br />
29<br />
34<br />
39<br />
44<br />
50<br />
56<br />
62<br />
69<br />
76<br />
83<br />
91<br />
99<br />
107<br />
116<br />
125<br />
134<br />
144<br />
154<br />
164<br />
175<br />
186<br />
197<br />
209<br />
221<br />
233<br />
246<br />
259<br />
272<br />
286<br />
so0<br />
314<br />
328<br />
343<br />
358<br />
374<br />
390<br />
406<br />
422<br />
439<br />
456<br />
474<br />
76<br />
93<br />
111<br />
129<br />
151<br />
173<br />
196<br />
222<br />
249<br />
276<br />
307<br />
338<br />
369<br />
405<br />
440<br />
476<br />
516<br />
556<br />
596<br />
641<br />
685<br />
729<br />
778<br />
827<br />
876<br />
930<br />
983<br />
1,036<br />
1,094<br />
1,152<br />
1,210<br />
1,272<br />
1,334<br />
1,397<br />
1,459<br />
1,526<br />
1.592<br />
1,664<br />
1,735<br />
1,806<br />
1,877<br />
1,953<br />
2,028<br />
2.108<br />
491 21184<br />
254<br />
231<br />
212<br />
195<br />
181<br />
169<br />
158<br />
149<br />
141<br />
133<br />
126<br />
120<br />
115<br />
110<br />
105<br />
101<br />
97<br />
93<br />
90<br />
87<br />
84<br />
81<br />
78<br />
76<br />
74<br />
72<br />
70<br />
68<br />
66<br />
64<br />
62<br />
61<br />
59<br />
58<br />
57<br />
55<br />
54<br />
53<br />
52<br />
51<br />
50<br />
49<br />
48<br />
47<br />
46<br />
20<br />
24<br />
29<br />
34<br />
39<br />
45<br />
51<br />
57<br />
64<br />
72<br />
79<br />
87<br />
96<br />
105<br />
114<br />
123<br />
133<br />
144<br />
155<br />
166<br />
177<br />
189<br />
201<br />
214<br />
227<br />
240<br />
254<br />
268<br />
283<br />
298<br />
313<br />
329<br />
345<br />
361<br />
378<br />
395<br />
412<br />
430<br />
448<br />
467<br />
486<br />
505<br />
525<br />
545<br />
89<br />
107<br />
129<br />
151<br />
173<br />
200<br />
227<br />
254<br />
285<br />
320<br />
351<br />
387<br />
427<br />
467<br />
507<br />
547<br />
592<br />
641<br />
689<br />
738<br />
787<br />
841<br />
894<br />
952<br />
1,010<br />
1,068<br />
1,130<br />
1,192<br />
1,259<br />
1,326<br />
1,392<br />
1,463<br />
1,535<br />
1,606<br />
1,68 1<br />
1,757<br />
1,833<br />
1,913<br />
1,993<br />
2,077<br />
2,162<br />
2,246<br />
2,335<br />
2.424<br />
565 27513<br />
234<br />
213<br />
195<br />
180<br />
167<br />
156<br />
146<br />
137<br />
130<br />
123<br />
116<br />
111<br />
106<br />
101<br />
97<br />
93<br />
89<br />
86<br />
83<br />
80<br />
77<br />
75<br />
72<br />
70<br />
68<br />
66<br />
64<br />
62<br />
61<br />
59<br />
57<br />
56<br />
55<br />
53<br />
52<br />
51<br />
50<br />
49<br />
48<br />
47<br />
46<br />
45<br />
44<br />
43<br />
42<br />
22<br />
27<br />
32<br />
37<br />
43<br />
49<br />
56<br />
63<br />
71<br />
79<br />
87<br />
96<br />
105<br />
115<br />
125<br />
136<br />
147<br />
158<br />
170<br />
182<br />
195<br />
208<br />
221<br />
235<br />
250<br />
264<br />
280<br />
295<br />
311<br />
327<br />
344<br />
361<br />
379<br />
397<br />
415<br />
434<br />
453<br />
473<br />
493<br />
513<br />
534<br />
555<br />
577<br />
599<br />
98<br />
120<br />
142<br />
165<br />
191<br />
218<br />
249<br />
280<br />
316<br />
351<br />
387<br />
427<br />
467<br />
512<br />
556<br />
605<br />
654<br />
703<br />
756<br />
810<br />
867<br />
925<br />
983<br />
1,045<br />
1,112<br />
1,174<br />
1,245<br />
1,312<br />
1,383<br />
1,454<br />
1,530<br />
1,606<br />
1,686<br />
1,766<br />
1,846<br />
1,930<br />
2,015<br />
2,104<br />
2,193<br />
2,282<br />
2,375<br />
2,469<br />
2.566<br />
2,664<br />
621 2,762<br />
218<br />
198<br />
182<br />
168<br />
156<br />
145<br />
136<br />
128<br />
121<br />
114<br />
108<br />
103<br />
98<br />
94<br />
90<br />
86<br />
83<br />
80<br />
77<br />
74<br />
72<br />
69<br />
67<br />
65<br />
63<br />
61<br />
60<br />
58<br />
56<br />
55<br />
53<br />
52<br />
51<br />
50<br />
48<br />
47<br />
46<br />
45<br />
44<br />
43<br />
42<br />
42<br />
41<br />
40<br />
39<br />
24<br />
29<br />
34<br />
40<br />
46<br />
53<br />
60<br />
68<br />
76<br />
85<br />
94<br />
103<br />
113<br />
124<br />
135<br />
146<br />
158<br />
170<br />
183<br />
196<br />
210<br />
224<br />
238<br />
253<br />
268<br />
284<br />
301<br />
317<br />
334<br />
352<br />
370<br />
388<br />
407<br />
427<br />
447<br />
467<br />
487<br />
508<br />
530<br />
552<br />
574<br />
597<br />
620<br />
A44<br />
107<br />
129<br />
151<br />
178<br />
205<br />
236<br />
267<br />
302<br />
338<br />
378<br />
418<br />
458<br />
503<br />
552<br />
600<br />
649<br />
703<br />
756<br />
814<br />
872<br />
934<br />
996<br />
1,059<br />
1,125<br />
1,192<br />
1,263<br />
1,339<br />
1,410<br />
1,486<br />
1,566<br />
1,646<br />
1,726<br />
1,810<br />
1,899<br />
1,988<br />
2,077<br />
2,166<br />
2,260<br />
2,357<br />
2,455<br />
2.553<br />
21655<br />
2,758<br />
. ~. 2,865<br />
668 2,971<br />
190<br />
173<br />
158<br />
146<br />
136<br />
126<br />
118<br />
111<br />
105<br />
100<br />
94<br />
90<br />
86<br />
82<br />
78<br />
75<br />
72<br />
70<br />
67<br />
65<br />
62<br />
60<br />
58<br />
57<br />
55<br />
53<br />
52<br />
50<br />
49<br />
48<br />
46<br />
45<br />
44<br />
43<br />
42<br />
41<br />
40<br />
39<br />
38<br />
38<br />
37<br />
36<br />
35<br />
35<br />
34
Hoisting System 559<br />
Table 4-10<br />
(continued)<br />
(1) 1x1 (3) (4) I31 (6) (7) (8) (9) (IO) 11) (It) (191 (141<br />
Level 2 level 3 Level 4 Level 5<br />
Bright (Uncoated) Bright (Uncoated) Brighl (Uncoated) Brigill (uncoated)<br />
Wuc She or 01 or or<br />
NOminal Dmmcalnmixd DnmlG~cd Drs*.RGdnoired DnwSdvmbed<br />
Diameter Breaking suenglh Breaking Sam@ BreakingSlrmglh Bm.*lng Sum@<br />
in. mm Ib N Tor. Ib N Tor. lb N Tor. Ib N Tor.<br />
0.055<br />
0.056<br />
0.057<br />
0.058<br />
0.059<br />
0.060<br />
0.061<br />
0.062<br />
0.063<br />
0.064<br />
0.065<br />
0.066<br />
0.067<br />
0.068<br />
0.069<br />
0.070<br />
0.071<br />
0.072<br />
0.073<br />
0.074<br />
0.075<br />
0.076<br />
0.077<br />
0.078<br />
0.079<br />
0.080<br />
0.081<br />
0.082<br />
0.083<br />
0.084<br />
0.085<br />
0.086<br />
0.087<br />
0.088<br />
0.089<br />
0.090<br />
0.091<br />
0.092<br />
0.093<br />
0.094<br />
0.095<br />
0.096<br />
0.097<br />
0.098<br />
0.099<br />
1.40 509<br />
1.42 528<br />
1.45 546<br />
1.47 565<br />
1.50 584<br />
1.52 604<br />
1.55 624<br />
1.57 644<br />
1.60 665<br />
1.63 685<br />
1.65 707<br />
1.68 728<br />
1.70 750<br />
1.73 772<br />
1.73 794<br />
1.78 817<br />
1.80 840<br />
1.83 863<br />
1.85 886<br />
1.88 910<br />
1.91 934<br />
1.93 959<br />
1.96 983<br />
1.98 1,008<br />
2.01 1,034<br />
2.03 1,059<br />
2.06 1,085<br />
2.08 1,111<br />
2.11 1,138<br />
2.13 1,165<br />
2.16 1,192<br />
2.18 1,219<br />
2.21 1,247<br />
2.24 1,275<br />
2.26 1,303<br />
2.29 1,332<br />
2.31 1,360<br />
2.34 1,390<br />
2.36 1,419<br />
2.39 1,449<br />
2.41 1,479<br />
2.44 1,509<br />
2.46 1,539<br />
2.49 1,570<br />
2.51 1,601<br />
2,264<br />
2,349<br />
2,429<br />
2,513<br />
2.598<br />
2,687<br />
2,776<br />
2,865<br />
2,958<br />
3,047<br />
3,145<br />
3,238<br />
3,336<br />
3,434<br />
3,532<br />
3,634<br />
3,736<br />
3,839<br />
3,941<br />
4,048<br />
4,154<br />
4,266<br />
4,372<br />
4,484<br />
4,599<br />
4,710<br />
4,826<br />
4,942<br />
5,062<br />
5,182<br />
3,302<br />
5,422<br />
5,547<br />
5,671<br />
5,796<br />
5,925<br />
6,049<br />
6,183<br />
6,312<br />
6,445<br />
6,579<br />
6,712<br />
6,845<br />
6,983<br />
7.121<br />
45<br />
44<br />
43<br />
43<br />
42<br />
41<br />
40<br />
40<br />
39<br />
38<br />
38<br />
37<br />
37<br />
36<br />
36<br />
35<br />
35<br />
34<br />
34<br />
33<br />
33<br />
32<br />
32<br />
31<br />
31<br />
30<br />
30<br />
30<br />
29<br />
29<br />
29<br />
28<br />
28<br />
28<br />
27<br />
27<br />
27<br />
26<br />
26<br />
26<br />
25<br />
25<br />
25<br />
25<br />
24<br />
586 2,607 41<br />
607 2,700 41<br />
628 2,793 40<br />
650 2,891 39<br />
672 2,989 38<br />
695 3,091 38<br />
718 3,194 37<br />
741 3,296 37<br />
764 3,398 36<br />
788 3,505 35<br />
813 3,616 35<br />
837 3,723 34<br />
862 3,834 34<br />
887 3,945 33<br />
913 4,061 33<br />
939 4,177 32<br />
966 4,297 32<br />
992 4,412 31<br />
1,019 4,533 31<br />
1,047 4,657 30<br />
1,074 4,777 30<br />
1,103 4,906 30<br />
1,131 5,031 29<br />
1,160 5,160 29<br />
1,189 5,289 28<br />
1,218 5,418 28<br />
1,248 5,551 28<br />
1,278 5,685 27<br />
1,309 5,822 27<br />
1,339 5,956 27<br />
1,371 6,098 26<br />
1,402 6,236 26<br />
1,434 6,378 26<br />
1,466 6,521 25<br />
1,499 6,668 25<br />
1,531 6,810 25<br />
1,564 6,957 24<br />
1,598 7,108 24<br />
1,632 7,259 24<br />
1,666 7,410 24<br />
1,700 7,562 23<br />
1,735 7,717 23<br />
1,770 7,873 23<br />
1,806 8,033 23<br />
1,841 8,189 22<br />
644 2,865 38<br />
667 2,967 38<br />
691 3,074 37<br />
715 3,180 36<br />
739 3,287 36<br />
764 3,398 35<br />
789 3,509 35<br />
815 3,625 34<br />
841 3,741 33<br />
867 3,856 33<br />
894 3,977 32<br />
921 4,097 32<br />
948 4,217 31<br />
976 4,341 31<br />
1,004 4,466 30<br />
1,033 4,595 30<br />
1,062 4,724 29<br />
1,091 4,853 29<br />
1,121 4,986 29<br />
1,151 5,120 28<br />
1,182 5,258 28<br />
1,213 5,395 27<br />
1,244 5,533 27<br />
1,276 5,676 27<br />
1,308 5.818 26<br />
1,340 5,960 26<br />
1,373 6,107 26<br />
1,406 6,254 25<br />
1,440 6,405 25<br />
1,473 6,552 25<br />
1,508 6,708 24<br />
1,542 6,859 24<br />
1,577 7,014 24<br />
1,613 7,175 23<br />
1,648 7,330 23<br />
1,684 7,490 23<br />
1,721 7,655 23<br />
1,758 7,820 22<br />
1,795 7,984 22<br />
1,832 8,149 22<br />
1,870 8,318 22<br />
1,909 8,491 21<br />
1,947 8,660 21<br />
1,986 8,834 21<br />
2,026 9,012 21<br />
693 3,082<br />
718 3,194<br />
743 3,305<br />
769 3,421<br />
795 3,536<br />
821 3,652<br />
848 3,772<br />
876 3,896<br />
904 4,021<br />
932 4,146<br />
961 4275<br />
990 4,404<br />
1,019 4,533<br />
1,049 4,666<br />
1,080 4,804<br />
1,111 4,942<br />
1,142 5,080<br />
1,173 5,218<br />
1,205 5,360<br />
1,238 5,507<br />
1,271 5,653<br />
1,304 5,800<br />
1,337 5,947<br />
1,371 6,098<br />
1,406 6,254<br />
1,441 6,410<br />
1,476 6,565<br />
1,511 6,721<br />
1,548 6,886<br />
1,584 7,046<br />
1,621 7,210<br />
1,658 7,375<br />
1,696 7,544<br />
1,734 7,713<br />
1,772 7,882<br />
1,811 8,055<br />
1,850 8,229<br />
1,890 8,407<br />
1,930 8,585<br />
1,970 8,763<br />
2,011 8,945<br />
2,052 9,127<br />
2,093 9,310<br />
2,135 9,496<br />
2,177 9,683<br />
33<br />
33<br />
32<br />
32<br />
31<br />
30<br />
30<br />
29<br />
29<br />
28<br />
28<br />
28<br />
27<br />
27<br />
26<br />
26<br />
26<br />
25<br />
25<br />
24<br />
24<br />
24<br />
23<br />
23<br />
23<br />
22<br />
22<br />
22<br />
22<br />
21<br />
21<br />
21<br />
21<br />
20<br />
20<br />
20<br />
20<br />
19<br />
19<br />
19<br />
19<br />
18<br />
18<br />
18<br />
18
560 Drilling and Well Completions<br />
0.100 2.54<br />
0.101 2.57<br />
0.102 2.59<br />
0.103 2.62<br />
0.104 2.64<br />
0.105 2.67<br />
0.106 2.69<br />
0.107 2.72<br />
0.108 2.74<br />
0.109 2.77<br />
0.110 2.79<br />
0.111 2.82<br />
0.112 2.84<br />
0.113 2.87<br />
0.114 2.90<br />
0.115 2.92<br />
0.116 2.95<br />
0.117 2.97<br />
0.118 3.00<br />
0.119 3.02<br />
0.120 3.05<br />
0.121 3.07<br />
0.122 3.10<br />
0.123 3.12<br />
0.124 3.15<br />
0.125 3.18<br />
0.126 3.20<br />
0.127 3.23<br />
0.128 3.25<br />
0.129 3.28<br />
0.130 3.30<br />
0.131 3.33<br />
0.132 3.35<br />
0.133 3.38<br />
0.134 3.40<br />
0.135 3.43<br />
0.136 3.45<br />
0.137 3.48<br />
0.138 3.51<br />
0.139 3.53<br />
0.140 3.56<br />
0.141 3.58<br />
0.142 3.61<br />
0.143 3.63<br />
0.144 3.66<br />
1,633 7,264 24<br />
1,664 7,401 24<br />
1,696 7,744 24<br />
1,728 7,686 23<br />
1,761 7,833 23<br />
1,794 7,980 23<br />
1,827 8,126 23<br />
1,860 8,273 22<br />
1,894 8,425 22<br />
1,928 8,576 22<br />
1,962 8,727 22<br />
1,996 8,878 22<br />
2,031 9,034 21<br />
2,066 9,190 21<br />
2,101 9,345 21<br />
2,137 9,505 21<br />
2,172 9,661 21<br />
2,209 9,826 20<br />
2,245 9,986 20<br />
2,281 10,146 20<br />
2,318 10,310 20<br />
2.355 10.475 20<br />
2,393 10,644 19<br />
2,431 10,813 19<br />
2,468 10,978 19<br />
2,507 11,151 19<br />
2,545 11,320 19<br />
2,584 11,494 19<br />
2.623 11,667 18<br />
2,662 11,841 18<br />
2,702 12,018 18<br />
2,741 12,192 18<br />
2,781 12,370 18<br />
2,822 12,552 18<br />
2,862 12,730 18<br />
2,903 12,913 17<br />
2,944 13,095 17<br />
2,986 13,282 17<br />
3,027 13,464 17<br />
3,069 13,651 17<br />
3,111 13,838 17<br />
3,153 14,025 17<br />
3,196 14,216 17<br />
3.239 14.407 16<br />
1,877 8,349 22<br />
1,914 8,513 22<br />
1,951 8,678 22<br />
1,988 8,843 21<br />
2,025 9,007 21<br />
2,063 9,176 21<br />
2,101 9,345 21<br />
2,139 9,514 21<br />
2,178 9,688 20<br />
2,217 9,861 20<br />
2,256 10,035 20<br />
2,296 10,213 20<br />
2,336 10,391 20<br />
2.376 10,568 19<br />
2,416 10,746 19<br />
2,457 10,929 19<br />
2,498 11,111 19<br />
2,540 11,298 19<br />
2,582 11,485 18<br />
2,624 11,672 18<br />
2,666 11,858 18<br />
2,709 12,050 18<br />
2,752 12,241 18<br />
2,795 12,432 18<br />
2,839 12,628 18<br />
2,883 12,824 17<br />
2,927 13,019 17<br />
2,971 13,215 17<br />
3,016 13,415 17<br />
3,061 13,615 17<br />
3,107 13,820 17<br />
3,153 14,025 17<br />
3,199 14,229 16<br />
3,245 14,434 16<br />
3,292 14,643 16<br />
3,339 14,852 16<br />
3,386 15,061 16<br />
3,433 15,270 16<br />
3,481 15,483 16<br />
3,529 15,697 15<br />
3,578 15,915 15<br />
3,626 16,128 15<br />
3,675 16,346 15<br />
5.725 16.569 15<br />
3;282 14;598 16 3;774 16,787 15<br />
2,065 9,185 20<br />
2,105 9,363 20<br />
2,146 9.545 20<br />
2,186 9,723 20<br />
2,228 9,910 20<br />
2,269 10,093 19<br />
2,311 10,279 19<br />
2,353 10,466 19<br />
2,396 10,657 19<br />
2,438 10,844 19<br />
2,482 11,040 18<br />
2,525 11,231 18<br />
2,569 11,427 18<br />
2,613 11,623 18<br />
2,658 11,823 18<br />
2,703 12,023 18<br />
2,748 12,223 17<br />
2,794 12,428 17<br />
2,840 12,632 17<br />
2,886 12,837 17<br />
2,933 13,046 17<br />
2,980 13,255 17<br />
3,027 13,464 17<br />
3,075 13,678 16<br />
3,123 13,891 16<br />
3,171 14,105 16<br />
3,220 14,323 16<br />
3,269 14,541 16<br />
3,318 14,758 16<br />
3,368 14,981 16<br />
3,418 15,203 15<br />
3,468 15,426 15<br />
3,519 15,653 15<br />
3,570 15,879 15<br />
3,621 16,106 15<br />
3,672 16,333 15<br />
3,724 16,564 15<br />
3,777 16,800 15<br />
3,829 17,031 14<br />
3,882 17,267 14<br />
3,935 17,503 14<br />
3,989 17,743 14<br />
4,043 17,983 14<br />
4.097 18,223 14<br />
4,152 18,468 14<br />
2,220 9,875<br />
2,263 10,066<br />
2,307 10,262<br />
2,350 10,453<br />
2,395 10,655<br />
2,439 10,849<br />
2,484 11,049<br />
2,529 11,249<br />
2,575 11,454<br />
2,621 11,658<br />
2,668 11,867<br />
2,715 12,076<br />
2,762 12,285<br />
2,809 12,494<br />
2,857 12,708<br />
2,906 12,926<br />
2,954 13,139<br />
3,003 13,357<br />
3,053 13,580<br />
3,102 13,798<br />
3,153 14,025<br />
3,203 14,247<br />
3,254 14,474<br />
3,305 14,701<br />
3,357 14,932<br />
3,409 15,163<br />
3,461 15,395<br />
3,514 15,630<br />
3,567 15,866<br />
3,620 16,102<br />
3,674 16,342<br />
3,728 16,582<br />
3,782 16,822<br />
3,837 17,067<br />
3,892 17.312<br />
3,948 17,561<br />
4,004 17,810<br />
4,060 18,059<br />
4,117 18,312<br />
4,173 18,562<br />
4,231 18,819<br />
4,288 19,075<br />
4,346 19,331<br />
4,404 19,589<br />
4,463 19,851<br />
18<br />
18<br />
17<br />
17<br />
17<br />
17<br />
17<br />
16<br />
16<br />
16<br />
16<br />
16<br />
16<br />
15<br />
15<br />
15<br />
15<br />
15<br />
15<br />
15<br />
14<br />
14<br />
14<br />
14<br />
14<br />
14<br />
14<br />
14<br />
13<br />
13<br />
13<br />
13<br />
13<br />
13<br />
13<br />
13<br />
13<br />
13<br />
12<br />
12<br />
12<br />
12<br />
12<br />
12<br />
12
Hoisting System 561<br />
0.145 3.68 3,325 14,790<br />
0.146 3.71 3,369 14,985<br />
0.147 3.73 3,413 15,181<br />
0.148 3.76 3,457 15,377<br />
0.149 3.78 3,501 15,572<br />
0.150 3.81 3,546 15.773<br />
0.151 3.84 3,591 15,973<br />
0.152 3.86 3,636 16,173<br />
0.153 3.89 3,681 16,373<br />
0.154 3.91 3.727 16,578<br />
0.155 3.94 3,773 16,782<br />
0.156 3.96 3,819 16,987<br />
0.157 3.99 3,865 17,192<br />
0.158 4.01 3,912 17,401<br />
0.159 4.04 3,958 17,605<br />
0.160 4.06 4,005 17,814<br />
0.161 4.09 4,053 18,028<br />
0.162 4.11 4,100 18.237<br />
0.163 4.14 4,148 18,450<br />
0.164 4.17 4,196 18,664<br />
0.165 4.19 4,244 18,877<br />
0.166 4.22 4,293 19,095<br />
0.167 4.24 4,341 19,309<br />
0.168 4.27 4,390 19,527<br />
0.169 4.29 4.440 19,749<br />
0.170 4.32 4,489 19,967<br />
0.171 4.34 4,539 20,189<br />
0.172 4.37 4,589 20,413<br />
0.173 4.39 4,639 20,634<br />
0.174 4.42 4,689 20,857<br />
0.175 4.45 4,740 21,064<br />
0.176 4.47 4,790 21,306<br />
0.177 4.50 4,841 21,533<br />
0.178 4.52 4.893 21.764<br />
0.179 4.55 4.944 21,991<br />
0.180 4.57 4.996 22,222<br />
0.181 4.60 5,048 22,454<br />
0.182 4.62 5,100 22,685<br />
0,183 4.65 5,152 22,916<br />
0.184 4.67 5,205 23,152<br />
0.185 4.70 5,258 23,388<br />
0.186 4.72 5,311 23,623<br />
0.187 4.75 5.364 23,859<br />
0.188 4.78 5,418 24.099<br />
0.189 4.80 5,472 24.339<br />
16<br />
16<br />
16<br />
16<br />
16<br />
16<br />
15<br />
15<br />
15<br />
15<br />
15<br />
15<br />
15<br />
15<br />
15<br />
14<br />
14<br />
14<br />
14<br />
14<br />
14<br />
14<br />
14<br />
14<br />
14<br />
14<br />
13<br />
13<br />
13<br />
13<br />
13<br />
13<br />
13<br />
13<br />
13<br />
13<br />
13<br />
13<br />
12<br />
12<br />
12<br />
12<br />
12<br />
12<br />
12<br />
3,824 17,009 15<br />
3,874 17,232 15<br />
3,925 17,458 15<br />
3,975 17,681 14<br />
4,026 17,908 14<br />
4,078 18,139 14<br />
4,129 18,366 14<br />
4,181 18,597 14<br />
4,233 18,828 14<br />
4,286 19,064 14<br />
4,338 19,295 14<br />
4,391 19,531 14<br />
4,445 19,771 14<br />
4,498 20,007 13<br />
4,552 20,247 13<br />
4,606 20,487 13<br />
4,661 20,732 13<br />
4,715 20,972 13<br />
4,770 21,217 13<br />
4,825 21,462 13<br />
4,881 21,711 13<br />
4,937 21,960 13<br />
4,993 22,209 13<br />
5,049 22,458 13<br />
5,105 22,707 12<br />
5,162 22,961 12<br />
5,219 23,214 12<br />
5,277 23,472 12<br />
5,334 23,726 12<br />
5,392 23,984 12<br />
5,450 24,242 12<br />
5,509 24,504 12<br />
5,568 24,766 12<br />
5,627 25,029 12<br />
5,686 25,291 12<br />
5,745 25.554 12<br />
5,805 25,821 12<br />
5,865 26,088 11<br />
5,925 26,354 11<br />
5,986 26,626 11<br />
6,047 26,897 11<br />
6,108 27,168 11<br />
6,169 27,440 11<br />
6,230 27.711 11<br />
6,292 27,987 11<br />
4,207 18,713 14<br />
4,262 18,957 14<br />
4,317 19,202 13<br />
4,373 19,451 13<br />
4,429 19,700 13<br />
4,486 19,954 13<br />
4,542 20.203 13<br />
4,599 20.456 13<br />
4,657 20.714 13<br />
4,714 20,968 13<br />
4,772 21,226 13<br />
4,831 21,488 13<br />
4,899 21,746 13<br />
4,948 22,099 12<br />
5,007 22.271 12<br />
5,067 22.538 12<br />
5,127 22.805 12<br />
5,187 23,072 12<br />
5,247 23.339 12<br />
5,308 23,610 12<br />
5,369 23,881 12<br />
5,430 24,153 12<br />
5,492 24,428 12<br />
5,554 24,704 12<br />
5,616 24,980 12<br />
5,679 25,260 11<br />
5.741 25,536 11<br />
5,804 25,816 11<br />
5,868 26,101 11<br />
5,932 26,396 11<br />
5,996 26,670 11<br />
6,060 26,955 11<br />
6,124 27.240 11<br />
6,189 27,529 11<br />
6,254 27,818 11<br />
6,320 28,111 11<br />
6,386 28,405 11<br />
6,452 28,698 11<br />
6,518 28,992 11<br />
6,584 29,286 10<br />
6.651 29.584 10<br />
6;718 29;882 10<br />
6,786 30,184 10<br />
6.854 30.487 10<br />
4,522 20,114<br />
4,581 20,376<br />
4,641 20,643<br />
4,701 20,910<br />
4,761 21,177<br />
4,822 21,448<br />
4,883 21.720<br />
4,944 21,991<br />
5,006 22,267<br />
5,068 22,542<br />
5,130 22,818<br />
5,193 23,098<br />
5,256 23,379<br />
5,319 23,659<br />
5,383 23,944<br />
5,447 24,228<br />
5,511 24.513<br />
5,576 24.802<br />
5,641 25,091<br />
5,706 25,380<br />
5,772 25,674<br />
5,838 25,967<br />
5,904 26,261<br />
5,970 26,555<br />
6,037 26,853<br />
6,104 27,151<br />
6,172 27,453<br />
6.240 27,756<br />
6,308 28,058<br />
6,376 28,360<br />
6,514 28,974<br />
6,514 28,974<br />
6,584 29,286<br />
6.653 29,593<br />
6,723 29,904<br />
6,794 30.220<br />
6,864 30,531<br />
6,935 30,847<br />
7,007 31,167<br />
7,078 31,483<br />
7,150 31,803<br />
7,222 32,123<br />
7.295 32.448<br />
7368 321773<br />
6:921 30:785 10 7,441 33,098<br />
12<br />
12<br />
12<br />
11<br />
11<br />
11<br />
11<br />
11<br />
11<br />
11<br />
11<br />
11<br />
11<br />
11<br />
11<br />
10<br />
10<br />
10<br />
10<br />
10<br />
10<br />
10<br />
10<br />
10<br />
10<br />
10<br />
10<br />
10<br />
10<br />
10<br />
9<br />
9<br />
9<br />
9<br />
9<br />
9<br />
9<br />
9<br />
9<br />
9<br />
9<br />
9<br />
9<br />
9<br />
9
562 Drilling and Well Completions<br />
0.190 4.83<br />
0.191 4.85<br />
0.192 4.88<br />
0.193 4.90<br />
0.194 4.93<br />
0.195 4.95<br />
0.196 4.98<br />
0.197 5.00<br />
0.198 5.03<br />
0,199 5.05<br />
0.200 5.08<br />
0.201 5.11<br />
0.202 5.13<br />
0.203 5.16<br />
0.204 5.18<br />
0.205 5.21<br />
0.206 5.23<br />
0.207 5.26<br />
0.208 5.28<br />
0.209 5.31<br />
0.210 5.33<br />
0.211 5.36<br />
0.212 5.38<br />
0.213 5.41<br />
0.214 5.44<br />
0.215 5.46<br />
0.216 5.49<br />
0.217 5.51<br />
0.218 5.54<br />
0.219 5.56<br />
0.220 5.59<br />
0.221 5.61<br />
0.222 5.64<br />
0.223 5.66<br />
0.224 5.69<br />
0.225 5.72<br />
0.226 5.74<br />
0.227 5.77<br />
0.228 5.79<br />
0.229 5.82<br />
5,525 24,575<br />
5,580 24,820<br />
5,634 2,5060<br />
5,689 25,305<br />
5,744 25,549<br />
5,799 25,794<br />
5,854 26,039<br />
5,909 26,283<br />
5,965 26,532<br />
6,021 26,781<br />
6,077 27,030<br />
6,133 27,280<br />
6,190 27,533<br />
6,247 27,787<br />
6.304 28,040<br />
6,361 28,294<br />
6,418 28,547<br />
6,476 28,805<br />
6,534 29,063<br />
6,592 29,321<br />
6,650 29,579<br />
6,708 29,837<br />
6,767 30,100<br />
6,826 30,362<br />
6,885 30,624<br />
6,944 30,887<br />
7,004 31,154<br />
7,063 31,416<br />
7,123 31,683<br />
7,183 31,950<br />
7,244 32,221<br />
7,304 32,488<br />
7,365 32,760<br />
7,426 33,031<br />
7,487 33,302<br />
7,548 33,574<br />
7,609 33,845<br />
7,671 34,121<br />
7,733 34,396<br />
12<br />
12<br />
12<br />
12<br />
12<br />
12<br />
12<br />
11<br />
11<br />
11<br />
11<br />
11<br />
11<br />
11<br />
11<br />
11<br />
11<br />
11<br />
11<br />
11<br />
11<br />
11<br />
11<br />
11<br />
in<br />
10<br />
10<br />
10<br />
10<br />
10<br />
10<br />
10<br />
10<br />
10<br />
10<br />
10<br />
10<br />
10<br />
10<br />
6,354 28,263<br />
6,417 28,543<br />
6,469 28,819<br />
6,542 29,099<br />
6,605 29,379<br />
6,668 29,659<br />
6,732 29,944<br />
6,796 30,229<br />
6,860 30,513<br />
6,924 30,798<br />
6,989 31,087<br />
7.053 31,372<br />
7,118 31,661<br />
7,184 31,954<br />
7,249 32,244<br />
7,315 32,537<br />
7,381 32,831<br />
7,447 33,124<br />
7,514 33,422<br />
7,581 33,720<br />
7,648 34.018<br />
7,715 34,316<br />
7,782 34,614<br />
7,850 34,917<br />
7.918 35,219<br />
7,986 35,522<br />
8,054 35,824<br />
8,123 36,131<br />
8,192 36,438<br />
8,261 36,745<br />
8,330 37,052<br />
8,400 37,363<br />
8,469 37,670<br />
8,539 37,981<br />
8,610 38,297<br />
8,680 38,609<br />
8,751 38,924<br />
8,822 39,240<br />
8,893 39,556<br />
7,795 34,672 10 8,964 39,872<br />
11<br />
11<br />
11<br />
11<br />
11<br />
11<br />
11<br />
10<br />
10<br />
10<br />
10<br />
10<br />
10<br />
10<br />
10<br />
10<br />
10<br />
10<br />
10<br />
in<br />
10<br />
10<br />
10<br />
10<br />
10<br />
9<br />
9<br />
9<br />
9<br />
9<br />
9<br />
9<br />
9<br />
9<br />
9<br />
9<br />
9<br />
9<br />
9<br />
9<br />
6,990 31,092<br />
7,058 31,394<br />
7,127 31,701<br />
7,196 32,008<br />
7,266 32,319<br />
7,335 32,626<br />
7,405 32,937<br />
7,475 33,249<br />
7,536 33,365<br />
7,617 33,880<br />
7,688 34,196<br />
7,759 34,512<br />
7,830 34,828<br />
7,902 35,148<br />
7,974 35,468<br />
8,047 35,793<br />
8,119 36,113<br />
8,192 36,438<br />
8,265 36,763<br />
8,339 37,092<br />
8,412 37,417<br />
8,486 37,746<br />
8.560 38,075<br />
8.635 38,408<br />
8,710 38,742<br />
8,784 39,071<br />
8,860 39,409<br />
8,935 39,743<br />
9,011 40,081<br />
9,087 40,419<br />
9,163 40,757<br />
9,240 41,100<br />
9,316 41,438<br />
9,393 41,780<br />
9,471 42,127<br />
9,548 42,470<br />
9,626 42,816<br />
9,704 43,163<br />
9,782 43,510<br />
9,861 43,862<br />
10<br />
10<br />
10<br />
10<br />
10<br />
10<br />
10<br />
10<br />
10<br />
10<br />
9<br />
9<br />
9<br />
9<br />
9<br />
9<br />
9<br />
9<br />
9<br />
9<br />
9<br />
9<br />
9<br />
9<br />
9<br />
9<br />
9<br />
9<br />
9<br />
9<br />
8<br />
8<br />
8<br />
8<br />
8<br />
8<br />
8<br />
8<br />
8<br />
7,514 33,422<br />
7,588 33,751<br />
7,662 34,081<br />
7,736 34,410<br />
7,810 34,739<br />
7,885 35,072<br />
7,961 35,411<br />
8,036 35,744<br />
8,112 36,082<br />
8,188 36,420<br />
8,264 36,758<br />
8,341 37,101<br />
8,418 37,443<br />
8,495 37,786<br />
8,572 38,128<br />
8,650 38,475<br />
8,728 38,822<br />
8,806 39,169<br />
8,885 39,520<br />
8,964 39,872<br />
9,043 40,223<br />
9,123 40,579<br />
9,202 40,930<br />
9,282 41,286<br />
9,363 41,647<br />
9.443 42,002<br />
9.524 42,363<br />
9,605 42,723<br />
9,687 43,088<br />
9,768 43,448<br />
9,850 43,813<br />
9,933 44,182<br />
10,015 44,547<br />
10,098 44,916<br />
10,181 45,285<br />
10,264 45,654<br />
10,348 46,028<br />
10,432 46,402<br />
10,516 46,775<br />
8 10,600 47,149<br />
9<br />
9<br />
8<br />
8<br />
8<br />
8<br />
8<br />
8<br />
8<br />
8<br />
8<br />
8<br />
8<br />
8<br />
8<br />
8<br />
8<br />
8<br />
8<br />
8<br />
8<br />
8<br />
8<br />
8<br />
7<br />
7<br />
7<br />
7<br />
7<br />
7<br />
7<br />
7<br />
7<br />
7<br />
7<br />
7<br />
7<br />
7<br />
7<br />
7
Hoisting System 563<br />
0.230<br />
0.231<br />
0.232<br />
0.233<br />
0.234<br />
0.235<br />
0.236<br />
0.237<br />
0.238<br />
0.239<br />
0.240<br />
0.241<br />
0.242<br />
0.243<br />
0.244<br />
0.245<br />
0.246<br />
0.247<br />
0.248<br />
0.249<br />
0.250<br />
5.84<br />
5.87<br />
5.89<br />
5.92<br />
5.94<br />
5.97<br />
5.99<br />
6.02<br />
6.05<br />
6.07<br />
6.10<br />
6.12<br />
6.15<br />
6.17<br />
6.20<br />
6.22<br />
6.25<br />
6.27<br />
6.30<br />
6.32<br />
6.55<br />
7,857 34,948<br />
7.920 35,228<br />
7,982 35,504<br />
8,045 35,784<br />
8,108 36,064<br />
8,171 36,345<br />
8,235 36,629<br />
8,298 36,910<br />
8,362 37,194<br />
8,426 37,479<br />
8,490 37,764<br />
8,554 38.048<br />
8,619 38,337<br />
8,683 38,622<br />
8,748 38,911<br />
8,813 39,200<br />
8,879 39,494<br />
8,944 39,783<br />
9.010 40,076<br />
9,075 40,366<br />
9,141 40,659<br />
10 9,036 40,192<br />
10 9,107 40,508<br />
10 9,179 40,828<br />
9 9,252 41,153<br />
9 9,324 41,473<br />
9 9,397 41,798<br />
9 9,470 42,123<br />
9 9,543 42,447<br />
9 9,616 42,772<br />
9 9,690 43,101<br />
9 9,763 43,426<br />
9 9,837 43,755<br />
9 9,912 44,089<br />
9 9,986 44,418<br />
9 10,061 44,751<br />
9 10,135 45,060<br />
9 10,210 45,414<br />
9 10,286 45,752<br />
9 10,361 46,086<br />
9 10,437 46,424<br />
9 10,512 46,757<br />
9<br />
9<br />
9<br />
9<br />
9<br />
9<br />
8<br />
8<br />
8<br />
8<br />
8<br />
8<br />
8<br />
8<br />
8<br />
8<br />
8<br />
8<br />
8<br />
8<br />
8<br />
9,939 44,209<br />
10,018 44,560<br />
10,097 44,911<br />
10,177 45,267<br />
10,257 45,623<br />
10,336 45,975<br />
10,417 46,335<br />
10,497 46,691<br />
10,578 47,051<br />
10,659 47,411<br />
10,740 47,772<br />
10,821 48,132<br />
10,903 48,497<br />
10,984 48,857<br />
11,067 49,226<br />
11,149 49,591<br />
11,231 49,955<br />
11,314 50,325<br />
11,397 50,694<br />
11,480 51,063<br />
11,564 51,437<br />
8 10,685 47,527<br />
8 10,770 47,905<br />
8 10,855 48,283<br />
8 10,940 48,661<br />
8 11,026 49,044<br />
8 11,112 49,426<br />
8 11.198 49,809<br />
8 11,284 50,191<br />
8 11,371 50,578<br />
8 11.458 50,965<br />
8 11,545 51,352<br />
8 11,633 51,744<br />
8 11,720 52,131<br />
8 11,807 52,522<br />
8 11,897 52,918<br />
7 11,985 53,309<br />
7 12,074 53,705<br />
7 12.163 54,101<br />
7 12,252 54,497<br />
7 12.341 54,893<br />
7 12,431 55,293<br />
7<br />
7<br />
7<br />
7<br />
7<br />
7<br />
..<br />
7<br />
7<br />
7<br />
6<br />
6<br />
6<br />
6<br />
6<br />
6<br />
6<br />
6<br />
6<br />
6<br />
6<br />
(text continued from page 544)<br />
Galvanized Wire Rope. Galvanized wire rope shall be made of wire having a<br />
tightly adherent, uniform and continuous coating of zinc applied after final cold<br />
drawing, by the electrodeposition process or by the hot-galvanizing process. The<br />
minimum weight of zinc coating shall be as specified in Table 4-11.<br />
Drawn-Galvanized Wire Rope. Drawn-galvanized wire rope shall be made of<br />
wire having a tightly adherent, uniform, and continuous coating of zinc applied<br />
at an intermediate stage of the wire drawing operation, by the electrodeposition<br />
process or by the hot-galvanizing process. The minimum weight of zinc coating<br />
shall be as specified in Table 4-12.<br />
Properties and Tests for Wire and Wire Rope<br />
Selection of Test Specimens. For the test of individual wires and of rope, a<br />
10-ft (3.05-m) section shall be cut from a finished piece of unused and undamaged
564 Drilling and Well Completions<br />
Table 4-11<br />
Weiaht of Zinc Coatina for Galvanized Row Wire 1121<br />
(1) (2) (3) (4)<br />
Minimum Weight<br />
DiamterOfWirt<br />
of Zinc Coating<br />
in. mm dft2 ktw<br />
0.028 to 0.047 0.71 to 1.19 0.20 0.06<br />
0.048 to 0.054 1.22 to 1.37 0.40 0.12<br />
0.055 to 0.063 1.4oto 1.60 0.50 0.15<br />
0.064 to 0.079 1.63 to 201 0.60 0.18<br />
0.080 to 0.092 203 to 2.34 0.70 0.21<br />
0.093 and larga 2.36 and 1- 0.80 0.24<br />
Table 4-12<br />
Weight of Zinc Coating for<br />
Drawn-Galvanized Rope Wire [12]<br />
(1) (2) (3) (4)<br />
Diameter of wm<br />
Minimum Weight<br />
of zinc coaling<br />
in. mm ozJft2 kl@<br />
0.018 to 0.028 0.46 to 0.71 0.10 0.03<br />
0.029 to 0.060 0.74 to 1.52 0.20 0.06<br />
0.061 to 0.090 1.55 to 2.29 0.30 0.09<br />
0.091 too.140 2.31 to 3.56 0.40 0.12<br />
wire rope; such sample must be new or in an unused condition. The total wire<br />
number to be tested shall be equal to the number of wires in any one strand,<br />
and the wires shall be selected from all strands of the rope. The specimens shall<br />
be selected from all locations or positions so that they would constitute a<br />
compIete composite strand exactly similar to a regular strand in the rope. The<br />
specimen for all "like-positioned" (wires symmetrically placed in a strand) wires<br />
to be selected so as to use as nearly as possible an equal number from each strand.<br />
Any unsymmetrically placed wires, or marker wires, are to be disregarded<br />
entirely. Center wires are subject to the same stipulations that apply to symmetrical<br />
wires.<br />
Selection and testing of wire prior to rope fabrication will be adequate to ensure<br />
the after-fabrication wire rope breaking strength and wire requirements can be met.<br />
Prior to fabrication, wire tests should meet the requirements of Table 410.<br />
Conduct of Tests. The test results of each test on any one specimen should<br />
be associated and may be studied separately from other specimens.<br />
If, when making any individual wire test on any wire, the first specimen fails,<br />
not more than two additional specimens from the same wire shall be tested.<br />
The average of any two tests showing failure or acceptance shall be used as the<br />
value to represent the wire. The test for the rope may be terminated at any time<br />
sufficient failures have occurred to be the cause for rejection.
Hoisting System 565<br />
The purchaser may at his or her expense test all of the wires if the results of<br />
the selected tests indicate that further checking is warranted.<br />
Tensile Requirements of Individual Wire. Specimens shall not be less than<br />
18 in. (457 mm) long, and the distance between the grips of the testing machine<br />
shall not be less than 12 in. (305 mm). The speed of the movable head of the<br />
testing machine, under no load, shall not exceed 1 in./min (0.4 mm/s). Any<br />
specimen breaking within -$ in. (6.35 mm) from the jaws shall be disregarded<br />
and a retest made.<br />
Note: The diameter of wire can more easily and accurately be determined by placing<br />
the wire specimen in the test machine and applying a load not over 25% of<br />
the breaking strength of the wire.<br />
The breaking strength of either bright (uncoated) or drawn-galvanized wires<br />
of the various grades shall meet the values shown in Table 4-9 or Table 4-10<br />
for the size wire being tested. Wire tested after rope fabrication allows one wire<br />
in 6x7 classification, or three wires in 6x19 and 8x19 classifications and 18x7<br />
and 19x7 constructions, or six wires in 6x37 classification or nine wires in 6x61<br />
classification, or twelve wires in 6x91 classification wire rope to fall below, but<br />
not more than 10% below, the tabular value for individual minimum. If, when<br />
making the specified test, any wires fall below, but not more than 10% below,<br />
the individual minimum, additional wires from the same rope shall be tested<br />
until there is cause for rejection or until all of the wires in the rope have been<br />
tested. Tests of individual wires in galvanized wire rope and of individual wires<br />
in strand cores and in independent wire rope cores are not required.<br />
Torsional Requirements of Individual Wire. The distance between the jaws<br />
of the testing machine shall be 8 in. f in. (203 mm k 1 mm). For small<br />
diameter wires, where the number of turns to cause failure is large, and in order<br />
to save testing time, the distance between the jaws of the testing machine may<br />
be less than 8 in. (203 mm). One end of the wire is to be rotated with respect<br />
to the other end at a uniform speed not to exceed sixty 360" (6.28 rad) twists<br />
per minute, until breakage occurs. The machine must be equipped with an<br />
automatic counter to record the number of twists causing breakage. One jaw<br />
shall be fixed axially and the other jaw movable axially and arranged for applying<br />
tension weights to wire under test. Tests in which breakage occurs within .fi in.<br />
(3.18 mm) of the jaw shall be discarded.<br />
In the torsion test, the wires tested must meet the values for the respective<br />
grades and sizes as covered by Table 4-12 or Table 4-13. In wire tested after<br />
rope fabrication, it will be permissible for two wires in 6x7 classification or five<br />
wires in 6x19 and 8x19 classifications and 18x7 and 19x7 constructions or ten wires<br />
in 6x37 classification or fifteen wires in 6x61 classification, or twenty wires in<br />
6x91 classification rope to fall below, but not more than 30% below, the specified<br />
minimum number of twists for the individual wire being tested.<br />
During the torsion test, tension weights as shown in Table 4-13 shall be<br />
applied to the wire tested.<br />
The minimum torsions for individual bright (uncoated) or drawn-galvanized<br />
wire of the grades and sizes shown in Columns 7, 12, and 17 of Tables 4-9 and<br />
410 shall be the number of 360' (6.28 rad) twists in an &in. (203 mm) length<br />
that the wire must withstand before breakage occurs. Torsion tests of individual<br />
wires in galvanized wire rope and of individual wires in strand cores and<br />
independent wire rope cores are not required.<br />
When the distance between the jaws of the testing machine is less than 8 in.<br />
(203 mm), the minimum torsions shall be reduced in direct proportion to the<br />
change in jaw spacing, or determined by
566 Drilling and Well Completions<br />
Table 4-13<br />
Applied Tension for Torsional Tests [12]<br />
(1) (2) (3) (4)<br />
Win Size<br />
Minimum<br />
Nominal Diameter<br />
Applied Tension*<br />
(in) (mm) Ob) (N)<br />
0.011 to 0.016 0.28 to 0.42 1 4<br />
0.017 to 0.020 0.43 to 0.52 2 9<br />
0.021 to 0.030 053 to 0.77 4 18<br />
0.031 to 0.040 0.78 to 1.02 6 27<br />
8 36<br />
0.041 to 0.050 1.03 to 1.28<br />
0.051 to 0.060 1.29to 1.53 9 40<br />
0.061 to 0.070 1.54 to 1.79<br />
0.071 to 0.080 1.80 to 2.04<br />
I1<br />
13<br />
49<br />
58<br />
0.081 to 0.090 2.05 to 2.30 16 71<br />
0.091 to 0.100 to 231 2.55 19 85<br />
0.101 to 0.1 10 256 to 2.80 21 93<br />
0.1 1 I to0.120 2.81 to 3.06 23 IO2<br />
0.121 too.130 3.07 to 3.3 1 25 111<br />
'Weights shall not exceed twice the minimums listed.<br />
(4-22)<br />
where TS = minimum torsions for short wire<br />
T, = minimum torsions for 8-in. (203-mm) length as given in Table 4-9<br />
for size and grade of wire<br />
Ls = distance between testing-machine jaws for short wire in in. (mm)<br />
LL = 8 in. (203 mm)<br />
Breaking Strength Requlrements for Wire Rope. The nominal strength of the<br />
various grades of finished wire rope with fiber core shall be as specified in Tables<br />
414, 415, and 416. The nominal strength of the various grades of wire rope having<br />
a strand core or an independent wire-rope core shall be as specified in Tables 4-17<br />
through 4-22. The nominal strength of the various types of flattened strand wire<br />
rope shall be specified in Table 4-23. The nominal strength of the various grades<br />
of drawn-galvanized wire rope shall be specified in Tables 4-14 through 423.<br />
When testing finished wire-rope tensile test specimens to their breaking<br />
strength, suitable sockets shall be attached by the correct method. The length<br />
of test specimen shall not be less than 3 ft (0.91 m) between sockets for wire<br />
ropes up to 1-in. (25.4 mm) diameter and not less than 5 ft (1.52 m) between<br />
sockets for wire ropes 1 Q-in. (28.6 mm) to 3-in. (77 mm) diameter. On wire ropes<br />
larger than 3 in. (77 mm), the clear length of the test specimen shall be at least<br />
20 times the rope diameter. The test shall be valid if failure occurs 2 in. (50.8<br />
mm) from the sockets or holding mechanism.<br />
Due to the variables in sample preparation and testing procedures, it is<br />
difficult to determine the true strength. Thus, the actual breaking strength<br />
during test shall be at least 97.5% of the nominal strength as shown in the<br />
applicable table. If the first specimen fails at a value below the 97.5% nominal<br />
strength value, a second test shall be made, and if the second test meets the<br />
strength requirements, the wire rope shall be accepted.
Table 4-14<br />
Classification Wire Rope, Bright (Uncoated)<br />
or Drawn-Galvanized Wire, Fiber Core [12]<br />
Hoisting System 567<br />
(1) (2) (3) (41 (5) (6) (7) (8) (9) (10)<br />
Nomid Strrnath<br />
NOminal Appmx. Plow Steel<br />
lmproved Plow Steel<br />
Diameter<br />
MS.5<br />
M&c<br />
in. mm 1Wf1 kglm Ib kN Tonncs<br />
3h 9.5 0.21 0.31 lO.00 45.4 4.63<br />
'16 11.5 0.29 0.43 13,800 61.4 6.26<br />
'h 13 0.38 0.57 17,920 79.7 8.13<br />
9/16 14.5 0.48 0.71 22,600 101 10.3<br />
518 16 0.59 0.88 27,800 124 12.6<br />
'14 19 0.84 1.2~ 39,600 176 18.0<br />
7im 22 1.15 1.71 53.400 238 24.2<br />
1 26 1.50 2.23 69.000 307 31.3<br />
Mcaic<br />
Ib kN Tonnes<br />
I I.720<br />
15,860<br />
2o.m<br />
26,000<br />
31,800<br />
~,400<br />
61,400<br />
79.400<br />
52.1<br />
705<br />
91.6<br />
116<br />
141<br />
202<br />
273<br />
353<br />
5.32<br />
7.20<br />
9.35<br />
11.8<br />
14.4<br />
20.6<br />
27.9<br />
36.0<br />
Table 4-15<br />
6W9 and 6W7 Classification Wire Rope, Bright (Uncoated)<br />
or Drawn-Galvanized Wire, Fiber Core [12]<br />
(1) (2) (3) (4) (5) (6) (7) (8) (9) (IO) (11) (12) (13)<br />
Nomid Sm@<br />
Nalid ALP=. Rov.sld 1- uw s%xl &In Impmsd Rov steel<br />
Diar*.<br />
Mar<br />
Meoif Meoif M&C<br />
in. nun lWA kgh Ib kN M Ib kN Tama Ib W To~m<br />
'11 13 0.42 0.63 18,700 83.2 8.48 21,400 95.2 9.71 23.600 105 10.7<br />
9/16 14.5 0.53 0.79 23,600 IO6 10.7 27.000 I20 12.2 29,800 132 13.5<br />
Vn 16 0.66 0.98 ~%m, 129 13.2 33.400 149 15.1 36.600 ILV 16.6<br />
'14 19 0.95 1.41 41.400 184 18.8 47.600 212 21.6 52.400 233 23.8<br />
'11 22 1.29 1.92 56.000 249 25.4 64.400 286 29.2 70.800 315 32.1<br />
I 26 1.68 2.50 72800 324 33.0 83.600 372 37.9 92.000 409 41.7<br />
1% 29 2.13 3.17 91.400 407 41.5 IO5.200 46S 47.7 ll5,WO 514 52.4<br />
1'14 32 2.63 3.91 112.400 500 51.0 129.240 575 58.5 142.203 632 64.5<br />
1% 35 3.18 4.73 155.400 691 70.5 I7l.~ 760 77.6<br />
1'11 38 3.78 5.63 184,000 818 83.5 2U2,000 898 91.6<br />
1'18 42 4.44 6.61 214,000 532 97.1 236,000 IDSO 107<br />
1'14 45 5.15 7.66 2481rm 1100 112 274.000 1220 124<br />
I'/8 48 5.91 8.80 282,000 1250 128 312.000 I390 142<br />
2 52 6.72 10.0 320.000 1420 146 352.000 1560 160<br />
Manufacture and Tolerances<br />
Strand Construction. The 6x7 classification ropes shall contain six strands that<br />
are made up of 3 through 14 wires, of which no more than 9 are outside wires<br />
fabricated in one operation.* See Table 4-14 and Figure 437.<br />
(text continued on page 571)<br />
*One operation stratuCWhen the king wire of the strand becomes so large (manufacturer's discretion)<br />
that it is considered undesirable, it is allowed to be replaced with a seven-wire strand manufactured<br />
in a separate stranding operation. This does not constitute a twwperation strand.
~~<br />
~<br />
568 Drilling and Well Completions<br />
Table 4-16<br />
18x7 Construction Wire Rope, Bright (Uncoated)<br />
or Drawn-Galvanized Wire, Fiber Core [12]<br />
(1) (2) (3) (4) (5) (6) (7) (8) (9) (10)<br />
Nominal Sfnmeth*<br />
Nomi~l Approx. Impwed Plow Steel Exm Impwed plow Steel<br />
Diamcta M-<br />
Metric<br />
M&<br />
in. mm lbrH kdm Ib kN ToraeS Ib kN TOMC.<br />
13 0.43 0.64 19.700 87.6 8.94 21.600 %.I 9.80<br />
145 0.55 0.82 24.800 I10 11.2 27,200 121 12.3<br />
16 0.68 1.01 3a600 136 13.9 33,600 149<br />
15.2<br />
19 0.97 1.44 43.600 I94 19.8 48,OOo 214 21.8<br />
22 1.32 I.% 59,000 262 26.8 fi,OOo 289 29.5<br />
26 1.73 2.57 76,600 341 34.7 84,400 315 38.3<br />
29 2.19 3.26 %,400 429 43.1 106,200 472 48.2<br />
32 2.70 4.02 118,400 527 53.7 130,200 579 59. I<br />
35 3.27 4.87 142,600 634 64.7 156,800 697 71.1<br />
38 3.89 5.79 168,800 751<br />
76.6 185,600 826 84.2<br />
*'nKse sb.mgtha apply only whcn a test isconducted with bob, ends f ixd Whcn in use, the ann@ of IIICSC<br />
ropes may be significantly rrduccd if OM end is free to rotate.<br />
Table 4-17<br />
6x19 Classiticatlon Wire Rope, Bright (Uncoated)<br />
or Drawn-Galvanized Wire, independent Wire-Rope Core [12]<br />
(I) (2) (3) (4) (5) (6) 0) (8) (9) (10) (11) (12) (13)<br />
Nan*l.Iw<br />
ExmEam<br />
Nanid A m . l ~ p b v s a l Ex0 I m p d Ra sal ImpwodP!SWs*cl<br />
Diurr*r<br />
--<br />
MUS<br />
Meek Mnr* MmiF<br />
in. rmn IWfl k#m Ib kN Tuurr Ib L;N TO- m kNTuulcs<br />
'12 13 0.46 0.68 '23,000 IO2 10.4 26,600 118 12.1 29.200 130 13.2<br />
'116 14.5 059 0.88 29.000 129 13.2 33,600 I49 153 37.000 165 16.8<br />
'18 16 0.72 1.07 35,800 I59 16.2 41.200 183 18.7 4S.W 2M 20.6<br />
'14 19 1.04 I55 5lJoo 228 23.2 s8,800 262 26.7 64.8~4 288 29.4<br />
'18 n 1.42 2.11 m.200 308 31.4 79,600 35.4 %.I nm u9 39.7<br />
I 26 1.85 2.75 89.800 359 a.7 I03,Ya 460 46.9 113.800 %S 51.6<br />
1'18 29 2.34 3.4 113,000 503 51.3 I30.000 678 59.0 143.000 636 64.9<br />
I% 32 269 430 138.800 617 63.0 159.800 711 72.5 175.800 782 79.8<br />
I% 35 350 5.21 167,000 743 75.7 l52.000 854 87.1 212.OoO 343 96.2<br />
I% 38 4.16 6.19 197,800 880 89.7 08.000 1010 103 2.50.000 Ill2 113<br />
I% 42 4.88 7.26 W.000 IOM 104 Zf4,mO I170 120 292mo 1.300 132<br />
1% 45 5.67 8.44 266,000 1180 I21 306,000 1360 139 33.000 IYa 153<br />
I% 49 6- 9.67 304,000 1354 138 348,000 I550 I58 384.000 1710 174<br />
2 52 7.39 11.0 344.000 1630 156 Swmo 1760 I= 434pO 1930 197
Hoisting System 569<br />
Table 4-18<br />
6x37 Classification Wire Rope, Bright (Uncoated)<br />
or Drawn-Galvanized Wire, Independent Wire-Rope Core [12]<br />
13<br />
14.5<br />
16<br />
19<br />
22<br />
26<br />
29<br />
32<br />
35<br />
38<br />
42<br />
43<br />
48<br />
52<br />
54<br />
58<br />
60<br />
64<br />
67<br />
71<br />
74<br />
77<br />
80<br />
83<br />
87<br />
90<br />
96<br />
I03<br />
0.46 0.68 118 12.1<br />
0.59<br />
0.72<br />
I .04<br />
I .42<br />
I .85<br />
2.34<br />
269<br />
3.50<br />
4.16<br />
488<br />
5.67<br />
6.50<br />
7.39<br />
8.35<br />
9.36<br />
10.4<br />
11.6<br />
128<br />
14.0<br />
15.3<br />
16.6<br />
18.0<br />
19.5<br />
21.0<br />
227<br />
26.0<br />
29.6<br />
0.88<br />
I .07<br />
I .55<br />
2.1 I<br />
2.75<br />
3.48<br />
4.30<br />
5.21<br />
6.19<br />
7.26<br />
8.44<br />
9.67<br />
11.0<br />
12.4<br />
13.9<br />
15.5<br />
17.3<br />
19.0<br />
20.8<br />
22.8<br />
24.7<br />
26.a<br />
29.0<br />
31.3<br />
33.8<br />
38.7<br />
44.0<br />
29.000<br />
35.800<br />
51,200<br />
69.200<br />
89,800<br />
113,000<br />
136,800<br />
167,000<br />
197.-<br />
230.000<br />
266.000<br />
30d.000<br />
344.000<br />
384,000<br />
430.000<br />
478.000<br />
524.000<br />
576,000<br />
628.000<br />
682.000<br />
74wOo<br />
798.000<br />
858.000<br />
918.000<br />
982000<br />
1.114111)<br />
l.254.aM<br />
129<br />
I59<br />
228<br />
308<br />
399<br />
503<br />
617<br />
743<br />
880<br />
IOM<br />
1180<br />
1350<br />
I530<br />
1710<br />
1910<br />
2130<br />
2330<br />
ZMO<br />
2790<br />
3030<br />
3290<br />
3550<br />
3820<br />
4080<br />
4370<br />
4960<br />
5580<br />
13.2<br />
16.2<br />
23.2<br />
31.4<br />
m.7<br />
51.3<br />
638<br />
15.7<br />
m.1<br />
104<br />
I21<br />
138<br />
1%<br />
I74<br />
195<br />
217<br />
238<br />
261<br />
285<br />
309<br />
336<br />
362<br />
389<br />
416<br />
445<br />
545<br />
569<br />
33,600<br />
41.200<br />
58.800<br />
79.m<br />
103.4W<br />
I30.000<br />
159.800<br />
192,000<br />
228,ooO<br />
264,000<br />
306,000<br />
348,000<br />
396,000<br />
442.000<br />
494,m<br />
548,000<br />
fa4000<br />
658,000<br />
736.000<br />
moa,<br />
856,000<br />
92O.000<br />
984,000<br />
I.074.000<br />
1.14*000<br />
1390.000<br />
lt(66.000<br />
I49 15.2<br />
183 18.7<br />
262 26.7<br />
354 36.1<br />
460 46.9<br />
578 59.0<br />
711 72.S<br />
854 87.1<br />
IOIO 103<br />
1170 I20<br />
13M) 139<br />
1550 158<br />
1760 180<br />
1970 200<br />
2200 224<br />
2440 249<br />
2690 274<br />
2930 299<br />
3270 333<br />
3540 361<br />
3810 389<br />
4090 417<br />
4380 447<br />
4780 487<br />
5090 519<br />
5741) 585<br />
6520 665<br />
29,200<br />
37,000<br />
4wm<br />
64.800<br />
87.600<br />
113,800<br />
143,aM<br />
175.800<br />
212,000<br />
2so.000<br />
292,000<br />
338.000<br />
384.000<br />
434.000<br />
488.000<br />
544,000<br />
604,000<br />
sa9poo<br />
728,000<br />
7w.000<br />
864.000<br />
936.000<br />
I .OI0,000<br />
1.086.000<br />
1.164.000<br />
1.242.000<br />
1,410,000<br />
IJB6,OM<br />
IM 13.2<br />
165 16.8<br />
202 20.6<br />
288 29.4<br />
389 39.7<br />
506 51.6<br />
636 64.9<br />
782 79.8<br />
943 96.2<br />
Ill2 113<br />
IMO 132<br />
IS00 153<br />
1710 174<br />
1930 I97<br />
2170 221<br />
2420 247<br />
2690 274<br />
2950 301<br />
3240 330<br />
3530 360<br />
3840 392<br />
4160 425<br />
4490 458<br />
4830 493<br />
5180 528<br />
5520 563<br />
6210 64U<br />
7050 720<br />
Table 4-19<br />
6x61 Classification Wire Rope, Bright (Uncoated)<br />
or Drawn-Galvanized Wire, Independent Wire-Rope Core [12]<br />
(1) (2) (3) (4) (5) (6) 0) (8) (9) (10)<br />
Nominal Strength<br />
Nommal APpoX. Improved Plow Steel Extra Improved Plow Steel<br />
Diameter Mass Metric Metric<br />
in. mm lblft k@m Ib W Tonncs Ib W Toms<br />
3% 90 22.7 33.8 966.000 4300 438 1,110,000 4940 503<br />
33/4 % 26.0 38.7 1,098,000 4880 498 1,264,000 5620 573<br />
4 103 29.6 44.0 1,240,000 5520 562 1,426,000 6340 647<br />
4'14 109 33.3 49.6 1,388.000 6170 630 1,598,000 7110 725<br />
4'12 115 37.4 55.7 1,544,000 6870 700 1,776,000 7900 806<br />
43/4 122 41.7 62.1 1,706,000 7590 774 1,962,000 8730 890<br />
5 128 46.2 68.8 1,874,000 8340 850 2,156,000 9590 978
570 Drilling and Well Completions<br />
Table 4-20<br />
6x91 Classification Wire Rope, Bright (Uncoated)<br />
or Drawn-Galvanized Wire, Independent Wire-Rope Core [12]<br />
(1) (2) (3) (4) (5) (6) (7) (8) (9) (10)<br />
Nominal Strength<br />
Nominal Apprux. Improved Plow Steel Exm Improved Plow Stccl<br />
Diameter Mass<br />
Metric<br />
Metric<br />
in. mm lWft kp/m Ib kN Tonnes Ib kN Tonncs<br />
4 103 29.6 44.1<br />
4'14 109 33.3 49.6<br />
4'12 115 37.4 55.7<br />
4'14 122 41.7 62.1<br />
5 128 46.2 68.7<br />
5'14 135 49.8 74.1<br />
5'12 141 54.5 81.1<br />
S3/4 148 59.6 88.7<br />
6 154 65.0 %.7<br />
1,178,OoO<br />
1,320,000<br />
1,468,000<br />
1 ,620.000<br />
1,782,000<br />
1,948,000<br />
2, I20,000<br />
2,296,000<br />
2,480.000<br />
5240<br />
5870<br />
6530<br />
7210<br />
7930<br />
8670<br />
9430<br />
lo200<br />
1 1000<br />
534 1,354,000<br />
599 1,518,000<br />
666 1.688.000<br />
735 1,864,000<br />
808 2,048.000<br />
884 2,240.000<br />
%2 2,438.000<br />
1049 2.640.000<br />
1125 2.852.000<br />
6020 614<br />
6750 689<br />
7510 766<br />
8290 846<br />
9110 929<br />
9960 1016<br />
10800 1106<br />
11700 1198<br />
12700 1294<br />
Table 4-21<br />
8x19 Classification Wire Rope, Bright (Uncoated)<br />
or Drawn-Galvanized Wire, Independent Wire-Rope Core [12]<br />
(1) (2) (3) (4) (5) (6) (7) (8) (9) (10)<br />
Nominal Swngth<br />
Nominal Approx. lmpvcd Plow Steel Extra Improved plow Stecl<br />
Diameter<br />
Mass<br />
Metric<br />
Metric<br />
in. mm IWft kglm Ib kN Tonnes Ib kN TOM^<br />
'/z 13 0.47 0.70 20,200 89.9 9.16 23,400 104 10.5<br />
9/16 14.5 0.60 0.89 25,600 114 11.6 29,400 131 13.3<br />
*/n 16 0.73 1.09 31,400 140 14.2 36.200 161 16.4<br />
3/4 19 1.06 1.58 45,000 200 20.4 51,800 230 23.5<br />
'18 22 1.44 2.14 61,000 271 27.7 70,000 311 31.8<br />
1 26 1.88 2.80 79,200 352 35.9 91,000 405 41.3<br />
lI/u 29 2.39 3.56 99,600 443 45.2 114,600 507 51.7<br />
Table 4-22<br />
19x7 Construction Wire Rope, Bright (Uncoated)<br />
or Drawn-Galvanized Wire, Wire Strand Core [12]<br />
(1) (2) (3) (4) (5) (6) (7) (8) (9) (10)<br />
Nominal Strength+<br />
Nominal Approx. Improved Plow Steel Extra lmprorovcd Mow Stccl<br />
Diameter<br />
MaSS<br />
Metric<br />
Me&<br />
in. mm IWft kglm Ib kN Tomes Ib kN Tonns<br />
'12 13 0.45 0.67 19.700 87.6 8.94 21,600 %.I 9.80<br />
9/16 14.5 0.58 0.86 24.800 110 11.2 27.200 121 12.3<br />
5/x 16 0.71 1.06 30,600 136 13.9 33.600 149 15.2<br />
'14 19 1.02 1.52 43.600 194 19.8 48,000 214 21.8<br />
'11 22 1.39 2.07 59,000 262 26.8 65,000 289 29.5<br />
I 26 1.82 2.71 76.600 341 34.7 84,400 375 38.3<br />
I'h 29 2.30 3.42 %,a 429 43.7 106,200 472 48.2<br />
1'14 32 2.84 4.23 118.400 527 53.7 130.200 579 59.1<br />
l3/u 35 3.43 5.10 142.600 634 64.7 156,800 697 71.1<br />
1% 38 40.8 6.07 168,800 751 76.6 185,600 826 84.2<br />
*These smgths apply only when a test is conducted with both ends fixed. When in usc. the strength of thcse<br />
ropes may be significantly reduced if one end is free to mtate.
Table 4-23<br />
6x25 “B,” 6x27 “H,” 6x30 “G,” 6x31 “V”<br />
Flattened Strand Construction Wire Rope<br />
Bright (Uncoated) or Drawn-Galvanized Wire [12]<br />
Hoisting System 571<br />
Diameter<br />
Merric<br />
Metrif<br />
in. mm lb/ft kgh Ib kN TOMCS Ib kN TOMCS<br />
13<br />
14.5<br />
0.47<br />
0.60<br />
0.70<br />
0.89<br />
16 0.74 1.10<br />
19 1.06 1.58<br />
22 1.46 2.17<br />
26 1.89 2.81<br />
29 2.39 3.56<br />
32 2.95 4.39<br />
35 3.57 5.31<br />
38 4.25 6.32<br />
42 4.99 7.43<br />
45 5.74 8.62<br />
48 6.65 9.90<br />
52 7.56 11.2<br />
25.400<br />
32.000<br />
39,400<br />
56.400<br />
76,000<br />
98,800<br />
124,400<br />
152,600<br />
183,600<br />
2 1 6,000<br />
254,000<br />
292.000<br />
334.000<br />
378.000<br />
1 I3<br />
1 42<br />
175<br />
251<br />
330<br />
439<br />
553<br />
679<br />
817<br />
961<br />
1,130<br />
1,300<br />
1,490<br />
1,680<br />
11.5<br />
14.5<br />
17.9<br />
25.6<br />
34.5<br />
44.8<br />
56.4<br />
69.2<br />
83.3<br />
98.0<br />
I I5<br />
I32<br />
I51<br />
171<br />
28.000<br />
35.200<br />
43.400<br />
62,000<br />
83,800<br />
108,800<br />
137,000<br />
168.000<br />
202.000<br />
238,000<br />
280,000<br />
322,000<br />
368,000<br />
41 4.000<br />
125<br />
157<br />
1 93<br />
276<br />
313<br />
484<br />
609<br />
747<br />
898<br />
1.060<br />
1W<br />
1,430<br />
1,640<br />
1,840<br />
12.7<br />
16.0<br />
19.7<br />
28.1<br />
38.0<br />
49.3<br />
62. I<br />
76.2<br />
91.6<br />
108<br />
127<br />
146<br />
167<br />
188<br />
(text continued from page 567)<br />
The 6x19 classification ropes shall contain 6 strands that are made up of 15<br />
through 26 wires, of which no more than 12 are outside wires fabricated in one<br />
operation. See Tables 4-15 and 4-17 and Figures 438 to 4-43.<br />
The 6x37 classification ropes shall contain six strands that are made up of<br />
27 through 49 wires, of which no more than 18 are outside wires fabricated in<br />
one operation. See Tables 4-15 and 4-18 and Figures 4-44 to 4-51.<br />
The 6x61 classification ropes shall contain six strands that are made up of<br />
50 through 74 wires, of which no more than 24 are outside wires fabricated in<br />
one operation. See Table 4-19 and Figures 4-52 and 4-53.<br />
The 6x91 classification wire rope shall have six strands that are made up of<br />
75 through 109 wires, of which no more than 30 are outside wires fabricated<br />
in one operation. See Table 4-20 and Figures 4-54 and 4-55.<br />
The 8x19 classification wire rope shall have eight strands that are made up<br />
of 15 through 26 wires, of which no more than 12 are outside wires fabricated<br />
in one operation. See Table 4-21 and Figures 4-56 and 4-57.<br />
The 18x7 and 19x7 wire rope shall contain 18 or 19 strands, respectively. Each<br />
strand is made up of seven wires. It is manufactured counterhelically laying an<br />
outer 12-strand layer over an inner 6x7 or 7x7 wire rope. This produces a rotationresistant<br />
characteristic. See Tables 4-16 and 4-22 and Figures 4-58 and 4-59.<br />
The 6x25 “B,” 6x27 “H,” 6x30 “G,” and 6x31 “V” flattened strand wire rope<br />
shall have six strands with 24 wires fabricated in two operations around a<br />
semitriangular shaped core. See Table 4-23 and Figures 4-60 to 4-63.<br />
In the manufacture of uniform-diameter wire rope, wires shall be continuous.<br />
If joints are necessary in individual wires, they shall be made, prior to fabrication<br />
(text continued on page 575)
574 Drilling and Well Completions<br />
FIGURE 4-37<br />
6x7wITB FIBER CORE<br />
6 x 7 CLASSIFICATION<br />
FIGURE 4-38<br />
6 x 19SEALEwITA<br />
FIBER CORE<br />
FIGURE 4-39<br />
6 x 198EALEWm nvnk<br />
PENDENT WIREROPE<br />
CORE<br />
FIGURE 4-40<br />
6 I 21 FILLER WIRE<br />
WlTl3 FIBER CORE<br />
FIGURE 4-41<br />
6 x 25 FILLER WIRE<br />
W m FIBER CORE<br />
FIGURE 4-41<br />
6 x25 FILLER WIRE<br />
WITB INDEPENDENT<br />
WIREROPE CORE<br />
6 x 19 CLASSIFICATION<br />
FIGURE 4-43<br />
6 x 16 WARRINGTON SEAM<br />
WlTE INDEPENDENT<br />
WIRE-ROPE CORE<br />
TYPICAL WLRE-ROPE CONSTRUCTIONS WITH CORRECT ORDERING DESCRIPTIONS<br />
(See the paragraph “Strand Construction,” or construction which may be ordered with either<br />
fiber cores or independent wire rope cores.)<br />
Figure 4-37. 6x7 with fiber core [12].<br />
Figure 4-38. 6x19 seale with fiber core [12].<br />
Figure 4-39. 6x19 seale with independent wire-rope core [12].<br />
Figure 4-40. 6x21 filler wire with fiber core [12].<br />
Figure 4-41. 6x25 filler wire with fiber core [12].<br />
Figure 4-42. 6x25 filler wire with independent wife-rope core [12].<br />
Figure 4-43. 6x26 Warrington seale with independent wire-rope core [12].
Hoisting System 573<br />
FIGhE4.44 FIGURE 4-43<br />
6x31FILLERWIRESEALE 6x31WARRlNGTONSEARLE<br />
WllB INDEPENDENT WITH INDEPENDENI<br />
WIRE-ROPE CORE<br />
WIRE-ROPE CORE<br />
FIGURE446<br />
6x36FILLERWIRE<br />
Wll€l INDEPENDENT<br />
WIREROPE CORE<br />
FIGUREb47<br />
6 x36WARRINGTONSEALE<br />
wP2"o"r'E""c:T<br />
FIGURE 4.48<br />
6 x 41 WARRINGTON SEALE<br />
WITH INDEPENDENT<br />
WIRE-ROPE CORE<br />
6r 41 FILLER WIRE<br />
WITH INDEPENDENT<br />
WIREROPE CORE<br />
61 46 FILLER WIRE<br />
WITHINDEPENDENT<br />
WIRE-ROPECORE<br />
6 x 37 CLASSIFICATION<br />
FIGURE 441<br />
6 x 49 FILLER WIRE SEARLE<br />
-INDEPENDENT<br />
WIRE-ROPE CORE<br />
FIGURECll<br />
6 x 61 WARRINGTON SFALE<br />
WllBINDEPENDENT<br />
WRER<strong>OF</strong>'E CORE<br />
6 x 61 CLASSIFICATION<br />
mcunri ea<br />
6x73mLERWIRESUIILE<br />
WITH INDEPENDENT<br />
WREROPE CORE<br />
FIGURE 4-S4<br />
6 x 91 WllB INDEPENDENT<br />
WIREROPECORE<br />
(TWO-OPERATlONAL SlRAND)<br />
6 x 91 CLASSIFICATION<br />
FIGURE &I<br />
6 x 103 WITH INDEPENDENT<br />
WIREROPECORE<br />
(TWO.OPERATl0N SIRAND)<br />
TYPICAL WIRE-ROPE CONSTRUCXION WlTH CORRECT ORDERING DESCRIPTIONS<br />
(See the paragraph titled ''Strand ConsaUctioD" for constluction which may be ordered with either<br />
fiber cores or independent wire mpe cores.)<br />
Figure 4-44. 6x31 filler wire seale with independent wire-rope core [12].<br />
Figure 4-45. 6x31 Warrington seale with independent wire-rope core [12].<br />
Figure 4-46. 6x36 filler wire with independent wire-rope core [12].<br />
Figure 4-47. 6x36 Warrington seale with independent wire-rope core [12].<br />
Figure 4-48. 6x41 Warrington seale with independent wire-rope core [12].<br />
Figure 4-49. 6x41 filler wire with independent wire-rope core [12].<br />
Figure 4-50. 6x46 filler wire with independent wire-rope core [12].<br />
Figure 4-51. 6x49 filler wire seale with independent wire-rope core [12].<br />
Figure 4-52. 6x61 Warrington seale with independent wire-rope core [12].<br />
Figure 4-53. 6x73 filler wire seale with independent wire-rope core [12].<br />
Figure 4-54. 6x91 with independent wire-rope core (two-operation strand) [12].<br />
Figure 4-55. 6x103 with independent wire-rope core (two-operation strand) [12].
574 Drilling and Well Completions<br />
PICURE CS6<br />
8x 21 FILLER WIRE<br />
Wna INDEPENDENT<br />
WIREROPE CORE<br />
FIGURE 4-57<br />
SxUFlLLERWIRE<br />
Wna INDEPENDENT<br />
WIRBROPE CORE<br />
8 x 19 CLASSIFICATION<br />
FIGURE 4-53<br />
18x7 NON.ROTATXNG<br />
WIRE ROPE<br />
FIBERCORE<br />
FIGURE 4-59<br />
19x 7 NON-ROTATXNG<br />
WIRE ROPE<br />
18 x 7 AND 19 x 7 CONSTRUCTION<br />
FIGURE 4-60<br />
6x U TYPE B<br />
PLATlFNEDSTRAND<br />
WITB INDEPENDENTWIOERO?E CORE<br />
FIGullB 4-61<br />
6x 27TYPEB<br />
FLATIFNED STRAND<br />
WllB INDEPENDENT WIREROPE CORE<br />
FIGURE 4-61<br />
6xMSnLEG<br />
FLATIENED STlUND<br />
Wna INDEPENDENT WIRE-ROPE CORE<br />
FICURE4-63<br />
6 x 31 TYPEV.<br />
FLAmED STRAND<br />
WITR MDEPENDENT WIREROPE CORE<br />
TYPICAL WIREROPE CONSTRUCTIONS WITH CORRECT ORDERING DESCRIPTIONS<br />
(See the paragraph titled “Strand Consmaion” for ums~ction which may be ordered with either<br />
fiber cores or independent wire rope. cores.)<br />
Figure 4-56. 8x21 filler wire with independent wire-rope core [12].<br />
Figure 4-57. 8x25 filler wire with independent wire-rope core [12].<br />
Figure 4-58. 18x7 nonrotating wife rope with fiber core [12].<br />
Figure 4-59. 19x7 nonrotating wife rope [12].<br />
Figure 4-60. 6x25 type B flattened strand with independent wire-rope core [12].<br />
Figure 4-61. 6x27 type H flattened strand with independent wire-rope core [12].<br />
Figure 4-62. 6x30 style G flattened strand with independent wire-rope core [12].<br />
Figure 4-63. 6x31 type V flattened strand with independent wire-rope core [12].
Hoisting System 575<br />
(text conlznued from page 571)<br />
of the strand, by brazing or electric welding. Joints shall be spaced in accordance<br />
with the equation<br />
J = 24D (4-23)<br />
where J = minimum distance between joints in main wires in any one strand in<br />
in. mm<br />
D = nominal diameter of wire rope in in. mm<br />
Wire rope is most often furnished preformed, but can be furnished nonpreformed,<br />
upon special request by the purchaser. A preformed rope has the<br />
strands shaped to the helical form they assume in the finished rope before the<br />
strands have been fabricated into the rope. The strands of such preformed rope<br />
shall not spring from their normal position when the seizing bands are removed.<br />
Cable tool is one of the few applications for which nonpreformed is still used.<br />
The Lay of Finished Rope. Wire rope shall be furnished right lay or left lay<br />
and regular lay or Lang lay as specified by the purchaser (see Figure 4-64). If<br />
not otherwise specified on the purchase order, right-lay, regular-lay rope shall<br />
be furnished. For 6x7 wire ropes, the lay of the finished rope shall not exceed<br />
eight times the nominal diameter. For 6x19, 6x37, 6x61, 6x91, and 8x19 wire<br />
rope, the lay of the finished rope shall not exceed 7+ times the nominal<br />
diameter. For flattened strand rope designations 6x25 “B,” 6x27 “H,” 6x30 “G,”<br />
and 6x31 “V,” the lay of the finished rope shall not exceed eight times the<br />
nominal diameter.<br />
Diameter of Ropes and Tolerance Limits. The diameter of a wire rope shall<br />
be the diameter of a circumscribing circle and shall be measured at least 5 ft<br />
(1.52 m) from properly seized end with a suitable caliper (see Figure 4-65). The<br />
diameter tolerance* of wire rope shall be<br />
Nominal inch diameter: -0% to +5%<br />
Nominal mm diameter: -1% to +4%<br />
Diameter of Wire and Tolerance Limits. In separating the wire rope for gaging<br />
of wire, care must be taken to separate the various sizes of wire composing the<br />
different layers of bright (uncoated), drawn-galvanized, or galvanized wires in<br />
the strand. In like-positioned wires total variations of wire diameters shall not<br />
exceed the values of Table 4-24.<br />
Fiber Cores. For all wire ropes, all fiber cores shall be hard-twisted, best-quality,<br />
manila, sisal, polypropylene, or equivalent. For wire ropes of uniform diameter,<br />
the cores shall be of uniform diameter and hardness, effectively supporting the<br />
strands. Manila and sisal cores shall be thoroughly impregnated with a suitable<br />
lubricating compound free from acid. Jute cores shall not be used.<br />
*A question may develop as to whether or not the wire rope complies with the oversize tolerance. In<br />
such cases, a tension of not less than 10% nor more than 20% of nominal required breaking strength<br />
is applied to the rope, and the rope is measured while under this tension.
576 Drilling and Well Completions<br />
a)<br />
Figure 4-64. Right and left lay, and regular and Lang lay [12].<br />
Correct way to measure<br />
the diameter of wire rope.<br />
Incorrect way to measure<br />
the diameter of wire rope.<br />
Figure 4-65. Measurement of diameter [12].
Table 4-24<br />
Wire Diameter Tolerance [12]<br />
Hoisting System 577<br />
Wnr Dimwas<br />
Galvanizal<br />
wires<br />
inches mm k k S mm inches mm<br />
0.01 8 - 0.027 0.46 - 0.69 0.00 1 5 0.038 - -<br />
O.Cn8 - 0.059 0.70 - 150 O.Oo20 0.05 1 0.0035 0.089<br />
0.060 - 0.092 1.51 - 2.34 0.m 0.064 0.0042 0.114<br />
0.093 - 0.141 2.35 - 358 0.0030 0.076 0.0055 0.140<br />
0.142 ad larger 3.59 md larger 0.0035 0.075 0.0075 0.190<br />
Lengths. Length of wire rope shall be specified by the purchaser. If minimum<br />
length is critical to the application, it shall be specified and conform to the<br />
following tolerances.<br />
1300 ft (400 m): -0 to +5%<br />
y 1300 ft (400 m): Original tolerance<br />
+ 66 ft (20 m) per each additional 3280 ft (1000 m) or part thereof.<br />
If minimum is not critical to the application, it shall conform to the following<br />
tolerances.<br />
1300 ft (400 m): f2.5%<br />
1300 ft (400 m): Original tolerance<br />
rt 33 ft (10 m) per each additional 3280 ft (1000 m) or part thereof.<br />
Lubrication. All wire rope, unless otherwise specified, shall be lubricated and<br />
impregnated in the manufacturing process with a suitable compound for the<br />
application in amounts best adapted to individual territories. This lubricant<br />
should thoroughly protect the ropes internally and externally to minimize rust<br />
or corrosion until the rope is put in service.<br />
Mooring Wire Rope<br />
Mooring wire rope is used as anchor lines in spread mooring systems, and<br />
shall comply with the all the provisions of Wire Rope.<br />
Wire rope for this use should be one operation, right lay, regular lay,<br />
independent wire rope core, preformed, galvanized or bright. The nominal<br />
strength of galvanized and bright mooring wire rope shall be as specified in<br />
Table 4-25. For bright mooring wire ropes, the wire grade shall comply with<br />
the requirements for Extra Improved Plow Steel, Table 4.2.8 or IS0 Std 2232*<br />
value of 1770 N/mms.<br />
*International Organization for Standardization, Standard '2232-1973, "Drawn Wire for General<br />
Purpose Non-Alloy Steel Wire Ropes-Specifications," available from American National Standards<br />
Institute, 1430 Broadway, New York, New York 10018.
578 Drilling and Well Completions<br />
Table 4-25<br />
6x19, 6x37, and 6x61 Construction Mooring Wire Rope,<br />
Independent Wire-Rope Core [12]<br />
11 in. mm lb/fi<br />
- =<br />
1<br />
1%<br />
1%<br />
1%<br />
1%<br />
1%<br />
1%<br />
1%<br />
2<br />
2%<br />
2%<br />
2K<br />
2%<br />
26<br />
29<br />
32<br />
35<br />
38<br />
42<br />
45<br />
48<br />
52<br />
54<br />
50<br />
60<br />
64<br />
1.89<br />
2.34<br />
2.89<br />
3.50<br />
4.16<br />
4.88<br />
5.67<br />
6.50<br />
7.39<br />
8.35<br />
9.36<br />
10.4<br />
11.6<br />
q<br />
2% 61 12.8<br />
2% 71 14.0<br />
2% 74 15.3<br />
3 17 16.6<br />
3K 80 18.0<br />
3% 83 19.5<br />
3% 87 21.0<br />
3% 90 22.7<br />
3% 96 26.0<br />
4w 4 103 29.6<br />
4 IL 109 33.3<br />
115 37.4<br />
4% 122 41.7<br />
- -<br />
NO7E: Far rests see Paragraph titled “Acceptance.”<br />
-<br />
4 5 6 7 8 9 10 11<br />
1 Nominal Strength<br />
Approximate<br />
Galvanized<br />
Maan<br />
-<br />
I<br />
-<br />
Bright<br />
Metric<br />
kN ronnes lb kN<br />
--<br />
-<br />
414 42.2 95.800 426<br />
520 53.1 119.000 5.30<br />
143.800 640 65.2 145.000 646<br />
172.800 769 18.4 174.000 773<br />
913 93.1 205.000 911<br />
1.060 108 250.000 1.110<br />
1.2.10 125 287.000 1.280<br />
1.390 142 927.000 1.450<br />
1.590 162 389.000 1.640<br />
1.770 180 413.000 1.840<br />
13.9 444,IXU 1.980 2M 461.000 2050<br />
15.5 I 493.200 2.190 224 528.000 2,350<br />
170 543.600 2.420 241 604.000 2.690<br />
2.650 270 658.000 2.930<br />
9.890 295 736.000 3.270<br />
3,140 320 796.000 3.640<br />
3.400 341 856.000 5.810<br />
9.670 374 920,000 4.090<br />
3.940 402 984.ooO 4.980 447<br />
4.240 432 1.074.000 4.780 4x7<br />
4,520 460 1,144,000 5.090 519<br />
5.060 616 1,290.000 6.740 MS<br />
5.710 582 1.466.000 6.520 665<br />
6.400 662 1,606,000 7.140 728<br />
7,110 725 1.774.000 1,890 805<br />
7.860<br />
-<br />
801 1.976.000 8.790 896<br />
-<br />
-<br />
-<br />
Metric<br />
Ponnes<br />
-<br />
43.5<br />
64.1<br />
65.9<br />
78.8<br />
62.9<br />
113<br />
180<br />
I48<br />
167<br />
188<br />
209<br />
239<br />
274<br />
299<br />
333<br />
361<br />
389<br />
417<br />
-<br />
Torpedo Lines<br />
Torpedo lines shall be bright (uncoated) or drawn-galvanized, and shall be<br />
right, regular lay. The lay of the finished rope shall not exceed eight times the<br />
nominal diameter.<br />
Torpedo lines shall be made of five strands of five wires each, or five strands<br />
of seven wires each. The strands of the 5x5 construction shall have one center<br />
wire and four outer wires of one diameter, fabricated in one operation. The<br />
five strands shall be laid around one fiber or cotton core (see Figure 4-66). The<br />
strands of the 5x7 construction shall have one center wire and six outer wires<br />
of one diameter, fabricated in one operation. The strands shall be laid around<br />
one fiber or cotton core (see Figure 467).<br />
The four outer wires in each strand of the 5x5 construction [both bright<br />
(uncoated) and drawn-galvanized] and all the wires in each strand of the 5x7<br />
construction [both bright (uncoated) and drawn-galvanized] shall have the<br />
breaking strengths as in Tables 4-15 and 4-16 for the specified grade and<br />
applicable wire size. The center wire of the 5x5 construction shall be hard drawn<br />
or annealed and shall not be required to meet the minimum breaking strength<br />
specified for the outer wires (the center wire represents about 5% of the total<br />
metallic area of the rope and is substantially a filler wire).<br />
The nominal strength of torpedo lines shall be as specified in Tables 4-26<br />
and 4-27. When testing finished ropes to their breaking strength, suitable sockets
Hoisting System 579<br />
M<br />
Figure 4-66. 5x5 construction torpedo line [12].<br />
Figure 4-67. 5x7 construction torpedo line [12].<br />
Table 4-26<br />
5x5 Construction Torpedo Lines [12]<br />
(1) (2) (3) (4) (5) (6) (7) (8) (9) (10)<br />
Nominal<br />
D-ter Approx. Plow Steel<br />
Nominal Strength<br />
Improved Plow Steel<br />
of Rope<br />
Mpss<br />
Metric<br />
Metric<br />
in. mm lW1OOfi kg/lOOm Ib W Tomes Ib W Tonnes<br />
'/a 3.18 2.2 1 3.29 1.1u) 4.98 051 1,290 5.74 0.59<br />
9/64 3.57 2.80 4.16 1.410 6.27 0.64 1,620 7.21 0.74<br />
'132 3.97 3.46 5.15 1.740 7.74 0.79 2.000 8.90 0.91<br />
%6 4.76 4.98 7.41 2,490 11.08 1.13 2,860 12.72 1.30<br />
'14 6.35 8.86 13.91 4.380 19.48 1.99 5,030 22.37 2.28<br />
'116 7.94 13.80 20.54 6,780 30.16 3.08 7,790 34.65 3.53<br />
Nominal<br />
Diameter<br />
of Rope<br />
in.m<br />
'In 3.18<br />
Table 4-27<br />
5x7 Construction Torpedo Lines [12]<br />
(1) (2) (3) (4) (5) (6) (7) (8) (9) (10)<br />
NominrlStrcngth<br />
9 1 ~ 3.57<br />
'132 3.97<br />
%6 4.76<br />
'14 6.35<br />
5il6 7.94<br />
APproX-<br />
Mpss<br />
lW100ft kd1OOm<br />
2.39 3.56<br />
3.02 4.49<br />
3.73 5.55<br />
5.38 8.01<br />
9.55 14.21<br />
14.90 22.17<br />
plow Steel<br />
Improved Plow Steel<br />
Metric<br />
Metric<br />
Ib kN Tmes Ib kN Tonnes<br />
1,210 5.38 0.55 1,400 6.23 0.64<br />
1,530 6.81 0.69 1,760 7.83 0.80<br />
1.890 8.41 0.86 2.170 9.65 0.98<br />
x700 12.01 1.23 3.110 13.83 1.41<br />
4,760 21.17 2.16 5,470 24.33 2.48<br />
7,380 32.83 3.35 8.490 37.77 3.85
580 Drilling and Well Completions<br />
or other acceptable means of holding small cords shall be used. The length of<br />
tension test specimens shall be not less than 1 ft (0.305 m) between attachments.<br />
If the first specimen fails at a value below the specified nominal strength, two<br />
additional specimens from the same rope shall be tested, one of which must<br />
comply with the nominal strength requirement.<br />
The diameter of the ropes shall be not less than the specified diameter.<br />
Torpedo-line lengths shall vary in 500-ft (152.4 m) multiples.<br />
Well-Measuring Wire<br />
Well-measuring wire shall be in accordance with Table 428, and shall consist<br />
of one continuous piece of wire without brazing or welding of the finished wire.<br />
The wire shall be made from the best quality of specified grade of material<br />
with good workmanship and shall be free from defects that might affect its<br />
appearance or serviceability. Coating on well-measuring wire shall be optional<br />
with the purchaser.<br />
A specimen of 3-ft (0.91 m) wire shall be cut from each coil of well-measuring<br />
wire. One section of this specimen shall be tested for elongation simultaneously<br />
with the test for tensile strength. The ultimate elongation shall be measured on a<br />
10-in. (254 mm) specimen at instant of rupture, which must occur within the 10-in.<br />
(254 mm) gage length. To determine elongation, a 100,000-psi (690-mPa) stress shall<br />
be imposed upon the wire at which the extensometer is applied. Directly to the<br />
extensometer reading shall be added 0.4% to allow for the initial elongation<br />
occurring before application of extensometer.<br />
The remaining section of the 3-ft (0.91-m) test specimen shall be gaged for<br />
size and tested for torsional requirements.<br />
If, in any individual test, the first specimen fails, not more than two additional<br />
specimens from the same wire shall be tested. The average of any two tests<br />
showing failure or acceptance shall be used as the value to represent the wire.<br />
Well-Measurlng Strand<br />
Well-measuring strand shall be bright (uncoated) or drawn-galvanized.<br />
Well-measuring strand shall be left lay. The lay of the finished strand shall not<br />
exceed 10 times the nominal diameter.<br />
Well-measuring strands may be of various combinations of wires but are<br />
commonly furnished in 1x16 (1-6-9) and 1x19 (1-6-12) constructions.<br />
Well-measuring strands shall conform to the properties listed in Table 4-29.<br />
To test finished strands to their breaking strength, suitable sockets or other<br />
acceptable means of holding small cords shall be used.<br />
Wire Guy Strand and Structural Rope and Strand<br />
Galvanized wire guy strand shall conform to ASTM A-475: “Zinc-Coated Steel<br />
Wire Strand.”* Aluminized wire guy strand shall conform to ASTM A-474:<br />
“Aluminum Coated Steel Wire Strand.”* Galvanized structural strand shall<br />
conform to ASTM A-586: ”Zinc-Coated Steel Structural Strand.”* Galvanized<br />
structural rope shall conform to ASTM A-603: “Zinc-Coated Steel Structural<br />
Wire Rope.”*<br />
*American Society for Testing and Materials, 1916 Race Street, Philadelphia, Pennsylvania 19103.
Hoisting System 581<br />
Table 4-28<br />
Requirements for Well-Measuring Wire, Bright<br />
or Drawn-Galvanized Carbon Steel* [12]<br />
I 2 3 4 5 6 7<br />
}&I ::::::.. 1.68 1.83 2.08 2.34 2.67 2.74<br />
Nominal Diameter 0.066 0.072 0.082 0.092 0.105 0.108<br />
Tolerance on diameter in. , . , , , , , , , . , e0.001 +0.001 *0 001 tO.OO1 *0.001<br />
*0.001<br />
mm . . . . . . . . tO.03 to 03 t0.03 +0 03 t0.03 +o 03<br />
Breaking srrength<br />
Minimum Ib ................... 811 Ytil 1?39 1547 1966 2109<br />
kN .................... 3.61 4.27 5.51 6.88 8.74 9.38<br />
Maximum Ib ............... 9x4 1166 1504 1x77 2421 2560<br />
kN.. .............. 4.38 ,519 6.69 x.35 10.77 11.38<br />
Elongation to 10 111. (254 mm), percent<br />
Minimum .................. lY 1U IrcL lu, Iu, lu,<br />
Torsions, minimum number of rwms in<br />
8 in (203 mm) . . . . . . . . . . . . 32 29 26 23 zn 19<br />
Table 4-29<br />
Requirements for Well-Servicing Strand Bright<br />
or Drawn-Galvanized Carbon Steel [12]<br />
I 2 3<br />
Nominal Diameter ........................ lnchea '6 vs"<br />
MM 4.8 6.4<br />
'Tolerdncer on Diamctrr . . .................... lncher -0" -0"<br />
+.013" +.015"<br />
MM -.048 -.064<br />
r.288 +.320<br />
Nominal Breaking Strength. ....................... Lhs. 4700 x200<br />
KN 20.9 36.5<br />
Approximate Mass .......................... L.bs./ 100' 7.3 12.7<br />
ke/100' 3.3 i.x<br />
Packing and Marking<br />
Finished wire rope, unless otherwise specified, shall be shipped on substantial<br />
round-head reels. Reels on which sand lines, drilling lines, or casing lines are<br />
shipped shall have round arbor holes of 5 in. (127 mm) to 5 $in. (146-mm) diameter.<br />
When reel is full of rope, there shall be a clearance of not less than 2 in.<br />
(51 mm) between the full reel and the outside diameter of the flange.<br />
The manufacturer shall protect the wire rope on reels from damage by<br />
moisture, dust, or dirt with a water-resistant covering of builtup material, such<br />
as tar paper and burlap, or similar material.<br />
The following data shall be plainly marked on the face of the wire-rope reel:<br />
1. Name of manufacturer.<br />
2. Reel number.<br />
3. API monogram only by authorized manufacturers.
582 Drilling and Well Completions<br />
4. Grade (plow steel, improved plow steel, or extra improved plow steel).<br />
5. Diameter of rope, in. (mm).<br />
6. Length of rope, ft (m).<br />
7. Type of construction (Warrington, Seale, or Filler Wire).<br />
8. Type of core (fiber, wire, plastic, or fiber and plastic).<br />
Inspection and Rejection<br />
The manufacturer will, on request of the purchaser, conduct tests as called<br />
for in specifications on reasonable notice from the purchaser. During the tests,<br />
the manufacturer will afford opportunity to the purchaser’s representative to<br />
present.<br />
The manufacturer, when delivering wire rope with the API monogram and<br />
grade designation, should warrant that such material complies with the specification.<br />
The wire rope rejected under specifications should not be wound on<br />
reels bearing the API monogram, or sold as API wire rope. When the wire rope<br />
wound on reels bearing the API monogram is rejected, the monogram shall<br />
be removed.<br />
It is recommended that whenever possible, the purchaser, upon receipt, shall<br />
test all new wire rope purchased in accordance with specifications. If a rope<br />
fails to render satisfactory service, it is impractical to retest such used rope. It<br />
is therefore required that the purchaser shall preserve at least one test specimen<br />
of all new rope purchased, length of specimen to be at least 10 ft (3.05 m),<br />
properly identified by reel number, etc. Care must be taken that no damage will<br />
result by storage of specimen.<br />
If the purchaser is not satisfied with the wire rope service, he or she shall<br />
send the properly preserved sample or a sample of the rope from an unused<br />
section to any testing laboratory mutually agreed upon by the purchaser and<br />
the manufacturer, with instructions to make a complete API test, and notify the<br />
manufacturer to have a representative present. If the report indicates compliance<br />
with specifications, the purchaser shall assume cost of testing; otherwise, the<br />
manufacturer shall assume the expense and make satisfactory adjustments not<br />
exceeding full purchase price of the rope. If the report indicates noncompliance<br />
with specifications, the testing laboratory shall forward a copy of the test report<br />
to the manufacturer.<br />
Wire-Rope Sizes and Constructions<br />
Typical sizes and constructions of wire rope for oilfield service are shown in<br />
Table 4-30. Because of the variety of equipment designs, the selection of other<br />
constructions than those shown is justifiable.<br />
In oilfield service, wire rope is often referred to as wire line or cable. For<br />
clarity, these various expressions are incorporated in this recommended practice.<br />
Field Care and Use of Wire Rope<br />
Handling on Reel. When handling wire rope on a reel with a binding or lifting<br />
chain, wooden blocks should always be used between the rope and the chain to<br />
prevent damage to the wire or distortion of the strands in the rope. Bars for<br />
moving the reel should be used against the reel flange, and not against the rope.<br />
The reel should not be rolled over or dropped on any hard, sharp object to<br />
protect the rope, and should not be dropped from a truck or platform to avoid<br />
damage to the rope and the reel.
Hoisting System 583<br />
Table 4-30<br />
Typical Sizes and Constructions of Wire Rope for Oilfield Service [I21<br />
Senice and<br />
Well Depth<br />
Rod and Tubing Pull Iinm<br />
Shallow I$ IO % inrl.<br />
Intermediate :%, %<br />
Derp<br />
%to 1 % incl.<br />
Rod Hanger Lines<br />
Y<br />
Sand Linrs<br />
Shallow<br />
r/, tn U, incl.<br />
Intrrmrdiak<br />
U,> '&ti<br />
Derp %ti. u<br />
Drilling I.ines--I:ahle Tool (Drilling and Cleanout)<br />
Shallow %, 3<br />
Intermrdiale :%,"k<br />
Drrp %, 1<br />
Casing Litim-Cable Tool<br />
Shallow :&, %<br />
Intennediate<br />
Derp<br />
%. I<br />
1. %<br />
Drilling Lines-Cnling and Slim-Hole Rotary Rigs<br />
Shallow %, 1<br />
In termediatr<br />
1,1%<br />
Drillings 1.inrs-Kotq<br />
Shallow<br />
Inrrrmrdiarr<br />
Deep<br />
Rigs<br />
Winch Lines-Heavy Dutr<br />
Horsehcad Pumping-Unit Lines<br />
Shallow<br />
lntrrmrdiate<br />
Oftshore Anchorage Lines<br />
Mast Raising lines"<br />
Guidelinr Tensioner Line<br />
Riser Tenqioner Line<br />
Abbreviations:<br />
WS WarringtonSeale<br />
S<br />
Seale<br />
FS<br />
Flattened strand<br />
FW - Filler-Wire<br />
r Wire Rope Diameter Wire Rope Description (Regular Lay)<br />
in.<br />
hm)<br />
1, 1%<br />
1% 11%<br />
1 y to 1% incl.<br />
to % incl.<br />
7/R to 1 & iiicl.<br />
L$ to I % incl.$<br />
%to I& iricl:'<br />
% to 2:% incl.<br />
I.%$ to 4:& incl.<br />
3% to4% incl.<br />
1% and smaller<br />
1 t$ and larger<br />
%<br />
l%,2<br />
IPS - Imoroved nlow steel<br />
6x25 FW or 6x26 WS or 6x31 WS or 18x5' or 19x7'<br />
PF, IL', IPS or EIPS, WRC<br />
6x19, PF, RI,, IPS. FC<br />
6x7 Bright or Galv.', PF, RL, PS or IPS, FC<br />
6x21 FM', PF or NPF, RL or LL, PS or IPS, FC<br />
6x25 FW or 6x26 WS, PF, RL, IPS or EIPS, FC or IWRC<br />
6x26 WS, PF, RL, IPS or EIPS, IWRC<br />
6x19 S or 6x26 WS, PF, RL, IPS or UPS, WRC<br />
6x19 S or 6x21 S or 6x23 FW or FS, PF, RL, IPS or<br />
EIPS, IWRC<br />
6x26 WS or 6x91 WS, PF, RL, IPS or EIPS, IWRC<br />
6x36 WS. PF, RL. IPS or EIPS, M'RC<br />
6x19 Class or 6x37 Class or 19x7, PF, IPS, FC or WRC:<br />
6x19 Class or 6x37 Class, PF, IPS, FC or IWRC<br />
fix19 Class, Bright or Galv., PF, RL, IPS or EIPS, IWRC<br />
fix37 Class, Bright or Galv., PF, RL, IPS or EIPS. IWRC<br />
6x61 Class, Bright or Galv., PF, RI., IPS or EIPS. IWRC<br />
6x19 Class, PF, RL. IPS or EIPS, IWRC<br />
6x37 Class, PF, RL, IPS or EIPS, WRC<br />
6x25 FW. FT, RL, IPS or EIPS, W'RC<br />
Wire Rope Description (tang Lay)<br />
6x37 Class or PF, RL, IPS or EIPS, IWRC<br />
RL<br />
- Rirhtlav<br />
I r 0 ,<br />
LIPS Extra improved plow steel LL Left lay<br />
PF Prrformed FC Fiber core<br />
PS - Plow steel NPF - Non-preformed IWRC - Independent wire rope coir<br />
'Single line pullin$ nrrods and whmg requiter iclt lay ~~nslructi~n UT I8 x i 01 19 x 7 C O ~ S ~ K L I I Either ~ . left Iav or riehf I_ mdv he itred for ~milf~pli.<br />
line pulling.<br />
%Fight wire sand linrr am regularly furnished gdvanitrd finish is romrfirnra required.<br />
SApplirs io pumpjiig unm having one piece of wire rope looped oycr an ear on the homehead and both ends faiirned to P puhshrrl-rod eqtmlimr xnhr<br />
!.Applies to pumping units havinz two vertical line (parallel) with mkeu at both ends ofeach line.<br />
'See AM Spr, IB: S@fi&.rn fmonlli~and wrN.~~nn~.sM"ru.<br />
Rolling the reel in or allowing it to stand in any harmful medium such as<br />
mud, dirt, or cinders should be avoided. Planking or cribbing will be of<br />
assistance in handling the reel as well as in protecting the rope against damage.<br />
Handllng during Installation. Blocks should be strung to give a minimum of<br />
wear against the sides of sheave grooves. It is also good practice in changing
584 Drilling and Well Completions<br />
lines to suspend the traveling block from the crown on a single line. This tends<br />
to limit the amount of rubbing on guards or spacers, as well as chances for kinks.<br />
This is also very effective in pull-through and cutoff procedure.<br />
The reel should be set up on a substantial horizontal axis, so that it is free<br />
to rotate as the rope is pulled off, and the rope will not rub against derrick<br />
members or other obstructions while being pulled over the crown. A snatch<br />
block with a suitable size sheave should be used to hold the rope away from<br />
such obstructions.<br />
A suitable apparatus for jacking the reel off the floor and holding it so that<br />
it can turn on its axis is desirable. Tension should be maintained on the wire<br />
rope as it leaves the reel by restricting the reel movement. A timber or plank<br />
provides satisfactory brake action. When winding the wire rope onto the drum,<br />
sufficient tension should be kept on the rope to assure tight winding.<br />
To replace a worn rope with a new one, a swivel-type stringing grip for<br />
attaching the new rope to the old rope is recommended. This will prevent<br />
transferring the twist from one piece of rope to the other. Ensure that the grip<br />
is properly applied. The new rope should not be welded to the old rope to pull<br />
it through the system.<br />
Care should be taken to avoid kinking a wire rope since a kink can be cause<br />
for removal of the wire rope or damaged section. Wire ropes should not be<br />
struck with any object, such as a steel hammer, derrick hatchet, or crowbar, that<br />
may cause unnecessary nicks or bruises. Even a soft metal hammer can damage<br />
a rope. Therefore, when it is necessary to crowd wraps together, any such<br />
operation should be performed with the greatest care; and a block of wood<br />
should be interposed between the hammer and rope.<br />
Solvent may be detrimental to a wire rope. If a rope becomes covered with<br />
dirt or grit, it should be cleaned with a brush.<br />
After properly securing the wire rope in the drum socket, the number of<br />
excess or dead wraps or turns specified by the equipment manufacturer should<br />
be maintained. Whenever possible, a new wire rope should be run under<br />
controlled loads and speeds for a short period after installation. This will help<br />
to adjust the rope to working conditions. If a new coring or swabbing line is<br />
excessively wavy when first installed, two to four sinker bars may be added on<br />
the first few trips to straighten the line.<br />
Care of Wire Rope in Service. The recommendations for handling a reel should<br />
be observed at all times during the life of the rope. The design factor should<br />
be determined by the following:<br />
B<br />
Design factor = -<br />
W<br />
(4-24)<br />
where B = nominal strength of the wire rope in pounds<br />
W = fast line tension<br />
When a wire rope is operated close to the minimum design factor, the rope<br />
and related equipment should be in good operating condition. At all times, the<br />
operating personnel should minimize shock, impact, and acceleration or deceleration<br />
of loads. Successful field operations indicate that the following design<br />
factors should be regarded as minimum:
Hoisting System 585<br />
Minimum Design Factor<br />
Cable-tool line<br />
Sand line<br />
Rotary drilling line<br />
Hoisting service other than rotary drilling<br />
Mast raising and lowering line<br />
Rotary drilling line when setting casing<br />
Pulling on stuck pipe and similar infrequent operations<br />
3<br />
3<br />
3<br />
3<br />
2.5<br />
2<br />
2<br />
Wire-rope life varies with the design factor; therefore, longer rope life can<br />
generally be expected when relatively high design factors are maintained.<br />
To calculate the design factor for multipart string-ups, Figures 4-68 and 4-69<br />
can be used to determine the value of W. W is the fast line tension and equals<br />
the fast line factor* times the hook load weight indicator reading. As an<br />
example, see below:<br />
drilling line 1 $ in. (35 mm) EIPS<br />
number of lines 10<br />
hook load<br />
400,000 lb (181.4 tons)<br />
Sheaves are roller bearing type.<br />
From Figure 4-68, Case A, the fast line factor is 0.123. The fast line tension<br />
is then 400,OO lb (181.4 t) x 0.123 = 49,200 lb (22.3 t) = W. Following the formula<br />
above, the design factor is then the nominal strength of 14 in. (35 mm) EIPS<br />
drilling line divided by the fast line tension, or 192,000 lb (87.1 tons) + 49,200 lb<br />
(22.3 t) = 3.9.<br />
When working near the minimum design factor, consideration should be<br />
given to the efficiencies of wire rope bent around sheaves, fittings, or drums.<br />
Figure 4-70 shows how rope can be affected by bending.<br />
Rope should be kept tightly and evenly wound on the drums. Sudden, severe<br />
stresses are injurious to a wire rope, and should be reduced to a minimum.<br />
Experience has indicated that wear increases with speed; economy results from<br />
moderately increasing the load and diminishing the speed. Excessive speeds may<br />
injure wire rope. Care should be taken to see that the clamps used to fasten<br />
the rope for dead ending do not kink, flatten, or crush the rope.<br />
Wire ropes are well lubricated when manufactured; however, this lubrication<br />
will not last throughout the entire service life of the rope. Periodically, therefore,<br />
the rope will need to be field lubricated. When necessary, lubricate the rope<br />
with a good grade of lubricant that will penetrate and adhere to the rope, and<br />
that is free from acid or alkali.<br />
The clamps used to fasten lines for dead ending shall not kink, flatten, or<br />
crush the rope. The rotary line dead-end tie down is equal in importance to<br />
any other part of the system. The dead-line anchorage system shall be equipped<br />
with a drum and clamping device strong enough to withstand the loading, and<br />
designed to prevent wire line damage that would affect service over the sheaves<br />
in the system.<br />
*The fast line factor is calculated considering the tensions needed to overcome sheave bearing friction.
586 Drilling and Well Completions<br />
C AS E "A" C A S E "E" C A S E "C"<br />
Sheaves<br />
S =6<br />
L: Load; S=No. of Sheaves; N = No. of Rope Ports Supporting Load<br />
FAST LINE TENSION = FAST LINE FACTOR X LOAD<br />
1 2 3 4 5 6 7 8 9 10 11 le 13<br />
Plain Bearing Sheaves<br />
Roller Bearing Sheaves<br />
= 109. K = 1.04.<br />
Efficiency Fast Line Factor<br />
e<br />
Efficiency Fast Line Factor<br />
case case case case CMe cw cw case case case case case<br />
N A B C A B C A B C A B C<br />
2 380 .807 .740 368 .620 .675 943 ,907 .E72 .530 .551 ,574<br />
3 844 .774 .710 .395 .431 .469 .E5 .889 .855 .360 ,375 990<br />
4 810 .743 .682 .309 836 .367 .908 373 .839 275 586 298<br />
5 .778 .714 ,655 357 .280 805 890 356 .823 .225 234 243<br />
6 .748 .686 .629 .223 .243 265 874 ffl0 .808 .191 .198 206<br />
7 .719 360 .605 .I99 216 236 ,857 .824 ,793 .167 .173 .I80<br />
8 .692 ,635 ,582 .181 ,197 215 .842 ,809 ,778 .l48 .154 .I61<br />
9 .666 ,611 ,561 ,167 ,182 .198 .826 ,794 ,764 .135 ,140 ,145<br />
10 ,642 .589 540 ,156 .170 .185 311 ,780 ,750 ,123 ,128 ,133<br />
11 ,619 .568 ,521 ,147 .160 .173 .796 ,766 .736 .114 ,119 .124<br />
12 ,597 .547 .502 ,140 .I52 .166 .782 ,752 .723 ,106 .I11 .115<br />
13 576 .528 .485 .I33 .145 ,159 .768 ,739 ,710 .1W ,104 .IO8<br />
14 556 ,510 ,468 .128 .140 .153 .755 ,725 ,698 ,095 .D99 .I02<br />
15 ,537 ,493 .452 ,124 .135 .147 ,741 .713 ,685 .OW ,094 .OS7<br />
I<br />
EFFICIENCY = A Fast Line Factor =<br />
K'N (K-1) N x EFFICIENCY<br />
NOTE The above canes apply aIw where the rope is dead ended at the lower or traveling block or<br />
demck floor after passinp over a dead sheave in the crown.<br />
'In h tables the I( factor for sheave friction iu 1.09 for plain bearinna and 1.M for mller bearinna.<br />
O W K factors cam bc u d if rsammmded by r(lc equipment manufacturer.<br />
Figure 4-68. Efficiency of wire-rope reeving for multiple sheave blocks,<br />
Cases A, B, and C [ll].<br />
The following precautions should be observed to prevent premature wire<br />
breakage in drilling lines.<br />
1. Cable-tool drilling lines. Movement of wire rope against metallic parts can<br />
accelerate wear. This can also create sufficient heat to form martensite,<br />
causing embrittlement of wire and early wire rope removal. Such also can<br />
be formed by friction against the casing or hard rock formation.
y<br />
CASE "0"<br />
s-3<br />
Drum<br />
Hoisting System 587<br />
CA S E "E"<br />
Single Drum<br />
Double Drum with Equalizer<br />
L Load; S:NO. of Sheaves; N: No. of Rope Parts Supporting Load<br />
(Not counting equalizer)<br />
FAST LINE TENSION = FAST LINE FACTOR X LOAD<br />
1 2 3 4 5 6 7 8 9<br />
Plain Bearing Sheaves<br />
Roller Bearing Sheaves<br />
K = 1.09.' K = 1.04.<br />
y r<br />
Efficiency Fast Line Factor Efficiency Fast Line Factor<br />
N CaseD CpseE CaseD CasoE CoseD CaseE CmeD CaseE<br />
2 ,959 1 .Ooo .522 .500 981 1.000 ,510 .m<br />
3 .920 .... ,362 .... .962 .... 2.46 ....<br />
4 .a83 .959 283 ,261 944 .sa1 ,265 ,255<br />
5 .848 .... 936 .... .926 .... 216 ....<br />
6 ,815 .920 .204 .181 .909 2x2 ,183 ,173<br />
7 ,784 .... .182 .... .892 .... ,160 ....<br />
8 ,754 .883 ,166 ,141 A75 ,944 .143 ,132<br />
9<br />
,726 .... .153 .... ,859 .... .130 ....<br />
10 ,700 ,848 .143 .118 .844 .926 .119 .IO8<br />
11 ,674 .... .135 .... .828 .... .110 ....<br />
12 ,650 ,815 .128 ,102 ,813 .909 .lo1 ,091<br />
13 528 .... .122 .... ,799 .... .096 ....<br />
14 .606 .784 .118 ,091 ,785 .a92 .os1 ,080<br />
15 -586 .... .114 .... .771 .... .OS6 ....<br />
CASE 'D EFFICIENCY<br />
FAST LlNE FACTOR =<br />
KSN (K-1)<br />
1<br />
N x EFFICIENCY<br />
'UK? -1)<br />
CASE "E EFFIClENCY =<br />
K S N (K-1)<br />
1<br />
FAST LINE FACTOR =<br />
N x EFFlClENCY<br />
NOTE: The W e ases apPl9 also where the mp h dead ended or the equalizer is bated at the<br />
lower or traveling block or derrick flmr after passing mer a dead shave in the mown.<br />
*In theae tables. the K factor for sheave friction ii 1.09 for lain bearings and 1.04 for roller<br />
bearinpn. Olher K factors can be used if recommended by the equipment manufacturer.<br />
Figure 4-69. Efficiency of wire-rope reeving for multiple sheave biocks,<br />
Cases D and E [ll].<br />
2. Rotary drilling lines. Care should be taken to maintain proper winding of<br />
rotary drilling lines on the drawworks drum to avoid excessive friction that<br />
may result in the formation of martensite. Martensite may also be formed by<br />
excessive friction in worn grooves of sheaves, slippage in sheaves, or excessive<br />
friction resulting from rubbing against a derrick member. A line guide
588 Drilling and Well Completions<br />
50<br />
55<br />
60<br />
65<br />
70<br />
75<br />
80<br />
85<br />
90<br />
95<br />
100 0 5 IO 15<br />
SHEAVE-<br />
Figure 4-70. Efficiencies of<br />
stresses only) [Ill.<br />
20 25 30 35 40 45 50<br />
ROPE DIAMETER RATIO D/d<br />
wire ropes bent around stationary sheaves (static<br />
should be employed between the drum and the fast line sheave to reduce<br />
vibration and to keep the drilling line from rubbing against the derrick.<br />
Martensite is a hard, nonductile microconstituent formed when steel is heated<br />
above its critical temperature and cooled rapidly. In the case of steel of the<br />
composition conventionally used for rope wire, martensite can be formed if the<br />
wire surface is heated to a temperature near or somewhat in excess of 1400°F<br />
(76OoC), and then cooled at a comparatively rapid rate. The presence of a<br />
martensite film at the surface of the outer wires of a rope that has been in<br />
service is evidence that sufficient frictional heat has been generated on the<br />
crown of the rope wires to momentarily raise the wire surface temperature to<br />
a point above the critical temperature range of the steel. The heated surface is<br />
then rapidly cooled by the adjacent cold metal within the wire and the rope<br />
structure, and an effective quenching results.
Hoisting System 589<br />
Figure 4-71A shows a rope that has developed fatigue fractures at the crown<br />
in the outer wires, and Figure 4-71B shows a photomicrograph (100~ magnification)<br />
of a specimen cut from the crown of one of these outer wires. This<br />
photomicrograph clearly shows the depth of the martensite layer and the cracks<br />
produced by the inability of the martensite to withstand the normal flexing of<br />
the rope. The result is a disappointing service life for the rope. Most outer wire<br />
failures may be attributed to the presence of martensite.<br />
Worn sheave and drum grooves cause excessive wear on the rope. All sheaves<br />
should be in proper alignment. The fast sheave should line up with the center<br />
of the hoisting drum. From the standpoint of wire-rope life, the condition and<br />
contour of sheave grooves are important and should be checked periodically.<br />
The sheave groove should have a radius not less than that in Table 4-31;<br />
otherwise, rope life can be reduced. Reconditioned sheave grooves should<br />
conform to the recommended radii for new and reconditioned sheaves as given<br />
in Table 432. Each operator should establish the most economical point at which<br />
sheaves should be regrooved by considering the loss in rope life that will result<br />
DETAIL A 198-11<br />
Figure 4-71. Fatigue fractures in outer wires caused by the<br />
martensite [ll].<br />
formation of
590 Drilling and Well Completions<br />
Table 4-31<br />
Minimum Groove Radii for Worn Sheaves [ll]<br />
Wire Rope<br />
Nominal Size<br />
Radii<br />
in. (mm) in. (mm)<br />
% (6.5) .129 ( 3.28)<br />
t% I 8) .160 ( 4.06)<br />
K (9.5) .190 ( 4.88)<br />
T? (11) .220 ( 5.59)<br />
% (131 256 ( 6.50)<br />
rh 114.51 .a8 ( 7.82)<br />
% (16) ,320 ( 8.13)<br />
% (19) ,380 ( 9.65)<br />
74 (22) .440 (11.18)<br />
1 461 ,513 (18.08)<br />
1% (29) 511 (14.66)<br />
1% (52) ,639 (16.23)<br />
1% (35) ,699 (17.75)<br />
1% (38) ,159 (19.28)<br />
Wire Rope<br />
Wire Rope<br />
Nominal Size Radii Nominal Size Radii<br />
in. (mm) in. (mm) in. (mm) in. mm)<br />
1% (42) .833 (21.16) 3% (86) 1.730 (43.94)<br />
1% (45) ,891 (22.78) 3% ( 90) 1.794 (65.57)<br />
1% (48) .959 (24.36) 3% ( 96) 1.918 (48.72)<br />
2 (52) 1.025 (26.04) 4 (103) 2.050 (52.07)<br />
2% (54) 1.019 (27.41) 4% 11091 2.178 (55.32)<br />
2% (5s) 1.153 (29.29) 4% (115) 2.298 (58.97)<br />
2% (60) 1.199 (30.45) 4% (122) 2.434 (61.82)<br />
2% (64) 1.219 (S2.49) 5 (128) 2.551 (64.95)<br />
2% (67) 1.339 (84.01) 5% (135) 2.691 (68.85)<br />
2% (71) 1.409 (95.79) 5% (141) 2.811 (71.55)<br />
274 (74) 1.413 (87.41) sS/r (148) 2.941 (74.85)<br />
3 (77) 1.538 (39.07) 6 (154) 3.015 (7'8.11)<br />
3% (80) 1.598 (40.59)<br />
3% (88) 1.658 (42.12)<br />
1 2 1 2<br />
Wire Rope<br />
Wire Rope<br />
Nominal Size Radii Nominal Size Radii<br />
in. (mm) in. (mm) in. (mm) in. (mm)<br />
!4 6.5) .I35 ( S.4S) 1% (42) .876 (22.25)<br />
ib (8) .161 ( 4.24) 1% (45) 9.39 (23.85)<br />
K (9.5) ,201 ( 5.11) 1% (48) 1.003 (25.48)<br />
l% (11) ,234 ( 5.94) 2 (52) 1.086 (P7.56)<br />
% (131 ,271 6.88) 2% (54) 1.131 (28.88)<br />
fi (14.5) ,303 ( 7.70) 2% (58) 1.210 (90.79)<br />
% (16) ,334 ( 8.48) 2% (60) 1.271 (sp.28)<br />
:I/r (19) .401 (10.19) 2% (64) 1.338 (33.99)<br />
'n (22) ,468 (11.89) 2% (67) 1.404 (S5.68)<br />
1 (26) .543 (13.79) 2% (71) 1.481 (37.62)<br />
1% (29) ,605 (15.37) Z?? (74) 1.544 (S9.22)<br />
1% (82) ,669 (16.99) 3 (77) 1.607 (40.89)<br />
1% (35) .I36 (18.69) 3% (80) 1.664 (42.27)<br />
1% (9s) .803 (20.40) 3% (83) 1.131 (43.97)<br />
1 2<br />
Wire Rope<br />
Nominal Size Radii<br />
in. (mm) in. (mm)<br />
3% ( 86) 1.807 (45.90)<br />
3% ( 90) 1.869 (47.47)<br />
3% ( 96) 1.991 (50.72)<br />
4 (108) 2.139 (54.SS)<br />
4% (109) 2.264 (57.61)<br />
4% (115) 2.396 (60.86)<br />
4% (122) 2.534 (64.36)<br />
5 (188) 2.663 (67.64)<br />
5% (135) 2.804 (71.22)<br />
5% (141) 2.929 (7b.40)<br />
5% (148) 3.014 (78.08)<br />
6 (154) 3.198 (81.28)<br />
from worn sheaves as compared to the cost involved in regrooving. When a new<br />
rope is to be installed on used sheaves, it is particularly important that the sheave<br />
grooves be checked as recommended. To ensure a minimum turning effort, all<br />
sheaves should be kept properly lubricated.<br />
Seizing. Before cutting, a wire rope should be securely seized on each side of<br />
the cut by serving with soft wire ties. For socketing, at least two additional<br />
seizings should be placed at a distance from the end equal to the basket length<br />
of the socket. The total length of the seizing should be at least two rope<br />
diameters, and securely wrapped with a seizing iron. This is very important, as<br />
it prevents the rope untwisting and ensures equal tension in the strands when<br />
the load is applied.<br />
The recommended procedure for seizing a wire rope is as follows:
Hoisting System 591<br />
a. The seizing wire should be wound on the rope by hand as shown in<br />
Figure 4-73 (1). The coils should be kept together and considerable tension<br />
maintained on the wire.<br />
b. After the seizing wire has been wound on the rope, the ends of the wire<br />
should be twisted together by hand in a counterclockwise direction so that<br />
the twisted portion of the wires is near the middle of the seizing (see<br />
Figure 4-73 (2)).<br />
c. Using “Carew” cutters, the twist should be tightened just enough to take<br />
up the slack (Figure 4-73 (3)). Tightening the seizing by twisting should<br />
not be attempted.<br />
d. The seizing should be tightened by prying the twist away from the axis of<br />
the rope with the cutters as shown in Figure 4-73 (4).<br />
e. The tightening of the seizing should be repeated as often as necessary to<br />
make the seizing tight.<br />
Figure 4-72. Correct method of attaching clips to wire rope [ll]<br />
Figure 4-73. Putting a seizing on a wire rope [ll].
592 Drilling and Well Completions<br />
f. To complete the seizing operation, the ends of the wire should be cut off<br />
as shown in Figure 4-73 (5), and the twisted portion of the wire tapped<br />
flat against the rope. The appearance of the finished seizing is illustrated<br />
in Figure 4-73 (6).<br />
Socketing (Zinc Poured or Spelter).<br />
Wife Rope Preparation. The wire rope should be securely seized or clamped<br />
at the end before cutting. Measure from the end of the rope a length equal to<br />
approximately 90% of the length of the socket basket. Seize or clamp at this<br />
point. Use as many seizings as necessary to prevent the rope from unlaying.<br />
After the rope is cut, the end seizing should be removed. Partial straightening<br />
of the strands and/or wire may be necessary. The wires should then be separated<br />
and broomed out and the cores treated as follows:<br />
1. Fiber core-Cut back length of socket basket.<br />
2. Steel core-Separate and broom out.<br />
3. Other-Follow manufacturer's recommendations.<br />
Cieming. The wires should be carefully cleaned for the distance inserted in<br />
the socket by one of the following methods:<br />
Acid cleaning<br />
1. Improved plow steel and extra improved plow steel, bright and galvanized. Use a<br />
suitable solvent to remove lubricant. The wires then should be dipped in<br />
commercial muriatic acid until thoroughly cleaned. The depth of immersion<br />
in acid must not be more than the broomed length. The acid should be<br />
neutralized by rinsing in a bicarbonate of soda solution. Fresh acid should<br />
be prepared when satisfactory cleaning of the wires requires more than one<br />
minute. (Prepare new solution-do not merely add new acid to old.) Be sure<br />
acid surface is free of oil or scum. The wires should be dried and then dipped<br />
in a hot solution of zinc-ammonium chloride flux. Use a concentration of<br />
1 lb (454 g) of zinc-ammonium chloride in 1 gal (3.8 L) of water and<br />
maintain the solution at a temperature of 180'F (82°C) to 200°F (93OC).<br />
2. Stainless steel. Use a suitable solvent to remove lubricant. The wires then should<br />
be dipped in a hot caustic solution, such as oakite, then in a hot water rinse,<br />
and finally dipped in one of the following solutions until thoroughly cleaned<br />
a. commercial muriatic acid<br />
b. 1 part by weight of cupric chloride, 20 parts by weight of concentrated<br />
hydrochloric acid<br />
c. 1 part by weight of ferric chloride, 10 parts by weight of concentrated<br />
nitric or hydrochloric acid, 20 parts by weight of water.<br />
Use the above solutions at room temperature. The wires should then be<br />
dipped in clean hot water. A suitable flux may be used.<br />
Fresh solution should be prepared when satisfactory cleaning of the wires<br />
requires more than a reasonable time. (Prepare new solutions-do not<br />
merely add new solution to old solution.) Be sure solution surface is free<br />
of oil and scum.<br />
3. Phosphor bronre. Use a suitable solvent to remove lubricant. The wires should<br />
then be dipped in commercial muriatic acid until thoroughly cleaned.<br />
4. Monel metal. Use a suitable solvent to remove lubricant. The wires then<br />
should be dipped in the following solution until thoroughly cleaned 1 part<br />
glacial acetic acid + 1 part concentrated nitric acid.
Hoisting System 593<br />
This solution is used at room temperature. The broom should be immersed<br />
from 30 to 90 s. The depth of immersion in the solution must not be more<br />
than broomed length. The wires should then be dipped in clean hot water.<br />
UItrasonic cleaning (a// grades). An ultrasonic cleaner suitable for cleaning wire<br />
rope is permitted in lieu of the acid cleaning methods described previously.<br />
Other cleaning methods. Other cleaning methods of proven reliability are<br />
permitted.<br />
Attaching Socket. Preheat the socket to approximately 200°F (93°C). Slip socket<br />
over ends of wire. Distribute all wires evenly in the basket and flush with top<br />
of basket. Be sure socket is in line with axis of rope.<br />
Use only zinc not lower in quality than high grade per ASTM Specification B-6.<br />
Heat zinc to a range allowing pouring at 950°F (5lOOC) to 975°F (524°C). Skim off<br />
any dross accumulated on the surface of the zinc bath. Pour molten zinc into the<br />
socket basket in one continuous pour if possible. Tap socket basket while pouring.<br />
Final Preparation. Remove all seizings. Apply lubricant to rope adjacent to<br />
socket to replace lubricant removed by socketing procedure. Socket is then ready<br />
for service.<br />
Splicing. Splicing wire rope requires considerable skill, and the instructions for<br />
splicing wire rope will be found in the catalogues of most of the wire-rope<br />
manufacturers, where the operation sequence is carefully described, and many<br />
clear illustrations are presented. These illustrations give, in fact, most of the<br />
information needed.<br />
Socketing (Thermo-Set Resin). Before proceeding with thermo-set resin<br />
socketing, the manufacturer's instructions for using this product should be<br />
carefully read. Particular attention should be given to sockets designed specifically<br />
for resin socketing. Other thermo-set resins used may have specifications<br />
that differ from those shown in this section.<br />
Seizing and Cutting the Rope. The rope manufacturer's directions for a<br />
particular size or construction of rope are to be followed with regard to the<br />
number, position, and length of seizings, and the seizing wire size to be used.<br />
The seizing, which will be located at the base of the installed fitting, must be<br />
positioned so that the ends of the wires to be embedded will be slightly below<br />
the level of the top of the fitting's basket. Cutting the rope can best be<br />
accomplished by using an abrasive wheel.<br />
Opening and Brooming the Rope End. Prior to opening the rope end, place<br />
a short temporary seizing directly above the seizing that represents the base of<br />
the broom. The temporary seizing is used to prevent brooming the wires to full<br />
length of the basket, and also to prevent the loss of lay in the strands and rope<br />
outside the socket. Remove all seizings between the end of the rope and the<br />
temporary seizing. Unlay the strands comprising the rope. Starting with the<br />
IWRC, or strand core, open each strand and each strand of the rope, and broom<br />
or unlay the individual wires. (A fiber core may be cut in the rope at the base<br />
of the seizing. Some prefer to leave the core in. Consult the manufacturer's<br />
instructions.) When the brooming is completed, the wires should be distributed<br />
evenly within a cone so that they form an included angle of approximately 60".
594 Drilling and Well Completions<br />
Some types of sockets require a different brooming procedure and the manufacturer's<br />
instructions should be followed.<br />
Cleaning the Wires and Fittings. Different types of resin with different<br />
characteristics require varying degrees of cleanliness. The following cleaning<br />
procedure was used for one type of polyester resin with which over 800 tensile<br />
tests were made on ropes in sizes + in. (6.5 mm) to 34-in. (90 mm) diameter<br />
without experiencing any failure in the resin socket attachment.<br />
Thorough cleaning of the wires is required to obtain resin adhesion. Ultrasonic<br />
cleaning in recommended solvents (such as trichloroethylene or l,l,ltrichloroethane<br />
or other nonflammable grease-cutting solvents) is the preferred<br />
method in accordance with OSHA standards. If ultrasonic cleaning is not<br />
available, trichloroethane may be used in brush or dip-cleaning; but fresh solvent<br />
should be used for each rope end fitting and should be discarded after use.<br />
After cleaning, the broom should be dried with clean compressed air or in<br />
another suitable fashion before proceeding to the next step. Using acid to etch<br />
the wires before resin socketing is unnecessary and not recommended. Also, the<br />
use of a flux on the wires before pouring the resin should be avoided since<br />
this adversely affects bonding of the resin to the steel wires. Since there is a variation<br />
in the properties of different resins, the manufacturer's instructions should be<br />
carefully followed.<br />
Placement of the Flttlng. The rope should be placed vertically with the broom<br />
up, and the broom should be closed and compacted to insert the broomed rope<br />
end into the fitting base. Slip on the fitting, removing any temporary banding<br />
or seizing as required. Make sure the broomed wires are uniformly spaced in<br />
the basket with the wire ends slightly below the top edge of the basket, and<br />
make sure the axis of the rope and the fitting are aligned. Seal the annular<br />
space between the base of the fitting and the exiting rope to prevent leakage<br />
of the resin from the basket. A nonhardening butyl rubber base sealant gives<br />
satisfactory performance. Make sure the sealant does not enter the socket base,<br />
so that the resin may fill the complete depth of the socket basket.<br />
Pouring the Resin. Controlled heat-curing (no open flame) at a temperature<br />
range of 250 to 300°F (121 to 149°C) is recommended; and is required if<br />
ambient temperatures are less than 60°F (16°C) (which may vary with different<br />
resins). When controlled heat curing is not available and ambient temperatures<br />
are not less than 60°F (16"C), the attachment should not be disturbed and<br />
tension should not be applied to the socketed assembly for at least 24 hr.<br />
Lubricatlon Of Wire Rope after Socket Attachment. After the resin has cured,<br />
relubricate the wire rope at the base of the socket to replace the lubricant that<br />
was removed during the cleaning operation.<br />
Resin Socketing COmpOSitiOnS. Manufacturer's directions should be followed<br />
in handling, mixing, and pouring the resin composition.<br />
Performance of Cured Resin Sockets. Poured resin sockets may be moved<br />
when the resin has hardened. After ambient or elevated temperature cure<br />
recommended by the manufacturer, resin sockets should develop the nominal<br />
strength of the rope; and should also withstand, without cracking or breakage,<br />
shock loading sufficient to break the rope. Manufacturers of resin socketing<br />
material should be required to test to these criteria before resin materials are<br />
approved for this end use.
~ ~~~<br />
Hoisting System 595<br />
Attachment of Clips<br />
The clip method of making wire-rope attachments is widely used. Drop-forged<br />
clips of either the U-bolt or the double-saddle type are recommended. When<br />
properly applied as described herein, the method develops about 80% of the<br />
rope strength in the case of six strand ropes.<br />
When attaching clips, the rope length to be turned back when making a loop<br />
is dependent upon the rope size and the load to be handled. The recommended<br />
lengths, as measured from the thimble base, are given in Table 4-33. The thimble<br />
should first be wired to the rope at the desired point and the rope then bent around<br />
the thimble and temporarily secured by wiring the two rope members together.<br />
Table 4-33<br />
Attachment of Clips [ll]<br />
Length of<br />
Diameter Number Rope Turned<br />
of Rope, of Back, Torque,<br />
in. (mm) Clips in. (mm) ft-lb (Nwn)<br />
2 3% ( 8-9) 4.5 ( 6.1)<br />
2 3%. ( 95) 7.5 ( 10)<br />
2 4% ( 121) 15 ( 20)<br />
2 5% ( 133) 30 ( 41)<br />
2 6% ( 165) 45 ( 61)<br />
2 7 ( 178) 65 ( 88)<br />
3 11% ( 292) 65 ( 88)<br />
3 12 ( 305) 95 ( 129)<br />
3 12 ( 605) 95 ( 129)<br />
4 18 ( 457) 130 ( 176)<br />
4 19 ( 483) 225 ( 305)<br />
5 26 ( 660) 225 ( 305)<br />
6 34 ( 864) 225 ( $05)<br />
7 44 (1117) 360 ( 488)<br />
7 44 (1120) 360 ( 488)<br />
8 54 (1872) 360 ( 488)<br />
8 58 (1473) 430 ( 586)<br />
8 61 (1549) 590 ( 800)<br />
8 71 (1800) 750 (1020)<br />
8 73 (1850) 750 (1020)<br />
9 84 (2130) 750 (1020)<br />
10 100 (2540) 750 (1020)<br />
3 (77) 10 106 (2690) 1200 (1630)<br />
NOTE I: Ij u pulley in uxed in place of a thimhk for turning<br />
buck the rope. udd one additional dip.
596 Drilling and Well Completions<br />
The first clip should be attached at a point about one base width from the<br />
last seizing on the dead end of the rope and tightened securely. The saddle of<br />
the clip should rest upon the long or main rope and the U-bolt upon the dead<br />
end. All clips should be attached in this manner (see Figure 4-74). The short<br />
end of the rope should rest squarely upon the main portion.<br />
The second clip should be attached as near the loop as possible. The nuts<br />
for this clip should not be completely tightened when it is first installed. The<br />
recommended number of clips and the space between clips are given in Table<br />
4-33. Additional clips should be attached with an equal spacing between clips.<br />
Before completely tightening the second and any of the additional clips, some<br />
stress should be placed upon the rope in order to take up the slack and equalize<br />
the tension on both sides of the rope.<br />
When the clips are attached correctly, the saddle should be in contact with<br />
the long end of the wire rope and the U-bolt in contact with the short end of<br />
the loop in the rope as shown in Figure 4-72. The incorrect application of clips<br />
is illustrated in Figure 474.<br />
The nuts on the second and additional clips should be tightened uniformly,<br />
by giving alternately a few turns to one side and then the other. It will be found<br />
that the application of a little oil to the threads will allow the nuts to be drawn<br />
tighter. After the rope has been in use a short time, the nuts on all clips should<br />
be retightened, as stress tends to stretch the rope, thereby reducing its diameter.<br />
The nuts should be tightened at all subsequent regular inspection periods. A<br />
half hitch, either with or without clips, is not desirable as it malforms and<br />
weakens wire rope.<br />
Figure 4-75 illustrates, in a simplified form, the generally accepted methods<br />
of reeving (stringing up) in-line crown and traveling blocks, along with the location<br />
of the drawworks drum, monkey board, drill pipe fingers, and deadline anchor<br />
in relation to the various sides of the derrick. Ordinarily, the only two variables<br />
in reeving systems, as illustrated, are the number of sheaves in the crown and<br />
traveling blocks or the number required for handling the load, and the location<br />
of the deadline anchor. Table 4-34 gives the right-hand string-ups. The reeving<br />
sequence for the left-hand reeving with 12 lines on a seven-sheave crown-block<br />
and six-sheave traveling block illustrated in Figure 4-75 is given in Arrangement<br />
No. 1 of Table 4-34. The predominant practice is to use left-hand reeving and<br />
- INCOR R EC T-/<br />
Figure 4-74. Incorrect methods of attaching clips to wire rope [ll].
Hoisting System 597<br />
Vee Side of Derrick<br />
i Dead Line Anchor (HI Dead Line Anchor (I)<br />
(for left hand reeving) (for right hand reeving)<br />
I<br />
I<br />
I<br />
I<br />
I<br />
I<br />
I<br />
I<br />
I<br />
Drill Pipe<br />
rinqers<br />
n<br />
I<br />
I<br />
I<br />
I<br />
I<br />
I<br />
I<br />
! n<br />
--<br />
Y<br />
0<br />
L<br />
L<br />
a3<br />
Q<br />
rc<br />
0<br />
aJ<br />
U<br />
.-<br />
v,<br />
L<br />
aJ<br />
U 0<br />
J<br />
Figure 4-75. Typical reeving diagram for 14-line string-up with eight-sheave<br />
crown block and seven-sheave traveling block: left-hand reeving [ 111.<br />
locate the deadline anchor to the left of the derrick vee. In selecting the best<br />
of the various possible methods for reeving casing or drilling lines, the following<br />
basic factors should be considered:<br />
1. Minimum fleet angle from the drawworks drum to the first sheave of the<br />
crown block, and from the crown block sheaves to the traveling block<br />
sheaves.<br />
2. Proper balancing of crown and traveling blocks.<br />
3. Convenience in changing from smaller to larger number of lines, or from<br />
larger to smaller number of lines.<br />
4. Location of deadline on monkey board side for convenience and safety of<br />
derrickman.
598 Drilling and Well Completions<br />
Table 4-34<br />
Recommended Reeving Arrangements for 12-, lo-, 8-, and 6-Line<br />
String-ups Using 7-Sheave Crown Blocks with &Sheave Traveling<br />
Blocks and 6-Sheave Crown Blocks with 5-Sheave Travelina Blocks 1111<br />
5. Location of deadline anchor, and its influence upon the maximum rated<br />
static hook load of derrick.<br />
Recommended Design Features<br />
The proper design of sheaves, drums, and other equipment on which wire<br />
rope is used is very important to the service life of wire rope. It is strongly urged<br />
that the purchaser specify on his order that such material shall conform with<br />
recommendations set forth in this section.<br />
The inside diameter of socket and swivel-socket baskets should be + in. larger<br />
than the nominal diameter of the wire rope inserted. Alloy or carbon steel, heat<br />
treated, will best serve for sheave grooves. Antifriction bearings are recommended<br />
for all rotating sheaves.<br />
Drums should be large enough to handle the rope with the smallest possible<br />
number of layers. Drums having a diameter of 20 times the nominal wire-rope<br />
diameter should be considered minimum for economical practice. Larger<br />
diameters than this are preferable. For well-measuring wire, the drum diameter<br />
should be as large as the design of the equipment will permit, but should not<br />
be less than 100 times the wire diameter. The recommended grooving for wirerope<br />
drums is as follows:<br />
a. On drums designed for multiple-layer winding, the distance between groove<br />
centerlines should be approximately equal to the nominal diameter of the<br />
wire rope plus one-half the specified oversize tolerance. For the best
Hoisting System 599<br />
spooling condition, this dimension can vary according to the type of<br />
operation.<br />
b. The curvature radius of the groove profile should be equal to the radii<br />
listed in Table 4-32.<br />
c. The groove depth should be approximately 30% of the nominal diameter<br />
of the wire rope. The crests between grooves should be rounded off to<br />
provide the recommended groove depth.<br />
Diameter of Sheaves. When bending conditions over sheaves predominate in<br />
controlling rope life, sheaves should be as large as possible after consideration<br />
has been given to economy of design, portability, etc. When conditions other<br />
than bending over sheaves predominate as in the case of hoisting service for<br />
rotary drilling, the size of the sheaves may be reduced without seriously affecting<br />
rope life. The following recommendations are offered as a guide to designers<br />
and users in selecting the proper sheave size.<br />
D,=dxF (4-25)<br />
where DT = tread diameter of sheave in in. (mm) (see Figure 4-76),<br />
d = nominal rope diameter in in. (mm), and<br />
F = sheave-diameter factor, selected from Table 4-35.<br />
It should be stressed that if sheave design is based on condition C, fatigue due<br />
to severe bending can occur rapidly. If other operation conditions are not<br />
present to cause the rope to be removed from service, this type of fatigue is<br />
apt to result in wires breaking where they are not readily visible to external<br />
examination. Any condition resulting in rope deterioration of a type that is<br />
difficult to judge by examination during service should certainly be avoided.<br />
DRILLING LINE &<br />
CASING LINE WEAVES<br />
DETAfL A<br />
SAhIDLfflE SHEAVE<br />
DETAIL B<br />
Figure 4-76. Sheave grooves [ll].
600 Drilling and Well Completions<br />
Table 4-35<br />
Sheave-Diameter Factors [ll]<br />
1 2 3 4<br />
Factor. F<br />
Rope Condition Condition Condition<br />
Classification A B C<br />
6x7 72 42<br />
6x17 Seale 56 33<br />
6x19 Seale 51 30 (See Fig. 3.1<br />
6x21 Filler Wire 45 26 and<br />
6x25 Filler Wire 41 24 Table 3.2)<br />
6x31 38 22<br />
6x37 33 18<br />
8x19 Seale 36 21<br />
8x19 Warrington 31 18<br />
18x7 and 19x7 51 36<br />
Flattened Strand 51 45<br />
*Follow manufacturer's recommendations.<br />
Condition A-Where bending over sheaves is of major<br />
importance, sheaves at large as those determined by factors<br />
under condition A are recommended.<br />
Condltlon B-Where bending over sheaves is important, but some<br />
sacrifice in rope life is acceptable to achieve portability, reduction in<br />
weight, economy of design, etc., sheaves at least as large as<br />
those determined by factors under condition B are recommended.<br />
Condltlon C-Some equipment is used under operating conditions<br />
which do not reflect the advantage of the selection of sheaves<br />
by factors under conditions A or B. In such cases, sheavediameter<br />
factors may be selected from Figure 4-76 and Table 4-34.<br />
As smaller factors are selected, the bending life of the wire rope<br />
is reduced and it becomes an increasingly important condition of<br />
rope service. Some conception of relative rope service with<br />
different rope constructions and/or different sheave sizes may be<br />
obtained by multiplying the ordinate found in Figure 4-76 by the<br />
proper construction factor indicated in Table 4-34.<br />
The diameter of sheaves for well-measuring wire should be as large as the<br />
design of the equipment will permit but not less than 100 times the diameter<br />
of the wire.<br />
Sheave Grooves. On all sheaves, the arc of the groove bottom should be<br />
smooth and concentric with the bore or shaft of the sheave. The centerline of<br />
the groove should be in a plane perpendicular to the axis of the bore or shaft<br />
of the sheave.<br />
Grooves for drilling and casing line sheaves shall be made for the rope size<br />
specified by the purchaser. The groove bottom shall have a radius R (Table 432)<br />
subtending an arc of 150". The sides of the groove shall be tangent to the ends<br />
of the bottom arc. Total groove depth shall be a minimum of 1.33d and a<br />
maximum of 1.75d (d is the nominal rope diameter shown in Figure 4-76).
Hoisting System 601<br />
Grooves for sand-line sheaves shall be made for the rope size specified by<br />
the purchaser. The groove bottom shall have a radius R (Table 4-32) subtending<br />
an arc of 150'. The sides of the groove shall be tangent to the ends of the<br />
bottom arc. Total groove depth shall be a minimum of 1.75d and a maximum<br />
of 3d (d is nominal rope diameter shown in Figure 4-77B).<br />
Grooves on rollers of oil savers should be made to the same tolerances as<br />
the grooves on the sheaves.<br />
Sheaves conforming to the specifications (Specification 8A) shall be marked<br />
with the manufacturer's name or mark, the sheave groove size and the sheave<br />
OD. These markings shall be cast or stamped on the outer rim of the sheave<br />
groove and stamped on the nameplate of crown and traveling blocks. For<br />
example, a 36-in. sheave with 1 + in. groove shall be marked<br />
AB CO 1 1/8 SPEC 8A<br />
Sheaves should be replaced or reworked when the groove radius decreases<br />
below the values shown in Table 431. Use sheave gages as shown in Figure 4-77A<br />
shows a sheave with a minimum groove radius, and 4-77B shows a sheave with<br />
a tight groove.<br />
Evaluation of Rotary Drilling Line<br />
The total service performed by a rotary drilling line can be evaluated by<br />
considering the amount of work done by the line in various drilling operations<br />
(drilling, coring, fishing, setting casing, etc.), and by evaluating such factors as<br />
the stresses imposed by acceleration and deceleration loadings, vibration stresses,<br />
stresses imposed by friction forces of the line in contact with drum and sheave<br />
surfaces, and other even more indeterminate loads. However, for comparative<br />
purposes, an approximate evaluation can be obtained by computing only the<br />
work done by the line in raising and lowering the applied loads in making round<br />
trips, and in the operations of drilling, coring, setting casing, and short trips.<br />
Round-Trip Operations. Most of the work done by a drilling line is that<br />
performed in making round trips (or half-trips) involving running the string of<br />
OETAIL A<br />
DETAIL B<br />
Figure 4-77. Use of sheave gage [ll].
602 Drilling and Well Completions<br />
drill pipe into the hole and pulling the string out of the hole. The amount of<br />
work performed per round trip should be determined by<br />
D(L, + D)W, +<br />
T, =<br />
10,560,000 2,640,000<br />
(4-26)<br />
where Tr = ton-miles (weight in tons times distance moved in miles)<br />
D = depth of hole in feet<br />
Ls = length of drill-pipe stand in feet<br />
N = number of drill-pipe stands<br />
Wm = effective weight per foot of drill-pipe from Figure 4-78 in pounds<br />
M = total weight of traveling block-elevator assembly in pounds<br />
C = effective weight of drill-collar assembly from Figure 4-78 minus the<br />
effective weight of the same length of drill-pipe from Figure 478<br />
in pounds<br />
Drilling Operations. The ton-miles of work performed in drilling operations is<br />
expressed in terms of work performed in making round trips, since there is a<br />
direct relationship as illustrated in the following cycle of drilling operations.<br />
1. Drill ahead length of the kelly.<br />
2. Pull up length of the kelly.<br />
3. Ream ahead length of the kelly.<br />
4. Pull up length of the kelly to add single or double.<br />
5. Put kelly in rat hole.<br />
6. Pick up single or double.<br />
7. Lower drill stem in hole.<br />
8. Pick up kelly.<br />
Analysis of the cycle of operations shows that for any hole, the sum of operations<br />
1 and 2 is equal to one round trip; the sum of operations 3 and 4 is equal<br />
to another round trip; the sum of operation 7 is equal to one-half a round trip;<br />
and the sum of operations 5, 6, and 8 may, and in this case does, equal another<br />
one-half round trip, thereby making the work of drilling the hole equivalent to<br />
three round trips to bottom, and the relationship can be expressed as<br />
T, = 3(T, - TI) (4-27)<br />
where Td = ton-mile drilling<br />
T, = ton-miles for one round trip at depth D, (depth where drilling started<br />
after going in hole, in ft)<br />
T, = ton-miles for one round trip at depth D, (depth where drilling stopped<br />
before coming out of hole in ft)<br />
If operations 3 and 4 are omitted, then formula 4-27 becomes<br />
T, 2(T, - T,) (4-28)<br />
Coring Operations. The ton-miles of work performed in coring operations, as<br />
for drilling operations, is expressed in terms of work performed in making round<br />
trips, since there is a direct relationship illustrated in the following cycle of<br />
coring operations.
Hoisting System 603<br />
WEIGHT <strong>OF</strong> FLUID, LB PER CU. FT.<br />
0 I5 30 45 60 75 90 I05 120 135 150 165 35<br />
30<br />
JOINT. THE APP<br />
CORRECTION FO<br />
+OPERCENT FOR RANGE IAN0<br />
25<br />
20<br />
I5<br />
IO<br />
5<br />
OR<br />
<strong>GAS</strong><br />
WEIGHT <strong>OF</strong> FLUID, LB PER GAL.<br />
Figure 4-78. Effective weight of pipe-in drilling fluid [ll].<br />
0<br />
1. Core ahead length of core barrel.<br />
2. Pull up length of kelly.<br />
3. Put kelly in rat hole.<br />
4. Pick up single.<br />
5. Lower drill stem in hole.<br />
6. Pick up kelly.
604 Drilling and Well Completions<br />
Analysis of the cycle of operation shows that for any one hole the sum of<br />
operations 1 and 2 is equal to one round trip; the sum of operations 5 is equal<br />
to one-half a round trip; and the sum of operations 3, 4, and 6 may, and in<br />
this case does, equal another one-half round trip, thereby making the work of<br />
drilling the hole equivalent to two round trips to bottom, and the relationship<br />
can be expressed as<br />
Tc 2(T, - T,) (4-29)<br />
where Tc = ton-mile coring<br />
T, = ton-miles for one round trip at depth D, (depth where coring started<br />
after going in hole, in feet)<br />
T, = ton-miles for one round trip at depth D, (depth where coring<br />
stopped before coming out of hole, in feet)<br />
Setting Casing Operations. The calculation of the ton-miles for the operation<br />
of setting casing should be determined as in round-trip operations as for drill<br />
pipe, but with the effective weight of the casing being used, and with the result<br />
being multiplied by one-half, since setting casing is a one-way (one-half roundtrip)<br />
operation. Ton-miles for setting casing can be determined from<br />
T, = D(L, + DXW, 1 +<br />
10,560,000<br />
(4-30)<br />
Since no excess weight for drill collars need be considered, Equation 430 becomes<br />
D(L, + D)(W, ) +<br />
DM<br />
T, = (4-31)<br />
10,560,000 2,640,000 (i)<br />
where TI = ton-miles setting casing<br />
L,, = length of joint of casing in ft<br />
Wcm = effective weight per foot of casing in lb/ft<br />
The effective weight per foot of casing Wm may be estimated from data given<br />
on Figure 4-78 for drill pipe (using the approximate Ib/ft), or calculated as<br />
Wcm = Wca (1 - 0.015B) (4-32)<br />
where Wc. is weight per foot of casing in air in Ib/ft<br />
B is weight of drilling fluid from Figure 4-79 or Figure 4-80 in lb/gal<br />
Short Trip Operations. The ton-miles of work performed in short trip operations,<br />
as for drilling and coring operations, is also expressed in terms of round<br />
trips. Analysis shows that the ton-miles of work done in making a short trip is<br />
equal to the difference in round trip ton-miles for the two depths in question.<br />
This can be expressed as<br />
T, = T, - T5<br />
where TsT = ton-miles for short trip<br />
T, = ton-miles for one round trip at depth D, (shallower depth)<br />
T, = ton-miles for one round trip at depth D, (deeper depth)<br />
(4-33)
Hoisting System 605<br />
20<br />
I I I 1 I I I<br />
tn<br />
W<br />
w<br />
I<br />
tn<br />
a<br />
W<br />
><br />
18<br />
16<br />
0 12<br />
W<br />
LL<br />
14<br />
4<br />
12 14 16 18 20 22 24 26 28<br />
DT/d RATIOS<br />
D, = tread diameter of sheave, inches (mm) (see Fig. 4-73)<br />
d = nominal rope diameter, inches (mm).<br />
Figure 4-79. Relative service for various Dfd ratios for sheaves [ill.’<br />
See “Diameter of Sheaves,” subparagraph titled ”Variation for Different Service Applications.”<br />
‘Based on laboratory tests involving systems consisting of sheaves only.<br />
For the comparative evaluation of service from rotary drilling lines, the grand<br />
total of ton-miles of work performed will be the sum of the ton-miles for all<br />
round-trip operations (Equation 4-26), the ton-miles for all drilling operations<br />
(Equation 4-27), the ton-miles for all coring operations (Equation 4-29), the tonmiles<br />
for all casing setting operations (Equation 4-30), and the ton-miles for all<br />
short trip operations (Equation 4-33). By dividing the grand total ton-miles for
606 Drilling and Well Completions<br />
WEIGHT <strong>OF</strong> FLUID LB. PER CU. FT.<br />
40<br />
30<br />
20<br />
10<br />
100<br />
90<br />
70<br />
60<br />
M<br />
40<br />
30<br />
PO<br />
10<br />
I II I I I I l I l l l l l l l l l l l l 1 1 1 1 1 1 1 1 1 1 1 1 1 l I I I<br />
IO 20<br />
AIR WEIGHT <strong>OF</strong> FLUID, LB. PER GAL. 198-111<br />
OR<br />
<strong>GAS</strong><br />
Figure 4-80. Effective weight of drill collars in drilling fluid [ill.<br />
all wells by the original length of line in feet, the evaluation of rotary drilling<br />
lines in ton-miles per foot on initial length may be determined.<br />
Rotary Drilling Line Service-Record Form<br />
Figure 4-81 is a rotary drilling line service-record form. It can be filled out<br />
on the bases of Figure 4-82 and previous discussion.
608 Drilling and Well Completions<br />
BASED ON A STAND LENGTH VALUE <strong>OF</strong> 100 FT.<br />
(TAKEN AS A CONVENIENT COMPROMISE BE-<br />
TWEEN 90-Fl. ANO 120-FT. STANDS.)<br />
I .E:<br />
c- 0<br />
GZ<br />
U,<br />
VIWESQ FACTOR &toSC)<br />
0 TO 6,000-Fl.OEPTH<br />
Figure 4-82. Rotary-drilling ton-mile charts [ll].<br />
Slipping and Cutoff Practice for Rotary Drilling Lines<br />
Using a planned program of slipping and cutoff based upon increments of<br />
service can greatly increase the service life of drilling lines. Determining when<br />
to slip and cut depending only on visual inspection, will result in uneven wear,<br />
trouble with spooling (line “cutting in” on the drum), and long cutoffs, thus<br />
decreasing the service life. The general procedure in any program should be
Hoisting System 609<br />
to supply an excess of drilling line over that required to string up, and to slip<br />
this excess through the system at such a rate that it is evenly worn and that the<br />
line removed by cutoff at the drum end has just reached the end of its useful life.<br />
Initial Length of Line. The relationship between initial lengths of rotary lines<br />
and their normal service life expectancies is shown in Figure 4-83. Possible<br />
savings by the use of a longer line may be offset by an increased cost of handling<br />
for a longer line.<br />
IC<br />
w<br />
c)<br />
9<br />
a<br />
2 7<br />
W<br />
v)<br />
f 6<br />
0<br />
a<br />
w ' 5<br />
a<br />
-<br />
3 4<br />
w<br />
><br />
5 3<br />
w<br />
a 2<br />
I<br />
1000 2000 3000 4OOO 5OOO 6000 7000<br />
ROTARY LINE INITIAL LENGTH,FT.<br />
Figure 4-83. Relationship between rotary-line initial length and service life [11].*<br />
*Empirical curves developed from general field experience.
610 Drilling and Well Completions<br />
Service Goal. A goal for line service in terms of ton-miles between cutoffs<br />
should be selected. This value can initially be determined from Figures 4-84 and<br />
4-85 and later adjusted in accordance with experience. Figure 4-86 shows a<br />
graphical method of determining optimum cutoff frequency.<br />
Variations in Line Service. Ton-miles of service will vary with the type and<br />
condition of equipment used, drilling conditions encountered, and the skill used<br />
20 22<br />
24<br />
:* I6 I8<br />
20<br />
I2<br />
8<br />
5<br />
3<br />
Explanation:<br />
To determine (approximately) the desirable ton-miles before the first cutoff<br />
on a new line, draw a vertical line from the derrick height to the wireline<br />
size used. Project this line horizontally to the ton-mile figure given for the<br />
type of drilling encountered in the area. Subsequent cutoffs should be<br />
made at 100 ton-miles less than those indicated for 1Mn. and smaller<br />
lines, and at 200 ton-miles less than 1%-in. and l%-in. lines.<br />
Figure 4-84. Ton-mile derrick height and line-size relationships [l l].*<br />
"The values for ton-miles before cutoff, as given in Figure 4-84 were calculated for improved plow<br />
steel with an independent wire-rope core and operating at a design factor of 5. When a design<br />
factor other than 5 is used, these values should be modified in accordance with Figure 4-85.<br />
The values given in Figure 4-84 are intended to serve as a guide for the selection of initial<br />
ton-mile values as explained in Par. 'Service Goal." These values are conservative, and are<br />
applicable to all typical constructions of wire rope as recommended for the rotary drilling lines<br />
shown in Table 4-9.
Hoisting System 611<br />
I 2 3 4 5 6 7<br />
DESIGN FACTOR<br />
Figure 4-85. Relationship between design factors and ton-mile service factors [11].*<br />
NOTE: Light loads can cause rope to wear out from fatigue prior to accumulation of anticipated<br />
ton-miles.<br />
'Based on laboratory tests of bending over sheaves.<br />
in the operation. A program should be "tailored" to the individual rig. The<br />
condition of the line as moved through the reeving system and the condition<br />
of the cutoff portions will indicate whether the proper goal was selected. In all<br />
cases, visual inspection of the wire rope by the operator should take precedence<br />
over any predetermined procedures. (See Figure 4-86 for a graphical comparison<br />
of rope services.)
612<br />
Drilling and Well Completions<br />
45<br />
40<br />
9 35<br />
5<br />
i 0 I-<br />
8 30<br />
0<br />
T-<br />
u-<br />
0<br />
2 25<br />
Lu<br />
CT)<br />
$<br />
g 20<br />
15<br />
10<br />
5<br />
0<br />
0 500 1000 1500 2000 2500 3000 3500<br />
TOTAL CUT<strong>OF</strong>F, FEET<br />
Figure 4-86, Graphic method of determining optimum frequency of cutoff to<br />
give maximum total ton-miles for a particular rig operating under certain drilling<br />
conditions [ll].<br />
Cutoff Length. The following factors should be considered in determining a<br />
cutoff length<br />
1. The excess length of line that can conveniently be carried on the drum.<br />
2. Load-pickup points from reeving diagram.<br />
3. Drum diameter and crossover points on the drum.
Hoisting System 613<br />
The crossover and pickup points should not repeat. This is done by avoiding<br />
cutoff lengths that are multiples of either drum circumference, or lengths<br />
between pickup points. Successful programs have been based on cutoff lengths<br />
ranging from 30 to 150 ft. Table 4-36 shows a recommended length of cutoff<br />
(number of drum laps) for each height derrick and drum diameter.<br />
Slipping Program. The number of slips between cutoffs can vary considerably<br />
depending upon drilling conditions and the length and frequency of cutoffs.<br />
Slips should be increased if the digging is rough, if jarring jobs occur, etc.<br />
Slipping that causes too much line piles up on the drum, particularly an extra<br />
layer on the drum, before cutoff should be avoided. In slipping the line, the<br />
rope should be slipped an amount such that no part of the rope will be located<br />
for a second time in a position of severe wear. The positions of severe wear<br />
are the point of crossover on the drum and the sections in contact with the<br />
traveling-block and crown-block sheaves at the pickup position. The cumulative<br />
Table 4-36<br />
Recommended Cutoff Lengths in Terms of Drum Laps*<br />
See Paragraph Titled “Cutoff Length” [11 J<br />
1 2 3 4 5 6 7 8 9 1 0 1 1 1 2 1 3 1 4 15<br />
Derrick<br />
Drum Diameter. in.<br />
or Mast<br />
Height.<br />
fl 11 13 14 16 18 20 22 24 26 28 30 32 34 86<br />
Number of Drum Laps per Cutoff<br />
151 Up 15!+ 14% 13% 12); 119:<br />
141 to 150 13% 12% ll!+ 11% 10%<br />
133 (0 I40 15% 14% 12% 11X 11% 10% 9%<br />
120 to 132 17% 15% 14% 12% 12h 11% 10’4 9!4 9%<br />
91 to 119 19% 17); 14% 12% 11% 10% 911, 9% 8!4<br />
73(090 15% 14% 121; 11%<br />
Uplhrouuh?? 123 11%<br />
In ode? to insure a cham Oi the 1.t Oi ctol~~u on the drum. where wear and cnuhlng am most mewre, the 1.p.<br />
to b. cut oE 8n ghen in multiplem oP“,ehdf lap or one quarter 1.p dependent upon the trp. of drnm moving.<br />
Example:<br />
Assumed conditions:<br />
a. Derrick height: 138 ft<br />
b. Wire-line size: 1V4 in.<br />
c. Type Drilling: #3<br />
d. Drum diameter: 28 in.<br />
e. Design Factor: 3.<br />
Solution:<br />
1. From Fig. 4-84 determine that (for a line with a design factor of 5) the first<br />
cutoff would be made after 1200 ton-miles and additional cut-offs after each<br />
successive 1000 ton-miles.<br />
2. Since a design factor of 3 applies, Fig. 4-85 indicates that these values should<br />
be multiplied by a factor of 0.58. Hence the first cutoff should be made after<br />
696 ton-miles and additional cutoffs after each successive 580 ton-miles.<br />
3. From Table 4-36 determine that 11% drum laps (84 ft) should be removed at<br />
each cutoff.<br />
4. Slip 21 ft every 174 ton-miles for four times and cut off after the fourth slip.<br />
Thereafter, slip 21 fi every 145 ton-miles and cut off on the fourth slip.
614 Drilling and Well Completions<br />
number of feet slipped between cutoffs should be equal to the recommended<br />
feet for ton-mile cutoff. For example, if cutting off 80 ft every 800 ton-miles,<br />
20 ft should be slipped every 200 ton-miles, and the line cut off on the fourth slip.<br />
Field Troubles and Their Causes<br />
All wire rope will eventually deteriorate in operation or have to be removed<br />
simply by virtue of the loads and reversals of load applied in normal service.<br />
However, many conditions of service or inadvertent abuse will materially shorten<br />
the normal life of a wire rope of proper construction although it is properly<br />
applied. The following field troubles and their causes give some of the field<br />
conditions and practices that result in the premature replacement of wire rope.<br />
It should be borne in mind that in all cases the contributory cause of removal<br />
may be one or more of these practices or conditions.<br />
Wire-Rope Trouble<br />
Rope broken (all strands).<br />
One or more whole strands parted.<br />
Excessive corrosion.<br />
Rope damage by careless handling<br />
in hauling to the well or location.<br />
Damage by improper socketing.<br />
Kinks, dog legs, and other<br />
distorted places.<br />
Possible Cause<br />
Overload resulting from severe impact,<br />
kinking, damage, localized wear, weakening of<br />
one or more strands, or rust-bound condition<br />
and loss of elasticity. Loss of metallic area<br />
due to broken wires caused by severe<br />
bending.<br />
Overloading, kinking, divider interference,<br />
localized wear, or rust-bound condition.<br />
Fatigue, excessive speed, slipping, or running<br />
too loosely. Concentration of vibration at dead<br />
sheave or dead-end anchor.<br />
Lack of lubrication. Exposure to salt spray,<br />
corrosive gases, alkaline water, acid water,<br />
mud, or dirt. Period of inactivity without<br />
adequate protection.<br />
Rolling reel over obstructions or dropping from<br />
car, truck, or platform. The use of chains for<br />
lashing, or the use of lever against rope<br />
instead of flange. Nailing through rope to<br />
flange.<br />
Improper seizing that allows slack from one or<br />
more strands to work back into rope; improper<br />
method of socketing or poor workmanship in<br />
socketing, frequently shown by rope being<br />
untwisted at socket, loose or drawn.<br />
Kinking the rope and pulling out the loops<br />
such as in improper coiling or unreeling.<br />
Improper winding on the drum. Improper tiedown.<br />
Open-drum reels having longitudinal<br />
spokes too widely spaced. Divider interference.<br />
The addition of improperly spaced<br />
cleats increase the drum diameter. Stressing<br />
while rope is over small sheave or obstacle.
Hoisting System 615<br />
Wire-Rope Trouble<br />
Damage by hooking back slack too<br />
tightly to girt.<br />
Damage or failure on a fishing job.<br />
Lengthening of lay and reduction<br />
of diameter.<br />
Premature breakage of wires.<br />
Excessive wear in spots.<br />
Spliced rope.<br />
Abrasion and broken wires in a<br />
straight line. Drawn or loosened<br />
strands. Rapid fatigue breaks.<br />
Reduction in tensile strength or<br />
damage to rope.<br />
Distortion of wire rope.<br />
High strands.<br />
Wear by abrasion.<br />
Fatigue breaks in wires.<br />
Possible Cause<br />
Operation of walking beam causing a bending<br />
action on wires at clamp and resulting in<br />
fatigue and cracking of wires, frequently<br />
before rope goes down into hole.<br />
Rope improperly used on a fishing job,<br />
resulting in damage or failure as a result of<br />
the nature of the work.<br />
Frequently produced by some type of overloading,<br />
such as an overload resulting in a<br />
collapse of the fiber core in swabbing lines.<br />
This may also occur in cable-tool lines as a<br />
result of concentrated pulsating or surging<br />
forces that may contribute to fiber-core collapse.<br />
Caused by frictional heat developed by pressure<br />
and slippage, regardless of drilling depth.<br />
Kinks or bends in rope due to improper<br />
handling during installation or service. Divider<br />
interference; also, wear against casing or hard<br />
shells or abrasive formations in a crooked<br />
hole. Too infrequent cutoffs on working end.<br />
A splice is never as good as a continuous<br />
piece of rope, and slack is liable to work back<br />
and cause irregular wear.<br />
Injury due to slipping rope through clamps.<br />
Excessive heat due to careless exposure to<br />
fire or torch.<br />
Damage due to improperly attached clamps or<br />
wire-rope clips.<br />
Slipping through clamps, improper seizing,<br />
improper socketing or splicing, kinks, dog<br />
legs, and core popping.<br />
Lack of lubrication. Slipping clamp unduly.<br />
Sandy or gritty working conditions. Rubbing<br />
against stationary object or abrasive surface.<br />
Faulty alignment. Undersized grooves and<br />
sheaves.<br />
Excessive vibration due to poor drilling conditions,<br />
i.e., high speed, rope, slipping, concentration<br />
of vibration at dead sheave or dead-end<br />
anchor, undersized grooves and sheaves,<br />
and improper selection of rope construction.<br />
Prolonged bending action over spudder<br />
sheaves, such as that due to hard drilling.
616 Drilling and Well Completions<br />
Wlre-Rope Trouble<br />
Spiraling or curling.<br />
Excessive flattening or crushing.<br />
Bird-caging or core-popping.<br />
Whipping off of rope.<br />
Cutting in on drum.<br />
Possible Cause<br />
Allowing rope to drag or rub over pipe, sill, or<br />
any object during installation or operation. It<br />
is recommended that a block with sheave<br />
diameter 16 times the nominal wire-rope<br />
diameter, or larger, be used during installation<br />
of the line.<br />
Heavy overload, loose winding on drum, or<br />
cross winding. Too infrequent cutoffs on<br />
working end of cable-tool lines. Improper<br />
cutoff and moving program for cable-tool lines.<br />
Sudden unloading of line such as hitting fluid<br />
with excessive speed. Improper drilling motion<br />
or jar action. Use of sheaves of too small<br />
diameter or passing line around sharp bend.<br />
Running too loose.<br />
Loose winding on drum. Improper cutoff and<br />
moving program for rotary drilling lines.<br />
Improper or worn drum grooving or line<br />
turnback plate.<br />
ROTARY EQUIPMENT<br />
Rotary equipment refers to the pieces of surface equipment in drilling<br />
operations that actually rotate or impart rotating motion to the drill pipe. This<br />
equipment includes the upper members of the drill string such as the swivel,<br />
swivel sub kelly cock, kelly, lower kelly valve, and kelly sub (Figure 4-87), as well<br />
as the kelly bushing and rotatary table [13].<br />
Swivel<br />
Swivel and Rotary Hose<br />
The swivel (Figure 4-88) suspends the kelly, allows for rotation of the kelly<br />
and drill string, and provides a connection for the rotary hose to allow mud<br />
circulation.<br />
The rotary swivel is pressure tested periodically, and the test pressure is<br />
shown on the swivel nameplate. All cast members in the swivel hydraulic<br />
circuit are pressure tested in production, and the test pressure is shown on the<br />
cast member.<br />
Rotary Hose<br />
Although the rotary hose is not a rotating element, it is mentioned here due<br />
to its connection with the swivel. It is used as the flexible connector between<br />
the top of the standpipe and the swivel, and allows for vertical travel of the<br />
swivel and block (Figure 4-89). It is usually 45 ft or longer. Rotary hose<br />
specifications are provided in API Specification 7 [13]. Each hose assembly is
Rotary Equipment 617<br />
ROTARY BOX<br />
CONNECTION L.H<br />
ROTARY PIN<br />
CONNECTION L.H.<br />
ROTARY BOX<br />
CONNECTION L.H<br />
ROTARY PIN<br />
CONNECTION L H<br />
ROTARY BOX<br />
CONNECTION L.H<br />
UPPER UPSET<br />
NOTE<br />
ALL CONNECTIONS<br />
BET w E EN " LOWER<br />
UPSET" <strong>OF</strong> KELLY<br />
AND 'eii" ARE R H.<br />
(SOUAREORHEXAGON)<br />
(SOUARE ILLUSTRATED)<br />
ROTARY PIN<br />
CONNECT1 ON<br />
ROTARY BOX<br />
CON N E C T 10 N<br />
LOWER UPSET<br />
KELLY COCK OR<br />
KELLY SAVER SUB<br />
(OPTIONAL)<br />
ROTARY PIN<br />
CO NN ECTlON<br />
Figure 4-87. Rotary equipment-surface elements of drill string [13].
618 Drilling and Well Completions<br />
Standard Rotary<br />
Connection LH.<br />
Figure 4-88. Swivel nomenclature [15].<br />
I<br />
API Standard Rotary<br />
Connection LH.<br />
individually tested at its applicable pressure and is held at this pressure for a<br />
minimum period of 1 min (test pressure). The maximum working pressure of<br />
the hose assembly includes the surge pressure and should be at least 23 times<br />
smaller than the minimum burst pressure of the hose.<br />
Rotary hose external connections (i.e., the connection to the swivel gooseneck)<br />
are threaded with line-pipe thread as specified in API Specification 5B [14].
Rotary Equipment 619<br />
ighest Operating Position<br />
\<br />
1 go-<br />
- Length of Hose Traveled<br />
Stand Pipe<br />
Height<br />
t<br />
awest Operating Position<br />
f<br />
Figure 4-89. Rotary hose [15].<br />
Drill-Stem Subs<br />
Different types of drill-stem subs are shown in Figures 4-90 and 4-91. The<br />
classification of drill-stem subs is presented in Table 4-37.<br />
Swivel Sub<br />
The outside diameter of the swivel sub is at least equal to the diameter of<br />
the upper kelly box. The swivel sub should have a minimum of 8 in. of tong<br />
space length. The minimum bore diameter is equal to that of the kelly. The
620 Drilling and Well Completions<br />
Figure 4-90. Drill-stem subs [13].<br />
Rotary Pin or Box Connection<br />
TYPE B<br />
LH Pin<br />
Connection<br />
36"<br />
(see note<br />
48"<br />
(see note 2) I<br />
t<br />
ma.<br />
i<br />
Figure 4-91. Types of drill-stem subs [13].<br />
swivel sub is furnished with a pin-up and a pin-down rotary shouldered connection.<br />
Both connections are left handed.<br />
Kelly Cock and Lower Kelly Valve<br />
The kelly cock and lower kelly valve are manually operated valves in the<br />
circulating system.
Rotary Equipment 621<br />
Table 4-37<br />
Drill-Stem Subs E131<br />
1 2 3 4<br />
Upper Connection Lower Connection<br />
Type Class to Assemble wl to Assemble wl<br />
A or B Kelly Sub Kelly<br />
Tool Joint Sub<br />
Tool Joint<br />
Crossover Sub<br />
Tool Joint<br />
Drill Collar Sub<br />
Drill Collar<br />
Bit Sub<br />
Drill Collar<br />
C Swivel Sub Swivel Sub<br />
Tool Joint<br />
Tool Joint<br />
Drill Collar<br />
Drill Collar<br />
Bit<br />
Kelly<br />
Kelly Cock<br />
The kelly cock (Figure 4-92) is located between the kelly joint and the swivel.<br />
The kelly cock will close the drill string if the swivel, drilling hose, or standpipe<br />
develops a leak or rupture and threatens to blowout. It also closes in the event<br />
that pressure within the hose exceeds the hose pressure rating. The specifications<br />
for kelly cocks are provided in API Specification 7 [l].<br />
Lower Kelly Valves<br />
Some kellys (Figure 4-93) are equipped with a mud check-valve that is placed<br />
immediately below the kelly. When mud pumps are shut off, this valve closes<br />
to save mud that would otherwise be spilled out onto the rig floor. To avoid<br />
loss of pressure across the tool, the kelly valve is either fully open or fully closed<br />
while in operation. It opens and closes automatically and automatically allows<br />
reverse flow.<br />
Lower Kelly Cock<br />
The lower kelly cock is often substituted for the lower kelly valve. It is operated<br />
manually, as shown in Figure 4-92. The specifications for lower kelly cocks are<br />
provided in API Specification 7 [l].<br />
Kelly<br />
The kelly (Figure 4-94) is a square-shaped or hexagonal-shaped pipe (drive<br />
section) that transmits power from the rotary table to the drill bit. Also, drilling<br />
mud is pumped downhole through the kelly. Kellys must conform to the<br />
dimensions specified for the respective sizes in API Specification 7 [l].<br />
The drive section of the hexagonal kelly is stronger than the drive section of<br />
the square kelly when the appropriate kelly has been selected for a given casing<br />
size. For a given bending load, the stress level is less in the hexagonal kelly;<br />
thus the hexagonal kelly will operate for more cycles before failure.
622 Drilling and Well Completions<br />
--I<br />
Figure 4-92. Upper kelly cock [13].<br />
Square-Forged Kellys<br />
In square-forged kellys, the decarburized zone has been removed from the<br />
corners of the fillet between the drive section and the upset to prevent fatigue<br />
cracks. Hexagonal kellys have machined surfaces and are generally free of<br />
decarburized zone in the drive section.<br />
The life of the drive section as related to the fit with kelly drive bushings is<br />
generally greater when the square drive section is used. However, the use of<br />
adjustable drive bushings (adjustable bushings with wear) can drastically increase<br />
the life of the square drive section.<br />
The important parts of the kelly that should be examined for wear are:<br />
the corners of the drive section (for surface wear)<br />
the junctions between the upsets and the drive section (for cracks)<br />
the straightness of the kelly.<br />
Rotary Table<br />
Rotary Table and Bushings<br />
The rotary table (Figure 4-95) provides the rotary movement to the kelly. The<br />
master bushing of the rotary table encases the kelly bushing or pipe slips, as
-<br />
@,<br />
(6)<br />
4" I.F., 4 1/2" I.F.<br />
or 4 1/2" F.H.<br />
Top Sub<br />
2 1/4" ID -<br />
4 112" 1.F. /<br />
Rotary Equipment 623<br />
(4<br />
<strong>STANDARD</strong><br />
6 1/2", 6 318"<br />
or 6 1/4" OD<br />
4 1/2" I.F.<br />
/<br />
2 13/16" ID-<br />
(C)<br />
4" I.F., 4 1/2" I.F.<br />
or 4 1/2" F.H.<br />
Figure 4-93. Lower kelly valve (mud saver) [16].<br />
shown in Figure 4-96. As the rotary table turns, the master bushing, the kelly,<br />
the drill pipe, and the bit also turn. The rotary table is driven by the drawworks.<br />
Master Bushings<br />
There are two types of master bushings:<br />
1. Square drive master bushings (Figure 4-97)<br />
2. Pin drive master bushings (Figure 4-98)<br />
(text continued on page 626)
624 Drilling and Well Completions<br />
Figure 4-94. Square kelly and hexagonal kelly.<br />
Figure 4-95. Rotary table with pin-drive master bushings [16].
Rotary Equipment 625<br />
KELLY SQUARE<br />
DRIVE BUSHING REMOVED<br />
FROM TABLE<br />
9" 27' 45", + 2 30"<br />
CUT-AWAY SHOWING<br />
MASTER BUSHING<br />
Figure 4-96. Rotary table with square drive bushings and slips [13].<br />
m + A -4<br />
Figure 4-97. Rotary table opening and square drive master bushing [13].
626 Drilling and Well Completions<br />
1<br />
I<br />
9" 27' 45" f 2' 30"<br />
PIN DRIVE<br />
KELLY BUSHING<br />
PIN DRIVE<br />
MASTER BUSHING<br />
Figure 4-98. Pin-drive master bushing [13].<br />
( 7 - 1 3 1<br />
(text continued from page 623)<br />
The API requirements for rotary table openings for square drive master bushings<br />
and the sizes of the square drive and pin-drive master bushings are specified in<br />
API Specification 7 [l].<br />
Kelly Bushings<br />
The kelly bushing attaches the kelly to the rotary table. It locks into the master<br />
bushing and transfers the torque produced by the table to the kelly. There are<br />
two types of kelly bushings [16]:<br />
1. Square drive kelly bushings (aligned with square drive master bushings)<br />
2. Pin drive kelly bushings (aligned with pin-drive master bushings)
Mud Pumps 627<br />
MUD PUMPS<br />
Mud pumps consume more than 60% of all the horsepower used in rotary<br />
drilling. Mud pumps are used to circulate drilling fluid through the mud circulation<br />
system while drilling. A pump with two fluid cylinders, as shown in Figure 4-99, is<br />
called a duplex pump. A three-fluid-cylinder pump, as shown in Figure 4-100,<br />
is called a triplex pump. Duplex pumps are usually double action, and triplex<br />
pumps are usually single action.<br />
Mud pumps consist of a power input end and a fluid output end. The power<br />
input end, shown in Figure 4-101, transfers power from the driving engine<br />
(usually diesel or electric) to the pump crankshaft. The fluid end does the actual<br />
work of pumping the fluid. A cross-section of the fluid end is shown in<br />
Figure 4-102.<br />
Suction Manifold<br />
Pump Installation<br />
The hydraulic horsepower produced by mud pumps depends mainly on the<br />
geometric and mechanical arrangement of the suction piping. If suction-charging<br />
centrifugal pumps (e.g., auxiliary pumps that help move the mud to the mud<br />
pump) are not used, the pump cylinders have to be filled by the hydrostatic head.<br />
Incomplete filling of the cylinders can result in hammering, which produces<br />
destructive pressure peaks and shortens the pump life. Filling problems become<br />
more important with higher piston velocities. The suction pressure loss through<br />
the suction valve and seat is from 5 to 10 psi. Approximately 1.5 psi of pressure<br />
is required for each foot of suction lift. Since the maximum available atmospheric<br />
pressure is 14.7 psi (sea level), suction pits placed below the pump should be<br />
Figure 4-99. Duplex slush (mud) pump. (Courtesy National Oilwell.)
628 Drilling and Well Completions<br />
Figure 4-100. Triplex slush (mud) pump. (Courtesy National Oilwell.)<br />
Figure 4-101. Power end of mud pump. (Courtesy LTV Energy Products<br />
Company.)
Mud Pumps 629<br />
eliminated. Instead, suction tanks placed level with or higher than the pump<br />
should be used to ensure a positive suction head. Figure 4-103 shows an ideal<br />
suction arrangement with the least amount of friction and low inertia.<br />
A poorly designed suction entrance to the pump can produce friction equivalent<br />
to 30 ft of pipe. Factors contributing to excessive suction pipe friction are<br />
an intake connection with sharp ends, a suction strainer, suction pipe with a<br />
small diameter, long runs of suction pipe, and numerous fittings along the<br />
Figure 4-102. Cross-section of fluid end of mud pump. (Courtesy<br />
International Association of Drilling Contractors.)<br />
SHORT AND DIRECT<br />
WITH NO TURNS<br />
___<br />
SAME SIZE AS<br />
Figure 4-1 03. Installation of mud pump suction piping. (Courtesy International<br />
Association of Drilling Contractors.)
630 Drilling and Well Completions<br />
suction pipe. Minimizing the effect of inertia requires a reduction of the suction<br />
velocity and mud weight. It is generally practical to use a short suction pipe<br />
with a large diameter.<br />
When a desirable suction condition cannot be attained, a charging pump<br />
becomes necessary. This is a common solution used on many modern rigs.<br />
Cooling Mud<br />
Mud temperatures of 150' can present critical suction problems. Under low<br />
pressure or vacuum existing in the cylinder on the suction stroke, the mud can<br />
boil, hence decreasing the suction effectiveness. Furthermore, hot mud accelerates<br />
the deterioration of rubber parts, particularly when oil is present. Large mud<br />
tanks with cooling surfaces usually solve the problem.<br />
Gas and Air Separation<br />
Entrained gas and air expands under the reduced pressure of the suction<br />
stroke, lowering the suction efficiency, Gas in water-base mud may also deteriorate<br />
the natural rubber parts used. Gases are usually separated with baffles or by<br />
changing mud composition.<br />
Settling Pits<br />
The normally good lubricating qualities of mud can be lost if cuttings,<br />
particularly fine sand, are not effectively separated from the mud. Adequate<br />
settling pits and shale shakers usually eliminate this trouble. Desanders are<br />
used occasionally.<br />
Discharge Manifold<br />
A poorly designed discharge manifold can cause shock waves and excessive<br />
pressure peaks. This manifold should be as short and direct as possible, avoiding<br />
any sharps turns. The conventional small atmospheric air chamber, often<br />
furnished with pumps, supplies only a moderate cushioning effect. For best<br />
results, this air chamber should be supplemented by a large atmospheric air<br />
chamber or by a precharged pulsation dampener.<br />
Priming<br />
Pump Operation<br />
A few strokes of the piston in a dry liner may ruin the liner. When the pump<br />
does not fill by gravity or when the cylinders have been emptied by standing<br />
too long or by replacement of the piston and liner, it is essential to prime the<br />
pump through the suction valve cap openings.<br />
Cleaning the Suction Manifold<br />
Suction lines are often partly filled by settled sand and by debris from the<br />
pits, causing the pump to hammer at abnormally low speeds. Frequent inspection<br />
and cleaning of the suction manifold is required. The suction strainer can also<br />
be a liability if it is not cleaned frequently.
Mud Pumps 631<br />
Cleaning the Discharge Strainer<br />
The discharge strainer often becomes clogged with pieces of piston and valve<br />
rubber. This may increase the pump pressure that is not shown by the pressure<br />
gauge beyond the strainer. The strainer should be inspected and cleaned<br />
frequently to prevent a pressure buildup.<br />
Lost Circulation Materials<br />
Usually special solids, such as nut shells, limestone, expanded perlite, etc.,<br />
are added to the drilling muds to fill or clog rock fractures in the open hole<br />
of a well. Most of these lost circulation materials can shorten the life of pump<br />
parts. They are especially hard on valves and seats when they accumulate on<br />
the seats or between the valve body and the valve disc.<br />
Parts Storage<br />
Pump parts for high-pressure service are made of precisely manufactured<br />
materials and should be treated accordingly. In storage at the rig, metal parts<br />
should be protected from rusting and physical damage, and rubber parts should<br />
be protected from distortion and from exposure to heat, light, and oil. In<br />
general, parts should remain in their original packages where they are usually<br />
protected with rust-inhibiting coatings and wrappings and are properly supported<br />
to avoid damage. Careless stacking of pistons may distort or cut the sealing lips<br />
and result in early failures. Hanging lip-type or O-ring packings on a hook or<br />
throwing them carelessly into a bin may ruin them. Metal parts temporarily removed<br />
from pumps should be thoroughly cleaned, greased, and stored like new parts.<br />
Pump Performance Charts<br />
The charts showing the performance of duplex pumps are shown in Table 4-38<br />
[17]. The charts showing the performance of triplex pumps are shown in Table<br />
4-39 [17]. A chart listing the pump output required for a given annular velocity<br />
is shown in Table 4-40 [18]. A chart listing the power input horsepower required<br />
for a given pump working pressure is shown in Table 441 [19].<br />
Mud Pump Hydraulics<br />
The required pump output can be approximated as follows [20-221:<br />
Minimum Q (gal/min):<br />
Qi, = (30 to 50) D,<br />
(4-36)<br />
or<br />
(4-34)<br />
where D, =<br />
hole diameter in in.<br />
D = pipe diameter in in.<br />
$ = mud specific weight in lb/gal<br />
(text continued on pagp 644)
Table 4-38<br />
Mud Pump Performance-Duplex Pumps [17]<br />
Pump Discharge Pressure (PSI) (Shaded Area);<br />
Pump Discharge Volume (GalJStroke) (Based on 100% Volumetric Efficieny)<br />
a<br />
E -
Q,<br />
w
NAWfACNWR COWIINEWAL EYSCO(DVPLOO<br />
Table 4-38<br />
(continued)<br />
I IYFR SIIF IINI<br />
I I I I<br />
C-loo0 1wO 60 18' 3'<br />
DC.Ioo0<br />
OEIWO 1 1187 7Q 18'' 3" I I I<br />
I I I I I I<br />
b13S 1575 70 18' 3-112" I<br />
C-1650 1925 70 18" 3.1/2"<br />
DC.16sO
w<br />
5<br />
a<br />
I<br />
Table 4-38<br />
(continued)<br />
I
Table 4-38<br />
(continued)<br />
Q,<br />
w<br />
00<br />
5<br />
a<br />
E -<br />
140 TO 12<br />
111 85 IO
MOOEL<br />
x<br />
WAX MAX STRDKE LINER SIZE (IN)<br />
in P s P M LENGTH 5 5-112 6 6-112 I<br />
125a 120 12 ,%?@ k 2 = 1, 3645 5135 28(w<br />
31 37 14 52 60<br />
UANUFACNREBCONTINEL - EMSCOiTMPLm<br />
I<br />
F:<br />
a
642 Drilling and Well Completions<br />
Table 4-40<br />
Pump Output vs. Annular Velocity [18]<br />
1 2 3 4 6 0 1 8 9 10 11 12 1s 14 16 16 17<br />
4% ;# 7<br />
6%<br />
1%<br />
6<br />
6%<br />
*%<br />
6U<br />
7%<br />
1%<br />
8%<br />
8%<br />
8%<br />
876<br />
9<br />
0%<br />
10%<br />
11<br />
uu<br />
UY<br />
I1<br />
17%<br />
M<br />
:a<br />
:#<br />
8%<br />
8%<br />
1%<br />
1%<br />
:#<br />
:a<br />
8<br />
IO<br />
11<br />
9<br />
10<br />
10<br />
11<br />
14<br />
19<br />
16<br />
10<br />
17<br />
84<br />
M<br />
24<br />
I<br />
26<br />
21<br />
10<br />
a4<br />
OI<br />
26<br />
xa<br />
ti<br />
a2<br />
ao<br />
n<br />
a8<br />
a4<br />
16<br />
41<br />
89<br />
a7<br />
68<br />
11<br />
40<br />
U<br />
#s<br />
n<br />
86<br />
69<br />
84<br />
?4<br />
117<br />
111<br />
Lwl<br />
188<br />
168<br />
n<br />
I4<br />
I2<br />
I9<br />
16<br />
11<br />
I6<br />
IO<br />
21<br />
22<br />
n<br />
n<br />
11<br />
41<br />
84<br />
4'7<br />
41<br />
49<br />
42<br />
61<br />
U<br />
40<br />
62<br />
46<br />
42<br />
60<br />
46<br />
68<br />
60<br />
66<br />
'76<br />
?I<br />
CT<br />
78<br />
74<br />
101<br />
98<br />
n<br />
1w<br />
184<br />
110<br />
118<br />
I69<br />
148<br />
Ml<br />
2s<br />
211<br />
616<br />
6n<br />
SI8<br />
aa<br />
in<br />
in<br />
I8<br />
82<br />
41<br />
I(<br />
a9<br />
41<br />
44<br />
64<br />
76<br />
82<br />
81<br />
68<br />
94<br />
81<br />
M<br />
86<br />
IO1<br />
81<br />
81<br />
106<br />
92<br />
84<br />
0s<br />
01<br />
I26<br />
118<br />
110<br />
161<br />
I41<br />
186<br />
le4<br />
I67<br />
148<br />
111<br />
104<br />
171<br />
w<br />
269<br />
fl7<br />
184<br />
810<br />
rn<br />
487<br />
46a<br />
in<br />
nr<br />
4m<br />
41<br />
81<br />
n<br />
41<br />
64<br />
6s<br />
U<br />
62<br />
*6<br />
I1<br />
111<br />
91<br />
in<br />
102<br />
I41<br />
181<br />
147<br />
In<br />
I18<br />
168<br />
I21<br />
167<br />
118<br />
124<br />
14s<br />
In<br />
109<br />
178<br />
1-<br />
811<br />
M<br />
247<br />
UI<br />
118<br />
MI<br />
ret<br />
280<br />
418<br />
86L<br />
601<br />
411<br />
441<br />
7M<br />
671<br />
641<br />
m<br />
ns<br />
rm<br />
a89<br />
48<br />
41<br />
11<br />
71<br />
64<br />
W<br />
n<br />
n<br />
17<br />
OS<br />
181<br />
1M<br />
141<br />
110<br />
IS6<br />
1U<br />
171<br />
I40<br />
117<br />
166<br />
141<br />
tu4<br />
161<br />
141<br />
174<br />
180<br />
107<br />
101<br />
I68<br />
111<br />
U6<br />
tu<br />
tu<br />
167<br />
841<br />
10I<br />
u1<br />
464<br />
416<br />
686<br />
U8<br />
617<br />
817<br />
768<br />
?49<br />
ni<br />
na<br />
ni<br />
4n<br />
1W<br />
n<br />
118<br />
1M<br />
1u<br />
118<br />
I*<br />
It4<br />
MI<br />
170<br />
ul<br />
w<br />
1L(<br />
u1<br />
m<br />
m<br />
nr<br />
m<br />
Ma<br />
m<br />
w<br />
281<br />
n8<br />
147<br />
826<br />
101<br />
*If<br />
194<br />
462<br />
481<br />
01<br />
Iu<br />
661<br />
cw<br />
4lI<br />
ma<br />
781<br />
118<br />
ut<br />
019<br />
118<br />
1.m<br />
ma<br />
ni<br />
n*<br />
1.m<br />
1.m<br />
lI*<br />
I1<br />
IO8<br />
116<br />
I84<br />
181<br />
188<br />
in<br />
m<br />
in<br />
ffl<br />
m4<br />
a88<br />
XM<br />
111<br />
MI<br />
X U<br />
Ma<br />
811<br />
UI<br />
m<br />
au<br />
ni<br />
n4<br />
168<br />
82s<br />
*U<br />
406<br />
470<br />
444<br />
-6<br />
612<br />
1n<br />
1N<br />
808<br />
171<br />
111<br />
1.W<br />
958<br />
a<br />
1-1.281<br />
IJU<br />
410<br />
49)<br />
m<br />
184<br />
108<br />
IH<br />
I16<br />
I14<br />
I41<br />
in<br />
in<br />
cu<br />
M<br />
ffl<br />
m<br />
m<br />
ns<br />
m<br />
UT<br />
118<br />
U8<br />
ma<br />
841<br />
m<br />
n8<br />
681<br />
410<br />
MI<br />
267<br />
491<br />
488<br />
4aI<br />
M4<br />
100<br />
481<br />
m<br />
UI<br />
ea1<br />
lu<br />
896<br />
I?O<br />
au<br />
771<br />
1.086<br />
1.- 981<br />
1417<br />
m<br />
YA
Mud Pumps 643<br />
lam 1.~4<br />
1IOI 1.914<br />
1.718 1-0<br />
171<br />
142<br />
108<br />
144<br />
174<br />
I86<br />
IS7<br />
246<br />
u7<br />
86s<br />
801<br />
426<br />
M6<br />
441<br />
468<br />
no<br />
868<br />
411<br />
414<br />
us<br />
411<br />
UI<br />
UI<br />
484<br />
aa<br />
w<br />
w<br />
140<br />
w<br />
H(<br />
w<br />
SI6<br />
Ma<br />
784<br />
I**<br />
1.066<br />
1.m<br />
1.410<br />
1.814<br />
LII<br />
Lon<br />
1.9Z.l<br />
na<br />
a81<br />
nr<br />
:%<br />
181<br />
150<br />
100<br />
104<br />
196<br />
to1<br />
168<br />
166<br />
?.04<br />
196<br />
8x4<br />
449<br />
M7<br />
465<br />
408<br />
481<br />
420<br />
M8<br />
499<br />
UT<br />
471<br />
484<br />
WI<br />
&Ea<br />
Ul<br />
718<br />
U L<br />
781<br />
744<br />
1bS<br />
ma<br />
400<br />
ai<br />
'E<br />
E:<br />
929<br />
828<br />
1.8-<br />
I.lt6<br />
1.M<br />
1.610<br />
1.4M<br />
htI7<br />
1,140<br />
l,U4<br />
191<br />
168<br />
114<br />
181<br />
I94<br />
206<br />
219<br />
m<br />
109<br />
408<br />
841<br />
471<br />
407<br />
4w<br />
424<br />
601<br />
ux<br />
4011<br />
698<br />
460<br />
411<br />
486<br />
UT<br />
0,<br />
We<br />
166<br />
117<br />
a74<br />
m<br />
7M<br />
741<br />
WD<br />
1.w<br />
S78<br />
tu)<br />
nc<br />
rei<br />
:%<br />
1.96<br />
1.186<br />
1m1<br />
1.669<br />
1.478<br />
ut4<br />
LIS1<br />
1141<br />
tM<br />
1u<br />
m<br />
181<br />
ma<br />
216<br />
214<br />
mi<br />
88s<br />
8%<br />
4I6<br />
w<br />
496<br />
614<br />
4u<br />
484<br />
MI<br />
Ilt<br />
442<br />
In<br />
Qo<br />
uf<br />
nl<br />
616<br />
lu<br />
768<br />
1-<br />
w<br />
In<br />
1.111<br />
1.W<br />
1.m<br />
SlO<br />
1.446<br />
1.406<br />
1.861<br />
1.Y4<br />
1.7M<br />
1,us<br />
1.661<br />
4n<br />
ua<br />
4n<br />
na<br />
2%<br />
a.lu<br />
110<br />
I74<br />
m<br />
Ill<br />
w<br />
m<br />
l41<br />
me0<br />
411<br />
840<br />
447<br />
876<br />
620<br />
448<br />
689<br />
467<br />
668<br />
486<br />
448<br />
677<br />
4U<br />
640<br />
MI<br />
w4<br />
U1<br />
w<br />
m<br />
7m<br />
74s<br />
SO4<br />
m<br />
815<br />
I.IU<br />
LIU<br />
1.W6<br />
S68<br />
1.616<br />
1.478<br />
1.us<br />
1.m<br />
moI<br />
;I<br />
198<br />
z88<br />
127<br />
us<br />
268<br />
nr<br />
840<br />
4 0<br />
886<br />
608<br />
421<br />
690<br />
509<br />
611<br />
uo<br />
u4<br />
6KZ<br />
804<br />
666<br />
VI4<br />
U6<br />
ue<br />
a71<br />
1Sl<br />
140<br />
UI<br />
U6<br />
w<br />
ne<br />
m<br />
na<br />
1.m<br />
E<br />
1.11<br />
I,-<br />
Lfll<br />
1.820<br />
1,481<br />
%I) LIT8<br />
1.847<br />
1,wa<br />
1M6<br />
I.)tl<br />
%*I7 8.084<br />
LlI6 1.m<br />
zms x.m<br />
M<br />
214<br />
g.<br />
UI<br />
162<br />
ns<br />
296<br />
861<br />
6011<br />
417<br />
S48<br />
460<br />
660<br />
661<br />
M5<br />
$ 6<br />
6U<br />
7w<br />
Ma<br />
w<br />
us<br />
117<br />
U1<br />
?e,<br />
741<br />
LMI<br />
nu<br />
Slb<br />
1.IM<br />
1.-<br />
1.-<br />
1.486<br />
1.170<br />
1S60<br />
1m<br />
1.70<br />
1.6Y<br />
2.U6<br />
L14S<br />
1,996<br />
ea8<br />
675<br />
1.m<br />
i.no<br />
267<br />
UI<br />
s4<br />
aoo<br />
ni<br />
2m<br />
aoa<br />
a81<br />
4 ea<br />
624<br />
S69<br />
477<br />
661<br />
570<br />
68s<br />
LM<br />
710<br />
618<br />
WI<br />
786<br />
648<br />
639<br />
694<br />
040<br />
Ma<br />
M<br />
768<br />
I.-<br />
t.004<br />
944<br />
1.161<br />
1.007<br />
1.-<br />
1.a<br />
1-1.868<br />
1.118<br />
1.874<br />
1.814<br />
1.668<br />
P.8P<br />
.a6<br />
1.m<br />
a.w9<br />
n7<br />
m<br />
111<br />
168<br />
m<br />
an<br />
as4<br />
648<br />
448<br />
689<br />
494<br />
688<br />
690<br />
710<br />
616<br />
UI<br />
684<br />
761<br />
U6<br />
610<br />
?%*<br />
w<br />
014<br />
8n<br />
l96<br />
1.084<br />
1.w<br />
m<br />
1.191<br />
1.186<br />
1.W4<br />
IJn<br />
1.4m<br />
1.418<br />
1.lM<br />
1.007<br />
lJIl<br />
151s<br />
1.718<br />
2.4m<br />
2101<br />
t.148<br />
:.tu<br />
8.104<br />
?as<br />
8.m<br />
Used by permission of the American Petroleum Institute, Production Department.
644 Drilling and Well Completions<br />
(text continued from page 631)<br />
The required pump working pressure PWP (psi) can be calculated as<br />
PWP = APs + APd + APa + AP,, (4-35)<br />
where APs = pressure loss through surface equipment in psi<br />
APd = pressure loss through the inside of the drill string in psi
Mud Pumps 645<br />
APa = pressure loss in annulus in psi<br />
AP,, = pressure drop through bit nozzles in psi<br />
Table 4-42 shows the jet velocity. Table 443 shows the diameters and areas of<br />
various nozzle sizes.<br />
The required pump hydraulic horsepower (PHHP) can be calculated as<br />
PHHP = HHPcirc + HHPbit (4-37)<br />
where HHPci,, = total HHP loss due to pressure losses in the circulating system<br />
HHPbit = hydraulic horsepower required at the bit<br />
The general hydraulic horsepower is<br />
Q LIP<br />
HHP = -<br />
1714<br />
(4-38)<br />
where Q = flow rate in gal/min<br />
AP = pressure difference in psi<br />
The minimum bit HHP is shown in Figure 4-104. The maximum useful bit<br />
HHP is shown in Figure 4-105 and Figure 4-106 [18].<br />
Useful Formulas<br />
Theoretical output Q, (gal/min) for a double action duplex pump is<br />
Q, = O.O13GNS( 0; - $) (4-39)<br />
where N = strokes per minute<br />
S = stroke length in in.<br />
D, = liner diameter in m<br />
d = piston rod diameter in in.<br />
Theoretical output Q, (gal/min) for a single action triplex pump is<br />
(2, = 0.0102 NS 0:<br />
(4-40)<br />
The volumetric efficiency q, for duplex pumps or triplex pumps is<br />
q =a Q<br />
" Q,<br />
(441)<br />
where Q, = actual volumetric flow rate in gal<br />
Input engine power IHP (hp) required for a given pump theoretical output<br />
Q, and pump working pressure PWP is<br />
(text continued on page 650)
646 Drilling and Well Completions<br />
... , ... , . . . . . . . . . . . . . .<br />
...I .., ...... . . 4 - . . . j .. .,.I ...<br />
... i ... I ... : ..! . . . ! ... I ... 1 ...<br />
.... I.../. 1 . . . , _ ! . . j . . . / . . .<br />
201 173 149<br />
-- __-..<br />
212 I<br />
I,, I 1%<br />
I<br />
.........<br />
. . I ........<br />
) , ... _..:... ; ... I<br />
... i<br />
so .../ .........<br />
103 ... i ... i ' , ..'<br />
107<br />
112<br />
116<br />
120<br />
121<br />
1 .'S<br />
131<br />
! 37<br />
Table 4-42<br />
Jet Velocity [Y 51<br />
... I . . . .<br />
..:..I ..<br />
...; ... . . .<br />
..,I... 4<br />
1011 ... I :':[<br />
...<br />
...<br />
..<br />
...<br />
...<br />
...<br />
...<br />
~~<br />
-.<br />
-...<br />
...<br />
...<br />
...<br />
... -~-<br />
...<br />
...<br />
...<br />
...<br />
...<br />
...<br />
~<br />
...<br />
--<br />
I.<br />
-...<br />
__<br />
...<br />
__ ...<br />
...<br />
...<br />
...<br />
...<br />
...<br />
..<br />
...<br />
...<br />
..<br />
...<br />
...<br />
101<br />
102<br />
103<br />
.<br />
106<br />
.-..<br />
108<br />
_.<br />
107<br />
im<br />
...<br />
110<br />
Ill<br />
__<br />
113<br />
114<br />
115<br />
117<br />
ita<br />
120<br />
121<br />
122<br />
121<br />
12 i<br />
_.<br />
la<br />
- .<br />
1m<br />
-.<br />
129<br />
-<br />
im<br />
-<br />
132<br />
-<br />
133<br />
-<br />
I34<br />
-<br />
I34<br />
__<br />
117<br />
-<br />
I=<br />
-<br />
140<br />
__<br />
-
Mud Pumps 647<br />
I<br />
imo. ...<br />
..-<br />
1050.<br />
- ..<br />
1060.1 ...<br />
.-<br />
10M.i ..<br />
-<br />
1010.;<br />
__ ...<br />
.<br />
lo*). ...<br />
~<br />
llrn., ...<br />
-.<br />
lIlO., ...<br />
1120.: ...<br />
iim.1 ...<br />
- ..<br />
1140.1 ...<br />
_I -<br />
...<br />
GK! -- .::<br />
.....<br />
iim. ...<br />
__ ...<br />
1110.1 ...<br />
- FmYl .I.<br />
.-<br />
lam.: ...<br />
1210.: ... , ..<br />
1220. .......<br />
-<br />
630;. ......<br />
1210. . . . I ..<br />
.-<br />
1250. . . . .<br />
1260. ..... -<br />
1270. ... I ...<br />
~.<br />
*. ! ,,,y I .h,'<br />
I ,<br />
-.-.-<br />
... , ......<br />
. _ I ...<br />
'." I "' ."<br />
:':I , .<br />
Table 4-42<br />
(continued)<br />
. ' - 1 ".:<br />
'.. I "'<br />
_I ..,<br />
......, ...<br />
, . ~~<br />
... j ... 1 ...<br />
- 1 ...I ::.<br />
... I...<br />
;.;-I ::: 1 ..;<br />
... ...I ...<br />
. I .. I<br />
...<br />
.--I<br />
.:I .<br />
:f:<br />
......<br />
.. ..<br />
. ~ -.<br />
......<br />
I ..<br />
... , ...<br />
... j ':'<br />
.- ~<br />
.......<br />
_''<br />
._.I ...<br />
.....<br />
NO2<br />
5-<br />
...<br />
...<br />
...<br />
...<br />
...<br />
...<br />
...<br />
...<br />
...<br />
...<br />
...<br />
...<br />
...<br />
...<br />
...<br />
...<br />
...<br />
...<br />
...<br />
..<br />
...<br />
...<br />
...<br />
...<br />
...<br />
...<br />
______r_<br />
yD./ ...I ...I ... I ...... ... i 5221<br />
8 1<br />
Courtesy International Association of Drilling<br />
Contractors.
1."y<br />
SZ'Z# 8/1-02<br />
01 ncf, VIE-02<br />
0)'- 8/5-02<br />
11'1W<br />
92'9L*<br />
VYLLV<br />
VIE-VZ<br />
BIS-VZ<br />
2/1-V2<br />
I1 LSV 8/1+2<br />
I (oil' WE I 21 I<br />
I EI'O<strong>OF</strong><br />
22 I
s<br />
z o<br />
m<br />
DRILLING RATE. FEETlHOUR<br />
A 2<br />
N<br />
N<br />
0 0 0 P m 0 0 W 0 0<br />
(J) 3<br />
35<br />
4'c<br />
3-<br />
(D<br />
y 3. 0<br />
3 N<br />
L N<br />
C r 0 W<br />
0" g%<br />
I O<br />
i! B P<br />
5 K8<br />
DRILLING<br />
0<br />
rc<br />
I P<br />
I + "<br />
m<br />
=<br />
DO<br />
C<br />
Y T J<br />
O m<br />
S -. m o<br />
0<br />
= 8<br />
0<br />
K m<br />
3 0<br />
Q<br />
? m<br />
-<br />
r u g<br />
L_ 0 . 4<br />
0<br />
s<br />
,<br />
0 . 4<br />
%<br />
k<br />
0
650 Drilling and Well Completions<br />
Figure 4-106. Bottomhole hydraulic horsepower chart [18]. (Used by<br />
permission of the American Petroleum Institute, Production Department.)<br />
(text continued from page 645)<br />
(4-42)<br />
where q, = mechanical efficiency of the pump<br />
Pressure loss correction for mud weight change is<br />
-<br />
Y<br />
AP, = APl =?- (4-43)<br />
Y1<br />
where AP, = Pressure loss in system calculated using mud weight 7, in psi<br />
AP, = pressure loss in system calculated using mud weight 7, in psi<br />
mud weight in lb/gal<br />
DRILLING MUDS AND COMPLETION FLUIDS<br />
Drilling Mud<br />
Drilling muds are a special class of drilling fluid used to drill most deep wells.<br />
The term “mud” refers to the “thick” consistency of the fluid after the appropriate<br />
materials have been added to the water-liquid or oil-liquid base.
Drilling Muds and Completion Fluids 651<br />
Functions<br />
The functions of drilling fluid muds are:<br />
a. To remove rock bit cuttings from the bottom of the hole and carry them<br />
to the surface.<br />
b. To overcome formation fluid pressure.<br />
c. To support and protect the walls of the hole.<br />
d. To avoid damage to the producing formation.<br />
e. To cool and lubricate the drill string and the bit.<br />
f. To prevent drill pipe corrosion fatigue.<br />
g. To allow the acquisition of information about the formation being drilled<br />
(e.g., electric logs, cuttings analysis).<br />
Classification<br />
The classification of drilling muds is based on their fluid phase, alkalinity,<br />
dispersion, and type of chemicals used.<br />
Freshwater Muds-Dispersed Systems. The pH value of low-pH muds may<br />
range from 7.0 to 9.5. Low-pH muds include spud muds, bentonite-treated muds,<br />
natural muds, phosphate-treated muds, organic thinned muds (red muds, lignite<br />
muds, lignosulfate muds), and organic colloid-treated muds. The pH value of<br />
high pH muds, such as alkaline tannate-treated mud, is above 9.5.<br />
Inhibited Muds-Dispersed Systems. These are water-base drilling muds that<br />
repress the hydration and dispersion of clays. There are essentially four types<br />
of inhibited muds: lime muds (high pH), gypsum muds (low pH), seawater muds<br />
(unsaturated saltwater muds, low pH), and saturated saltwater muds (low pH).<br />
Low Solids Muds-Nondispersed Systems. These muds contain less than<br />
3-6% solids by volume, weigh less than 9.5 lb/gal, and may be fresh or saltwater<br />
base. The typical low solids systems are flocculent, minimum solids muds,<br />
beneficiated clay muds, and low solids polymer muds. Most low solids drilling<br />
fluids are composed of water with varying quantities of bentonite and a polymer.<br />
The difference among low solids systems lies in the varying actions of<br />
different polymers.<br />
Emulsions. Emulsions are formed when one liquid is dispersed as small droplets<br />
in another liquid with which the dispersed liquid is immiscible. Mutually<br />
immiscible fluids, such as water and oil, can be emulsified by stirring. The<br />
suspending liquid is called the continuous phase, and the droplets are called the<br />
dispersed (or discontinuous) phase. There are two types of emulsions used in<br />
drilling fluids: oil-in-water emulsions that have water as the continuous phase<br />
and oil as the dispersed phase, and water-in-oil emulsions that have oil as the<br />
continuous phase and water as the dispersed phase (invert emulsions).<br />
Oil-Base Muds. Oil-base muds contain oil as the continuous phase and water<br />
as the dispersed phase. Oil-base muds contain less than 5% (by volume) water,<br />
while oil-base emulsion muds (invert emulsions) have more than 5% water in<br />
mud. Oil-base muds are usually a mixture of diesel fuel and asphalt; the filtrate<br />
is oil.
652 Drilling and Well Completions<br />
Testing of Drilling Fluids<br />
Proper control of the properties of drilling mud is very important for their<br />
preparation and maintenance. Although oil-base muds are substantially different<br />
from water-base muds, several basic tests (such as specific weight, API funnel<br />
viscosity, API filtration, and retort analysis) are run in the same way. The test<br />
interpretations, however, are somewhat different. In addition, oil-base muds have<br />
several unique properties, such as temperature sensitivity, emulsion stability,<br />
aniline point, and oil coating-water wettability that require other tests. Therefore,<br />
testing of water and oil-base muds will be considered separately.<br />
Water-Base Muds<br />
Specific Weight of Mud. Often shortened to mud weight, this may be expressed<br />
as pounds per gallon (lb/gal), pounds per cubic foot (lb/ft3), specific gravity<br />
(S,,,), or pressure gradient (psi/ft) (see Table 4-44). Any instrument of sufficient<br />
accuracy within fO.l lb/gal or k0.5 lb/ft3 may be used. The mud balance is the<br />
instrument most commonly used [23]. The weight of a mud cup attached to one<br />
end of the beam is balanced on the other end by a fixed counterweight and a<br />
rider free to move along a graduated scale.<br />
Viscosity. Mud viscosity is a measure of the mud’s resistance to flow. The<br />
primary function of proper viscosity is to enable the mud to transport cuttings<br />
to the surface. Viscosity must be so high enough that the weighting material<br />
will remain suspended, but low enough to permit sand and cuttings to settle<br />
out and entrained gas to escape at the surface. Also, excessive viscosity creates<br />
high pump pressure and magnifies the swabbing or surging effect during<br />
tripping operations.<br />
Gel Strength. This is a measure of the interparticle forces and indicates the<br />
gelling that will occur when circulation is stopped. This property prevents the<br />
cuttings from settling in the hole and sticking to the drill stem. High pump<br />
pressure is required to “break” circulation in a high gel mud. The following instruments<br />
are used to measure the viscosity and/or gel strength of drilling muds:<br />
Marsh Funnel. The funnel is dimensioned so that, by following standard<br />
procedures, the outflow time of 1 qt (946 ml) of freshwater at a temperature<br />
of 70f5”F is 26f0.5 seconds [23]. A graduated cup or 1-qt bottle is used as<br />
a receiver.<br />
Direct /ndicating Viscometer. This is a rotational type instrument powered by<br />
an electric motor or by a hand crank. Mud is contained in the annular space<br />
between two cylinders. The outer cylinder or rotor sleeve is driven at a constant<br />
rotational velocity; its rotation in the mud produces a torque on the inner<br />
cylinder or bob. A torsion spring restrains the movement. A dial attached to<br />
the bob indicates its displacement. Instrument constants have been so adjusted<br />
that plastic viscosity, apparent viscosity, and yield point are obtained by using<br />
readings from rotor sleeve speeds of 300 and 600 rpm.<br />
Plastic viscosity (PV) is centipoises equals the 600 rpm reading minus the<br />
300 rpm reading. Yield point (YP) in pounds per 100 ft2 equals the 300-rpm<br />
reading minus plastic viscosity. Apparent viscosity in centipoises equals the 600-rpm<br />
reading, divided by two. The interpretations of PV and YP measurements are<br />
presented in Figure 4-107.
Drilling Muds and Completion Fluids 653<br />
Table 4-44<br />
Specific Weight Conversion<br />
1 2 3 4 5<br />
Gradient,<br />
1Wgd lbm3 glem30r p~vn (t@d)<br />
spodfic of m<br />
gravity depth ofdepth<br />
6.5<br />
7.0<br />
7.5<br />
8.0<br />
8.3<br />
8.6<br />
9.0<br />
9.5<br />
10.0<br />
10.5<br />
11.0<br />
11.5<br />
12.0<br />
12.5<br />
13.0<br />
13.5<br />
14.0<br />
14.5<br />
15.0<br />
15.5<br />
16.0<br />
16.5<br />
17.0<br />
17.5<br />
18.0<br />
18.5<br />
19.0<br />
19.5<br />
20.0<br />
20.5<br />
21.0<br />
21.5<br />
22.0<br />
22.5<br />
23.0<br />
23.5<br />
24.0<br />
48.6<br />
52.4<br />
66.1<br />
59.8<br />
62.3<br />
63.6<br />
67.3<br />
71.1<br />
74.8<br />
78.5<br />
82.3<br />
86.0<br />
89.8<br />
93.6<br />
97.2<br />
101.0<br />
104.7<br />
108.5<br />
112.2<br />
116.9<br />
119.7<br />
123.4<br />
127.2<br />
130.9<br />
134.6<br />
138.4<br />
142.1<br />
145.9<br />
149.6<br />
153.3<br />
157.1<br />
160.8<br />
164.6<br />
168.3<br />
172.1<br />
175.8<br />
179.5<br />
0.78<br />
0.84<br />
0.90<br />
0.96<br />
1.00<br />
1.02<br />
1.08<br />
1.14<br />
1.20<br />
1.26<br />
1.32<br />
1.38<br />
1.44<br />
1.60<br />
1.66<br />
1.62<br />
1.68<br />
1.74<br />
1.80<br />
1.86<br />
1.92<br />
1.98<br />
2.04<br />
2.10<br />
2.16<br />
2.22<br />
2.28<br />
2.34<br />
2.40<br />
2.46<br />
2.52<br />
2.58<br />
2.64<br />
2.70<br />
2.76<br />
2.82<br />
2.88<br />
0.338<br />
0.364<br />
0.390<br />
0.416<br />
0.433<br />
0.442<br />
0.468<br />
0.494<br />
0.619<br />
0.546<br />
0.671<br />
0.597<br />
0.623<br />
0.649<br />
0.675<br />
0.701<br />
0.727<br />
0.763<br />
0.779<br />
0.806<br />
0.831<br />
0.857<br />
0.883<br />
0.909<br />
0.936<br />
0.961<br />
0.987<br />
1.013<br />
1.039<br />
1.065<br />
1.091<br />
1.117<br />
1.143<br />
1.169<br />
1.195<br />
1.221<br />
1.247<br />
0.078<br />
0.084<br />
0.090<br />
0.096<br />
0.100<br />
0.102<br />
0.108<br />
0.114<br />
0.120<br />
0.126<br />
0.132<br />
0.138<br />
0.144<br />
0.150<br />
0.166<br />
0.162<br />
0.168<br />
0.174<br />
0.180<br />
0.186<br />
0.192<br />
0.198<br />
0.204<br />
0.210<br />
0.216<br />
0.222<br />
0.228<br />
0.234<br />
0.240<br />
0.246<br />
0.262<br />
0.258<br />
0.264<br />
0.270<br />
0.276<br />
0.282<br />
0.288<br />
Gel strength, in units of lbf/100 fts, is obtained by noting the maximum dial<br />
deflection when the rotational viscometer is turned at a low rotor speed (usually<br />
3 rpm) after the mud has remained static for some period of time. If the mud<br />
is allowed to remain static in the viscometer for a period of 10 s, the maximum<br />
dial deflection obtained when the viscometer is turned on is reported as the<br />
initial gel on the API mud report form. If the mud is allowed to remain static<br />
for 10 min, the maximum dial deflection is reported as the IO-min gel.
654 Drilling and Well Completions<br />
RPM SETTING<br />
Figure 4-107. Typical flow curve of mud using a direct-indicating viscometer.<br />
API Filtration. A filter press is used to determine the wall building characteristics<br />
of mud. The press consists of a cylindrical mud chamber made of materials<br />
resistant to strongly alkaline solutions. A filter paper is placed on the bottom of<br />
the chamber just above a suitable support. The filtration area is 7.1 ( fO.l) in.2.<br />
Below the support is a drain tube for discharging the filtrate into a graduate<br />
cylinder. The entire assembly is supported by a stand so that a 100-psi pressure<br />
can be applied to the mud sample in the chamber. At the end of the 30-min filtration<br />
time volume of filtrate is reported as API filtration in milliliters. To obtain<br />
correlative results, one thickness of the proper 9-cm filter paper, Whatman No. 50,<br />
S&S No. 5765, or the equivalent, must be used.<br />
Thickness of the filter cake is measured and reported in t of an inch. Also,<br />
the cake is visually examined and its consistency reported using such notations<br />
as “hard,” “soft,” tough,” “rubbery,” or “firm.”<br />
Sand Content. The sand content in mud is determined using a ZOO-mesh sieve<br />
screen 24 in. in diameter, a funnel to fit the screen, and a glass measuring tube.<br />
The measuring tube is marked for the volume of mud to be added to read<br />
directly the volume percent of sand on the bottom of the tube.<br />
Sand content of the mud is reported in percent by volume. Also reported is<br />
the point of sampling, e.g., flowline, shaker, suction, pit, etc. Also, solids other<br />
than sand may be retained on the screen (lost circulation material, for example)<br />
and the presence of such solids should be noted.<br />
Liquids and Solids Content. A mud retort is used to determine the liquids<br />
and solids content of the drilling fluid. Mud is placed in a steel container and<br />
heated until the liquid components have been vaporized. The vapors are passed<br />
through a condenser and collected in a graduated cylinder, and the volume of<br />
liquids (water and oil) is measured. Solids, both suspended and dissolved, are<br />
determined by volume as a difference between mud in container and distillate<br />
in graduated cylinder.<br />
Specific gravity of the mud solids Ss is calculated as<br />
lOOS, -(vw +O.~V,,)<br />
s, = (4-44)<br />
vs
where vw = volume percent water in 96<br />
v, = volume percent oil in %<br />
vs = volume percent solids in %<br />
Sm = specific gravity of the mud<br />
Drilling Muds and Completion Fluids 655<br />
(Oil is assumed to have a specific gravity of 0.8.)<br />
For freshwater muds, a rough measure of the relative amounts of barite and<br />
clay in the solids can be made by using Table 4-45. As both suspended and<br />
dissolved solids are retained in the retort for muds containing substantial<br />
quantities of salt, corrections are made for the salt [23].<br />
PH. Two methods for measuring the pH of drilling mud have been used: (1) a<br />
modified colorimetric method using paper test strips, and (2) the electrometric<br />
method using a glass electrode. The paper strip test may not be reliable if the<br />
salt concentration of the sample is too high. The electrometric method is subject<br />
to error in solutions containing high concentrations of sodium ions, unless a<br />
special glass electrode is used, or unless suitable correction factors are applied<br />
if an ordinary electrode is used. In addition, a temperature correction is required<br />
for the electrometric method of measuring pH.<br />
The paper strips used in the colorimetric method are impregnated with such<br />
dyes that the color of the test paper is dependent upon the pH of the medium<br />
in which the paper is placed. A standard color chart is supplied for comparison<br />
with the test strip. Test papers are available in a wide range type, which permits<br />
estimating pH to 0.5 units, and in narrow range papers, with which the pH can<br />
be estimated to 0.2 units.<br />
The glass electrode pH meter consists of a glass electrode system, an electronic<br />
amplifier, and a meter calibrated in pH units. The electrode system is composed<br />
of (1) the glass electrode, a thin walled bulb made of special glass within which<br />
is sealed a suitable electrolyte and an electrode; and (2) the reference electrode,<br />
which is a saturated calomel cell. Electrical connection with the mud is established<br />
through a saturated solution of potassium chloride contained in a tube<br />
surrounding the calomel cell. The electrical potential generated in the glass<br />
electrode system by the hydrogen ions in the drilling mud is amplified and<br />
operates the calibrated pH meter.<br />
Table 4-45<br />
Relative Amounts of Barite and Clay in Solids<br />
Specific Gravity Barite, Percent Clay, Percent<br />
of Solids by Weight by Weight<br />
2.6 0 100<br />
2.8 18 82<br />
3.0 34 66<br />
3.2 48 52<br />
3.4 60 40<br />
3.6 71 29<br />
3.8 81 19<br />
4.0 89 11<br />
4.3 100 0
656 Drilling and Well Completions<br />
Resistivity. Control of the resistivity of the mud and mud filtrate while drilling<br />
may be desirable to permit better evaluation of formation characteristics from<br />
electric logs. The determination of resistivity is essentially the measurement of<br />
the resistance to electrical current flow through a known sample configuration.<br />
Measured resistance is converted to resistivity by use of a cell constant. The cell<br />
constant is fixed by the configuration of the sample in the cell and is determined<br />
by calibration with standard solutions of known resistivity. The resistivity is<br />
expressed in ohm-meters.<br />
Chemical Analysis. Standard chemical analyses have been developed for<br />
determining the concentration of various ions present in the mud [23]. Test for<br />
concentration of chloride, hydroxide and calcium ions are required to fill out<br />
the API drilling mud report. The tests are based on filtration, i.e., reaction of<br />
a known volume of mud filtrate sample with a standard solution of known<br />
volume and concentration. The end of chemical reaction is usually indicated<br />
by the change of color. The concentration of the ion being tested then can be<br />
determined from a knowledge of the chemical reaction taking place [7].<br />
Chloride. The chloride concentration is determined by titration with silver<br />
nitrate solution. This causes the chloride to be removed from the solution as<br />
AgCl, a white precipitate. The endpoint of the titration is detected using a<br />
potassium chromate indicator. The excess Ag' present after all C1- has been<br />
removed from solution reacts with the chromate to form Ag,CrO,, an orangered<br />
precipitate.<br />
The mud contamination with chlorides results from salt intrusion. Salt can<br />
enter and contaminate the mud system when salt formations are drilled and<br />
when saline formation water enters the wellbore.<br />
Alkalinity and Lime Content. Alkalinity is the ability of a solution or mixture<br />
to react with an acid. The phenolphthalein alkalinity refers to the amount of acid<br />
required to reduce the pH to 8.3, the phenolphthalein endpoint. The phenolphthalein<br />
alkalinity of the mud and mud filtrate is called the Pm and P, respectively.<br />
The P, test includes the effect of only dissolved bases and salts while the Pm<br />
test includes the effect of both dissolved and suspended bases and salts. The<br />
methyl orange alkalinity refers to the amount of acid required to reduce the pH<br />
to 4.3, the methyl orange endpoint. The methyl orange alkalinity of the mud<br />
and mud filtrate is called the Mm and M,, respectively. The API diagnostic tests<br />
include the determination of Pm, P,, and M,. All values are reported in cubic centimeters<br />
of 0.02 N (normality = 0.02) sulfuric acid per cubic centimeter of sample.<br />
The P, and M, tests are designed to establish the concentration of hydroxyl,<br />
bicarbonate, and carbonate ions in the aqueous phase of the mud. At a pH of 8.3,<br />
the conversion of hydroxides to water and carbonates to bicarbonates is essentially<br />
complete. The bicarbonates originally present in solution do not enter the reactions.<br />
As the pH is further reduced to 4.3, the acid then reacts with the bicarbonate<br />
ions to form carbon dioxide and water.<br />
The P, and Pm test results indicate the reserve alkalinity of the suspended solids.<br />
As the [OH-] in solution is reduced, the lime and limestone suspended in the<br />
mud will go into solution and tend to stabilize the pH. This reserve alkalinity<br />
generally is expressed as an equivalent lime concentration, in lb/bbl of mud.<br />
Total Hardness. A combined concentration of calcium and magnesium in the<br />
mud water phase is defined as total hardness. These contaminants are often<br />
present in the water available for use in the drilling fluid. In addition, calcium
Drilling Muds and Completion Fluids 657<br />
can enter the mud when anhydrite (CaSO,) or gypsum (CaS0,.2H20) formations<br />
are drilled. Cement also contains calcium and can contaminate the mud. The<br />
total hardness is determined by titration with a standard (0.02 N) Versenate<br />
(EDTA) solution. The standard Versenate solution contains Sodium Versenate,<br />
an organic compound capable of forming a chelate with Ca2+ and Mg2+.<br />
The hardness test sometimes is performed on the mud as well as the mud<br />
filtrate. The mud hardness indicates the amount of calcium suspended in the<br />
mud as well as the calcium in solution. This test usually is made on gypsumtreated<br />
muds to indicate the amount of excess CaSO, present in suspension. To<br />
perform the hardness test on mud, a small sample of mud is first diluted to 50<br />
times its original volume with distilled water so that any undissolved calcium<br />
or magnesium compounds can go into solution. The mixture then is filtered through<br />
hardened filter paper to obtain a clear filtrate. The total hardness of this filtrate<br />
then is obtained using the same procedure used for the filtrate from the lowtemperature<br />
low-pressure API filter press apparatus.<br />
Methylene Blue. Frequently, it is desirable to know the cation exchange capacity<br />
of the drilling fluid. To some extent, this value can be correlated to the<br />
bentonite content of the mud.<br />
The test is only qualitative because organic material and some other clays<br />
present in the mud also will absorb methylene blue. The mud sample usually is<br />
treated with hydrogen peroxide to oxidize most of the organic material. The<br />
cation exchange capacity is reported in milliequivalent weights (meq) of methylene<br />
blue per 100 ml of mud. The methylene blue solution used for titration is<br />
usually 0.01 N, so that the cation exchange capacity is numerically equal to the<br />
cubic centimeters of methylene blue solution per cubic centimeter of sample<br />
required to reach an endpoint. If other adsorptive materials are not present in<br />
significant quantities, the montmorillonite content of the mud in pounds per<br />
barrel is five times the cation exchange capacity.<br />
The methylene blue test can also be used to determine cation exchange<br />
capacity of clays and shales. In the test a weighed amount of clay is dispersed<br />
into water by a high-speed stirrer. Titration is carried out as for drilling muds,<br />
except that hydrogen peroxide is not added. The cation exchange capacity of<br />
clays is expressed as milliequivalents of methylene blue per 100 g of clay.<br />
Oil-Base Muds [23-251<br />
Specific Weight. Mud weight of oil muds is measured with a mud balance. The<br />
result obtained has the same significance as in water-base mud.<br />
Viscosity. The measurement procedure for API funnel viscosity is the same as for<br />
water-base muds. Since temperature affects the viscosity, API procedure recommends<br />
that the mud temperature should always be recorded along with the viscosity.<br />
Plastic Viscosity and Yield Point. Plastic viscosity and yield point measurements<br />
are obtained from a direct indicating viscometer. Due to the temperature<br />
effect on the flow properties of oil-base mud, the testing procedure is modified.<br />
The mud sample in the container is placed into a cup heater [23]. The heated<br />
viscometer cup provides flow property data under atmospheric pressure and<br />
bottomhole temperature.<br />
Gel Strength. The gel strength of oil-base muds is measured with a direct<br />
indicating viscometer exactly like that of water-base muds.
658 Drilling and Well Completions<br />
Filtration. The API filtration test for oil-base muds usually gives an all-oil filtrate.<br />
The test may not indicate downhole filtration, especially in viscous oils. The<br />
alternative high-temperature-high-pressure (HT-HP) filtration test will generally<br />
indicate a pending mud problem by amount of fluid loss or water in the filtrate.<br />
The instruments for the HT-HP filtration test consist essentially of a controlled<br />
pressure source, a cell designed to withstand a working pressure of at least<br />
1000 psi, a system for heating the cell, and a suitable frame to hold the cell<br />
and the heating system. For filtration tests at temperatures above 200"F, a<br />
pressurized collection cell is attached to the delivery tube. The filter cell is<br />
equipped with a thermometer well, oil-resistant gaskets, and a support for the<br />
filter paper (Whatman No. 50 or the equivalent). A valve on the filtrate delivery<br />
tube controls flow from the cell. A nonhazardous gas such as nitrogen or carbon<br />
dioxide should be used for the pressure source.<br />
The test is usually performed at a temperature of 300'F and a pressure of<br />
600 psi over a 30-min period. When other temperatures, pressures, or times are<br />
used, their values should be reported together with test results. If the cake<br />
compressibility is desired, the test should be repeated with pressures of 200 psi<br />
on the filter cell and 100 psi back pressure on the collection cell.<br />
Electrical Stability of Emulsions. The electrical stability test indicates the stability<br />
of emulsions of water in oil. The emulsion tester consists of a reliable circuit using<br />
a source of variable AC current (or DC current in portable units) connected to strip<br />
electrodes. The voltage imposed across the electrodes can be increased until a<br />
predetermined amount of current flows through the mud emulsion-breakdown point.<br />
Relative stability is indicated as the voltage at the breakdown point.<br />
Sand Content. Sand content measurement is the same as for water-base muds<br />
except that diesel oil instead of water should be used for dilution.<br />
Liquids and Solids Content. Oil, water, and solids volume percent is determined<br />
by retort analysis as in a water-base mud. More time is required to get a<br />
complete distillation of an oil mud than of a water mud. Then the corrected water<br />
phase volume, the volume percent of low gravity solids, and the oil-water ratio can<br />
be calculated; the chart in Figure 4-108 can be used for the calculations [24].<br />
Example. Find the volume fraction of brine, the low gravity solids content, the<br />
adjusted mud weight, and the oil-to-water ratio from the test data below (use<br />
Figure 4-107).<br />
Mud weight (specific weight) = 15.7 lb/gal<br />
Volume % water (retort) = 20%<br />
Volume % oil (retort) = 45%<br />
Strong silver nitrate = 4.3 ml<br />
(1 ml equivalent to 0.01 g C1)<br />
Step 1. To determine the percent by weight of calcium or of sodium chloride<br />
in the internal phase, locate the intersection of the line drawn horizontally from<br />
the cm' of strong silver nitrate required to titrate 1 cms of whole mud with the<br />
line projected vertically from the volume percent of fresh water by retort.<br />
Percent by weight brine in internal phase:<br />
Strong silver nitrate = 4.3 ml<br />
Volume % water (retort) = 20%<br />
Read 25% by weight brine in internal phase
660 Drilling and Well Completions<br />
Step 2. Knowing the weight percent of brine and using the volume percent of<br />
freshwater by retort, the corrected volume fraction, which represents the true<br />
volume percent of brine in the solution, can be determined by running a line<br />
from the volume percent of water horizontally across until it meets the brine<br />
concentration, then dropping vertically to find the true volume percent of brine in<br />
the original mud. This number will always be greater than the volume percent<br />
of freshwater by retort.<br />
Volume fraction brine in internal phase:<br />
Fvw = 20%<br />
Weight % brine = 25%<br />
Read 21.5% volume fraction brine in internal phase<br />
Step 3. To determine the gravity solids in the drilling mud, it is necessary to<br />
subtract from the mud weight all of the mud components except diesel oil and<br />
low gravity solids.<br />
To do so, subtract from the measured mud weight the fraction contributed<br />
by brine and basic emulsifier (this step and Step 4). Knowing the volume fraction<br />
of brine in the internal phase (from Step 2) and the weight percent of brine<br />
(from Step l), follow the appropriate value for the volume of brine horizontally<br />
to intersect the weight percent of brine. Extend that point vertically down to<br />
determine the weight in lb/gal and subtract that weight from the mud weight<br />
to correct for the weight of the internal phase.<br />
Weight adjustment due to the internal phase:<br />
Volume fraction of brine in internal phase = 21.5%<br />
Weight percent of brine in internal phase = 25%<br />
Read 0.69 lb/gal density adjustment<br />
Step 4. This step corrects the mud weight and the volume percent of suspended<br />
solids as a function of the hydrocarbons distilled off by the mud still.<br />
Knowing the volume percent of oil from the mud still, follow this value vertically<br />
until it meets the line representing the system being run. Then extend this<br />
point horizontally to the left to determine the weight to subtract from the initial<br />
mud weight.<br />
Weight adjustment due to distilled hydrocarbons:<br />
Volume % oil = 45%<br />
Read 0.20 lb/gal specific weight adjustment<br />
The initial mud weight less the sum of the weight adjustments from Steps 3<br />
and 4 is the corrected mud weight representing the weight of the diesel oil,<br />
low gravity solids, and barite only.<br />
Calculation of adjusted mud weight:<br />
Weight adjustment-internal phase = 0.69 lb/gal<br />
Weight adjustment-emulsifier solids = 0.20 lb/gal<br />
Mud weight = 15.7 lb/gal<br />
Adjusted mud weight = 15.7 - 0.69 - 0.20 = 14.81 lb/gal
Drilling Muds and Completion Fluids 661<br />
Step 5. After having found the adjusted mud weight, proceed horizontally from<br />
that point to the right to determine the volume percent of solids occupied by<br />
the basic emulsifier package. The volume percent of suspended solids is 100%<br />
less the sum of the volume-percent oil, the true volume-percent brine (Step 2),<br />
and the volume-percent emulsifier solids.<br />
Calculation of volume-percent suspended solids:<br />
Volume % emulsifier solids = 1.03%<br />
Volume fraction of brine = 21.5%<br />
Volume % oil = 45%<br />
Volume % suspended solids = 100 - 21.5 - 45 - 1.03 = 32.47%<br />
Find the adjusted mud weight value, extend that point downward until it meets<br />
the volume-percent suspended solids line. Proceed horizontally to find the ppg<br />
of low gravity solids.<br />
Calculation of low gravity solids, lb/bbl<br />
Adjusted mud specific weight = 14.81 lb/gal<br />
Volume % suspended solids = 32.47%<br />
Read 90 lb/bbl low gravity solids<br />
Step 6. To find the oil-to-water ratio, divide the volume percent of oil in the<br />
liquid phase by (vo) by the volume percent of water in the liquid phase (vw).<br />
Calculation of oil-water ratio:<br />
v, = lOO[ -1 20 = 31%<br />
45 + 20<br />
69<br />
Oiko-water ratio = -<br />
31<br />
Aging. The aging test is used to determine how the bottomhole conditions affect<br />
oil-base mud properties. Aging cells were developed to aid in predicting the<br />
performance of drilling mud under static, high-temperature conditions. If the<br />
bottomhole temperature is greater than 212"F, the aging cells can be pressurized<br />
with nitrogen, carbon dioxide, or air to a desired pressure to prevent boiling<br />
and vaporization of the mud.<br />
After aging period, three properties of the aged mud are determined before<br />
the mud is agitated: shear strength, free oil, and solids settling. Shear strength<br />
indicates whether the mud gels in the borehole. Second, the sample should be<br />
observed to determine if free oil is present. Separation of free oil is a measure<br />
of emulsion instability in the borehole, and is expressed in of an inch. Settling<br />
of mud solids indicates formation of a hard or soft layer of sediment in the<br />
borehole. After the unagitated sample has been examined, the usual tests for<br />
determining rheological and filtration properties are performed.
662 Drilling and Well Completions<br />
Alkalinity and Lime Content. The whole mud alkalinity test procedure is a<br />
titration method which measures the volume of standard acid required to react<br />
with the alkaline (basic) materials in an oil mud sample. The alkalinity value is<br />
used to calculate the pounds per barrel unreacted “excess” lime in an oil mud.<br />
Excess alkaline materials, such as lime, help to stabilize the emulsion and also<br />
neutralize carbon dioxide or hydrogen sulfide acidic gases.<br />
To approximately 20 ml of a 1:l mixture of toluene (xy1ene):isopropyl alcohol,<br />
add 1 ml of oil-base mud and 75 to 100 ml of distilled water. Add 8 to 10 drops<br />
of phenolphthalein indicator solution and stir vigorously with a stirring rod (the<br />
use of a Hamilton Beach mixer is suggested). Titrate slowly with H,SO, (N/lO)<br />
until red (or pink) color disappears permanently from the mixture. Report the<br />
alkalinity as the number of ml of H,SO, (N/10) per ml of mud. Lime content<br />
may be calculated as<br />
Lime, ppb = ( 1.5)(H,S04, ml)<br />
Calcium Chloride [25]. Calcium chloride estimation is based on calcium<br />
titration. To 20 ml of 1:l mixture of toluene (xy1ene):isopropyl alcohol, add a<br />
1-ml (or O.l-ml, if calcium is high) sample of oil-base mud, while stirring.<br />
Dilute the mixture with 75 to 100 ml of distilled water. Add 2 ml of hardness<br />
buffer solution and 10 to 15 drops of hardness indicator solution. Titrate<br />
mixture with standard versenate solution until the color changes from winered<br />
to blue. If common standard versenate solution (1 ml = 20 g calcium<br />
ions) is used, then<br />
CaCl,, ppb = (0.4)(standard versenate, ml)<br />
If strong standard versenate solution (1 ml = 2 g calcium ions) is used, then<br />
CaCl,, ppb = (4.0)(strong standard versenate, ml)<br />
Sodium Chloride [25]. Sodium chloride estimation is based on sodium titration.<br />
To 20 ml of a 1:l mixture of toluene (xy1ene):isopropyl alcohol, add a 1-ml sample<br />
of oil-base mud, stirring constantly and 75 to 100 ml of distilled water. Add 8-10<br />
drops of phenolphthalein indicator solution and titrate the mixture with H,SO,<br />
(N/lO) until the red (pink) color, if any, disappears. Add 1 ml of potassium<br />
chromate to the mixture and titrate with 0.282N AgNO, (silver nitrate, 1 ml =<br />
0.001 g chloride ions) until the water portion color changes from yellow to<br />
orange. Then<br />
NaCl, ppb = (0.58)(AgNO,, ml) - (l.OG)(CaCl,, ppb)<br />
Some other procedures for CaCl, and NaCl content determination are used<br />
by mud service companies. Although probably more accurate, all of them are<br />
based on calcium filtration for CaCl, detection and on chlorides filtration for<br />
NaCl detection.<br />
Total Salinity. The salinity control of oil-base mud is very important for<br />
stabilizing water-sensitive shales and clays. Depending upon the ionic concentration<br />
of the shale waters and of the mud water phase, an osmotic flow of<br />
pure water from the weaker salt concentration (in shale) to the stronger salt<br />
concentration (in mud) will occur. This may cause a dehydration of the shale<br />
and, consequently, affect its stabilization.
Drilling Muds and Completion Fluids 663<br />
A standard procedure for estimating the salt content of oil-base muds consists<br />
of the following steps [26]:<br />
1. Determination of calcium chloride concentration, lb/bbl.<br />
2. Determination of sodium chloride concentration, lb/bbl.<br />
3. Determination of soluble sodium chloride. By entering the graph in<br />
Figure 4-109 with the lb/bbl of calcium chloride at the correct volume<br />
percent of water (by retort) line, the maximum amount of soluble sodium<br />
chloride can be found. If the sodium chloride content determined in Step 2<br />
is greater than the maximum soluble sodium chloride determined from<br />
Figure 4-108, only the soluble portion should be used for calculating the<br />
total soluble salts.<br />
4. Determination of total mud salinity. The total pounds of soluble salts per<br />
barrel of mud are calculated as<br />
Total soluble salts (lb/bbl) = CaCl, (lb/bbl) - soluble NaCl (lb/bbl)<br />
5. Determination of water phase salinity. By entering the graph in Figure 4-1 10<br />
with total soluble salts, lb/bbl of mud, at the correct volume percent of<br />
water line, the water phase salinity can be read from the left-hand scale.<br />
Example. Find the total salinity of the oil-base mud using the test data below<br />
and Figures 4-108 and 4-109.<br />
Volume % water = 12%<br />
From Ca titration, the CaCI, concentration is 18 lb/bbl mud<br />
From C1 titration, the NaCl concentration is 9.9 Ib/bbl mud<br />
Step 1. The maximum soluble NaCl (from Figure 4-109) = 3 lb/bbl. (There is<br />
excess insoluble NaCl = 6.9 Ib/bbl.)<br />
Step 2. The total soluble salts in the mud = 18 + 3 = 21 lb/bbl.<br />
Step 3. The water phase salinity (from Figure 4-110) = 330,000 ppm.<br />
Water Wetting Solids. The water wetting solids test (oil-base mud coating test)<br />
indicates the severity of water wetting solids in oil-base mud [24]. The items<br />
needed are<br />
1. Hamilton Beach mixer<br />
2. Diesel oil<br />
3. Xylene-isopropyl alcohol mixture<br />
4. 16-02. glass jar<br />
Collect a 350-ml mud sample from the flowline and place the sample in the glass<br />
jar. Allow the sample to cool to room temperature before the test is conducted.<br />
Mix at 70 V with the mixer for 1 hr. Pour the mud out, add 100 ml diesel oil, and<br />
shake well. (Do not stir with mixer.) Pour the oil out, add 50 ml xylene-isopropyl<br />
alcohol (1:l) mixture, and shake well. Empty jar, turn upside down, and allow to<br />
dry. Observe the film on the wall of the jar and report the evaluation as<br />
Opaque film-severe problem, probably settling of barite and plugging of the<br />
drill string.<br />
Slight film, translucent-moderate problem, mud needs wetting agent immediately.<br />
Very light film, highly translucent-slight wetting problem, mud needs some<br />
treatment.<br />
No film-no water wetting problem.
664 Drilling and Well Completions<br />
60<br />
OIL MUD SALT SATURATION CURVES FOR SODIUM<br />
AND CALCIUM CHLORIDE COMBINATIONS<br />
50<br />
-0<br />
E'<br />
.c<br />
0<br />
B<br />
&? 40<br />
0<br />
W"<br />
e<br />
[r<br />
3<br />
6 30<br />
5<br />
n<br />
$<br />
20<br />
10<br />
30 40 50 60 70 80 90 100<br />
lo 1" CALCIUM CHLORIDE, Ib/bbl of mud<br />
Figure 4-109. Solubility chart for calcium and sodium chloride brines [26].<br />
(Courtesy Baroid Drilling Fluids, lnc.)<br />
Water-Base Mud Systems<br />
Bentonite Mud<br />
Drilling Fluids: Composition and Applications<br />
The bentonite muds include most types of freshwater muds. Bentonite is added<br />
to water-base muds to increase viscosity and gel strength, and also to improve
Drilling Muds and Completion Fluids 665<br />
500<br />
450<br />
0<br />
400<br />
9 350<br />
i<br />
E,<br />
Q<br />
g 300<br />
z<br />
250<br />
2<br />
w<br />
I<br />
200<br />
a<br />
U 150<br />
a 3<br />
100<br />
50<br />
0<br />
SOLUBLE SALTS, Ibhbl of mud<br />
1<br />
Figure 4-110. Total water phase salinity of oil mud [26]. (Courtesy Baroid<br />
Drilling Fluids, lnc.)<br />
the filtration and filter cake properties of water-base muds. The comparison of<br />
the yield of commercial clays and active clays is shown in Table 4-46. The yield<br />
of clays is defined as the number of barrels of 15 cp mud that can be obtained<br />
from 1 ton of dry material. The API requirements for commercial drilling<br />
bentonite are as follows [27].<br />
a. Bentonite concentration in distilled water-22.5 lb/bbl.<br />
b. Sample preparation: 1. stir for 20 min. 2. Age overnight. 3. Stir for 5 min.<br />
4. Test.<br />
c. Apparent viscosity (viscometer dial reading at 600 rpm)-30 minimum.<br />
d. Yield point, lb/lOO ft*-3 x plastic viscosity, maximum.<br />
e. API filtrate, m1/30 min-15, maximum.<br />
f. Yield, bbl mud/ton-91, minimum.<br />
Classification of bentonite fluid systems is shown in Table 4-47 [28].
666 Drilling and Well Completions<br />
Table 4-46<br />
Yield of Drilling Clays [28]<br />
Concentration<br />
Mud Weight<br />
Drilling Clay Yield, bbVton % Volume % by Weight lmbl Mud lbbbl<br />
Highest quality 100 2.5 6 20 8.6<br />
Common 50 6.0 13 50 9.1<br />
Lowest quality 25 10.0 20 75 9.6<br />
Native 10 23.0 40 180 11.2<br />
Courtesy International Drilling Fluids<br />
Table 4-47<br />
Classification of Bentonite Fluid Systems [28]<br />
Solid-Solid<br />
Inhibition<br />
Interactions Level Drilling Fluid Type<br />
Dispersed Non-inhibited 1. Fresh water clay based fluids. Sodium<br />
Dispersed<br />
In hi bited<br />
chloride less than 1 %, calcium ions less<br />
than 120 pprn<br />
a. Phosphate low pH (pH to 8.5)<br />
b. Tannin-high pH (pH 8.5-11+)<br />
c. Lignite<br />
d. Chrome lignosulphonate (pH 8.5-10)<br />
Saline (sodium chloride) fluids<br />
a. Sea-water fluids<br />
b. Salt fluids<br />
c. Saturated salt fluids<br />
Calcium treated fluids<br />
a. Lime<br />
b. Gypsum<br />
Low concentration lignosulphonate fluids<br />
Non-dispersed Non-inhibited Fresh water-low solids<br />
a. Extended bentonite systems<br />
b. Bentonite-polymer systems<br />
Non-dispersed Inhibited Salt-Polymer fluids<br />
Courtesy International Drilling Fluids<br />
Dispersed Noninhibited Systems. Drilling fluid systems typically used to drill<br />
the upper hole sections are described as dispersed noninhibited systems. They<br />
would typically be formulated with freshwater and can often derive many of their<br />
properties from dispersed drilled solids or bentonite. They would not normally<br />
be weighted to above 12 lb/gal and the temperature limitation would be in the<br />
range of 176-194°F. The flow properties are controlled by a deflocculant, or<br />
thinner, and the fluid loss is controlled by the addition of bentonite and low<br />
viscosity CMC derivatives.<br />
Phosphate-Treated Muds<br />
The phosphates are effective only in small concentrations. Phosphate treated<br />
muds are subject to several limitations:
Drilling Muds and Completion Fluids 667<br />
Mud temperature should be lower than 130°F.<br />
Salt contamination should be lower than 5000 pprn chloride.<br />
Calcium concentration should be kept as low as possible.<br />
pH should be 8 to 9.5; in continuous use, the pH of some phosphates may<br />
decrease below the recommended limits so that pH maintenance with<br />
caustic soda is required.<br />
Lignite Muds<br />
Lignite muds are usually considered to be high-temperature-resistant since<br />
lignite is not affected by temperatures below 450°F. Lignite constitutes an<br />
inexpensive chemical for controlling apparent viscosity, yield point, gel strength,<br />
and fluid loss of a mud. Since lignite is refined humic acid (organic acid), caustic<br />
soda (sodium hydroxide) is usually necessary to adjust the pH of the mud to<br />
above 8; the treatment normally consists of adding 1 part of NaOH to 4 to 8<br />
parts of lignite. If precausticized lignite (alkali + lignite) is being used, there is no<br />
need for the addition of caustic soda. The main limitations on lignite muds are<br />
* hardness lower than 20 ppm<br />
pH of 8.5 to 10<br />
mud temperature below 450’F<br />
Quebracho-Treated Muds<br />
Quebracho-treated freshwater muds were used in drilling at shallow depths.<br />
The name of “red” mud comes from the deep red color imparted to the mud<br />
by quebracho. Muds treated with a mixture of lignite and quebracho, or a<br />
mixture of alkaline organic polyphosphate chemicals (alkaline-tannate treated<br />
muds), are also included in the quebracho treated muds. The quebracho thinners<br />
are very effective at low concentrations, and offer good viscosity and filtration<br />
control. The pH of “red” muds should be 8.5 to 10; mud temperature should<br />
be lower than 230°F.<br />
Quebracho muds are used to increase the resistance to flocculation caused<br />
by contaminating salts, high pH (11 to 11.5). These muds can tolerate chloride<br />
contaminations up to 10,000 ppm.<br />
Lignosulfonate Muds<br />
Lignosulfonate freshwater muds contain ferrochrome lignosulfonate for<br />
viscosity and gel strength control. These muds are resistant to most types of<br />
drilling contamination due to the thinning efficiency of the lignosulfonate in<br />
the presence of large amounts of hardness and salt.<br />
Lignosulfonate muds can be used efficiently at a pH of 9 to 10, and have a<br />
temperature limitation of about 35OoF, above which lignosulfonates show severe<br />
thermal degradation. The recommended range of rheological properties of<br />
freshwater-base muds is shown in Figure 4-111 [29].<br />
Dispersed Inhibited Systems. Dispersed inhibitive fluids attempt to combine<br />
the use of dispersed clays and deflocculants to derive the fundamental properties<br />
of viscosity and fluid loss with other features that will limit or inhibit the hydration<br />
of the formation and cuttings. It will be realized these functions are in opposition;<br />
therefore the ability of these systems to provide a high level of shale<br />
inhibition is limited. However, they have achieved a high level of success and in
668 Drilling and Well Completions<br />
d<br />
u<br />
><br />
t<br />
!$<br />
Y<br />
><br />
- V<br />
t<br />
v)<br />
4<br />
a<br />
I I I I I<br />
10 12 14 16 18<br />
10 12 14 16 18<br />
MUD DENSITY LBSIGAL.<br />
Figure 4-111. Suggested range of plastic viscosity and yield point for<br />
bentonite muds [29].
Drilling Muds and Completion Fluids 669<br />
many formations represent a significant advance over dispersed non-inhibited<br />
types of fluids. Inhibition is sought through three mechanisms: addition of<br />
calcium (lime, gypsum), addition of salt, and addition of polymer.<br />
Lime Muds<br />
Lime muds are muds treated with caustic soda, an organic thinner, hydrated<br />
lime, and, for low filtrate loss, an organic colloid. This treatment results in muds<br />
having a pH of 11.8 or higher, with 3 to 20 ppm of calcium ions in the filtrate.<br />
Lime-treated muds exhibit low viscosity, low gels, good suspension of weighting<br />
material, ease of control at mud weights up to 20 lb/gal, tolerance to relatively<br />
large concentrations of flocculating salts, and easily maintained low filtration<br />
rates. One of the most important economic advantages of lime-treated mud is<br />
its ability to carry large concentrations of clay solids at lower viscosities than<br />
other types of mud. Except for a tendency to solidify under conditions of high<br />
bottomhole temperatures, lime-treated muds are well suited for deep drilling and<br />
for maintaining high weight muds. Pilot tests can be made on the mud to<br />
determine if the tendency to solidify exists; if so, solidification can be inhibited<br />
by chemical treatment for periods of time sufficient to allow normal drilling<br />
and testing activities. A lime-treated mud that exhibits a tendency to solidify<br />
should not be left in the casing-tubing annulus when the well is completed.<br />
Lime-treated muds are prepared from freshwater drilling muds. The conversion<br />
should be made inside the basing. The initial step in conversion of freshwater mud<br />
to a lime mud involves dilution of the mud with water to reduce the clay solids<br />
content to avoid excessive mud viscosity (breakover). The recommended sequence<br />
of material addition is<br />
a. Dilution water: 10-25% by volume<br />
b. Thinner: 2 lb/bbl<br />
c. Caustic soda: 2-3 lb/bbl<br />
d. Lime: 4-8 lb/bbl<br />
e. Thinner: 1 Ib/bbl<br />
f. Filtration control agent: 1-3 lb/bbl<br />
The maintenance of lime-treated muds consists of monitoring the calcium content,<br />
Le., the proper lime solubility. Since the lime solubility is controlled by the amount<br />
of caustic soda present in the mud, the proper alkalinity determination is of great<br />
importance. The recommended value of Pf is 5 to 8, and it is maintained with caustic<br />
soda; the recommended value of Pm is 25 to 40, and it is maintained with excess<br />
lime. The amount of excess lime should be from 5 to 8 lb/bbl.<br />
The limitation of lime-treated mud is solidification at bottomhole temperatures<br />
higher than 250°F. Low lime mud was designed to minimize this tendency toward<br />
solidification and can be used at bottomhole temperatures as high as 350°F. In<br />
low lime mud, the total concentration of caustic soda and of lime is reduced.<br />
The recommended P, is from 1 to 3, and the recommended Pm is from 10 to<br />
15; the excess lime should be from 2 to 4 lb/bbl.<br />
Gypsum-Treated Muds<br />
Gypsum-treated muds have proved useful for drilling anhydride and gypsum,<br />
especially where these formations are interbedded with salt and shale. The<br />
treatment consists of conditioning the base mud with plaster (commercial<br />
calcium sulfate) before the anhydride or gypsum formation is penetrated. By
670 Drilling and Well Completions<br />
adding the plaster at a controlled rate, the high viscosities and gels associated<br />
with this type of contaminant can be held within workable limits. After the clay<br />
in the base mud has reacted with the calcium ions in the plaster, no further<br />
thickening will occur upon drilling gypsum or salt formations. Gypsum-treated<br />
muds exhibit flat gels, and these flat gels depend in part upon the clay<br />
concentration in the mud. Filtration control is obtained by adding organic<br />
colloids; because the pH of these muds is low, preservatives are added to prevent<br />
the fermentation of starch.<br />
Gypsum-treated muds are more resistant to contamination and more inhibitive<br />
(700 ppm of calcium ions) than lime-treated muds, and also have a greater<br />
temperature stability (350°F). A freshwater mud can be converted to a gypsum<br />
mud according to the following procedure:<br />
a. Dilute with sufficient water to reduce API funnel viscosity to 35 s.<br />
b. Add thinner (lignosulfonate) and caustic soda to avoid excessive viscosity<br />
build up (breakover).<br />
c. Add gypsum at the mud hopper.<br />
To control the stability of gypsum treated muds, the following mud properties<br />
should be maintained:<br />
a. The mud pH should be 9.5 to 10.5; the alkalinity should be increased by<br />
adding lime rather than caustic soda.<br />
b. The calcium ion concentration in the mud filtrate should be 600 to 1,000 ppm.<br />
c. Addition of gypsum is necessary to maintain the amount of excess calcium<br />
sulfate (CaSO,) between 2 and 6 lb/bbl; the relevant tests on excess calcium<br />
sulfate are subject to mud service on the rig.<br />
Seawater Muds<br />
Seawater muds or brackish water muds are saltwater muds. Saltwater muds<br />
are defined as those muds having salt (NaCl) concentrations above 10,000 ppm,<br />
or over 1%, salt; the salt concentration can vary from 10,000 to 315,000 ppm<br />
(saturation).<br />
Seawater muds are commonly used on offshore locations, which eliminate the<br />
necessity of transporting large quantities of freshwater to the drilling location.<br />
The other advantage of seawater muds is their inhibition to the hydration and<br />
dispersion of clays, because of the salt concentration in seawater. The typical<br />
composition of seawater is presented in Table 4-48; most of the hardness of<br />
seawater is due to magnesium.<br />
Calcium ions in seawater muds can be controlled and removed by forming<br />
insoluble precipitates accomplished by adding alkalis such as caustic soda, lime,<br />
or barium hydroxide. Soda ash or sodium bicarbonate is of no value in controlling<br />
the total hardness of sea water.<br />
Seawater muds are composed of bentonite, thinner (lignosulfonate or lignosulfonate<br />
and lignite), and an organic filtration control agent. The typical formulation<br />
of a seawater mud is 3.5 lb/bbl of alkali (2 lb/bbl caustic soda and 1.5 lb/bbl<br />
lime), 8 to 12 lb/bbl of lignosulfonate, and 2 to 4 lb/bbl of bentonite to maintain<br />
viscosity and filtration. Another approach is to use bentonite/thinner (lignosulfonate)/freshwater<br />
premix, and mix it with seawater that has been treated for<br />
hardness. This technique will be discussed in the saturated saltwater muds section.<br />
Chemical maintenance involves control of solids concentration, pH, alkalinity,<br />
and filtration, and pH control. Figure 4-1 12 shows the best operating range for
Drilling Muds and Completion Fluids 671<br />
Tabk 4-48<br />
Seawater Composition<br />
Concentration<br />
Component PPm ePm<br />
Sodium 10440 454.0<br />
Potassium 375 9.6<br />
Magnesium 1270 104.6<br />
Calcium 410 20.4<br />
Chloride 18970 534.0<br />
Sulfate 2720 57.8<br />
Figure 4-112. Approximate solids range in seawater muds [24]. (Courtesy M-/<br />
Drilling Fluids.)<br />
solids in seawater muds [24]. The pH control is quite important, and pH should<br />
be maintained between 9 and 10. If the pH increases above 10, the magnesium<br />
will begin to precipitate. Caustic soda is used to control pH. Filtrate alkalinity<br />
P, should be maintained at approximately 1.5 with caustic soda. Mud alkalinity<br />
Pm should be about 3.0 to 3.5; it is controlled with lime. If P, is too low, the gel<br />
strength increases; if Pm is too low, mud aeration occurs; if P, is too high, mud<br />
viscosity decreases. Filtration is controlled by addition of bentonite.<br />
Saturated Saltwater Muds<br />
The liquid phase of saturated saltwater muds is saturated with sodium<br />
chloride. Saturated saltwater muds are most frequently used as workover fluids<br />
or for drilling salt formations. These muds prevent solution cavities in the salt<br />
formations, making it unnecessary to set casing above the salt beds. If the salt<br />
formation is too close to the surface, a saturated saltwater mud may be mixed<br />
in the surface system as the spud mud. If the salt bed is deep, freshwater mud<br />
is converted to a saturated salt water mud.<br />
Saturated saltwater muds can be weighted to more than 19 Ib/gal. Saturated<br />
saltwater muds conditioned with organic colloids to control filtration can be
672 Drilling and Well Completions<br />
used to drill below the salt beds, although high resistivity of the muds may result<br />
in unsatisfactory electric logs.<br />
Conventional saturated salt muds are composed of attapulgite or “salt” clay<br />
and a starch, mixed with saturated brine water. The available make-up water or<br />
freshwater mud has to be saturated with salt (sodium chloride). Freshwater<br />
requires about 125 lb/bbl of salt to reach saturation; it then weighs approximately<br />
10 lb/gal. Saltwater mud made up of 20 lb/bbl attapulgite clay has a<br />
funnel viscosity of about 40 s/qt, and a plastic viscosity of about 20 cp.<br />
Preparation of the saturated saltwater mud from freshwater mud requires the<br />
dumping of approximately half of the original mud, then saturation of the<br />
remaining original mud with salt and simultaneous extensive water dilution to<br />
avoid excessive viscosity buildup. Starch is used for filtration control in saturated<br />
saltwater muds at temperatures below 250°F. For higher temperatures (to 300”F),<br />
organic polymers must be used. Polymers and starches are not effective in the<br />
presence of cement or calcium concentration at high pH. If starches are used<br />
for filtration control, the salt concentration must be kept above 260,000 ppm<br />
or the pH above 11.5 to prevent fermentation. Alkalinity of the filtrate (P,)<br />
should be kept at approximately 1 to control free calcium.<br />
A modified saturated saltwater mud is prepared with bentonite clay by a<br />
special technique. First, bentonite is hydrated in freshwater, then treated<br />
with lignosulfonate and caustic soda. This premix is then mixed with saltwater<br />
(one-part premix to three-part saltwater). The mixture builds up a satisfactory<br />
viscosity and develops filtration control. Thinning of the mud is accomplished<br />
by saltwater dilutions; additional premix is required for viscosity and water<br />
loss control.<br />
Nondispersed Noninhibited Systems. In nondispersed systems, no reagents are<br />
added to specifically deflocculate the solids in the fluid, whether they are formation<br />
clays or purposely added bentonite. The main advantage of these systems is to use<br />
the higher viscosities and, particularly, the higher yield point to plastic viscosity ratio.<br />
These altered flow properties provide better hole cleaning. They permit lower<br />
annular circulating rates and help prevent bore hole washouts.<br />
Also, the higher degree of shear thinning provides for lower bit viscosities.<br />
This enables more effective use of hydraulic horsepower and faster penetration<br />
rates. In addition, shear thinning promotes more efficient operation of the solids<br />
removal equipment.<br />
Low Solids-Clear (Fresh) Water Muds<br />
It is a well-known fact in drilling practice that clear (fresh) water is the best<br />
drilling fluid as far as penetration rate is concerned. Therefore, whenever<br />
possible, drilling operators try to use minimum density and minimum solids<br />
drilling fluids to achieve the fastest drilling rate. Originally, the low solids-clear<br />
(fresh) water muds were used in hard formations, but now they are also applied<br />
to other areas.<br />
Several types of flocculents can be added to clear water to promote the<br />
settling of drilled solids by flocculation. They are effective in low concentrations.<br />
The manufacturer’s recommendations usually indicate lbs of flocculent per 100<br />
ft of hole drilled. The typical application is prepared as follows:<br />
a. Mix the polymer (flocculent) in a chemical barrel holding freshwater that<br />
has been treated for hardness with soda ash; the proportions are approximately<br />
5 lb of polymer per 100 gal of water.
Drilling Muds and Completion Fluids 673<br />
b. Inject the solution at the top of the flowline or below the shale shaker.<br />
The injection rate depends upon the hole size and the polymer efficiency<br />
(lb/lOO ft of hole).<br />
c. Let the mud circulate through all pits (tanks) available to increase the<br />
settling time; do not agitate the mud.<br />
d. If additional flocculation is required, use lime or calcium chloride. The<br />
water at suction should be as clean as possible.<br />
e. Slug the drill string prior to tripping with a high viscosity bentonite slurry<br />
(about 30 bbl) to remove excessive cuttings from the annulus.<br />
Extended Bentonlte Systems<br />
To obtain a high viscosity at a much lower clay concentration, certain watersoluble<br />
vinyl polymers called chy extenders can be used. In addition to increasing<br />
the yield of sodium montmorillonite, clay extenders serve as flocculants for<br />
other clay solids. The flocculated solids are much easier to separate using solids<br />
control equipment.<br />
The vinyl polymers increase viscosity by adsorbing on the clay particles and<br />
linking them together. The performance of commercially available polymers<br />
varies greatly as a result of differences in molecular weight and degree of<br />
hydrolysis. However, it is not uncommon to double the yield of commercial clays<br />
such as Wyoming bentonite using clay extenders in fresh water.<br />
For low solids muds with bentonite extenders the API filtration rate is<br />
approximately twice that which would be obtained using a conventional clay/<br />
water mud having the same apparent viscosity.<br />
However, good filtration characteristics often are not required when drilling<br />
hard, consolidated, low-permeability formations. In these formations the only<br />
concern is the effective viscosity in the annulus to improve the carrying capacity<br />
of the drilling fluid. The use of common grades of commercial clay to increase<br />
viscosity can cause a large decrease in the drilling rate. That is where bentonite<br />
extenders are mostly applicable. In addition to its viscosifying property bentonite<br />
extenders flocculate formation solids. A typical formulation of extended<br />
bentonite system is shown in Table 4-49 [28].<br />
The bentonite should be specially selected for this type of system as being<br />
an untreated high yield Wyoming bentonite. The fluid has poor tolerance to<br />
calcium and salt, so the makeup water should be of good quality and pretreated<br />
with sodium carbonate, if any hardness exists. To increase viscosity bentonite<br />
extender is added through the hopper at the rate of one pound for every five<br />
sacks of bentonite. The extender is dissolved in water in the chemical barrel<br />
and added at a rate dependent on the drilling rate. Excessively high viscosities<br />
and gel strengths are normally the result of too high a solids content, which<br />
should be kept in the range 2-5% by dilution. Dispersants should not be added<br />
Table 4-49<br />
Extended Bentonite Mud System [28]<br />
Fresh water<br />
1 barrel<br />
Bentonite extender<br />
0.05 Ib<br />
Bentonite<br />
11 Ibs<br />
Soda ash<br />
0.25-0.5 Ibs<br />
Caustic soda pH 8.5-9.0
674 Drilling and Well Completions<br />
as they compete too effectively with the extender for the adsorption sites on<br />
the clay.<br />
A small excess of soda ash, of 0.57 kg/mq (0.2 lb/bbl), should be maintained to<br />
ensure the calcium level remains below 80 mg/l and to improve the efficiency of<br />
the extender. This level of soda ash will produce the required pH in most cases.<br />
The system can be weighted to a maximum of 11 lb/gal provided the ratio<br />
of drill solids to clay solids is maintained at less than 21, by correct use of the<br />
solids removal equipment and careful dilution and makeup with bentonite from<br />
a premix tank.<br />
Bentonite Substitute Systems<br />
In this system, the high molecular weight polysaccharide polymer, is used to<br />
extend the rheological properties of bentonite.<br />
A biopolymer produced by a particular strain of bacteria is becoming widely<br />
used as a substitute for clay in low-solids muds. Since the polymer is attacked<br />
readily by bacteria, a bactericide such as paraformaldehyde or a chlorinated phenol<br />
also must be used with the biopolymer. The system has more stable properties<br />
than the extended bentonite system, because biopolymer exhibits good rheological<br />
properties in its own right, and has a better tolerance to salt and calcium. The<br />
system can be formulated to include salt, such as potassium chloride. Such a<br />
system, however, would then be classed as a nondispersed inhibitive fluid.<br />
Nondispersed inhibited Systems. In these systems, the nondispersed character<br />
of the fluids is reinforced by some inhibition system, or combination of systems,<br />
such as (1) calcium ions, lime or gypsum; (2) salt-sodium chloride or potassium<br />
chloride; (3) polymers such as Polysaccharides, polyanionic cellulose, hydrolyzed<br />
polyacrylamide.<br />
In these systems, particularly systems such as potassium chloride polymer, the<br />
role of bentonite is diminished because the chemical environment is designed<br />
to collapse and encapsulate the clays since this reaction is required to stabilize<br />
water-sensitive formations. The clay may have a role in the initial formulation<br />
of an inhibited fluid to provide the solids to create a filter cake.<br />
Potassium Chloride-Polymer Muds<br />
KC1-polymer (potassium chloride-polymer) muds can be classified as low<br />
solids-polymer muds or as inhibitive muds, due to their application to drilling<br />
in water-sensitive, sloughing shales. The use of polymers and the concentration<br />
of potassium chloride provide inhibition of shales and clays for maximum hole<br />
stability. The inverted flow properties (high yield point, low plastic viscosity)<br />
achieved with polymers and prehydrated bentonite provide good hole cleaning<br />
with minimum hole erosion.<br />
The KC1-polymer muds are prepared by mixing potassium chloride (KCl) with<br />
fresh or saltwater. The desired KCl concentration depends upon the instability<br />
of the borehole and ranges from 3.5% by weight for drilling in shales containing<br />
illites and kaolinites to 10% by weight for drilling in bentonite shales. The<br />
polymer is then mixed in slowly through the hopper to the desired concentration<br />
(0.1 to 0.8 lb/gal depending upon the type of polymer). For additional viscosity,<br />
prehydrated bentonite (salt makeup water) can be added (0 to 12 lb/bbl) until<br />
satisfactory hole cleaning is achieved. The mud is adjusted to a pH of 9 to 10<br />
with KOH or caustic soda. For filtration control, an organic filtration control<br />
agent should be used as recommended by the manufacturer.
Drilling Muds and Completion Fluids 675<br />
Oil-Base Mud Systems<br />
Oil-base muds are composed of oil as the continuous phase, water as the<br />
dispersed phase, emulsifiers, wetting agents, and gellants. There are other<br />
chemicals used for oil-base mud treatment such as degellants, filtrate reducers,<br />
weighting agents, etc.<br />
The oil for an oil-base mud can be diesel oil, kerosene, fuel oil, selected crude<br />
oil, or mineral oil. There are several requirements for the oil: (1) API gravity =<br />
36” - 37”, (2) flash point = 180°F or above, (3) fire point = 200°F or above, and<br />
(4) aniline point = 140°F or above. Emulsifiers are more important in oil-base<br />
mud than in water-base mud because contamination on the drilling rig is very<br />
likely, and it is very detrimental to oil mud. Thinners, on the other hand, are<br />
far more important in water-base mud than in oil-base mud; oil is dielectric, so<br />
there are no interparticle electric forces to be nullified.<br />
The water phase of oil-base mud can be freshwater, or various solutions of<br />
calcium chloride (CaCl,) or sodium chloride (NaCl). The concentration and<br />
composition of the water phase in oil-base mud determines its ability to solve<br />
the hydratable shale problem. Oil-base muds containing freshwater are very<br />
effective in most water-sensitive shales. The external phase of oil-base mud is<br />
oil and does not allow the water to contact the formation; the shales are thereby<br />
prevented from becoming water wet and dispersing into the mud or caving into<br />
the hole.<br />
The stability of an emulsion mud is an important factor that has to be closely<br />
monitored while drilling. Poor stability results in coalescence of the dispersed<br />
phase, and the emulsion will separate into two distinct layers. Presence of oil<br />
in the emulsion mud filtrate is an indication of emulsion instability.<br />
The advantages of drilling with emulsion muds rather than with water-base<br />
muds are (1) higher drilling rate, (2) reduction in drill pipe torque and drag,<br />
(3) less bit balling, and (4) reduction in differential sticking.<br />
Oil-base muds are expensive and should be used when conditions justify their<br />
application. It is more economic to use oil base mud.<br />
a. to drill troublesome shales that swell (hydrate) and disperse (slough) in<br />
water base muds,<br />
b. to drill deep, high temperature holes in which water base muds solidify,<br />
c. to drill water soluble formations such as salt, anhydride, carnallite, and<br />
potash zones,<br />
d. to drill in producing zones.<br />
For additional applications, oil muds can be used<br />
a. as a completion and workover fluid,<br />
b. as a spotting fluid to relieve stuck pipe,<br />
c. as a packer fluid or a casing pack fluid.<br />
There is one shale problem, however, that can be solved only by an oil-base<br />
mud with a CaCl, water solution. This shale problem is the “gumbo” or plastic<br />
flowing shale encountered in offshore Louisiana, the Oregon coast, Wyoming,<br />
and the Sahara desert. While drilling “gumbo” with water-base mud, the shale<br />
dispersion rate in the mud is so high that the drilling rate has to be slowed<br />
down or the mud will plug the annulus. AI1 solids control problems are encountered,<br />
such as bit balling, collar balling, stuck pipe, shaker screens plugging,<br />
etc. An oil-base mud with a freshwater phase does not solve this problem, but
676 Drilling and Well Completions<br />
only decreases the degree of seventy. If the water phase of the oil mud is a solution<br />
of CaCl, (10 to 15 lb/bbl), dehydration of the wet (20 to 30% water) gumbo shale<br />
occurs; the shale becomes harder and it acts like a common water sensitive shale.<br />
The general practice is to deliver the oil-base mud ready mixed to the rig,<br />
although some oil-base muds can be prepared at the rig. In the latter case, the<br />
most important principles are (1) to ensure that ample energy in the form of<br />
shear is applied to the fluid, and (2) to strictly follow a definite order of mixing.<br />
The following mixing procedure is recommended:<br />
a. Pump the required amount of oil into the tank.<br />
b. Add the calculated amounts of emulsifiers and wetting agent, stir, agitate,<br />
and shear these components until adequate dispersion is obtained.<br />
c. Mix in all of the water, or the CaCl, water solution that has been premixed<br />
in the other mud tank. This requires shear energy. Add water slowly<br />
through the submerged guns; operation of a +-in. gun nozzle at 500 psi<br />
is considered satisfactory. After emulsifying all the water into the mud, the<br />
system should have a smooth, glossy, and shiny appearance. On close<br />
examination, there should be no visible droplets of water.<br />
d. Add all the other oil-base mud products specified.<br />
e. Add the weighting material last; make sure that there are no water additions<br />
while mixing in the weighting material.<br />
When using an oil-base mud, certain rig equipment should be provided to control<br />
drilled solids in the mud and to reduce the loss of mud at the surfaces, i.e.,<br />
a. Kelly valve-a valve installed between the kelly and the drill pipe will save<br />
about one barrel per connection.<br />
b. Mud box-to prevent loss of mud while pulling wet string on trips and<br />
connections; it should have a drain to the flow line.<br />
c. Wiper rubber-to keep the surface of the pipe dry and save mud.<br />
Oil-base mud maintenance involves close monitoring of the mud properties<br />
along with the mud temperature, as well as the chemical treatment (in which<br />
the order of additions must be strictly followed). The following general guidelines<br />
should be considered:<br />
a. The mud weight of an oil mud can be controlled within the interval from<br />
7 lb/gal (aerated) to 22 lb/gal. A mud weight up to 10.5 lb/gal can be<br />
achieved with sodium chloride or with calcium chloride. For densities above<br />
10.5 lb/gal, barite or ground limestone can be used. Limestone can weigh<br />
mud up to 14 lb/gal; it is used when an acid soluble solids fraction is<br />
desired, such as in drill-in fluids or in completion/workover fluids. Also,<br />
iron carbonate may be used to obtain weights up to 19.0 lb/gal when acid<br />
solubility is necessary.<br />
b. Mud rheology of oil-base mud is strongly affected by temperature. API<br />
procedure recommends that the mud temperature be reported along with<br />
the funnel viscosity. The general rule for maintenance of the rheological<br />
properties of oil-base muds is that the API funnel viscosity, the plastic<br />
viscosity, and the yield point should be maintained in a range similar to<br />
that of comparable weight water muds. Estimated properties of two oil mud<br />
systems are shown in Figure 4113 and Table 450. Excessive mud viscosity<br />
can be reduced by dilution with a diesel oil-emulsifier mixture that has been
80<br />
Drilling Muds and Completion Fluids 677<br />
60<br />
40 -<br />
APPROXIMATE RANGE <strong>OF</strong> PROPERTIES<br />
0<br />
I-<br />
v)<br />
4<br />
a<br />
N<br />
e<br />
0<br />
90<br />
80<br />
7-<br />
P<br />
I--<br />
z<br />
70<br />
2<br />
60<br />
50<br />
40<br />
30<br />
><br />
20<br />
u)<br />
Q<br />
Q<br />
0<br />
g-<br />
v)<br />
0<br />
0<br />
2<br />
10<br />
" 8 9 10 11 12 13 14 15 16 17 18 19 20<br />
MUD WEIGHT, Ibs/gal<br />
Figure 4-11 3. Approximate rheology of two oil-based mud systems.<br />
(VERTOIL = invert emulsion of oil and CaCI, brine: OILFAZE = invert<br />
emulsion of oil and freshwater)
~ ~~<br />
678 Drilling and Well Completions<br />
Table 4-50<br />
Estimated Requirements for Oil Mud Properties<br />
Mud Weight Plastic Viscosity Yield Point<br />
PP9 CP I bsll00 ft2 Oil-Water Ratio<br />
a-1 0 15-30 5-1 0 65135-75125<br />
10-12 20-40 6-1 4 75125-ao120<br />
12-1 4 25-50 7-1 6 ao120-a5115<br />
14-1 6 30-60 10-1 9 a511 5-aaii 2<br />
16-18 40-80 12-22 aaii 5-921a<br />
Electrical<br />
Stability<br />
200-300<br />
300-400<br />
400-500<br />
500-600<br />
above 600<br />
agitated in a separate tank. Insufficient viscosity can be corrected either by<br />
adding water (pilot testing required) or by treatment with a gellant.<br />
c. There is no general upper limit on drilled solids concentration in oil muds,<br />
such as there is for water-base muds. However, a daily log of solids content<br />
enables the engineer to quickly determine a solids level at which the mud<br />
system performs properly.<br />
d. Water wet solids is a very serious problem; in sever cases, uncontrollable<br />
barite settling may result. If there are any positive signs of water wet solids,<br />
a wetting agent should be added immediately. Tests for water wet solids<br />
should be run daily.<br />
e. The dispersed water phase of an oil-base mud should be maintained in an<br />
alkaline pH range (Le., pH above 7). Temperature stability as well as<br />
emulsion stability depends upon the proper alkalinity maintenance. If the<br />
concentration of lime is too low, the solubility of the emulsifier changes<br />
and the emulsion loses its stability. On the other hand, overtreatment with<br />
lime results in water wetting problems. Therefore, the daily lime maintenance<br />
has to be established and controlled by alkalinity testing. The recommended<br />
range of lime content for oil-base muds is from 2 to 4 lb/bbl.<br />
f. CaCl, content should be checked daily and corrected.<br />
g. The oil-water ratio influences viscosity and HT-HP (high-temperaturehigh-pressure)<br />
filtration of the oil-base mud. Retort analysis is used to<br />
detect any change in the oil-water ratio, giving the engineer a method for<br />
controlling the viscosity of the liquid phase by maintaining a relatively<br />
constant oil-water ratio.<br />
h. Electrical stability is a measure of how well the water is emulsified in the<br />
continuous oil phase. Since many factors affect the electrical stability of<br />
oil-base muds, the test does not necessarily indicate that a particular oilbase<br />
mud is in good or in poor condition. For this reason, values are<br />
relative to the system for which they are being recorded. Stability measurements<br />
should be made routinely, and the values recorded and plotted so<br />
that trends may be noted. Any change in electrical stability indicates a<br />
change in the system.<br />
i. HT-HP filtration should exhibit a low filtrate volume (about 3 ml). The<br />
filtrate should be water-free; water in the filtrate indicates a poor emulsion,<br />
probably caused by water wetting of solids.<br />
Gaseous Drilling Mud Systems<br />
The basic gaseous drilling fluids and their characteristics are presented in<br />
Table 4-51.
Drilling Muds and Completion Fluids 679<br />
Tables 4-51<br />
Gaseous Drilling Mud Systems<br />
Properties<br />
Qpe of Mud Density, ppg pH Temp. Limit O F Application Characteristics<br />
Airlgas 0 - 500 High energy type system.<br />
Fastest drilling rate in dry,<br />
hard formations. Limited by<br />
water influx and hole size.<br />
Mist<br />
Foam<br />
0.13-0.8<br />
0.4-0.8<br />
7-11<br />
4-10<br />
300<br />
400<br />
High energy system. Fast<br />
penetration rates. Can<br />
handle water intrusions.<br />
Stabilize unstable holes<br />
(mud misting).<br />
Very low energy system. Good<br />
penetration rates. Excellent<br />
cleaning ability regardless<br />
of hole size. Tolerate large<br />
water influx.<br />
Air-Gas Drilling Fluids<br />
This system involves injecting air or gas downhole at the rates sufficient to<br />
attain annular velocity of 2,000 to 3,000 ft/min. Hard formations that are<br />
relatively free from water are most desirable for drilling with air-gas. Small<br />
quantities of water usually can be dried up or sealed off by various techniques.<br />
Air-gas drilling usually increases drilling rate by three or four times over that<br />
when drilling with mud as well as one-half to one-fourth the number of bits are<br />
required. In some areas drilling with air is the only solution; these are (1) severe<br />
lost circulation, (2) sensitive producing formation that can be blocked by drilling<br />
fluid (skin effect), and (3) hard formations near the surface that require the<br />
use of an air hammer to drill.<br />
There are two most important limitations on using air as a drilling fluid: large<br />
volumes of free water and size of the hole. Large water flow generally necessitates<br />
converting to another type of drilling fluid (mist or foam). Size of the hole<br />
determines a volume of air required for good cleaning. Lift ability of air is<br />
dependent upon annular velocity only (no viscosity or gel strength). Therefore,<br />
large holes require an enormous volume of air, which is not economical.<br />
Mist Drilling Fluids<br />
Misting involves the injection of air and mud or water and foamer. In case<br />
of “water mist” only enough water and foamer is injected into the airstream to<br />
clear the hole of produced fluids and cuttings. This unthickened water causes<br />
many problems due to wetting of the exposed formation which results in sloughing<br />
and caving. Mud misting, on the other hand, coats the walls of the hole<br />
with a thin film and has a stabilizing effect on water-sensitive formations. A mud<br />
slurry that has proved adequate for most purposes consists of 10 ppb of<br />
bentonite, 1 ppb of soda ash, and less than 0.5 ppb of foam stabilizing polymer<br />
such as high viscosity CMC. If additional foam stability is needed, additional
680 Drilling and Well Completions<br />
organic filtration control agent should be added. One of the more important<br />
requisites for proper mud misting is foaming agent. The exact amount to be<br />
added depends on the particular foamer used, as most different brands have<br />
different amounts of active materials. Since air is the lifting medium in mist<br />
drilling fluid, the sufficient air velocity in the annulus should be from 2,000 to<br />
3,000 ft/min. The approximate mud or water pumping rate is 10 bbl/hr.<br />
Foam Drilling Fluids<br />
Foam is gas-liquid dispersion in which the liquid is the continuous phase and<br />
the gas is the discontinuous phase. The first use of foam in drilling was reported<br />
in 1964.<br />
Foam has been successfully used as a drilling fluid in several geological<br />
conditions.<br />
1. In air drilling areas, the use of air drilling technique can be prolonged<br />
when formation water enters the hole by adding a small stream of liquid surfactant<br />
to the air stream. The addition of surfactant forms foam at the contact<br />
with formation water. The foam carries out cuttings and produced water.<br />
Considerable volumes of formation water can be held using this technique.<br />
2. In hard rock drilling areas with loss of circulation, the application of<br />
preformed (mixed at the surface) stable foam shows four to ten times<br />
higher penetration rate than clay-based muds.<br />
3. In oil-producing formations with high fluid loss, drilling in with foam and<br />
foam completion proves beneficial. Usually, these formations cannot stand<br />
a column of water-so it is impossible to establish returns with conventional<br />
mud. The use of foam for drilling in and completion results in substantial<br />
increases in production.<br />
Stable foam systems consists of a detergent, freshwater, and compressed air.<br />
Gel-foam system includes bentonite added to the water-detergent mix. Additives<br />
may be included in the mixture for special purposes. To be used effectively as<br />
a circulating medium, foam must be preformed. That is, it must be generated<br />
without contact with the solid and liquid contaminants naturally encountered<br />
in the well. Once formed, foam systems have stabilizing characteristics that<br />
make them resistant to well-bore contaminants. Foam should have a gas-toliquid<br />
volume ratio from 3-50 ft3/gal depending on downhole requirements.<br />
The water-detergent solution that is mixed with gas to form foam can be<br />
prepared using a wide range of organic foaming agents (0.1-1.0 parts of<br />
foaming agent per 100 parts of solution). Foams can be prepared with densities<br />
as low as 0.26 lb/gal. Viscosity can be varied so high lifting capacities<br />
result when circulating at 300 fpm annular velocity. BHP measurements<br />
have indicated actual pressures of 15 psi at 1000 ft and 50 psi at 2,900 psi<br />
while circulating.<br />
Drilling Fluid Additives<br />
The classification of drilling fluid additives is based on the definitions of the<br />
International Association of Drilling Contractors [30].<br />
a. Alkalinity or pH control additives are products designed to control the<br />
degree of acidity or alkalinity of a drilling fluid. These additives include<br />
lime, caustic soda, and bicarbonate of soda.
Drilling Muds and Completion Fluids 681<br />
b. Bactericides reduce the bacteria count. Paraformaldehyde, caustic soda,<br />
lime, and starch are commonly used as preservatives.<br />
c. Calcium removers are chemicals used to prevent and to overcome the<br />
contaminating effects of anhydride and gypsum, both forms of calcium<br />
sulfate, which can wreck the effectiveness of nearly any chemically treated<br />
mud. The most common calcium removers are caustic soda, soda ash,<br />
bicarbonate of soda, and certain polyphosphates.<br />
d. Corrosion inhibitors such as hydrated lime and amine salts are often added<br />
to mud and to air-gas systems. Mud containing an adequate percentage<br />
of colloids, certain emulsion muds, and oil muds exhibit, in themselves,<br />
excellent corrosion inhibiting properties.<br />
e. Defoamers are products designed to reduce foaming action, particularly that<br />
occurring in brackish water and saturated saltwater muds.<br />
f. Emulsifiers are used for creating a heterogenous mixture of two liquids.<br />
These include modified lignosulfonates, certain surface-active agents,<br />
anionic and noionic (negatively charged and noncharged) products.<br />
g. Filtrate, or fluid loss, reducers such as bentonite clays, CMC (sodium<br />
carboxymethyl cellulose), and pregelatinized starch serve to cut filter loss,<br />
a measure of the tendency of the liquid phase of a drilling fluid to pass<br />
into the formation.<br />
h. Flocculents are used sometimes to increase gel strength. Salt (or brine),<br />
hydrated lime, gypsum, and sodium tetraphosphates may be used to cause<br />
the colloidal particles of a suspension to group into bunches or “floos,”<br />
causing solids to settle out.<br />
i. Foaming agents are most often chemicals that also act as surfactants<br />
(surface-active agents) to foam in the presence of water. These foamers<br />
permit air or gas drilling through water-producing formations.<br />
j. Lost circulation materials (LCM) include nearly every possible product used<br />
to stop or slow the loss of circulating fluids into the formation. This loss<br />
must be differentiated from the normal loss of filtration liquid, and from<br />
the loss of drilling mud solids to the filter cake (which is a continuous<br />
process in an open hole).<br />
k. Extreme pressure lubricants are designed to reduce torque by reducing the<br />
coefficient of friction, and thereby increase horsepower at the bit. Certain<br />
oils, graphite powder, and soaps are used for this purpose.<br />
1. Shale control inhibitors such as gypsum, sodium silicate, chrome lignosulfonates,<br />
as well as lime and salt are used to control caving by swelling<br />
or hydrous disintegration of shales.<br />
m. Surface-active agents (surfactants) reduce the interfacial tension between<br />
contacting surfaces (e.g., water-oil, water-solid, water-air, etc.); these may<br />
be emulsifiers, deemulsifiers, flocculents, or deflocculents, depending upon<br />
the surfaces involved.<br />
n. Thinners and dispersants modify the relationship between the viscosity and<br />
the percentage of solids in a drilling mud, and may further be used to<br />
vary the gel strength, improve “pumpability,” etc. Tannins (quebracho),<br />
various polyphosphates, and lignitic materials are chosen as thinners or<br />
as dispersants, since most of these chemicals also remove solids by precipitation<br />
or sequestering, and by deflocculation reactions.<br />
0. Viscosifers such as bentonite, CMC, attapulgite clays, subbentonites, and<br />
asbestos fibers (all colloids) are employed in drilling fluids to assure a high<br />
viscosity-solids ratio.<br />
p. Weighting materials, including barite, lead compounds, iron oxides, and<br />
similar products possessing extraordinarily high specific gravities, are used
682 Drilling and Well Completions<br />
to control formation pressures, check caving, facilitate pulling dry drill pipe<br />
on round trips, and aid in combatting some types of circulation loss.<br />
The most common, commercially available drilling mud additives are published<br />
annually by World Oil. The listing includes names and description of over<br />
2,000 mud additives.<br />
Environmental Aspects of Drilling Fluids<br />
Much attention has been given in recent years to the environmental aspects<br />
of both the drilling operation and the drilling fluid components. Well-deserved<br />
concern with the possibility of polluting underground water supplies and of<br />
damaging marine organisms, as well as with the more readily observed effects<br />
on soil productivity and surface water quality, has stimulated widespread studies<br />
on this subject.<br />
Drilling Fluid Toxicity<br />
Sources of Toxicity. There are three contributing mechanisms of toxicity in<br />
drilling fluids, chemistry of mud mixing and treatment, storage/disposal practices,<br />
and drilled rock. The first group conventionally has been known the best<br />
because it includes products deliberately added to the system to build and<br />
maintain the rheology and stability of drilling fluids.<br />
Petroleum, whether crude or refined products, need no longer be added to<br />
water-based muds. Adequate substitutes exist and are, for most situations,<br />
economically viable. Levels of 1% or more of crude oil may be present in drilled<br />
rock cuttings, some of which will be in the mud.<br />
Common salt, or sodium chloride, is also present in dissolved form in drilling<br />
fluids. Levels up to 3,000 mg/L chloride and sometimes higher are naturally<br />
present in freshwater muds as a consequence of the salinity of subterranean<br />
brines in drilled formations. Seawater is the natural source of water for offshore<br />
drilling muds. Saturated brine drilling fluids become a necessity when drilling<br />
with water-based muds through salt zones to get to oil and gas reservoirs below<br />
the salt.<br />
In onshore drilling there is no need for chlorides above these “background”<br />
levels. Potassium chloride has been added to some drilling fluids as an aid to<br />
controlling problem shale formations drilled. Potassium acetate or potassium<br />
carbonate are acceptable substitutes in most of these situations.<br />
Heavy metals are present in drilled formation solids and in naturally occurring<br />
materials used as mud additives. The latter include barite, bentonite, lignite, and<br />
mica (sometimes used to stop mud losses downhole). There are background levels<br />
of heavy metals in trees that carry through into lignosulfonate made from them.<br />
Recently attention has focused on the heavy metal impurities in barite.<br />
Proposed U.S. regulations would exclude many sources of barite ore. European<br />
and other countries are contemplating regulations of their own.<br />
Chromium lignosulfonates are the biggest contributions to heavy metals in<br />
drilling fluids. Although studies have shown minimal environmental impact,<br />
substitutes exist that can result in lower chromium levels in muds. The less used<br />
chromium lignites (trivalent chromium complexes) are similar in character and<br />
performance with less chromium. Nonchromium substitutes are effective in many<br />
situations. Typical total chromium levels in muds are 100-1000 mg/l.<br />
Zinc compounds such as zinc oxide and basic zinc carbonate are used in some<br />
drilling fluids. Their function is to react out swiftly sulfide and bisulfide ions
Drilling Muds and Completion Fluids 683<br />
originating with hydrogen sulfide in drilled formations. Because human safety<br />
is at stake, there can be no compromising effectiveness, and substitutes for zinc<br />
have not seemed to be effective. Fortunately, most drilling situations do not<br />
require the addition of sulfide scavengers.<br />
Indiscriminate storage/disposal practices using drilling mud reserve pits can<br />
contribute toxicity to the spent drilling fluid as shown in Table 4-52 [31]. The<br />
data in Table 4-52 is from the EPA survey of the most important toxicants in<br />
spent drilling fluids. The survey included sampling active drilling mud (in<br />
circulating system) and spent drilling mud (in the reserve pit). The data show<br />
that the storage disposal practices became a source of the benzene, lead, arsenic,<br />
and fluoride toxicities in the reserve pits because these components had not<br />
been detected in the active mud systems.<br />
The third source of toxicity in drilling discharges is drilled rocks. A recent<br />
study [32] of 36 cores collected from three areas (Gulf of Mexico, California,<br />
and Oklahoma) at various drilling depths (ranging from 300 to 18,000 ft)<br />
revealed that the total concentration of cadmium in drilled rocks was over five<br />
times greater than cadmium concentration in commercial barites. It was also<br />
estimated, using a 10,000-ft model well discharge volumes, that 74.9% of all<br />
cadmium in drilling waste may be contributed by cuttings while only 25.1%<br />
originate from the barite and the pipe dope.<br />
Mud Toxicity Test. Presently, the only toxicity test for drilling fluids having an<br />
EPA approval is the Mysid shrimp bioassay. The test was developed in the mid-<br />
1970s as a joint effort of the EPA and the oil industry.<br />
A bioassay is a test designed to measure the effect of a chemical on a test<br />
population of organisms. The effect may be a physiological or biochemical<br />
parameter, such as growth rate, respiration, or enzyme activity. In the case of<br />
drilling fluids, bioassays lethality is the measured effect.<br />
To quantify the effect of a chemical on a population, groups of organisms<br />
are exposed to different concentrations of the chemical for a predetermined<br />
interval. The concentration at which 50% of the test population responds is<br />
known as the EC,, (effective concentration 50%); when death is the measured<br />
response, it is called the LC,, (lethal concentration 50%).<br />
The LC,, concept is visualized in the dose-response curve presented in<br />
Figure 4-114 [32A]. The dose or concentration is plotted on the abscissa, and<br />
T0)aCANT<br />
Bemene<br />
Lsad<br />
Batium<br />
Arsenic<br />
Fluaride<br />
ACTM ~ECTIONRESERVEDETECTW<br />
EmJo ME% PIT ME%<br />
No - YES 39<br />
No - YES loo<br />
YES loo YES loo<br />
No YES 52<br />
No - YES loo
684 Drilling and Well Completions<br />
100<br />
MORTAUTY<br />
CJO<br />
sa<br />
w-=w-w<br />
brr-*Ngh(axkl(r<br />
0<br />
0 10 100 loo0<br />
COWCENTRAllO~ IPPY)<br />
Figure 4-11 4. Determination of lethal toxicity LC,, from the dose-response<br />
curve [32A]. (Courtesy SPE.)<br />
the corresponding response is plotted on the ordinate. The 50% value is<br />
interpolated from the resulting curve.<br />
A high LC,, value indicates low toxicity, and a low LC,, value indicates a high<br />
degree of toxicity.<br />
The 50% value is generally chosen because it represents the response of the<br />
average organism to the toxic exposure, thus providing the greatest predictive ability.<br />
The vast majority of bioassays on marine organisms have been conducted on<br />
toxicants that are soluble in seawater. Because drilling mud contains solid<br />
particles, a special procedure had to be developed.<br />
The test divides the drilling fluid into three phases: the liquid phase, the<br />
suspended particulate phase, and the solid phase. These phases are designed<br />
to represent the anticipated conditions that organisms would be exposed to when<br />
drilling mud is discharged into the ocean. Certain drilling fluid components<br />
are water column, others are fine particulates which would stay suspended, and<br />
still water soluble and will dissolve in the other material would settle rapidly to<br />
the bottom.<br />
The procedure for phase separation follows the schematic in Figure 4-115<br />
[32A]. To prepare the three test phases, a 1:9 ratio by volume of mud to seawater<br />
is mixed for 30 min. The pH is adjusted to that near seawater (pH = 7.8-9.0)<br />
by the addition of acetic acid. The slurry is allowed to settle for one hour. A<br />
portion of the supernatant is filtered through a 0.45-pm filter. The filtrate is<br />
designated as the “liquid phase.” The remaining unfiltered supernatant of the<br />
slurry is the “suspended particulate phase,” while the “solid phase” is the settled<br />
solid material at the bottom of the mixing vessel.<br />
The filtered phase and suspended particulate phase of the 1:9 slurry represent<br />
the 100% concentration or 1,000,000 ppm. Serial dilutions of these two phases<br />
of drilling fluids are used in the test procedure to expose mysid shrimp<br />
(Mysidopsis bahia) for 96 hr and determine the LC,,.
Drilling Muds and Completion Fluids 685<br />
1?MT 9 ?MfS 1:9(V/VJ<br />
ORIUNQ SEAWATER IIW/SEAWAIIEI<br />
fUllO<br />
SLURRY<br />
2<br />
suS~?AuTICmA~<br />
Mt W?J<br />
+<br />
A??Romun<br />
OlWnOls<br />
t<br />
96 #R. LMO<br />
YIS10WSIS BAmA<br />
Figure 4-115. Schematic of toxicity test for drilling fluids [32A]. (Courtesy SPE.)<br />
Results of these experiments usually give LC,,s ranging from 25,000 pprn to<br />
greater than 1,000,000 pprn of the phase for a variety of muds.<br />
The mysid shrimp, Mysidopsis bahiu, is the test organism for the liquid and<br />
suspended particulate phases. This species has been shown to be exceptionally<br />
sensitive to toxic substances and is considered to be a representative marine<br />
organism for bioassay testing by EPA. An LC,, is determined the suspended<br />
particulate phase (SPP) bioassay tests.<br />
Low-Toxicity Drilling Fluids<br />
The large number of existing oilfield facilities operation in or discharging<br />
produced water into surface waters of the United States has prompted EPA to<br />
issue general NPDES permits. The general permit allows discharge of low-toxicity<br />
drilling fluid directly to the sea.<br />
These "generic" muds were identified by reviewing the permit requests and<br />
selecting the minimum number of mud systems that would cover all those named<br />
by the prospective permittees. Eight different mud systems were identified<br />
that encompass virtually all water-based muds used on the OCS (Table 4-53)<br />
[32A]. Instead of naming a set concentration for each component in each mud<br />
system, concentration ranges were specified to allow the operators sufficient<br />
flexibility to drill safely.<br />
There are several significant permit conditions. As with all other OCS permits,<br />
the discharge of oil-based muds is prohibited. Similarly, the permit does not<br />
unconditionally authorize the discharge of any of the eight generic muds. Their<br />
discharge is subject to limitations on additives. To monitor the use of mud<br />
additives, the permit requires the additive not to drop or to decrease the 96-hr<br />
median lethal concentration (LC,,) test below 7,400 pprn on the basis of the<br />
suspended particulate phase or 740 ppm for the whole mud. This parameter is<br />
based on a test of Generic Mud 8, which is formulated with 5% mineral oil.<br />
There is a mud-discharge-rate limitation of 1,000 bbl/hr, with reduced rates<br />
near areas of biological concern. The discharge of mud containing diesel for<br />
lubricity purposes is prohibited.
686 Drilling and Well Completions<br />
Table 4-53<br />
Low-Toxicity “Generic” Drilling Fluids [32A]<br />
PotassiumlPolymer Mud<br />
KC I<br />
Starch<br />
Cellulose polymer<br />
XC polymer<br />
Drilled, solids<br />
Caustic<br />
Barite<br />
Seawater or freshwater<br />
SeawaterlLignosulfate Mud<br />
Attapulgite or bentonite<br />
Lignosulfonate<br />
Lignite<br />
Caustic<br />
Barite<br />
Drilled solids<br />
Soda ashlsodium bicarbonate<br />
Cellulose polymer<br />
Seawater<br />
Lime Mud<br />
Lime<br />
Bentonite<br />
Lignosulfonate<br />
Lignite<br />
Barite<br />
Caustic<br />
Drilled Solids<br />
Soda ash/sodium bicarbonate<br />
Freshwater or seawater<br />
5 to 50<br />
2 to 12<br />
0.25 to 5<br />
0.25 to 2<br />
20 to 100<br />
0.5 to 3<br />
0 to 450<br />
as needed<br />
10 to 50<br />
2 to 15<br />
1 to10<br />
1 to5<br />
25 to 450<br />
20 to 100<br />
0 to 2<br />
0.25 to 5<br />
as needed<br />
2 to 20<br />
10 to 50<br />
2 to 15<br />
0 to 10<br />
25 to 180<br />
1 to 5<br />
20 to 100<br />
0 to 2<br />
as needed<br />
5. Spud Mud (Slugged Intermittently<br />
with Seawater)<br />
Attapulgite or bentonite 10 to 50<br />
Lime 0.5 to 1<br />
Soda ashisodium bicarbonate 0 to 2<br />
Caustic 0 to 2<br />
Barite 0 to 50<br />
Seawater<br />
as needed<br />
6. SeawateriFreshwater Gel Mud<br />
Attapulgite or bentonite 10 to 50<br />
Caustic 0.5 to 3<br />
Cellulose polymer 0 to 2<br />
Drilled solids 20 to 100<br />
Barite 0 to 50<br />
Soda ashisodium bicarbonate 0 to 2<br />
Lime 0 to 2<br />
Seawater or freshwater as needed<br />
7. Lightly Treated Lignosulfonate<br />
FreshwaterISeawater Mud<br />
Bentonite 10 to 50<br />
Barite 0 to 180<br />
Caustic 1 to 3<br />
Lignosulfonate 2 to 6<br />
Lignite 0 to 4<br />
Cellulose polymer 0 to 2<br />
Drilled solids 20 to 100<br />
Soda asWsodium bicarbonate<br />
Lime<br />
0 to 2<br />
0 to<br />
Seawater to freshwater ratio =1:1<br />
Nondispersed Mud<br />
Bentonite<br />
5to15<br />
Acrylic polymer 0.5 to 2<br />
Barite 25 to 180<br />
Drilled solids 20 to 70<br />
Freshwater or seawater as needed<br />
Courtesy SPE<br />
8. Lignosulfonate Freshwater Mud<br />
Bentonite 10 to 50<br />
Barite 0 to 450<br />
Caustic 2 to 5<br />
Lignosulfonate 4 to 15<br />
Lignite<br />
2to10<br />
Drilled solids 20 to 100<br />
Cellulose polymer 0 to 2<br />
Soda ashlsodium bicarbonate 0 to 2<br />
Lime 0 to 2<br />
Freshwater<br />
as needed
Drilling Muds and Completion Fluids 687<br />
Typical Calculations In Mud Engineering<br />
Weighing Mud Up-Unlimited<br />
Volume<br />
It is desired to increase the specific weight of 300 bbl of 10.5-lb/gal mud to<br />
11.4-lb/gal using barite. The final volume is not limited. Determine the new<br />
volume of the mud. Also determine the weight of the barite to be added [7].<br />
The new volume, V, (bbl), is<br />
(4-45)<br />
where V, = the initial volume in bbl<br />
7, = the specific weight of the initial mud in lb/gal<br />
7, = the specific weight of the final mud in lb/gal<br />
7, = the specific weight of barite (35.0 lb/gal).<br />
Therefore, the final volume is<br />
(35.0 - 10.5)<br />
V, = (300)<br />
(35.0-11.4)<br />
= 311.44 bbl<br />
The weight of the barite to be added is<br />
Wb = (311.44 - 300.00)(35.0)(42)<br />
= 16.817 lb<br />
Weighing Mud Up-Limited<br />
Volume<br />
Example. It is desired to increase the specific weight of 700 bbl of 12.0-lb/gal<br />
mud to 14.0-lb/gal mud. To keep the new mixture from becoming too viscous,<br />
1 gal of water is to be added with each 100-lb sack of barite. A final mud volume<br />
of 700 bbl is required. Determine the volume of initial mud that should be<br />
discarded and the weight of barite to be added 171.<br />
The initial and final volumes are related by<br />
(4-46)<br />
and the weight of barite added is<br />
(4-47)
688 Drilling and Well Completions<br />
where VbW is the water requirement for the added barite (gal/lb).<br />
Therefore, the initial volume is<br />
v, =<br />
I<br />
1+8.33(0.01) -14.0<br />
700135.0( 1 +35.0(0.01)<br />
35.0( 1 + 35.0(0.01)<br />
Thus<br />
= 612.99 bbl<br />
700 - 612.99 = 87.01 bbl<br />
is the volume of initial mud that should be discarded before adding barite. The<br />
weight of barite needed is<br />
w, = 35'0 (87.01)(42)<br />
1 + 35.0(0.01)<br />
= 94,744 lb<br />
The total volume of water to be added with the barite, Vw (gal), often called<br />
dilution water, is<br />
Vw = vbw W,<br />
(4-48)<br />
= 0.01 (94744)<br />
= 947.4 gal<br />
Determlnation of OIlMlater Ratio from Retort Data<br />
To determine the O/W ratio, it is first necessary to measure oil and water<br />
percent by volume in the mud by retort analysis. From the data obtained the<br />
oil/water ratio is calculated as follows:<br />
% oil by vol<br />
% oil in the liquid phase = x 100<br />
% oil by vol + % water by vol<br />
% water by vol<br />
% water in the liquid phase = x 100<br />
% water of vol+ % oil by vol<br />
The oil/water ratio or O/W = % oil in liquid phase/% water in liquid phase.<br />
For example, retort analysis:<br />
51% oil by vol<br />
17% water by vol<br />
32% solids by vol
Drilling Muds and Completion Fluids 689<br />
% oil in liquid phase = - 51 x100= 75%<br />
51 + 17<br />
% water in liquid phase = - l7 x100=25%<br />
17 + 51<br />
Change of OilMlater Ratio<br />
It may become necessary to change the oil/water ratio of an oil mud while<br />
drilling. If the oil/water ratio is to be increased add oil, if it is to be decreased,<br />
add water. To determine how much oil or water is to be added to change the<br />
oil/water ratio, the following calculations are made:<br />
1. Determine present oil/water ratio.<br />
2. Decide whether oil or water is to be added.<br />
3. Calculate how much oil or water is to be added for each hundred barrels<br />
of mud as follows:<br />
Example A. Retort analysis:<br />
51% oil by volume<br />
17% water by volume<br />
32% solids by volume<br />
O/W ratio is 75/25 (from previous example). Change oil/water ratio to 80/20. Use<br />
basis of 100 bbl of mud.<br />
Table 4-54<br />
Comparison of Diesel Oil and Mineral Oil Muds [33]<br />
Diesel-Oil<br />
Mineral Oil<br />
Formulation or Property Mud Mud<br />
Oil, bbl 0.59 0.59<br />
Primary Emulsifier, Ib 9 9<br />
Secondary Emulsifier, Ib 2 2<br />
Lime, Ib 5 5<br />
High-Temperature Stabilizer, Ib 8 8<br />
Water, bbl 0.2 0.2<br />
Organophilic Bentonite, Ib 3 3<br />
Barite, Ib 214 214<br />
Calcium Chloride, Ib 37.2 37.2<br />
Aged at 3OO0F, hour - 16 - 16<br />
Plastic Viscosity, cp 55 39 47 32<br />
Yield Point, lb/100 sq. ft. 30 26 27 20<br />
10-Min. Gel, lb/lOO sq. ft. 14 14 13 13<br />
Electrical Stability, volts 960 1030 880 930<br />
API Filtrate, ml 0.6 1.6 1.4 2.0<br />
300°F Filtrate, ml 6.6 6.8 8.4 12.4<br />
Courtesy SPE.
690 Drilling and Well Completions<br />
In 100 bbl of this mud there are 68 bbl of liquid (oil and water). To get to<br />
the new oil/water ratio we must add oil. The total liquid volume will be<br />
increased by the volume of oil added but the water volume will not change.<br />
The 17 bbl of water now in the mud represents 25% of the liquid volume, but<br />
it will represent only 20% of the final or new liquid volume. Therefore, let<br />
x = final liquid volume; then 0.2~ = 17<br />
= 85 bbl<br />
This is the new liquid volume. New liquid volume - original liquid vol = bbl<br />
of liquid (oil in this case) to be added, or 85 - 68 = 17. Add 17 bbl of oi1/100<br />
bbl of mud.<br />
Check the calculation as follows: If the calculated amount of liquid is added,<br />
what will be the resulting oil/water ratio?<br />
original vol of oil + new oil added<br />
% oil in liquid phase = x 100<br />
original vol + new oil added<br />
--<br />
51+17 xlOO<br />
68+17<br />
--- 68 x 100<br />
85<br />
= 80%<br />
100 - 80 = 20% water in liquid phase. New oil/water ratio is 80/20.<br />
Example B. Retort analysis:<br />
51% oil by volume<br />
17% water by volume<br />
32% solids by volume<br />
oil/water ratio = 75/25<br />
Change oil/water ratio to 70/30. Use basis of 100 bbl of mud.<br />
As in Example A, there are 68 bbl of liquid in 100 bbl of mud. In this case,<br />
however, water will be added and the oil volume will remain constant. The 51<br />
bbl of oil represents 75% of the original liquid volume and 70% of the final<br />
liquid volume. Therefore, let<br />
then<br />
x = final liquid volume<br />
0.7~ = 51<br />
= 73 (new liquid volume)<br />
New liquid vol - original liquid vol = amount of liquid (water in this case) to<br />
be added. 73 - 68 = 5 bbl of water to be added Check:
Drilling Muds and Completion Fluids 691<br />
original water vol + water added<br />
% water in liquid phase = x 100<br />
original liquid vol + water added<br />
l7 22<br />
+<br />
x 100 = - x 100 = 30% water in liquid phase<br />
68+5 73<br />
100 - 30 = 70% oil in liquid phase. New oil/water ratio is 70/30.<br />
Solids Control<br />
A mud system consists of the subsurface mud system and the surface mud system.<br />
The subsurface mud system consists only of the borehole and drill string, and its<br />
volume increases with the rate of drilling plus the rate of caving or sloughing. The<br />
surface mud system includes the equipment and the tanks through which the drilling<br />
mud passes after it flows out of the hole and before it is pumped back into the<br />
hole. The low-pressure surface mud system tends to decrease in volume as the hole<br />
is drilled due to increasing hole volume, rate of filtration, and cuttings removal. A<br />
rapid temporary change in surface mud system volume may occur because of<br />
formation fluids influx (kick), the addition of mud chemicals, or loss of circulation.<br />
The unavoidable addition of solids comes from the continual influx of drilled<br />
cuttings into the active mud system. Undesirable solids increase drilling cost<br />
because they reduce penetration rate through their effect on mud specific weight<br />
and mud viscosity.<br />
The surface mud system is designed to restore the mud to the required properties<br />
before it is pumped downhole. Most of the equipment is used for solids removal;<br />
only a small part of the surface mud system is designed to treat chemical contamination<br />
of the mud. There are three basic means of removing drilled solids from<br />
the mud: dilution-discard, chemical treatment, and mechanical removal.<br />
The dilution-discard method is the traditional (sometimes the only) way to<br />
control the constant increase of colloidal size cuttings in weighted water-base<br />
muds. It is effective but also expensive, due to the high cost of barites used to<br />
replace the total weighting material in the discard. The daily mud dilutions<br />
amount to an average of 5 to 10% of the total mud system.<br />
The chemical treatment methods reduce dispersability property, of drilling<br />
fluids through the increase of size of cuttings which improves separation and<br />
prevents the buildup of colloidal solids in the mud. These methods include ionic<br />
inhibition, cuttings encapsulation, oil phase inhibition (with oil-base muds), and<br />
flocculation. The mechanical solids removal methods are based on the principles<br />
presented in Table 4-55.<br />
The surface mud system consists of solids removal equipment, mud agitating<br />
equipment, mixing equipment, and additional equipment. Solids removal equipment<br />
includes pits or tanks, shale shakers, sand traps, desanders, desilters, mud<br />
cleaners, and centrifuges. Mud-agitating equipment includes mud guns and mixers,<br />
mud-mixing equipment, and mud hoppers. Additional equipment includes the<br />
degasser, centrifugal pumps, suction lines, and discharge lines.<br />
Solids Classification<br />
Solids can be classified as those required for drilling and those detrimental<br />
to the drilling operation. Required solids are viscosifers (bentonite), filtration<br />
control agents, and weighting materials (barite). Viscosifers and filtration control<br />
agents are usually colloidal in size, i.e., smaller than 2 pm-Table 4-56 [29].
~~<br />
692 Drilling and Well Completions<br />
Table 4-55<br />
Drill Cuttings Separation Principles<br />
Method Sortina Mechanisms Characteristics Devices<br />
Adhesion of fines to coarse<br />
Screening Size exclusion solids: High throuput;<br />
Dry underflow<br />
Shakers. Mud cleaners<br />
Gravity forces No shear; Low throuput; Settling tanks<br />
Liquidous underflow<br />
Settling Combination of drag High shear Desanders<br />
and centrifugal High throuput Desilters<br />
forces<br />
Liquidous underflow<br />
Centrifugal forces<br />
Low shear; Low throuput<br />
underflow<br />
Low shear; Low throuput<br />
Liquidous underflow<br />
Decanting centrifuge<br />
Peforated rotor<br />
centrifuge<br />
Solids size, microns<br />
Geological Sediment<br />
Rock<br />
API Bullentin RP 13C<br />
Practical<br />
2 44 74 200 250 2000<br />
Clay Silt Sand Gravel<br />
Shale Siltstone Sandstone Conglomerate<br />
Colloidal Ultra Fine Fine Medium Intermediate Coarse<br />
Clav Silt API Sand or cuttinas<br />
Barites range in size from 2 to 74 pm; its typical size distribution is shown in<br />
Figure 4-1 16 [34]. Also, the API-approved barite should have a minimum specific<br />
gravity of 4.2.<br />
Undesirable solids are drilled cuttings and those solids sloughed into the<br />
borehole. They usually occur in all size ranges from colloidal to coarse. The<br />
specific gravity of commonly encountered drilled solids ranges from 2.35 (shale),<br />
through 2.65 (sand), 2.69 (limestone), to 2.85 (dolomite); see Table 4-57 [29].<br />
Drilled solids include active drilled solids and inactive drilled solids. Clays<br />
and shales are considered to be active drilled solids; they disperse into colloidal<br />
size readily and become detrimental to drilling by increasing the apparent<br />
viscosity and gel strength of the mud. Inactive drilled solids are sand, dolomite,<br />
limestone, etc.; if they occur in colloidal size, these solids may increase plastic<br />
viscosity of the drilling mud.<br />
For all practical purposes, solids in drilling mud are considered to be either<br />
low-gravity solids (drilled solids and gel, SG = 2.5 or 2.6) or high gravity solids<br />
(barite, SG = 4.2).
Drilling Muds and Completion Fluids 693<br />
15 1<br />
20<br />
10<br />
5 b<br />
L.<br />
0 , I I I I 1 , I I I .<br />
0 1 3.3 $ 0 12 IO 30 44 74 110 165 250<br />
ACTUAL SILL RANW IN MICRONS<br />
A. Distribution histogram<br />
I-- - - --<br />
I<br />
I<br />
I<br />
I<br />
I<br />
I<br />
I I<br />
I I 1 I I<br />
10<br />
m 50 40 50 0 70<br />
PARTICLE SIZE MICRCUP<br />
3<br />
8. Cumulative distribution curve<br />
Figure 4-116. Particle size distribution of commercial barites [34]. (Copyright<br />
Penn Well Books, 1986)
694 Drilling and Well Completions<br />
Table 4-57<br />
Specific Gravity of Liquids and Solids in Mud [29]<br />
Material<br />
Anhydrite<br />
Barite"<br />
Calcite<br />
Chlorite<br />
Dolomite<br />
Galena<br />
Gypsum<br />
Hematite<br />
Illite<br />
Lignite<br />
Limestone<br />
Montmorillonite<br />
Pyrite<br />
Quartz<br />
Sodium Chloride<br />
Sulfur<br />
Water<br />
'Chemically pure<br />
Specific<br />
Gravity'<br />
2.95<br />
4.45<br />
2.71<br />
2.71<br />
2.85<br />
7.50<br />
2.32<br />
5.26<br />
2.84<br />
1.10<br />
2.69<br />
2.35<br />
5.06<br />
2.65<br />
2.1 65<br />
1.96<br />
1 .oo<br />
Composition<br />
NaCl<br />
Solids in Unweighted Muds<br />
Solids in unweighted muds include viscosifers and drilled solids. The most<br />
expensive portion of unweighted muds are the liquids and colloidals. The<br />
main concern in unweighted muds is to keep mud weight as low as possible<br />
and to maintain flow properties. Thus, viscosifers are added as needed<br />
to unweighted muds to control filtration, to suspend solids, and to provide<br />
the properties necessary to clean the borehole. The detrimental solids in<br />
unweighted muds are those of ultrafine size and larger, produced by the<br />
bit. It is essential to have a good solids removal system to prevent solids<br />
dispersion and mud density buildup. Size and range of solids in unweighted<br />
muds are shown in Figure 4-117 [29].<br />
Solids in Weighted Muds<br />
Solids in weighted muds consist of viscosifers, weighting material, and drilled<br />
cuttings. The most expensive portion of weighted mud is the weighting material.<br />
The main problem related to solids control is the prevention of viscosity increase<br />
caused by accumulation of colloidal drilled solids. Chemical treatment can be<br />
used initially to control this viscosity, but it becomes ineffective as colloidal<br />
solids in the mud increases. Eventually, mud dilution and mechanical removal<br />
of solids are needed. The size range of solids in a weighted mud is illustrated<br />
in Figure 4-118 [29].<br />
Figure 4-119 through 4-122 can be used to evaluate the extent of drilled solids<br />
contamination [25].
Drilling Muds and Completion Fluids 695<br />
SCREEN MESH<br />
DISPERSION<br />
m<br />
DISPERSION<br />
I<br />
I I I<br />
t<br />
0.1 1.0 10 7. 700 1wO 1mo<br />
PARTICLE SlZEUlCRONS<br />
I I I I I<br />
0.-(Y Omormol omm 0110381 0.W<br />
PARTICLE SlZE.lNCHES<br />
I<br />
0.394<br />
Figure 4-117. Size range of solids in unweighted muds [29].<br />
SCREEN MESH<br />
i.0 2.0 10 74 1w<br />
PARTICLE SIZE. MICRONS<br />
0-<br />
I<br />
I<br />
QQOOOSU<br />
I<br />
I<br />
0- 0110381<br />
PARTICLE SIZE. INCHES<br />
I<br />
I<br />
oms 0.3s<br />
Figure 4-118. Size range of solids in weighted muds [29].<br />
Mud-Related Hole Problems<br />
Table 4-58 summarizes general hole problems related to the use of their<br />
drilling mud [25].<br />
Tables 4-59 through 4-61 summarize formation related hole problems in<br />
surface, intermediate, and production drilling, respectively.<br />
(text continued on page 701)
696 Drilling and Well Completions<br />
Figure 4-119. Practical limits on solids content in freshwater-base mud [26].<br />
(Courtesy Baroid Drilling Fluids, Inc.)<br />
Figure 4-120. Practical limits on solids content in saltwater mud (75,000 ppm<br />
chlorides) [26]. (Courtesy Baroid Drilling Fluids, Inc.)
Drilling Muds and Completion Fluids 697<br />
Figure 4-1 21. Practical limits on solids content in saltwater mud (1 85,000<br />
ppm chlorides) [26]. (Courtesy Baroid Drilling Fluids, Inc.)<br />
Figure 4-122. Minimum solids content in oil mud [26]. (Courtesy Baroid<br />
Drilling Fluids, Irrc.)
698 Drilling and Well Completions<br />
Table 4-58<br />
Drilling Fluids: General Trouble Shooting [25]<br />
Problem Symptoms Treatment<br />
1. Mud Properties Mud weight too low; low<br />
Mud weight<br />
viscosity<br />
Mud weight too low;<br />
viscosity controlled<br />
Mud weight too high<br />
Viscosity<br />
Filtration<br />
Mud foaming<br />
2. Contaminations<br />
Drilled solids<br />
Cement<br />
Gipsum or anhydrite<br />
Funnel viscosity too high;<br />
high PV; high gels and<br />
high solids<br />
High funnel viscosity, high<br />
YP, high gels; normal PV<br />
and solids<br />
Fluid loss too high, viscosity<br />
can be increased<br />
Fluid loss too high, viscosity<br />
controlled<br />
Fluid loss too high; thick,<br />
soft filter cake; low<br />
Methylene Blue Test.<br />
Treatment with filtration<br />
agent does not help<br />
Foam on surface at mud<br />
pits. No reduction in mud<br />
weight<br />
Reduction in mud weight.<br />
Increased funnel viscosity.<br />
Pump pressure drops.<br />
Internal foam<br />
High viscosity and gel<br />
strength, slow drilling rate,<br />
chemical treatment<br />
ineffective<br />
High viscosity, gel strength,<br />
increase in pH, water loss<br />
and filtrate calcium.<br />
High viscosity, high flat gel<br />
strength; increased water<br />
loss, filtrate calcium and<br />
sulfate<br />
Add weighting material and<br />
bentonite<br />
Add weighting material,<br />
bentonite and thinner<br />
Run mechanical solids<br />
removal equipment. Dilute<br />
with water or thin with<br />
thinner<br />
Run mechanical solids<br />
removal equipment, dilute<br />
with water<br />
Add thinner<br />
Treatment with filtration<br />
control agent<br />
Treatment with thinner and<br />
filtration control agent<br />
Add bentonite to the system<br />
Spray water or diesel over<br />
the pit surface, use<br />
defoamer. Check surface<br />
system for air entraintment.<br />
Use defoamer. Thin the mud<br />
to reduce yield point.<br />
Consult mud service<br />
engineer.<br />
Dilute with water, make use<br />
of solids removal<br />
equipment. Displace mud.<br />
Chemical treatment: (1) Bicarb<br />
NaHCO,, (2) Thinner.<br />
If large concentration of<br />
Ca ionschange to an<br />
inhibitive mud<br />
Chemical treatment; soda<br />
ash Na,CO, (0.02 ppb at<br />
soda ash for every epm of<br />
hardness) for drilling<br />
massive anhydrite change<br />
to gip mud.
Drilling Muds and Completion Fluids 699<br />
Problem Symptoms Treatment<br />
Salt rock<br />
Salt water<br />
Overtreatment with soda<br />
ash or calcium<br />
bicarbonate<br />
3. High Pressure Zones<br />
Gaslwater influx<br />
Gas cutting<br />
4. Lost circulation<br />
High viscosity, high gel<br />
strength increased water<br />
loss, filtrate chlorides<br />
Same as salt rock; increase<br />
in pit volume; reduction<br />
in mud<br />
Excessive viscosity and<br />
yield point. YP cannot be<br />
lowered with thinner.<br />
Increase in 10 min gel<br />
strength. Methyl Orange<br />
alkalinity M, > 5<br />
Increase in pit volume. Gas<br />
or salt water cut mud.<br />
Mud flows when pumps<br />
are shut off.<br />
Normally shows up as gascut<br />
mud after trips. If<br />
encountered while drilling,<br />
it is usually accompanied<br />
by rapid change in filtrate<br />
chlorides.<br />
Chemical treatment:<br />
(1) thinners-to reduce<br />
apparent viscosity, gel<br />
strength and yield point;<br />
(2) caustic soda-to<br />
adjust pH; (3) CMC,<br />
filtration control agent. If<br />
massive salt is to be<br />
drilled-convert to<br />
saturated salt water mud.<br />
Weight-up to overcome salt<br />
water flow. Chemical<br />
treatment as for salt rock.<br />
Run alkalinity test and<br />
calculate CO, and HCO,<br />
ions concentration.<br />
Calculate lime required:<br />
to remove CO<br />
lime, ppb = 0.001 3 x<br />
epm CO,<br />
to remove HCO,<br />
lime, ppb = 0.026 x epm<br />
HCO,<br />
Shut in well. Record drill<br />
pipe and casing pressure.<br />
Circulate out gas or water<br />
influx and separate on<br />
surface. Calculate mud<br />
weight necessary to<br />
balance formation<br />
pressure. Kill the well.<br />
Add weighting material to<br />
rise density. Thin mud with<br />
water and thinners. Use<br />
degasser to clear gas<br />
from mud. Continue to<br />
circulate and avoid use of<br />
blowout preventers if<br />
possible.<br />
Keep mud weight as low as<br />
possible. Maintain<br />
minimum flow resistance<br />
of mud. Consider air<br />
drilling or foam drilling.
700 Drilling and Well Completions<br />
Table 4-58<br />
(continued)<br />
Problem Symptoms Treatment<br />
to porous formations<br />
A very rapid seepage loss<br />
to permeable sandstones Gradual seepage loss<br />
to cavernous formations<br />
to fractured formations<br />
5. Pipe stuck<br />
Differential sticking<br />
Key-seat<br />
Undergauge hole<br />
Particles in the hole<br />
6. Hole instability<br />
7. Corrosion<br />
in water base muds<br />
Immediate and complete<br />
loss<br />
Sudden but not total loss of<br />
fluid. It occurs often after<br />
trips (induced fractures)<br />
when heavy mud is in<br />
use. The loss zone is<br />
frequently below the<br />
deepest casing shoe.<br />
The drilling string got stuck<br />
after remaining motionless<br />
in the hole circulation can<br />
be broken and continued<br />
at normal pressure.<br />
Permeable formation is<br />
exposed above the bit.<br />
The borehole is clean and in<br />
good condition.<br />
see “Diagnosis of stuck<br />
pipe”<br />
as above<br />
as above<br />
While drilling: tourgue, drag,<br />
difficulty with making<br />
connections, bridging, fill<br />
on bottom, stuck pipe,<br />
presence of slaughing<br />
material in cuttings. After<br />
drilling: caliper log shows<br />
caving.<br />
Internal and external pitting<br />
“Gunk” squeeze or a high<br />
filtration squeeze<br />
1. Increase colloidal content<br />
of mud<br />
2. Add granular or flake LCM<br />
If the loss zone is locate+<br />
a “sofl plug” to be spotted.<br />
“Blind drilling (no returns);<br />
then set casing or cement.<br />
Apply cement squeeze or<br />
attapulgite gel-barite<br />
squeeze.<br />
1. Try spotting fluids<br />
2. Wash over<br />
Control mud weight to<br />
counter balance pore<br />
pressure. Keep fluid loss<br />
as low as possible. Keep<br />
viscosity and gel strength<br />
low to prevent swabbing.<br />
Convert to: 1) salt-polymer<br />
mud, or 2) potassium<br />
system, or 3) salinity<br />
controlled oil mud.<br />
1. Keep pH above 10.<br />
2. Use cationic type<br />
inhibition. 3. Identify type<br />
of corrosion. 4. Add<br />
specific corrosion<br />
inhibition.
Drilling Muds and Completion Fluids 701<br />
Problem Symptoms Treatment<br />
in aerated muds Severe pitting, black to red 1. Keep pH above 11 with<br />
rust<br />
caustic soda on line;<br />
2. Use cationic-type<br />
inhibition. 3. Identify type<br />
of corrosion contaminant.<br />
4. Treat with specific<br />
corrosion inhibition.<br />
8. High temperature<br />
High temperature gelatin Difficult to start circulation. Dilute with water and add<br />
High viscosity and gel bentonite. Treat with<br />
strength of mud off<br />
thinner. Spot a slurry of<br />
bottom. Deceased<br />
mud treated with 1-2 ppb<br />
alkalinity and increased<br />
water loss.<br />
Adapted from IADC Drilling Manual, 10th edition, 1982; Courtesy IADC.<br />
sodium chromate in the<br />
high-temperature section<br />
of the hole.<br />
(text continued from page 695)<br />
Completion and Workover Fluids<br />
Completion and workover fluids are those placed against the formation while<br />
killing well, cleaning out, plugging back, stimulating, or perforating. Their<br />
primary functions are (1) to transfer treating fluid to a particular zone in the<br />
borehole, (2) to protect the producing formation from damage, (3) to control<br />
the well pressure during servicing operations, (4) to clean the well, and (5) to<br />
displace other fluids or cement.<br />
Design Considerations for CompletionMlorkover Fluids<br />
While designing completion/workover fluids the main consideration is given<br />
to the effect of the fluids on well’s productivity. Low production rates can be<br />
due to factors that are unrelated to the fluids introduced to the production zone.<br />
These would include poor or shallow perforations, cement filtrate invasion,<br />
paraffin wax deposition from crude oil, or movement of formation sand to block<br />
the well-bore.<br />
Productivity damage attributable to drilling or completion fluids results from<br />
three mechanisms:<br />
Particulate invasion which blocks the formation pores.<br />
Filtercake can fill up and plug large cracks, fractures or perforations. This<br />
is difficult to remove by flowing the well or acidisation.<br />
Filtrate invasion can interact in various ways with solids or liquids in the<br />
pores to cause a reduction in flow.
-<br />
I<br />
WRIIATIONS PROBLEMS<br />
Caving-<br />
CSCOXSOLIDATED<br />
S.L.DS ILKD GRAVELS<br />
€Lm ROCK<br />
Lost circulation.<br />
Table 4-59<br />
Drilling Fluids: Problems in Surface Drilling<br />
---.____-__<br />
Retention of sand In mud. (Weight build UP. Sand retained<br />
in mud will increase density, which may aggravate<br />
tendency towards lost circulation).<br />
E.asaive viscosity and gels, tight hole. sloughing. hydrous<br />
disintegration.<br />
Removal of cuttings from hole.<br />
Pmum control.<br />
Cement contamination.<br />
CONTROL<br />
Adequate gel strcnnth to consolidate loose and.<br />
Maintain filtration rate below 15-cc API to prevent hydrous dislntesation<br />
of shales.<br />
Prevent erosion by adequate vidty and pel strength<br />
Maintain sufficient viscosity for lifting cuttines d caving&<br />
Maintain colloidal content to provide good tiltrafion prapertk.. low<br />
density. and thick mud. Viscosity wll and lost circulation materials.<br />
Care in usc of meehmlcal tauipment.<br />
Low enouah viscosity and gels to allow sad to drop out in ditch and<br />
{,its by reducinp viscosity and gels with water dilution and chemical<br />
treatinent.<br />
Ditch and pit arrangement may be improved to promote and settling.<br />
Mechaiiical sand and shale separators or centrifugation may aid.<br />
Reduce vivcosity and r*ls: reduce filtration rate to pmvent hydrous<br />
disiutegration or slougliiny.<br />
Maintain colloidal content high enough to pmyide gela md vidtfes<br />
adeqiiate to remove cuttings or prevent settling.<br />
Maintain sufficient annular velocity.<br />
Weight mud to pive hydrostatic pressure above formation RrraUrC.<br />
Maintain low visco.4ty and gels for gar removal.<br />
Keep hole full at all times.<br />
-<br />
If saving mud. thin with water and chemicals.<br />
If not saving mud. discard contaminated mud and mix fresh mud.<br />
-cI<br />
I
~ ~~<br />
Drilling Muds and Completion Fluids 703<br />
Table 4-60<br />
Drillina Fluids: Problems in Intermediate Drillina<br />
SHALES<br />
MLT OR SALT WATER<br />
BEARING FOlMATlONS<br />
______<br />
SILTSTONE<br />
SAND<br />
ANHYDRITE AND<br />
GYPSUM<br />
?RACTUIED FORMATION2<br />
AND CONGLOMERATES<br />
Loy drruhlloa.<br />
<strong>GAS</strong> AND OIL BEARING<br />
FORMATION8<br />
The invasion of particles can be eliminated either by using solids-free systems<br />
or by formation of a competent filter cake on the rock surface. If the components<br />
forming the filter cake are correctly chosen and blended, they will form<br />
a very effective "downhole" filter element. This ensures that colloidal sized clays<br />
or polymeric materials are retained within the filter cake and do not enter the<br />
formation. Further protection is provided by ensuring that a thin filter cake is<br />
formed due to low dynamic and static filtrate losses. Thus, the cake may be easily<br />
removed when the well is brought into production. Additionally, the filter cake<br />
can be soluble in acid or oil.
P<br />
SANDS<br />
FORMATIONS<br />
Low pmrurr.<br />
Normal Pmurc.<br />
Hroh pnmrr.<br />
--<br />
Llmeatoncn.<br />
Coral ref.<br />
Dolomite.<br />
Fractured shalea<br />
Conglomeratn and whlsts.<br />
Shale..<br />
PROBLEMS<br />
CONTROL<br />
Water or mud Mockins.<br />
Minimum filtration rate water-base muds.<br />
Minimum filtration rate water-base emulsionr.<br />
Miminum filtration rate oil-bar emulsions.<br />
Oil-bar muds.<br />
Inhibited muds.<br />
Minimum weight muds.<br />
Crude oil or diesel oil:<br />
Losr of crude or diesel oil used aa completioir fluid. Add oil-soluble lost circulation material.<br />
--<br />
Water or mud blocking.<br />
Minimum filtration rate muds.<br />
Screen plugging.<br />
1 Thin friable filter cakes.<br />
------<br />
i-<br />
Blowout prevention.<br />
Maintain adequate mud density.<br />
Maintain hole full of mud to prevent reduced hydrostatic head rerultinR<br />
from short column of mud.<br />
Lost Circulation.<br />
Withdraw tools slowly to prevent swabbing action.<br />
Formation Protstioli. ; Maintain loa gels and thin filter cake.<br />
s<br />
a<br />
Q<br />
2<br />
L
Drilling Muds and Completion Fluids 705<br />
The filtercake plugging of perforations or fractures is usually difficult to<br />
remove through acidizing or backflowing. The solutions are:<br />
* use of solids-free brine<br />
* use of bridging solids that are acid/oil soluble<br />
* use of commercial bridging materials (large fractures or perforations)<br />
The compatibility of invading fluids with pay zone rocks may relate to swelling<br />
clays, water blocking, or emulsion blocking. In many sandstone reservoirs there<br />
are agglomerations of clay minerals and other fine formation particles are in<br />
equilibrium with the pore fluids. If the existing brine is displaced with a lower<br />
salinity fluid from the completion fluid, swelling clays such as montmorillonite<br />
or some illites can expand, and non-swelling clays such as kaolinite can disperse.<br />
The swelling and disaggregation can lead to a blocking of the pores.<br />
In the water-blocking mechanism large volumes of invaded liquid may be<br />
retained by low permeability or low-pressure formations. The blocking may occur<br />
for an oil wet and a water wet sandstones.<br />
The design factors to prevent blocking involve the use of low-viscosity fluids<br />
with minimum interfacial tension, minimum capillary pressure, and minimal<br />
fluid loss.<br />
The emulsion blocking mechanism involves formation of emulsion in the pores<br />
either by self-emulsification of water-based filtrate with the crude oil, or oil<br />
filtrate from an oil-based fluid emulsifying formation water. The emulsions are<br />
viscous and can block the pores. The remedial design is to prevent emulsification<br />
either by eliminating oil from completion fluid or by the use of demulsifiers.<br />
Components in the invading water-based filtrate and in the formation waters<br />
may react to form insoluble precipitates which can block the pores and give rise<br />
to skin damage. The scale can be formed by interaction of calcium-based brines<br />
with carbon dioxide or sulfate ions in the formation water. Alternatively sulfate<br />
ions in the invading fluid may react with calcium or barium ions in the<br />
formation water. Analysis of the formation water can identify whether such a<br />
problem may arise.<br />
Table 4-62 contains a checklist for proper selection of completion/workover fluids.<br />
CompletionMlorkover Fluid Systems<br />
Selection of completion/workover fluid system is entirely dependent upon its<br />
function, which, in turn, depends on the completion method. The method may<br />
involve underreaming, gravel packing, perforation, or workover. Completion<br />
fluids used for underreaming have to display formation bridging and low spurt<br />
loss and filtrate loss to support the sand and prevent sloughing. Because the<br />
filter cake will be trapped between the gravel pack and the formation, the fluid<br />
should be composed of particles, soluble in acid or oil, and small enough not<br />
to bridge off the gravel pack when the well is flowed.<br />
Gravel packing completion fluids should exhibit sufficient viscosity to carry<br />
and place the gravel efficiently. However, high gel strengths for prolonged<br />
suspension are not necessary. Thus the polymer solution can easily flow out of<br />
the pack on production. Also, the solution can be formulated with a breaker<br />
(enzyme or oxidizer) such that the viscosity is completely broken allowing<br />
complete cleanup. Normally, filtrate loss control is not employed in the gravel<br />
carrying fluid.<br />
Low-density perforating completion fluids for underbalanced perforation<br />
greatly reduce the possibilities of plugging. If overbalance perforation is needed,
706 Drilling and Well Completions<br />
Table 4-62<br />
Checklist of Completion and Workover Fluids Considerations [26]<br />
Factor Considered<br />
1. Mechanical<br />
Annular velocity<br />
Mixing facilities<br />
Annular space<br />
Circulation frequency<br />
Corrosion<br />
Fluid components<br />
2. Formation<br />
Permeability damage<br />
Formation pressure<br />
Clay content<br />
Vugular formation<br />
Formation sensitivity<br />
Temperature<br />
Completion and Workover Fluid Considered<br />
Higher annular velocity-low viscosity system or low annular<br />
velocity-higher viscosity systems can be selected. Annular<br />
velocity can be substituted for viscosity in lifting particle.<br />
Annular velocity at 150 Wmin should be sufficient for<br />
borehole cleaning with 1 cp viscosity clear salt water.<br />
If mixing facilities are poor to produce adequate shear, the<br />
completion/workover fluid should be prepared and maintained<br />
with very small amounts of material.<br />
The size of bottom hole equipment (liners, packers, etc.)<br />
reduces annular space and increases pressure losses. The<br />
fluid must maintain rheological properties which reduce<br />
pressure losses.<br />
In the completion and workover operations, there are long<br />
periods when fluid in the hole is not circulated. Fluid<br />
suspension and thermal stability should be determined in<br />
order to evaluate the necessary circulation frequency.<br />
Some workover fluids can produce high corrosion rates.<br />
Corrosion control can be accomplished through H control,<br />
inhibitors or bactericides. The practical corrosivity limit is<br />
0.05 Ib/ft2 per operation.<br />
Solubility at fluid components at the well bore conditions<br />
(pressure and temperature) should be considered. Glazing at<br />
jet and bullet tracks should not occur while perforating.<br />
Fluid solids should be kept as low as possible. Fluid should<br />
not contain solids larger than two microns in size unless<br />
bridging material.<br />
Density control with calcium carbonate, iron carbonate,<br />
barium carbonate, ferric oxide.<br />
Fluid inhibition with electrolyte additive.<br />
In order to prevent "seepage loss" of circulation to the<br />
vugular formation, bridging the formation-by properly sized,<br />
acid-soluble on oil-soluble resin particles as well as colloidal<br />
particles-should be considered.<br />
Formations can be oil wet or water wet. The fluid filtrate<br />
depends on what is the continuous phase of the completion<br />
fluid. Thus the formation wettability can be reduced by<br />
wettability charge. This effect can be controlled either by<br />
proper fluid selection or by treatment with water wetting<br />
additives.<br />
In high temperature wells, the temperature degradation of<br />
polymens should be considered.
Drilling Muds and Completion Fluids 707<br />
Factor Considered<br />
3. Fluid properties<br />
Density<br />
Solids content<br />
Fluid loss<br />
Rheology<br />
Completion and Workover Fluid Considered<br />
Ideal requirements: Fluid density should not be greater than<br />
that which balances formation pressure.<br />
Practical recommendation: Differential pressure should not<br />
exceed 100-200 psi.<br />
Ideal requirements: no solids in completion and workover<br />
fluids.<br />
Practical recommendation: Solids smaller than two microns<br />
can be tolerated as well as the bridging solids. The bridging<br />
solids should be: (1) greater than one-half of the average<br />
fracture diameter: (2) readily flushed from the hole; acid or<br />
solvent soluble.<br />
Ideal requirements: no fluid loss.<br />
Practical recommendations: Fluid loss to the formation can<br />
be controlled by: (1) fluid-loss agents or vixcositiers such as<br />
polymens, calcium carbonate, gilsonit, asphalt etc., (2) bridging<br />
materials.<br />
Ideal requirements: low viscosity with the yield point and gels<br />
necessary for hole cleaning and solids suspension.<br />
Practical recommendation: A compromise should be found to<br />
minimize pressure losses and bring sand or cutting to the<br />
surface at reasonable circulating rate.<br />
Courtesy Baroid Drilling Fluids. Inc.<br />
low damaging fluids are recommended and often a solids-free fluid is preferred.<br />
This is because filter cake from a high solids fluid can completely fill a<br />
perforation and be difficult to remove on back flowing or acidizing.<br />
Perforating under diesel is sometimes employed. In this case, care is necessary<br />
to ensure that good displacement of the previous denser fluid occurs, and the<br />
completed zone remains in contact with the diesel without density swapping.<br />
Perforating fluids used may be filtered clear brine or CaCO, type completion<br />
fluids, oil, seawater, acetic acid, gas or mud.<br />
Where large losses to the formation are probable, perforation under slugs<br />
containing degradable bridging and loss control materials is advised. At least,<br />
such materials should be on hand should the need arise. Under these conditions,<br />
it is far better to fill perforations with good, degradable, bridging material than<br />
the common mixture of iron and rust particles, mud solids, and excess pipe<br />
dope. These foreign solids may be also not exhibit bridging and be injected into<br />
the rock around the perforations, causing irreparable damage.<br />
Clear Brines. Brine solutions are made from formation saltwater, seawater, or<br />
bay water, as well as from prepared saltwater. They do not contain viscosifers<br />
or weighting materials. Formation water-base fluids should be treated for<br />
emulsion formation and for wettability problems. They should be checked on<br />
location to ensure that they do not form a stable emulsion with the reservoir
708 Drilling and Well Completions<br />
oil, and that they do not oil or wet the reservoir rock. The usual treatment<br />
includes a small amount (0.1%) of the proper surfactant.<br />
Seawater or bay water base completion fluids should be treated with<br />
bactericides to inhibit bacterial growth. Since these fluids usually contain clays,<br />
inhibition with NaCl or KCl may be necessary to prevent plugging of the<br />
producing formation.<br />
Prepared saltwater completion fluids are made of fresh surface water, with<br />
sufficient salts added to produce the proper salt concentration. Usually, the<br />
addition of 5 to 10% NaCl, 2% CaCl,, or 2% KCl is considered satisfactory for<br />
clay inhibition in most formations. Sodium chloride solutions have been<br />
extensively used for many years as completion fluids; these brines have densities<br />
up to 10 lb/gal. Calcium chloride solutions may have densities up to 11.7 lb/<br />
gal. The limitations of CaCl, solutions are (1) flocculation of certain clays,<br />
causing permeability reduction, and (2) high pH (10 to 10.5) that may<br />
accelerate formation clays dispersion. In such cases, CaCl2-based completion<br />
fluids should be replaced with potassium chloride solutions. Other clear brines<br />
can be formulated using various salts over wide range of densities, as shown in<br />
Figure 4-123 [28].<br />
I<br />
I . I I<br />
!<br />
Idbrine P*<br />
I I 1 I 1<br />
*Patents applied for by I.D.F.<br />
BRINE DENSITY PW<br />
Figure 4-123. Salts used in clear brine completion fluids of various densities<br />
[28]. (Courtesy International Drilling Fluids, Inc.)
~~ ~ ~ ~ ~~ ~<br />
Drilling Muds and Completion Fluids 709<br />
Material requirements for brine solutions are given in Tables 4-63 through 4-65.<br />
Brine-polymer systems are composed of water-salt solutions with polymers<br />
added as viscosifers or filtration control agents. If fluid loss control is desired,<br />
bridging material must be added to build a stable, low permeability bridge that<br />
will prevent colloidal partial movement into the formation.<br />
The polymers used for completion and workover fluids may be either natural<br />
or synthetic polymers. Guar gum is a natural polymer that swells on contact<br />
with water and thus provides viscosity and filtration control; it is used in<br />
concentrations of 1 to 3 Ib/bbl. Guar gum forms a filter cake that may create<br />
Table 4-63<br />
Material Requirements for Preparing Sodium<br />
Chloride Salt Solutions (60°F)<br />
Density Fresh Water Sodium Chloride<br />
Iblgal (gallfinal bbl) (Iblflnal bbl)<br />
8.33 42 0<br />
8.6 41.2 16<br />
8.8 40.5 28<br />
9.0 40.0 41<br />
9.2 39.5 54<br />
9.4 39.0 68<br />
9.6 38.5 82<br />
9.8 38.0 95<br />
10.0 37.5 110<br />
Based on 100% purity.<br />
Table 4-64<br />
Material Requirements for Preparing<br />
Calcium Chloride Solutions (60°F)<br />
Density Fresh Water Calcium Chloride<br />
Iblgal (gaMInal bbl) (IWtlnal bbl)<br />
10.0 39.0 95<br />
10.2 38.5 107<br />
10.4 38.0 120<br />
10.6 37.5 132<br />
10.8 37.0 145<br />
11.0 36.5 157<br />
11.2 36.0 170<br />
11.4 35.5 185<br />
11.6 35.0 197<br />
11.8 34.0 210<br />
Based on 95% chloride.
710 Drilling and Well Completions<br />
Table 4-65<br />
Material Requirements for KCI Solutions (60°F)<br />
Density Fresh Water Potassium Chloride<br />
PDSI galhbl final lblbbl final<br />
8.42 41.7 7.0<br />
8.64 41 .O 21.1<br />
8.86 40.2 35.2<br />
9.09 39.4 53.6<br />
9.32 38.6 70.5<br />
9.56 37.6 88.2<br />
9.78 36.7 105.0<br />
problems for squeeze cementing, but is removed with production and increasing<br />
temperatures.<br />
Starch is also used for fluid loss control. It does not provide carrying capacity;<br />
therefore other polymers are required. Although starch is relatively cheap, it has<br />
two serious limitations: (1) starch is subject to fermentation, and (2) it causes<br />
significant permeability reduction due to plugging.<br />
The synthetic polymers commonly used in completion fluids are HEC and<br />
Xanthan gum (XC Polymer). Xanthan gum is a biopolymer that provides good<br />
rheological properties and that is completely soluble in HCl. HEC-hydroxyethyl<br />
cellulose is currently the best viscosifer. It gives good carrying capacity, fluid<br />
loss control, and rheology; it is completely removable with hydrochloric acid.<br />
The effect of HCl on the restored permeability for HEC completion fluid is<br />
shown in Figure 4-124 and Table 4-68 [36]. It can be noticed that 100% of the<br />
original core permeability was restored by displacing acid-broken HEC with<br />
brine. The comparison of permeability damage caused by different polymers is<br />
given in Table 4-69 [36].<br />
The bridging materials commonly used in completion and workover fluids are<br />
ground calcium carbonate, gilsonite, and asphalt. These materials should<br />
demonstrate uniform particle size distribution and be removable by acid or by<br />
backflow. Their mesh size should enable them to flush through the gravel pack;<br />
a mesh size of 200 is considered satisfactory for most completions. Calcium<br />
carbonate bridging materials are completely soluble in hydrochloric acid. Resins<br />
give effective bridging; they are soluble in oil solutions (2% by volume oil).<br />
A typical formulation of a brine-polymer completion f hid might include 8.5<br />
to 11 lb/gal salt water solution (NaCl, CaCl,, KCl, or a mixture), 0.25 to 1.0<br />
lb/bbl polymer and 5 to 15% calcium carbonate.<br />
Density control in brine-polymer systems can be achieved with salt solutions<br />
or with weighting materials. When mixing heavy brine completion fluids, the<br />
following factors should be considered:<br />
1. Cost-heavy brines are very expensive.<br />
2. Downhole temperature effect on the brine density-Table 4-69 [26].<br />
3. Crystallization temperature-Figure 4-125 [37].<br />
4. Corrosion-various salts have different acidities (pH of brine can be controlled<br />
with lime, caustic soda, or calcium bicarbonate).<br />
5. Safety-burns from heat generated while mixing and skin damage should<br />
be prevented.<br />
6. Toxicity-dispersal cost depends on type of salt and concentration.
Drilling Muds and Completion Fluids 711<br />
Table 4-66<br />
Mixing Chart for Zinc Bromide/Calcium<br />
Bromide Solution Blend<br />
13.7 Iblgal CaBr2/C.C12+ 19.2 Iblgal ZnBr2ICaBr2<br />
h8hd Barrels Bamls Cry.1.lliZrtlon<br />
Brine 13.7 IWgal 19.2 IWgd Point<br />
Density Ib/gal CnBr2/CaC12 ZnBr2/CaBr2 (F) (C)<br />
15.0<br />
15.1<br />
15.2<br />
15.3<br />
15.4<br />
15.5<br />
15.6<br />
15 7<br />
15.8<br />
15.9<br />
16.0<br />
16.1<br />
16.2<br />
16.3<br />
16.4<br />
16.5<br />
16.6<br />
16.7<br />
16.8<br />
16.9<br />
17.0<br />
17.1<br />
17.2<br />
17.3<br />
17.4<br />
17.5<br />
17.6<br />
17.7<br />
17 8<br />
17.9<br />
18.0<br />
18.1<br />
18.2<br />
18.3<br />
18.4<br />
18.5<br />
18.6<br />
18.7<br />
18.8<br />
18.9<br />
19.0<br />
19.1<br />
19.2<br />
Courtesy Halliburton Co.<br />
0.7636<br />
0.7454<br />
0.7273<br />
0.7091<br />
0.6909<br />
0.6727<br />
0.6545<br />
0.6364<br />
0.6182<br />
0.6000<br />
0.5818<br />
0.5636<br />
0.5454<br />
0.5273<br />
0.5091<br />
0.4909<br />
0.4727<br />
0.4546<br />
0.4364<br />
0.4182<br />
0.4000<br />
0.3818<br />
0.3636<br />
0.3455<br />
0.3273<br />
0.3091<br />
0.2909<br />
0.2727<br />
0.2546<br />
0.2364<br />
0.2182<br />
0.2000<br />
0,1818<br />
0.1636<br />
0.1455<br />
0.1273<br />
0.1091<br />
0.0909<br />
0.0727<br />
0.0545<br />
0.0364<br />
0.0182<br />
O.oo00<br />
0.2364 46<br />
0.2546 43<br />
0.2727 40<br />
0.2909 38<br />
0.3091 36<br />
0.3273 34<br />
0.3455 32<br />
0.3636 30<br />
0.3818 28<br />
0.4000 25<br />
0.4182 22<br />
0.4364 19<br />
0.4546 16<br />
0.4727 13<br />
0.4909 9<br />
0.5091 3<br />
0.5273 4<br />
0.5454 9<br />
0.5636 14<br />
0.5818 19<br />
0.6OOO 23<br />
0.6182 23<br />
0.6364 23<br />
0.6545 24<br />
0.6727 24<br />
0.6909 25<br />
0.7091 25<br />
0.7273 25<br />
0.7454 26<br />
0.7636 26<br />
0.7018 27<br />
0.8oOo 27<br />
0.0182 27<br />
0.8364 25<br />
0.8546 25<br />
0.0727 25<br />
0.8909 22<br />
0.9091 21<br />
0.9273 21<br />
0.9455 20<br />
0.9636 19<br />
0.9818 17<br />
0.1oOO 16<br />
7<br />
6<br />
4<br />
3<br />
2<br />
1<br />
LO<br />
- 1<br />
-2<br />
-3<br />
-5<br />
-7<br />
-8<br />
-10<br />
-12<br />
-16<br />
- 15<br />
- 12<br />
-10<br />
-7<br />
-5<br />
-5<br />
-5<br />
-4<br />
-4<br />
-3<br />
-3<br />
- 3<br />
-3<br />
-3<br />
-2<br />
-2<br />
-2<br />
-3<br />
-3<br />
-3<br />
-5<br />
-6<br />
-6<br />
-6<br />
-7<br />
-8<br />
-8
712 Drilling and Well Completions<br />
Table 4-67<br />
Mixing Chart for Heavy Brines Using<br />
Calcium Bromide and Calcium Chloride<br />
Brines and Calcium Chloride Pellets<br />
Pound.<br />
Brim Barfel. I)rml. WldM CryNlliU(ion<br />
D.n.Q 14.22lblgrl 11.6lb/@d Chlorld. pokrt<br />
Dmlnd ~BtzBrim 38%C.C12Bdn MM. (0 (C)<br />
11 7 0254 9714 286 50 10<br />
11 8 0507 9429 606 52 __ 11 1<br />
11 9 0762 9143 909 53 11 6<br />
12 0 1016 8857 1213 54 12 2<br />
12 1 1269 8572 1515 55 12 7<br />
12 2 1524 8286 1818 56 133<br />
12 3 1778 eo00 2122 565 136<br />
124 2032 7715 2424 57 - 13 8<br />
12 5 2286 7429<br />
2728 575 14 1<br />
12 6 2540 7143 3031 58 14 4<br />
12 7 2794 6857 3334585 147<br />
12 8 3048 6572 3637 59 15 0<br />
12 9 3302 6286 3941 595 152<br />
13 0 3556 6Ooo 4244 60 15 5<br />
13 1 3810 5714 4547 6a 15 5<br />
13 2 4064 5429 4849 605 158<br />
13 3 4318 5143 51 53 61 16 1<br />
13 4 4572 4857 5456 61 16 1<br />
13 5 4826 4572 5759 61 5 163<br />
13 6 5080 4286<br />
6062 615 163<br />
13 7 5334 4000 6366 615 163<br />
13 8 5589 3714 6669 615 2<br />
-<br />
13 9 5842 3429 6972 61 5 163<br />
14 0 6069 3143 7275 62 16 6<br />
14 1 635 1 2857 7578 62 16 6<br />
14 2 6604 2572 7881 62 16 6<br />
14 3 6858 2286 81 04 62 16 6<br />
14 4 71 13 2000 8488 625 169<br />
14 5 7366 1715 8790 63 17 0<br />
14 6 7620 1429 9094 635 175<br />
14 7 7875 1143 9397 64 17 7<br />
14 8 8128 0858 9699 65 18 3<br />
14 9 8382 0572 10003 66 18 8<br />
15 0 8637 0286 10306 67 19 4<br />
15 1 8891 oooo 10610 68 200<br />
Courtesy Halltburton Co
Drilling Muds and Completion Fluids 713<br />
D E<br />
><br />
c<br />
m J<br />
- I = I -<br />
4 W<br />
I<br />
a<br />
f I<br />
W<br />
- I<br />
50-<br />
I<br />
- I<br />
I<br />
I<br />
I<br />
I<br />
I<br />
I I I<br />
I i<br />
I I i, ~<br />
- HEC. HYDROXYETHYLCELLULOSE -<br />
-<br />
Figure 4-124. Effect of HCI on HEC on permeability damage caused by<br />
completion fluid [36]. (Courtesy SPE.)<br />
Table 4-68<br />
Effect of Polymers on Core Permeability [36]<br />
Percent of Percent of<br />
Original Original<br />
Perme- Permeability<br />
ability<br />
Polymer Solution to Brine' to Brine*<br />
Core Type (in 50-percent brine) (forward) (reverse)<br />
2,400-md Cypress sand 0.3% Polyoxyethylene 100 100<br />
740-md Cypress sand 0.3% Polyoxyethylene 100 100<br />
230-md Berea sand 0.3% Polyoxyethylene 100 100<br />
4-md Bedford lime 0.3% Polyoxyethylene 100 100<br />
740-md Cypress sand 0.4% HEC 15 43<br />
740-md Cypress sand 0.4% HEC acid 76 92<br />
740-md Cypress sand 0.4% guar gum 1 25<br />
230-md Berea sand 0.2% guar gum 17 30<br />
4-md Bedford lime 0.1% guar gum 6 15<br />
740-md Cypress sand 0.4% guar gum 10 54<br />
+ enzyme breaker<br />
'Permeability to 5-percent brine measured after resaturating core with brine for a period ranging from 2 to<br />
24 hours following the polymer flood.<br />
Courtesy SPE.
~ ~ ~ ~ ~ ~<br />
714 Drilling and Well Completions<br />
Table 4-69<br />
Fluid Density Adjustment for Downhole Temperature Effect [26]<br />
Surfacemeasured density<br />
Loss in density per 100°F<br />
rise in average circulating<br />
temperature above surfacemeasured<br />
temperature<br />
Iblgal SP gr iblgai SP gr<br />
8.5 1.020 0.35 0.042<br />
9 1.080 0.29 0.035<br />
10 1.201 0.26 0.031<br />
11 1.321 0.23 0.028<br />
12 1.441 0.20 0.024<br />
13 1.561 0.16 0.019<br />
14 1.681 0.13 0.016<br />
15 1.801 0.12 0.014<br />
Courtesy Baroid Drilling Fluids, Inc.<br />
+60<br />
+40<br />
u"<br />
5 +20<br />
G<br />
CI:<br />
w<br />
a<br />
o<br />
2<br />
p -20<br />
-40<br />
-60<br />
8 9 10 11 12 13 14 l!<br />
DENSITY, ppg<br />
Figure 4-125. Crystallization temperature of various brines [37].<br />
Weight materials commonly used in completion fluids are given in Table 4-70.<br />
Although they add solid particles to the fluid, their use can be economical where<br />
densities exceed 11 .O lb/bbl.<br />
Oil-Base Systems. Oil-base completion and workover fluids contain oil as the<br />
continuous phase. Their application is limited by their density to formations with
Drill String: Composition and Design 715<br />
Table 4-70<br />
Density Increase with Weighting Materials<br />
Specific<br />
Practical Weight<br />
Material Gravity Increase, Ib/gal<br />
CaCO, 2.7<br />
FeCO, 3.85<br />
BaCO, 4.43<br />
FeP, 5.24<br />
3.5<br />
6.5<br />
8.0<br />
10.0<br />
pressure gradients lower than 0.433 psi/ft (freshwater gradient). Weighted oil<br />
muds cannot be used for completion operations since they form mud plugs while<br />
perforating. Most of the oil-base systems contain asphalt that can plug the<br />
formation and reverse its wetting characteristic (from water-wet to oil-wet).<br />
Moreover, oil-based fluids are expensive. Their use can be justified. However,<br />
in oil-producing formations where water base fluids would cause serious permeability<br />
damage due to clay problems, or high-condensate gas wells oil-base<br />
fluids are feasible. In these formations the produced fluids will clean up the<br />
oil filtrate.<br />
Foam Systems. The preparation, composition, and maintenance of foam<br />
completion and workover fluids is similar to that of foam drilling fluids. The<br />
advantage of foam is the combination of low density and high lifting capacity<br />
at moderate flow rates. The use of foam as a completion fluid can be justified by:<br />
1. Low hydrostatic pressure (0.3 to 0.6 psi).<br />
2. Circulation with returns where other fluids have no returns to the surface.<br />
3. Easy identification of formation fluids.<br />
4. No inorganic solids; other solids are discarded with the foam at the surface.<br />
5. In wells with sand problems, faster operation and more complete sand<br />
removal.<br />
6. The ability to clean out low pressure wells without killing them.<br />
The limitations of foam are (1) operational complexity, (2) high cost, and (3) the<br />
pressure effect on foam consistency, Le., below about 3,000 ft, foam com-presses<br />
to a near liquid form.<br />
DRILL STRING: COMPOSITION AND DESIGN<br />
The drill string is defined here as a drill pipe with tool joints and drill collars.<br />
The drill stem consists of the drill string and other components of the drilling<br />
assembly that includes the kelly, subs, stabilizers, reamers as well as shock<br />
absorbers, and junk baskets or drilling jars used in certain drilling conditions.<br />
The drill stem (1) transmits power by rotary motion from the surface to a rock<br />
bit, (2) conveys drilling fluid to the rock bit, (3) produces the weight on bit<br />
for efficient rock destruction by the bit, and (4) provides control of borehole<br />
direction.<br />
The drill pipe itself can be used for formation evaluation (Drill Stem Testing-<br />
DST), well stimulation (fracturing, acidizing), and fishing operations.
716 Drilling and Well Completions<br />
Therefore, the drill string is a fundamental part, perhaps one of the most<br />
important parts, of any drilling activity.<br />
The schematic, typical arrangement of a drill stem is shown in Figure 4-126.<br />
Drill Collar<br />
The term "drill collar" originally derives from the short sub originally used<br />
to connect the bit to the drill pipe. Modern drill collars are each about 30 ft<br />
in length, and the total length of the string of drill collars may range from about<br />
100 to 700 ft and more.<br />
ROTARY BOX<br />
CONNECTION L.H.<br />
ROTARY PIN<br />
CONNECTION L.H.<br />
ROTARY BOX<br />
SWIVEL STEM<br />
TOOL JOINT<br />
@OX MEMBER<br />
DRILL PIPE<br />
TOOL JOINT<br />
ROTARY PIN<br />
CONNECTION L.H.<br />
CONNECTION<br />
ROTARY BOX<br />
CONNECTION L.H.<br />
UPPER UPSET<br />
CONN ECTlON<br />
DRILL COLLAR<br />
NOTE:<br />
ALL CONNECTIONS<br />
BETWEEN "LOWER<br />
UPSET" <strong>OF</strong> KELLY<br />
AN0 'EIT" ARC R.H.<br />
(SOUAREORHEXAGON)<br />
(SOUARE ILLUSTRATE01<br />
ROTARY PIN<br />
CONNECTION<br />
LOWER UPSET<br />
ROTARY BOX<br />
CONNECTION<br />
ROTARY PIN<br />
CONNECTION<br />
ROTARY PIN<br />
CONNECTION<br />
I<br />
Figure 4-126. Typical drill-stem assembly [13].<br />
Requirements on swivel and swivel sub connections are included in API spec 8A.
Drill String: Composition and Design 717<br />
Basically, the purpose of drill collars is to furnish weight on bit. However,<br />
both size and length of drill collars have an effect on bit performance, hole<br />
deviation, and drill pipe service life. Drill collars may be classified according<br />
to the shape of their cross-sections as round drill collars (conventional drill<br />
collars), square drill collars, or spiral drill collars (drill collars with spiral grooves).<br />
Square drill collars are used to increase the stiffness of the drill string and<br />
are recommended for drilling in crooked hole areas. The spiral type of drill<br />
collar is used for drilling formations in which the differential pressure can cause<br />
sticking of drill collars. The spiral grooves on the drill collar side reduce the<br />
area of contact between drill collar and wall, which considerably reduces the<br />
sticking force.<br />
Conventional drill collars are made with uniform outside diameter and with<br />
slip and elevator recesses. Slip and elevator recesses are designed to reduce drill<br />
collar handling time while tripping by eliminating lift subs and safety clamps.<br />
However, the risk of drill collar failure for such a design is increased. The slip<br />
and elevator recesses may be used together or separately.<br />
Dimensions, physical properties, and unit weight of new, conventional drill<br />
collars are specified in Tables 4-71, 4-72, and 4-73, respectively. Technical data<br />
on square and spiral drill collars are available from manufacturers.<br />
Selecting Drill Collar Size<br />
Selection of the proper outside and inside diameter of drill collars is usually<br />
a difficult task. Perhaps the best way to select drill collar size is to study results<br />
obtained from offset wells previously drilled under similar conditions.<br />
The most important factors in selecting drill collar size are:<br />
1. bit size<br />
2. coupling diameter of the casing to be set in a hole<br />
3. formation’s tendency to produce sharp changes in hole deviation and<br />
direction<br />
4. hydraulic program<br />
5. possibility of washing over if the drill collar fails and is lost in the hole<br />
To avoid an abrupt change in hole deviation (which may make it difficult or<br />
even impossible to run casing) when drilling in crooked hole areas with an<br />
unstabilized bit and drill collars, the required outside diameter of the drill collar<br />
placed right above the bit can be found from the following formula [38]:<br />
Ddc = 2(casing coupling OD) - bit OD (4-49)<br />
Example<br />
The casing string for a certain well is to consist of 13 +-in. casing with coupling<br />
outside diameter of 14.375 in. Determine the required outside diameter of the<br />
drill collar in order to avoid possible problems with running casing if the<br />
borehole diameter is assumed to be 17+ in.<br />
Ddc = 2(14.375) - 17.5 = 11.15 in.<br />
Being aware of standardized drill collar sizes, an 11 or 12-in. drill collar should<br />
be selected. To avoid such large drill collar OD, a stabilizer or a proper-sized<br />
square drill collar (or a combination of the two) should be placed above the
718 Drilling and Well Completions<br />
Table 4-71<br />
Drill Collars [la] (all dimensions In inches)<br />
Drill<br />
Collar<br />
Number'<br />
0 A R 6<br />
Bore.<br />
Len&h,<br />
Outside<br />
ft, Bevel Dia, Bendiaa<br />
Dia, +P<br />
+6 in. +* Strenglli<br />
D<br />
d<br />
L D. Ratio<br />
NCOJ-31 (tentative) 3% 1% d n 3 2.57:1<br />
NC26-35(2% IF 3%<br />
h'C31-41(2?6IF1 4%<br />
NC35-47 441<br />
NC38-50(32bIF) 5<br />
NC44-GO<br />
NC44-60<br />
NC4442<br />
NC46-62(4IF)<br />
NC46-65(4IF)<br />
NC46-65 (4IF)<br />
NC46-67(4lF)<br />
6<br />
6<br />
6%<br />
1%<br />
2<br />
2<br />
2%<br />
2%<br />
21t<br />
2%<br />
6% Bf8<br />
6% 2%<br />
6% 2tl<br />
6 U 2%<br />
NC50-70(4HIF) 7<br />
2%<br />
NC50-I0 14 %IF)<br />
I<br />
2ti<br />
NC50-12(4%IF)<br />
7 'k<br />
231<br />
NC56-I7 7% 248<br />
NC56-80 8 2 ti<br />
30<br />
30<br />
30<br />
30<br />
30 or 31<br />
30 or 31<br />
30 or 31<br />
311 2.42:l<br />
31t<br />
2.43:l<br />
48f<br />
2.58:l<br />
4 L! ?.38:1<br />
2.493<br />
2.84:l<br />
2.91:l<br />
30 or 31 5 $4 2.63:l<br />
?O or 31 62% 2.16:1<br />
.I0 or 31 6dc 3.05:l<br />
30 or 31 G& 3.18:l<br />
30 or 31<br />
30 or 31<br />
30 or 31<br />
68t<br />
681<br />
6&?<br />
2.54 : I<br />
2.13:J<br />
3.12:l<br />
:IO or 31 IAI 2.70:l<br />
30 or 31 745 3.02:l<br />
G16REC nx at* :10 or 31 14: 2.93:l<br />
NCG1-DO n 21) 30 or 31 8% 3.11:1<br />
TWREG n 1 . 3 30 or 31 *ti 2.81:l<br />
NCIO-97 9% 3 30 or 31 9* 2.51:J<br />
NC70-10n 10 n :IO or 31 914<br />
2.81:l<br />
NC77-110 (tentative) 11 30 or IS loif 2.78:1<br />
The dnll coll.jr nan1bl.r (CUI. I) umsists 01 two pJr1 uted by J hyplicn Tlic lirst part is the connection number in the<br />
NC siylc. Tlic secund pri. conuating of 2 (or 3) dig diutes tlie drill d1Jr uutvdu diwnetcr 111 units and tenths ut inher<br />
The connectionr rhoxvn in parcnlhcres in CUI I are not a part of the drill collar number; they indicate inlerchdny~bihty "1<br />
drill cvllars nude with the .;l.indard tNC) connections as shoun II the co~~ncct~oi~~ shown in prrentl~rrc* in uulumil I .ire made<br />
wit11 the V-0.03HH ilir...!d Irm the connections and drill coll.irs ire idmticil with lliose in the NC style. Vrill cc;ll.ir\ wit11 M%<br />
and 9% inche\ outside diameters .I~P shu~n with 6.518 and 1-5/H REG connccliun,. since lhcre drr nu NC- cunncctionr 111 tllc<br />
recommended bending \trength ratio range.<br />
Table 4-72<br />
Physical Properties and Tests-New Drill Collars [13]<br />
-<br />
- - i ___ --<br />
-<br />
2 3 4<br />
.__<br />
Minimum Minimum Elongation, Minimum,<br />
Drill Collar Yield Tensile With. Gage Length<br />
OD Range, Strength, Strength, Four Times Diameter,<br />
inches<br />
psi<br />
percent<br />
-- PSI -<br />
3% thru 6% 110,000 140,000 13<br />
7 thru 10 100,000 135,000 13<br />
NOTE 1: Tensile properties shall be determined by tests on cylindrical specimens<br />
conforming to the rcqriirements of ASTM A-$70, 03% offset method.<br />
NOTE 2: Tensile specimens from drill collars shall be taken within S feet of the<br />
end of the drill collar in a longitudinal directwit, having the centerline of tho tensilc<br />
speeimen 1 inch from the outside surfacs or midwall, whichever is less.
Drill String: Composition and Design 719<br />
Table 4-73<br />
Drill Collar Weight (Steel) [Sl] (pounds per foot)<br />
1 2 3 4 5 6 7 8 9 1 0 1 1 1 2 1 3 1 4<br />
Dnll<br />
Collar<br />
Drill Collar ID. in.<br />
:I? ' 1 1% 1% 1% 2 2% 2k at* 3 3% 3% 3% 4<br />
2%<br />
3<br />
3%<br />
3%<br />
3%<br />
3%<br />
4<br />
41%<br />
4 'A<br />
41%<br />
43A<br />
5<br />
5%<br />
5%<br />
5%<br />
6<br />
6%<br />
6'h<br />
6%<br />
7<br />
71%<br />
7%<br />
73A<br />
8<br />
8 %<br />
81%<br />
9<br />
9%<br />
9%<br />
10<br />
11<br />
12<br />
19 18 16<br />
21 20 18<br />
22 22 20<br />
26 24 22<br />
30 29 27<br />
35 33 32<br />
40 39 37<br />
43 41 39<br />
46 44 42<br />
51 50 48<br />
54<br />
61<br />
68<br />
75<br />
82<br />
90<br />
98<br />
107<br />
116<br />
125<br />
134<br />
144<br />
154<br />
165<br />
176<br />
187<br />
210<br />
234<br />
248<br />
261<br />
317<br />
379<br />
35<br />
37<br />
40<br />
46<br />
52<br />
59<br />
65<br />
73<br />
80<br />
88<br />
96<br />
105<br />
114<br />
123<br />
132<br />
142<br />
152<br />
163<br />
174<br />
185<br />
208<br />
232<br />
245<br />
259<br />
315<br />
377<br />
32 29<br />
35 32<br />
38 35<br />
43 41<br />
50 47<br />
56<br />
63<br />
53<br />
60<br />
70 67<br />
78 75<br />
85 83<br />
94 91<br />
102 99<br />
111 108<br />
120 117<br />
130 127<br />
139 137<br />
150 147<br />
160 157<br />
171 168<br />
182 179<br />
206 203<br />
230 227<br />
243 240<br />
257 254<br />
313 310<br />
374 371<br />
44<br />
50<br />
57<br />
64<br />
72<br />
79<br />
88<br />
96<br />
105<br />
114<br />
124<br />
133<br />
144<br />
154<br />
165<br />
176<br />
200<br />
224<br />
237<br />
251<br />
307<br />
368<br />
60<br />
67<br />
75<br />
83<br />
91<br />
100<br />
110<br />
119<br />
129<br />
139<br />
150<br />
160<br />
172<br />
195<br />
220<br />
232<br />
246<br />
302<br />
364<br />
64<br />
72<br />
80<br />
89<br />
98<br />
107<br />
116<br />
126<br />
136<br />
147<br />
158<br />
169<br />
192<br />
216<br />
229<br />
243<br />
299<br />
361<br />
60<br />
68<br />
76 72<br />
85 80<br />
93 89<br />
103 98 93 84<br />
112 108 103 93<br />
122<br />
132<br />
117<br />
128<br />
113<br />
123<br />
102<br />
112<br />
143 138 133 122<br />
154 149 144 133<br />
165 160 155 150<br />
188<br />
212<br />
184<br />
209<br />
179<br />
206<br />
174<br />
198<br />
225 221 216 211<br />
239 235 230 225<br />
295 291 286 281<br />
357 352 347 342<br />
NOTE 1: Refer to API Spec 7, Table 6.1 for API standard drill collar dimensions.<br />
NOTE 2: For apecial configurations of drill collars, consult manufacturcr for reduction in weight<br />
rock bit. If there is no tendency to cause an undersized hole, the largest drill<br />
collars that can be washed over are usually selected. The current tendency, i.e.,<br />
not to run large drill collars that cannot be washed over, seems to be obsolete.<br />
Due to considerably improved technology in drill collar manufacturing, the<br />
possibility of losing the drill collar in the hole is greatly reduced perhaps the gain<br />
in penetration rate by applying higher weight on the bit can overcome the risk<br />
of drill collar failure.<br />
In general, if the optimal drilling programs require large drill collars, the<br />
operator should not hesitate to use them.<br />
Typical hole and drill collar sizes used in soft and hard formations are listed<br />
in Table 4-74.<br />
Length of Drill Collars<br />
The length of the drill collar string should be as short as possible, but<br />
adequate to create the desired weight on bit. Ordinary drill pipe must never be<br />
used for exerting bit weight.
720 Drilling and Well Completions<br />
Table 4-74<br />
Popular Hole and Drill Collar Sizes [39]<br />
Soft formation<br />
3%" OD x 1%" ID with 2%' PAC or<br />
2%" Reg.<br />
4%'<br />
OD x 2' ID with 2%" IF<br />
4%" OD x 2%" ID with 3%' IF<br />
6" OD x 29&? ID with 4' IF or 4" H-90<br />
6%" OD x 2'%6" ID with 4" IF<br />
6%; OD x Z1*9&." ID with 4" IF or<br />
4% IF<br />
7" OD x 21!# ID with 4%" IF or 5"<br />
H-90<br />
8" OD x 21Jis' ID with 6%" Reg.<br />
7' OD x 2YA" ID with 4%" IF or 5"<br />
H-90<br />
8" OD x 21s%$ju ID with 6%" Reg.<br />
8" OD x 2u4" ID with 6%" H-DO or<br />
6%" Reg.<br />
8" OD x 294'<br />
6%" Reg.<br />
Drill collar ires md connections<br />
ID with 6%" H-90 or<br />
Bard formations<br />
3%" OD x 1%" ID with 2%" PAC<br />
or 2%" Reg.<br />
4?i" OD x 2' ID with 334' XH or<br />
2%" IF<br />
5"-5%" OD x 2" ID with 3%" IF<br />
6%" or 6%" OD x 2" or 2%" ID with<br />
4%" H-90,4" IF O t 4" H-90<br />
6%" or 7' OD x 2%' ID with 5"<br />
H-90 or 434" IF<br />
-~<br />
7' OD x 2%" ID with 4%" IF or 5"<br />
H-90<br />
8> OD x 2u?" ID with 6%" H-90 or<br />
6%" Reg.<br />
8" OD x 29A6" ID with 6%" H-90 or<br />
6%" Reg.<br />
9" OD x 294" ID with 7%" Reg.<br />
8" OD x 296" ID with 6%" H-90 or<br />
6%" Reg.<br />
9" OD x 21%" ID with 7%: Reg.<br />
10" OD x 2*?Q or 3' ID with 7%"<br />
H-90 or 7%" Reg.<br />
8" OD x ZB46" ID with 6%" 3-90 or<br />
6%" Reg.<br />
9" OD x 2u?" ID with 794" Reg.<br />
lo" OD x 21" or 3" ID with 7%'<br />
H-90 or 7%" Reg.<br />
11" OD x 3" ID with 8%" Reg.<br />
Drill collar programs are the name as for the next reduced hole size.<br />
Abbreviations: Reg. API Regular H-90 - Hughes H-90<br />
IF API Internal Flush<br />
XH - Hughes Xtra Hole<br />
PAC - Phii A. Carnell<br />
Flange of hole sizes commonly used in defpening, workovers and drilling below small hem.<br />
Most planned drlhg will fall witbin this range of hole sizes.<br />
'.Range of hole sizes U gaining popularity because of large number of deep wells being<br />
drilled and because of large production strings needed for high volume wells.<br />
-<br />
In highly deviated holes, an excessive torque is encountered with conventional<br />
drill collars; therefore, a heavy wall drill pipe can be used to supply part of<br />
the required weight.<br />
The required length of drill collars can be obtained from<br />
(4-50)
where DF =<br />
W=<br />
Wd‘ =<br />
%=<br />
K, =<br />
r, =<br />
r,, =<br />
Drill String: Composition and Design 721<br />
design factor (DF = 1.1-1.2)<br />
weight on bit in lb<br />
unit weight of drill collar in air in lb/ft<br />
buoyancy factor<br />
1 - Ym/Ysc<br />
drilling fluid density, e.g., in lb/gal<br />
drill collar density, e.g., in Ib/gal (for steel, y, = 65.5 lb/gal)<br />
a= hole inclination from vertical in degrees (”)<br />
Design factor (DF) is needed to place the neutral point below the top of the<br />
drill collar string. Some excess of drill collar weight is required to take care of<br />
inaccurate handling of the brake by the driller. For an “ideal driller,” the design<br />
factor should be equal to 1. The excess of drill collars also helps to prevent<br />
transverse movement of drill pipe due to the effect of centrifugal force. While<br />
the drill string rotates, a centrifugal force is generated that may produce a lateral<br />
movement of drill pipe and, in turn, bending stress and excessive torque. The<br />
centrifugal force also contributes to vibration of the drill pie. Hence, some<br />
excess of drill collars is suggested. The magnitude of the design factor can be<br />
determined by field experiments in any particular set of drilling conditions.<br />
The pressure area method (PAM), occasionally used for evaluation of drill<br />
collar string length, is wrong because it does not consider the triaxial state of<br />
stresses that actually occurs. It must be remembered that hydrostatic forces<br />
cannot cause any buckling of the drill string as long as the density of the string<br />
is greater than the density of the drilling fluid.<br />
Example<br />
Determine the required length of 7 by 2t-in. drill collars if desired weight<br />
on bit is W = 40,000 lb, drilling fluid density y, = 100 lb/gal, and hole deviation<br />
from vertical a = 20”. From offset wells, it is known that a design factor DF of<br />
1.1 is satisfactory.<br />
Solution<br />
From Table 4-75 the unit weight of drill collar WdC = 117 lb/ft. The buoyant<br />
factor is<br />
10<br />
K, = 1 - - = 0.847<br />
65.5<br />
Applying Equation 4-50 gives<br />
(1‘1)(40,000) = 376ft<br />
L,, =<br />
(147)(0.847)(cos20)<br />
The closed length, based on 30-ft collars, is 390 ft or 13 joints of drill collars.<br />
Actually, drill collar sizes and lengths should be considered simultaneously.<br />
The optimal selection should result in the maximum penetration rate. Such an<br />
approach, however complex, is particularly important when drilling formations<br />
sensitive to the effect of differential pressure and also in cases where the amount<br />
of hydraulic energy delivered at the rock bit is a controlling factor of drilling<br />
efficiency.
722 Drilling and Well Completions<br />
Drill Collar Connections<br />
It is current practice to select the rotary shoulder connection that provides<br />
the balanced bending fatigue resistance for the pin and the box. The pin and<br />
the box are equally strong in bending if the cross-section module of the box in<br />
its critical zone is 2.5 times greater than the cross-section module of the pin at<br />
its critical zone. These critical zones are shown in Figure 4-127. Section modulus<br />
ratios from 2.25 to 2.75 are considered to be very good and satisfactory<br />
performance has been experienced with ratios from 2.0 to 3.2 [39].<br />
The above statements are valid if the connection is made up with the<br />
recommended makeup torque. For practical purposes, a set of charts is available<br />
from DRILCO, Division of Smith International, Inc. Some of these charts are<br />
presented in Figures 4-128 to 4-132. The method to use the connection selection<br />
charts is as follows [38]:<br />
The best group of connections is defined as those that appear in the shaded<br />
sections of the charts. Also, the nearer the connection lies to the reference line,<br />
the more desirable is its selection.<br />
The second best group of connections is defined as those that lie in the<br />
unshaded section of the charts on the left. The nearer the connection lies to<br />
the reference line, the more desirable is its selection.<br />
The third best group of connections is defined as those that lie in the<br />
unshaded section of the charts on the right. The nearer the connection lies to<br />
the reference line, the more desirable is its selection.<br />
(text continued on page 731)<br />
The section modulus,
Drill String: Composition and Design 723<br />
2” ID<br />
Reference Line<br />
Figure 4-128. Practical chart for drill collar selection-2-in.<br />
Division of Smith International, lnc.)<br />
ID. (From Drilco,
724 Drilling and Well Completions<br />
2%" ID<br />
I<br />
Reference Line<br />
Figure 4-129. Practical chart for drill collar selection-2 +-in. ID. (from<br />
Drilco, Division of Smith International, Inc.)
Drill String: Composition and Design 725<br />
N.C. 70<br />
7% REG.'<br />
6% F.H.<br />
5% 1.F.<br />
7 H-90*<br />
N.C. 61<br />
6% H-90<br />
6% REG.<br />
5% F.H.<br />
N.C. 56<br />
REG.<br />
I N.C.50<br />
Reference Line<br />
Figure 4-130a. Practical chart for drill collar selection-2 +-in. ID. (From<br />
Drilco, Division of Smith International, Inc.)
726 Drilling and Well Completions<br />
21h" ID<br />
Reference Line<br />
Figure 4-130b. Practical chart for drill collar selection-2<br />
Drilco, Division of Smith International, Inc.)<br />
+-in. ID. (From
Drill String: Composition and Design 727<br />
Reference Line<br />
Figure 4-131a. Practical chart for drill collar selection-2<br />
Drilco, Division of Smith International, Inc.)<br />
+$-in. ID. (From
728 Drilling and Well Completions<br />
2% I' ID<br />
N.C. 61<br />
8<br />
7Y4<br />
7%<br />
7'/4<br />
6% H-90<br />
6% REG.<br />
5Y2 F.H.<br />
N.C. 56<br />
7<br />
6Y4<br />
5% REG.<br />
N.C. 50<br />
6Y2<br />
6V4<br />
Y<br />
N.C. 46<br />
N.C. 44<br />
Reference Line<br />
Figure 4-131 b. Practical chart for drill collar selection-2 %-in. ID. (From<br />
Drilco, Division of Smith International, Inc.)
Drill String: Composition and Design 729<br />
3” ID<br />
Reference Line<br />
Figure 4-132a. Practical chart for drill collar selection-3-in.<br />
Division of Smith International, Inc.)<br />
ID. (From Drilco,
730 Drilling and Well Completions<br />
3” ID<br />
I N.C*44<br />
Reference Line<br />
Figure 4-132b. Practical chart for drill collar selection-3-in.<br />
Division of Smith International, lnc.)<br />
ID. (from Drilco,
Drill String: Composition and Design 731<br />
(text continued from page 722)<br />
Example<br />
Suppose you want to select the best connections for 9 4 x 2 2-in. ID drill collars.<br />
For average conditions, you should select in this order of preference (see<br />
Figure 4-131):<br />
1. Best = N.C. 70 (shaded area and nearest reference line.)<br />
2. Second best = 7Q in. REG. (low torque). (Light area to left and nearest to<br />
reference line.)<br />
3. Third best = 79 in. H-90. (Light area to right and nearest to reference line.)<br />
But in extremely abrasive and/or corrosive conditions, you might want to select<br />
in this order of preference:<br />
1. Best = 79 in. REG. (Low torque) = strongest box.*<br />
2. Second best = N.C. 70 = second strongest box.<br />
3. Third best = 79 in. H-90 = weakest box.<br />
Recommended Makeup Torque for Drill Collars<br />
The rotary shoulder connections must be made up with such torque that the<br />
shoulders will not separate under downhole conditions. This is of critical<br />
importance because the shoulder is the only area of seal in a rorary shoulder<br />
connection. Threads are designed to provide a clearance between crest and root<br />
that acts as a channel for lubricant and also accommodates the small solid particles.<br />
To keep the shoulders together, the shoulder load must be high enough to<br />
create a compressive stress at the shoulder face capable of offsetting the bending<br />
that occurs due to drill collar buckling. This backup load is generated by a<br />
makeup torque. Field observations indicate that an average stress of 62,500 psi<br />
in pin or box, whichever is weaker (cross-sectional area), should be created by<br />
the makeup torque to prevent shoulder separation in most drilling conditions.<br />
It should be pointed out that the makeup torque creates the tensile stress in<br />
the pin and, consequently, the number of cycles for fatigue failure of the pin<br />
is decreased. Therefore, too high a makeup torque has a detrimental effect on<br />
the drill collar service life.<br />
The recommended makeup torque for drill collars is given in Tables 4-75<br />
and 4-76.<br />
Drill Collars Buckling<br />
In a vertical straight hole with no weight on the bit, a string of drill collars<br />
remains straight. As the weight for which the straight form of the string is not<br />
stable is reached, the drill string buckles and contacts the wall. If weight on<br />
the bit is further increased, the string buckles a second time and contacts the<br />
borehole wall at two points. With still further increased weight on the bit, the<br />
third and higher order of buckling occurs. The problem of drill collars buckling<br />
(text continued on page 7?4)<br />
*The connection furthest to the left on the chart has the strongest box. This connection should he<br />
considered as possible first choice for very abrasive formations or corrosive conditions.
732 Drilling and Well Completions<br />
Table 4-75<br />
Recommended Makeup Torque [38]<br />
RECOMMENDED MAKEUP TORQUE (ft-lb) 1% Note 21<br />
1%<br />
ZSOM<br />
3-<br />
2Wt<br />
3lWt<br />
ZSlOt<br />
2MO<br />
401<br />
Swot 3*0f am<br />
SI 49001 4200 106<br />
Jv. 5200- -4200 29W<br />
41001 1300t<br />
APlllC 35<br />
4%<br />
-<br />
10000<br />
5v.<br />
5%<br />
4li<br />
5%<br />
VI N.C. 44<br />
NOTE:<br />
1 The calculations tor recommended makeup toque assume the use 01 a lhread compound containng<br />
40% 10 60% by weight of finely powdered metaIIIc zm, or 60% by welghlol !neb powdered melallffi<br />
lead, applied thomughly to all threads and shoulders, the use 01 the modified jackscrew formula as<br />
shown in the IADC Drilling Manual and the API Spec RP 7G (latest addtlnn). and a unit stress of<br />
62,500 psi in the box or pn. whichever IS weaker<br />
2 Normal toque range - tabulated mlnunum value to 10% greater Largest diameter shown for e8Ch<br />
conneclion is the maxmum recommended for that connection I1 the conneclnns are used on dnll<br />
collars larger than the maximum shown. imrease tha toque values shown by 10% lor a mnimurn value
Drill String: Composition and Design 733<br />
Table 4-76<br />
Recommended Makeup Torque [38]<br />
RECOMMENDED MAKEUP TORQUE (fl-lb) 1% Note 21<br />
+.-" 32500<br />
1% 40500<br />
7% 49MO<br />
1% 51000<br />
7% 40000<br />
7% 46500<br />
7s 51000<br />
I >rm<br />
7,h 46000<br />
7% 55000<br />
I 51000<br />
In SIOO!<br />
ly, 46wv<br />
1% 55MO<br />
I 59500<br />
- I ..- Y.- 5920<br />
I 54wo<br />
8% MUUP<br />
I% nom<br />
a+ izow<br />
9 7zmg.<br />
I 56000<br />
8% 66000<br />
I'h 74000<br />
I+ 14ow<br />
9 14000<br />
9% 14000<br />
In<br />
I+<br />
9%<br />
9<br />
9*<br />
Oy,<br />
10 9%<br />
10%<br />
10<br />
10%<br />
1O'h<br />
10%<br />
11<br />
_______<br />
405wt 325mt<br />
41000<br />
11ooo<br />
4OMOt<br />
48000<br />
moo<br />
(MOO<br />
46WOt<br />
53wo<br />
53000<br />
)Jaw<br />
46WOt<br />
SMOOt<br />
56000<br />
_ 56000 ~ _<br />
YOOOt<br />
WOOOt<br />
6Mm<br />
38000- 68000<br />
YOOOt<br />
(6000t<br />
10000<br />
7moo<br />
10000<br />
10000<br />
67000t<br />
780001<br />
83000<br />
13000<br />
umo<br />
15000t<br />
8MOOt<br />
101000t<br />
l070W<br />
107000<br />
!0700!-<br />
-<br />
m<br />
__<br />
3%<br />
3m0t<br />
M30t 41500<br />
)1y1d<br />
4OOOOt<br />
42000<br />
42000<br />
42000-<br />
46000t<br />
41w0<br />
41000<br />
(Iwo<br />
moot<br />
49500<br />
49500<br />
49500<br />
54000t<br />
61000<br />
61000<br />
61000<br />
llmD<br />
63000 %mot<br />
63000<br />
63000<br />
63000<br />
-. 63000<br />
67w0t<br />
1ww<br />
1w00<br />
16000<br />
*<br />
750mt<br />
awwt<br />
lorn00<br />
100000 IOWOO<br />
10~000<br />
IO7WOt inmot<br />
nmmt<br />
13810<br />
Lmg-<br />
In addltmn (0 the ncmased mnmum toque value. It IS also recommended that a fishing neck ba<br />
machined to the maximum diameter shown<br />
3 The H-90 connectan makeup torque IS based on 56,250 psi stress and other faclors aa staled in note 1<br />
4 The 2%'' PAC makeup torque is based on 87,500 psi stmss and other lactors as stated n note 1<br />
'5 The i awt diameter shown is tha maximum recommended tor those lull-face Wflneclons If larger<br />
diameters are used, machine wnnectans with low toque laces and use the toque values shown under<br />
the bw torque face lable If low toque faces am not used, see note 2 for mcreased torque values<br />
t6 Toque flgures sumeeded by a (t) indlcate that the weaker member m torston for the corresponding<br />
outside diameter and bore is the BOX For all other torque values, the weaker member m torson is the<br />
PIN
734 Drilling and Well Completions<br />
(texf continued from page 731)<br />
in vertical holes has been studied by A. Lubinski [171] and the weight on the<br />
bit that results in first and second order buckling can be calculated as<br />
wcr, = 1.94(~1p~)‘~ (4-51)<br />
Wcrll = 3.75( EIp2)‘/’ (4-52)<br />
where E = module of elasticity for drill collars in Ib/ft2 (for steel, E = 4320 x<br />
lo6 lb/ft2)<br />
p = unit weight of drill collar in drilling fluid in lb/ft<br />
I = moment of inertia of the drill collar cross-section with respect to its<br />
diameter, in ft<br />
I = (~/64)(D:~- d4,J<br />
Ddc = outside diameter of drill collars in ft<br />
ddc = inside diameter of drill collars in ft<br />
Example<br />
Find the magnitude of the weight on bit and corresponding length of drill<br />
collars that result in second order of buckling. Drill collars: 6Q in. x 2+ ft, mud<br />
density = 12 lb/gal.<br />
Solution<br />
Moment of inertia:<br />
Unit weight of drill collar in drilling fluid:<br />
p = 108 1 -- = 88.181b/ft<br />
( 6i24)<br />
For weight on the bit that results in the second order of buckling, use<br />
Equation 4-61:<br />
Wcr,l, = 3.75(4320 X lo6 x 4.853 x<br />
x 88.182)’/3 = 20,468 lb<br />
Corresponding length of drill collars:<br />
L, =-- 20’ 468 - 232ft<br />
88.18<br />
If the total length of drill collar string would be, for example, 330 ft, then<br />
the number “232 ft” would indicate the distance from the bit to the neutral point.
Drill String: Composition and Design 735<br />
A. Lubinski also found [171] that to drill a vertical hole in homogeneous formations,<br />
it is best to carry less weight on the bit than the critical value of the first<br />
order at which the drill string buckles. However, if such weight is not sufficient,<br />
it is advisable to avoid the weight that falls between the first and second buckling<br />
order and to carry a weight close to the critical value of the third order.<br />
For practical purposes, in many instances, the above statement holds trues if<br />
formations being drilled are horizontal. When drilling in dipping formations, a<br />
proper drill collar stabilization is required for vertical or nearly vertical hole<br />
drilling. In an inclined hole, a critical value of weight on the bit that produces<br />
buckling may be calculated from the formula given by R. Dawson and<br />
P. R. Paslay [40]:<br />
-I<br />
EIpsina "<br />
wm, = 2( (4-53)<br />
where a = hole inclination measured from vertical in degrees (")<br />
r = radial clearance between drill collar and borehole wall in ft<br />
E,I,p = as for Equations 4-51 and 4-52<br />
Few straightforward computations can reveal that, in regular drilling conditions,<br />
the critical weight is very high. The reason why drill collars in an inclined<br />
hole are very resistant to buckling is that the hole is supporting the drill collar<br />
along its contact with the borehole wall.<br />
This explains why heavy-weight drill pipe is successfully used for creating<br />
weight on the bit in highly deviated holes. However, in drilling a vertical or<br />
nearly vertical hole, a drill pipe must never be run in effective compression or,<br />
in other words, the neutral point must always reside in the drill collar string.<br />
Rig Maintenance of Drill Collars [38]<br />
It is recommended practice to break a different joint on each trip, giving the<br />
crew an opportunity to look at each pin and box every third trip. Inspect the<br />
shoulders for signs of loose connections, galls, and possible washouts.<br />
Thread protectors should be used on pin and box when picking up or laying<br />
down the drill collars.<br />
Periodically, based on drilling conditions and experience, a magnetic particle<br />
inspection should be performed using a wet fluorescent and black light method.<br />
Before storing, the drill collars should be cleaned. If necessary, reface the<br />
shoulders with a shoulder refacing tool, and remove the fins on the shoulders<br />
by beveling. A good rust preventative or drill collar compound should be applied<br />
to the connections liberally, and thread protectors should be installed.<br />
Drill Pipe<br />
The major portion of drill string is composed of drill pipe. The drill pipe is<br />
manufactured by the seamless process. According to API Specification 5A<br />
(Thirty-fifth Edition, March 1981), seamless pipe is defined as a wrought steel<br />
tabular product made without a welded seam. It is manufactured by hot working<br />
steel or, if necessary, by subsequently cold finishing the hot worked tabular<br />
product to produce the desired shape, dimensions and properties.
~~ ~ ~ ~ ~<br />
736 Drilling and Well Completions<br />
Drill pipe is classified according to:<br />
type of ends upset<br />
sizes (outside diameter)<br />
wall thickness (nominal weight)<br />
steel grade<br />
length range.<br />
Standardized pipe upsets are:<br />
Classification of Drill Pipe<br />
internal upset (IU)<br />
external upset (EU)<br />
internal and external upset (IEU).<br />
Geometrical data of upset drill pipe for weld-on tool joints are specified in<br />
Table 4-77 (steel grades D and E) and Table 4-78 (steel grades X, G and S).<br />
API standardized new drill pipe sizes and unit weights are given in Table 4-79.<br />
Drill pipe is manufactured in the following random length ranges:<br />
Range 1-18 to 22 ft<br />
Range 2-27 to 30 ft<br />
Range 3-38 to 45 ft<br />
The drill pipe most commonly used is Range 2 pipe.<br />
To meet specific downhole requirements, seamless drill pipe is available in<br />
five steel grades, namely D, E, X, G and S*. (Grades X, G and S are considered<br />
to be high-strength pipe grades.) The mechanical properties of these steel grades<br />
are as follows:<br />
API Steel Grade<br />
Property D E X(95) 105(G) 135(S)<br />
Minimum yield strength, psi 55,000 75,000 95,000 105,000 135,000<br />
Maximum yield strength, psi 85,000 105,000 125,000 135,000 165,000<br />
Minimum tensile strenqth, psi 95,000 100,000 105,000 115,000 145,000<br />
For practical engineering calculations, the minimum yield strength is usually<br />
used; however, for some calculations, the average yield strength is used.<br />
Minimum Performance Properties of Drill Pipe<br />
The torsion, tension, collapse and internal pressure resistance for new,<br />
premium class 2 and class 3 drill pipe are specified in Tables 4-80, 4-81, 4-82<br />
and 4-83, respectively.<br />
Calculations for the minimum performance properties of drill pipe are based<br />
on formulas given in Appendix A of API RP 7G. It must be remembered that<br />
numbers in Tables 4-80-4-83 have been obtained for the uniaxial state of stress,<br />
e.g., torsion only or tension only, etc. The tensile stress resistance is decreased<br />
when the drill string is subjected to both axial tension and torque; a collapse<br />
*The above data are obtained from the IADC Drilling Manual, Section B, p. 1, revised January 1975.
Drill String: Composition and Design 737<br />
Table 4-77<br />
Upset Drill Pipe for Weld-on Tool Joints (Grades D and E) [30]<br />
-<br />
1 2 3 4 6 6 7 8 9 1 0 1 1 12 13<br />
Calculated Weight<br />
'Up.et Dimcnslons. in.<br />
PiW<br />
owab:<br />
.Id. Inside Lengtbol Len& Lenzth hngtbof Length<br />
Out- Nml- W.11 hdde Diem- Disrnetsr lnternll 01 a1 E=tem.l End of Plw<br />
.Id. n.l ?%lek- Dhm- Phln etlr.l at End 01 but Intcmnl External TLPCI. to Tawr<br />
Dlr. WL:~ mea, .t.r. U T -k., 25; 212 Tawr. Umet.<br />
in. lblft In. in. mln. min. '22,<br />
D t d wP. em D, do. ti. mtr L, ma L, + m,<br />
2%<br />
3%<br />
3%<br />
3%<br />
*4<br />
4<br />
*4%<br />
4%<br />
'5<br />
2%<br />
2%<br />
3 'h<br />
3%<br />
3%<br />
'4<br />
4<br />
*4 %<br />
4%<br />
4%<br />
4%<br />
5<br />
5<br />
5%<br />
5%<br />
10.40<br />
9.50<br />
13.30<br />
15.50<br />
11.85<br />
14.00<br />
13.75<br />
16.60<br />
16.25<br />
6.65<br />
10.40<br />
9.50<br />
13.30<br />
15.60<br />
11.85<br />
14.00<br />
13.75<br />
16.60<br />
20.00<br />
20.00<br />
19.50<br />
25.60<br />
21.90<br />
24.70<br />
0.362<br />
0.254<br />
0.368<br />
0.449<br />
0.262<br />
0.330<br />
0.271<br />
0.337<br />
0.296<br />
0.280<br />
0.362<br />
0.254<br />
0.368<br />
0.449<br />
0.262<br />
0.330<br />
0.271<br />
0.337<br />
0.430<br />
0.430<br />
0.362<br />
0.500<br />
0.361<br />
0.415<br />
2.151<br />
2.992<br />
2.764<br />
2.602<br />
3.476<br />
3.340<br />
3.958<br />
8.826<br />
4.408<br />
1.815<br />
2.151<br />
2.992<br />
2.764<br />
2.602<br />
3.476<br />
3.340<br />
3.958<br />
3.826<br />
3.640<br />
INTERNAGUPSET DRILL PIPE<br />
3.20 2.875 1%<br />
4.40 3.500 1%<br />
4.40 3.500 1%<br />
3.40 3.500 1%<br />
4.20 4.000 1%<br />
4.60 4.000 1%<br />
5.20 4.500<br />
1%<br />
5.80 4.500 1%<br />
6.60 5.000<br />
1%<br />
EXTERNAL-UPSET DRILL PIPE<br />
1.80 2.656 1.815 ...<br />
2.40 3.219 2.151 ...<br />
2.60 3.824 2.992 ...<br />
4.00 3.824 2.602 2%<br />
2.80 3.824 2.602 ...<br />
5.00 4.500 3.476 ...<br />
5.00 4.500 3.340 ...<br />
5.60 5.000 3.958 ...<br />
5.60 5.000 3.826 ...<br />
5.60 5.000 3.640<br />
...<br />
1%<br />
...<br />
1%<br />
1%<br />
...<br />
2<br />
...<br />
2<br />
...<br />
...<br />
...<br />
...<br />
2<br />
...<br />
...<br />
...<br />
...<br />
...<br />
...<br />
INTERNAL-EXTERNAL-UPSET DRILL PIPE<br />
3.640 18.69 8.60 4.781 3 2% 2<br />
4.276 17.93 8.60 5.188 31x0 2% 2<br />
4.000 24.03 7.80 5.188 3Ma 2% 2<br />
4.778 19.81 10.60 5.563 4 2% 2<br />
4.670 22.54 9.00 5.563 4 2% 2<br />
...<br />
...<br />
...<br />
...<br />
...<br />
...<br />
...<br />
1%<br />
1%<br />
1%<br />
1%<br />
1%<br />
1%<br />
1 'h<br />
1%<br />
1%<br />
1%<br />
1%<br />
1%<br />
1%<br />
1%<br />
1%<br />
...<br />
...<br />
...<br />
...<br />
...<br />
...<br />
...<br />
...<br />
...<br />
1%<br />
1%<br />
1%<br />
1%<br />
1%<br />
1%<br />
1%<br />
1%<br />
1%<br />
1%<br />
...<br />
...<br />
...<br />
...<br />
...<br />
...<br />
...<br />
...<br />
...<br />
...<br />
...<br />
...<br />
...<br />
...<br />
...<br />
...<br />
...<br />
1%<br />
1%<br />
1 'h<br />
1%<br />
1%<br />
....<br />
....<br />
....<br />
....<br />
....<br />
....<br />
....<br />
....<br />
4<br />
4<br />
4<br />
4<br />
4<br />
4<br />
4<br />
4<br />
4<br />
4<br />
....<br />
....<br />
....<br />
....<br />
....<br />
INTERNAL UPSET EXTERNAL UPSET INTERNPL-EXTERNAL UPSET<br />
pressure resistance is also decreased when the drill pipe is simultaneously<br />
affected by collapse and tensile loads.<br />
Load Capacity of Drill Pipe<br />
In normal drilling operations, as well as in such operations as DST or<br />
washover, drill pipe is subjected to combined effects of stresses.<br />
To evaluate the load capacity of drill pipe (e.g., allowable tensile load while<br />
simultaneously a torque is applied), the maximum distortion energy theory is
738 Drilling and Well Completions<br />
Table 4-78<br />
Upset Drill Pipe for Weld-on<br />
-<br />
Tool Joints (Grades X, G and S) [30]<br />
1 2 3 4 5 6 1 8 9 1 0 11<br />
Cdeulatd Weight Wpu( Dim-bm. In.<br />
' out-<br />
SI": PiW side Inrlde Lrutbof h E","!fm Lm*'<br />
Out- Nomi- Wdl lndde<br />
si& n.1 Thlek- D1.m- Pidn<br />
Di. .<br />
D h - Dismetm Internal<br />
.Lerea .tEndpf Umd Extend kdml<br />
s nr WL:' Ib/lt ?? t I% U%t' d w.. e. D.. PIW. $2 212 urn%? L,. L.. E":?<br />
L..+m..<br />
2%<br />
3%<br />
4<br />
4%<br />
5<br />
2%<br />
2%<br />
3%<br />
3%<br />
4<br />
4%<br />
4%<br />
5<br />
5<br />
3%<br />
4%<br />
5<br />
6<br />
5%<br />
5%<br />
10.40<br />
13.30<br />
14.00<br />
16.60<br />
16.26<br />
6.65<br />
10.40<br />
13.30<br />
15.50<br />
14.00<br />
16.60<br />
20.00<br />
19.50<br />
25.60<br />
16.50<br />
20.00<br />
19.50<br />
25.60<br />
21.90<br />
24.10<br />
INTERNALUPSET DRILL PIPE<br />
0.362 2.151 9.12 5.40 2.875 1% 3% .. ...<br />
0.368 2.164 12.31 1.40 3.500 1% 3% .. ...<br />
0.330 3.340 12.93 8.80 4.000 2% 3% ...<br />
0.331 3.826 14.98 13.60 4.500 2% 3% ...<br />
0.296 4.408 14.81 13.60 6.000 3% 3% ... ...<br />
EXTERNAL-UPSET DRILL PIPE<br />
0.280 1.815 6.26 4.60 2.656 1% 4% 3 5%<br />
0.362 2.151 9.72 6.20 3.250 1% 4% 3 5%<br />
0.368 2.764 12.31 10.20 4.000 2'% 4% 3 5%<br />
0.449 2.602 14.63 8.20 4.000 2% 4% 3 5%<br />
0.330 3.340 12.93 14.40 4.626 3%~ 4% 3 6%<br />
0.331 3.826 14.98 11.20 5.188 3% 4% 3 5%<br />
0.430 3.640 18.69 16.00 5.188 3x0 4% 3 5%<br />
0.362<br />
0.500<br />
4.276<br />
4.000<br />
11.93<br />
24.03<br />
21.60<br />
21.20<br />
5.750<br />
5.815<br />
s1%o 4%<br />
31%~ 4%<br />
3<br />
3<br />
5%<br />
6%<br />
INTERNAL-EXTERNAL-UPSET DRILL PIPE<br />
0.449 2.602 14.63 11.00 3.131 1% 4% 3 5%<br />
0.430 3.640 18.69 17.60 4.181 2% 4% 3 5%<br />
0.362 4.276 11.93 16.80 5.188 3% 4% 3 5%<br />
0.500 4.000 24.03 15.40 5.188 3% 4% 3 5%<br />
0.361 4.118 19.81 21.00 5.563 31% 4% 3 5%<br />
0.415 4.670 22.54 18.40 5.563 313'10 4% 3 5%<br />
INomlnd wcishts (GI. 2). are shown lor the DYCWO.~ of Identification il) ordering.<br />
'The ends of intcmd-upset drill nll~c .hail not be *mailer in outaide diameter than the vdua shorn in Col. 7, indudin# the mlmu<br />
tolcr.ncc. They may be fumishcd with sliRht external upset. within the tolcr~nof ~mificd.<br />
rM.ximum taper on inside dlmmrtcr of Intcmai up.& and inkrnd-cxternd urn I# 'k in. PI ft on dl-r.<br />
.Weisht gain or ias due to end Rnhhina.<br />
The *Imified upset dimensions do not necn?arll~ 8Ire-z with the bore and OD dlmeniiom of RnLb.d reld-on mssemblh. Uwt<br />
dimmaions wire chosen to accommodate the VarIOus bm of tool ~1nU and to mdntain a sntllf.ctory CIM seetion in the weld -ne<br />
sfm nnal machinins of the Wmbly.<br />
INTERNAL UPSET EXTERNIL UPSET INTERNAL- EXTERNAL UPSET<br />
Nom: Permissible internal taper wtlhin lenplh L." shall not exceed 'A In. per 11 (21 mm per rn) on dmmeler.<br />
usually applied. This theory is in good agreement with experiments on ductile<br />
materials such as steel. According to this theory, the equivalent stress may be<br />
calculated from the following formula [42A]:<br />
20: = (Oz - 0,)' + (Ot - 0,)' + (0, - 0,)' + 6 ~ ' (4-54)<br />
where be = equivalent stress in psi<br />
oZ = axial stress in psi (0, > 0 for tension, oZ < 0 for compression)
Drill String: Composition and Design 739<br />
Table 4-79<br />
New Drill Pipe-Dimensional Data [51l<br />
~~<br />
1 2 3 4 5 8 7<br />
5.*ion<br />
Nominal Area Pokr<br />
Size Weight Plain<br />
Sectional<br />
OD ThmdS6 End wall ID<br />
Pipe' Modulus*<br />
in. Couplings Weight' Thickners in. sq. in. cu. in<br />
D Iblfl Iblfl In. d A z<br />
22 4.85 4.43 .190 1.885 1.3042 1.321<br />
6.a 6.26 380 1.815 1.6429 1.733<br />
2% 8.05 6.16 217 2.441 1.8120 2.241<br />
10.40 9.72 .362 2.151 2.8579 3.204<br />
3% B.50 6.61 ,254 2.892 2.5802 3.921<br />
13.W 12.31 366 2.764 3.(1209 6.144<br />
15.50 14.63 .449 2.802 4.m7 5.847<br />
4 11.05 10.48 .262 9.478 3.0767 6.400<br />
14.00 1299 s30 8.340 3.8048 8.456<br />
15.70 14.69 .360 3240 4.3216 7.157<br />
4s 13.75 12.24 ,271 3.w 3.8004 7.184<br />
16.80 14.96 337 9.628 4.4074 as43<br />
20.00 18.69 .oo 3.m 5.4961 10232<br />
22.82 21.36 ,500 3.540 6.2632 11.345<br />
5 18.25 14.87 .2a6 4.400 4.3743 9.718<br />
19.50 17.93 ,362 4.278 5.2746 11.415<br />
25.60 24.03 .m 4JYm 7.0666 14.491<br />
5H 19.20<br />
21.90<br />
16.87<br />
19.81<br />
,301<br />
361<br />
4.m<br />
4.776<br />
4.9624<br />
5.6282<br />
12.221<br />
14.062<br />
24.70 22.54 A15 4.670 6.6296 15.668<br />
696 25.20 22.19 .330 5.985 6.5262 19.572<br />
'Ibm * 3SW6 x A (col. 6)<br />
'A = 0.7654 (D, - d*)<br />
'2 = 0.19635 (!y)<br />
G~ = tangential stress in psi (9 0 for burst pressure, oz < 0 for collapse<br />
pressure)<br />
or = radial stress (usually neglected for the drill pipe strength analysis)<br />
z = shear stress in psi<br />
The yielding of pipe does not occur provided that the equivalent stress is less<br />
than the yield strength of the drill pipe. For practical calculations, the equivalent<br />
stress is taken to be equal to the minimum yield strength of the pipe as specified<br />
by API. It must be remembered that the stresses being consadered in Equation 4-54 are<br />
the effective stresses that exist beyond any isotropic stresses caused by hydrostatic pressure<br />
of the drilling fluid.<br />
(text continued on page 744)
Jirc<br />
OD<br />
in.<br />
2 3/8<br />
2 76<br />
3 I12<br />
4<br />
4 112<br />
5<br />
5 112<br />
6 5/s<br />
Table 4-80<br />
New Drill Pipe-Torsional, Tensile, Collapse and Internal Pressure Data [30]<br />
e<br />
Collajm Rgsurc B.red On<br />
lnlerml Rcarure AI<br />
5'<br />
Minimum Vdua, psi. Minimum Yidd ScwtWh. pd.<br />
09<br />
TmbMl Dah'<br />
Tensile Dah Based on Minimum Valva<br />
Nom. wt. Todona1 Yidd SIta@b, I14b<br />
b d a1 Ibc Minimum Yidd SCrqtb. Ib.<br />
bm<br />
WDJ. D E 95 IO5 135 D E 95 105 135 D E 95 IO5 135 D E 95 105 135 E<br />
4.85 .......... 4760 6020 6660 8560 ............ 97820 123900 136940 176060 8100 11040 13980 15460 19070 - 10500 13300 14700 18900 Q<br />
6.65 4580 6240 7900 8740 I1240 101360 138220 175080 193500 248780 11440 15600 19760 21840 28080 11350 15470 19600 21660 27850<br />
6.85 .......... 8070 10220 11300 14530 .........,_. 135900 172140 190260 244620 7680 I0470 12930 14010 17060 - 9910 12550 13870 17830<br />
10.40 8460 11530 14610 16150 20760 157190 214340 271500 300080 385820 12110 16510 20910 23110 29720 12120 16530 20930 23140 19750<br />
950 14120 17890 19770 25420 .._._._..._. 199260 246070 271970 349680 7400 IOMO I2060 13050 15780 - 9520 12070 13340 17150 6<br />
13.30 13580 18520 23460 25930 33330 199160 271570 343990 380190 488820 10350 14110 I7880 19760 25400 IO120 I3800 17480 19320 24840 B<br />
15.50 I5440 21050 26660 29470 37890 236720 322780 408850 451890 581000 12300 16770 21250 23480 30190 12350 16840 21330 23570 30310<br />
11.85 ._....__.. I9440 24620 27220 34990 .........._. 230750 292290 323050 415360 6590 8410 9960 10700 12650 - 8600 10890 12040 15480<br />
14.00 17050 23250 29450 32550 41840 209280 285360 361460 399500 513650 8330 11350 14380 15900 20170 7940 10830 13720 15160 I9490 3<br />
15.70 18890 25760 32630 36070 46380 237710 324150 410590 453810 583420 9460 12900 16340 18050 23210 9140 12470 15790 17460 22440 v,<br />
13.75 ........._ 25860 32760 36210 46550 ............ 270030 342040 378050 486060 5720 7200 8400 8950 10310 - 7900 10010 11070 14230<br />
16.60 22550 30750 38950 43050 55350 242380 330560 418700 462780 595000 7620 10390 12750 13820 16800 7210 9830 12450 13760 17690<br />
20.00 27010 36840 46660 51570 66300 302390 412360 522320 577300 742240 9510 I2960 16420 I8150 23330 9200 12540 15890 17560 22580<br />
22.82 MM)o 40910 51820 57280 73640 345580 471240 596900 659740 848230 10860 14810 18770 20740 26670 10690 14580 18470 20420 26250<br />
16.25 .......... 34980 44310 48970 62970 ._........._ 328070 415560 459300 590530 5560 6970 8090 8610 9860 - 7770 9840 I0880 13990<br />
1950 30135 41090 52050 57530 73970 290100 395600 501090 553830 712070 7390 10000 12010 I2990 15700 6970 9500 12040 13300 17110<br />
25.60 38250 52160 66070 73030 93900 388770 530140 671520 742200 954260 9900 13500 17100 18900 24300 9620 13120 16620 18380 23620<br />
19.20 ...._.__.. 44180 55960 61850 79520 ..........,_ 372180 471430 521050 669920 4910 6070 6930 7300 8120 - 7250 9190 10160 13060<br />
21.90 37120 50620 64120 70870 91120 320550 437120 553680 611960 786810 6610 8440 I0000 10740 12710 6320 8610 10910 12060 15510<br />
24.70 41410 56470 71530 79060 101650 364630 497220 629810 696110 895000 7670 10460 12920 14000 17050 7260 9900 12540 13860 17830<br />
25.20 51740 70550 89360 98770 .._..___._ 358930 489460 619990 685250 ___......... 4010 4810 5300 5480 6040 4790 6540 8280 9150 -<br />
%<br />
'8srcd on the h r stmqth equal lo 57.78 of minimum ycidl strength and nominal will ihickncu.<br />
NOTE. CdNLtions are borad on formulas in Appendix A, API RP7G<br />
Tabk is bd on API RF7C. Tabla 2.1 and 2.2.
Table 4-81<br />
Premium (Used) Drill Pipe-Torsional, Tensile, Collapse and Internal Pressure Data [30]<br />
in. Ibflt D E 95 10s 135 D E 95 105 135 D<br />
2 3D<br />
2 7 ~3<br />
3 1/2<br />
4<br />
4 1/2<br />
5<br />
5 1/2<br />
6 5/8<br />
4.83<br />
6.65<br />
6.85<br />
10.40<br />
9.50<br />
13.30<br />
15.50<br />
I I .85<br />
14.00<br />
15.10<br />
13.75<br />
16.60<br />
20.00<br />
22.82<br />
16.25<br />
1930<br />
25.60<br />
19.20<br />
21.90<br />
24.10<br />
25.20<br />
2730<br />
3520<br />
4640<br />
6480<br />
8120<br />
10510<br />
11820<br />
ll2lO<br />
13320<br />
14690<br />
14940<br />
11670<br />
21000<br />
23150<br />
20210<br />
23630<br />
29680<br />
29180<br />
32450<br />
40870<br />
3720<br />
4800<br />
6320<br />
8840<br />
11010<br />
I4340<br />
16120<br />
I5 280<br />
18160<br />
20030<br />
20310<br />
24100<br />
38630<br />
31570<br />
27560<br />
32230<br />
40470<br />
39790<br />
44250<br />
55740<br />
4710<br />
6080<br />
8010<br />
11200<br />
14030<br />
18160<br />
20420<br />
19360<br />
23010<br />
25370<br />
25800<br />
30520<br />
36270<br />
39990<br />
34910<br />
40820<br />
51270<br />
50400<br />
56050<br />
10600<br />
5210<br />
6720<br />
8850<br />
12380<br />
15500<br />
20070<br />
22560<br />
21400<br />
25430<br />
28040<br />
28510<br />
33140<br />
4w90<br />
44200<br />
38580<br />
451x1<br />
56660<br />
55710<br />
61950<br />
78030<br />
6690<br />
8640<br />
11370<br />
15920<br />
19930<br />
25800<br />
29010<br />
27510<br />
32690<br />
36050<br />
36660<br />
43370<br />
51540<br />
56820<br />
4%10<br />
58010<br />
72850<br />
71630<br />
79650<br />
100320<br />
56400<br />
78925<br />
78450<br />
122100<br />
112220<br />
155650<br />
183100<br />
133510<br />
165715<br />
186160<br />
156420<br />
190740<br />
236830<br />
269550<br />
190100<br />
228360<br />
3wooo<br />
215790<br />
252910<br />
304095<br />
284150<br />
16910 91420 107680 138440<br />
107620 136320 I50670 193720<br />
106970 135500 149160 192550<br />
166500 210990 233100 299700<br />
153020 193830 214230 215440<br />
212250 268850 297150 382050<br />
250500 317300 305700 450900<br />
182060 230610 254890 327710<br />
225980 286240 316360 406160<br />
253860 321560 355400 456950<br />
213310 270190 298630 383950<br />
2600100 329460 364140 468180<br />
322950 409070 452130 581310<br />
367570 465590 514590 661620<br />
259220 328350 362910 466600<br />
311400 394440 435960 560520<br />
411500 535000 585000 75oooO<br />
294260 372730 411970 529670<br />
344880 436840 482820 620770<br />
391282 525260 580540 746420<br />
307480 490810 452470 697460<br />
'Based on the &air streulh qyVl Io 57.7% of minimum yield sucngth.<br />
2Tonional and Tensile drta bad on 20% uniform wear.<br />
3CdLpw a d lalcrnul pss~wc data bad on minimum wall of 8G% of nominal (new) wuU.<br />
NOTE: Calculalions for Premium Class drill pipe are bad on formubs in Appendix A, API RPlC.<br />
Table is b~rcd on API RPlC. tables 2.3 and 2.4.<br />
6690<br />
9810<br />
6060<br />
10430<br />
5650<br />
8810<br />
10610<br />
4670<br />
7w0<br />
8w0<br />
3940<br />
5980<br />
8050<br />
9280<br />
3800<br />
5630<br />
8400<br />
3260<br />
4690<br />
6060<br />
2510<br />
3Cdbpse Remm Busd On<br />
Minimum Vduea, psi.<br />
E 95 105<br />
-- -<br />
8550 10150 10900<br />
13380 16950 18'130<br />
1670 9000 %20<br />
14220 18020 19910<br />
7100 8270 8800<br />
12020 15220 16820<br />
14470 18330 20260<br />
5730 6490 6820<br />
9040 10780 11610<br />
10910 13820 15180<br />
4710 5170 5340<br />
7550 8850 9460<br />
10980 13900 15340<br />
12660 16030 17120<br />
4510 4920 5060<br />
1070 8230 8760<br />
11460 14510 16040<br />
3760 4140 4340<br />
5760 6530 6860<br />
1670 9000 9620<br />
2930 3250 3350<br />
135<br />
12920<br />
24080<br />
IIZlO<br />
25600<br />
10120<br />
21630<br />
26050<br />
7470<br />
13870<br />
18630<br />
5910<br />
IO990<br />
18840<br />
22180<br />
5670<br />
10050<br />
20540<br />
4720<br />
7520<br />
I1200<br />
3430<br />
3lMPrul hcrrrw At<br />
..<br />
Mmunum Yidd St-, pi.<br />
-<br />
D E 95 I05 135<br />
7040 9600 12160 13440<br />
10370 14150 17920 19810<br />
6640 9060 11410 12680<br />
ll080 15110 19140 21150<br />
6390<br />
9250<br />
11290<br />
5760<br />
7260<br />
8340<br />
5300<br />
6590<br />
8410<br />
9820<br />
8710<br />
12620<br />
15390<br />
7860<br />
9900<br />
1 I380<br />
7230<br />
8990<br />
11410<br />
13400<br />
I1030<br />
I5980<br />
19500<br />
9960<br />
12540<br />
14410<br />
9150<br />
11380<br />
I4520<br />
16970<br />
12190<br />
I7660<br />
21550<br />
llwo<br />
13860<br />
15930<br />
loll0<br />
12580<br />
16050<br />
18750<br />
5210 7100 9OOO 9950<br />
6370 8690 11000 12160<br />
8800 12000 15200 16800<br />
4860 6630 84M) 9290<br />
5780 1880 9980 11030<br />
6640 9050 11470 12680<br />
4290 5850 7420 8200<br />
11280<br />
25470<br />
16300<br />
27200<br />
15680<br />
22710<br />
27710<br />
14150<br />
17820<br />
20480<br />
13010<br />
16180<br />
20640<br />
24112<br />
12790<br />
15640<br />
21600<br />
I1940<br />
14180<br />
16300<br />
10540
Table 4-82<br />
Class 2 (Used) Drill Pipe-Torsional, Tensile, Collapse and Internal Pressure Data [30]<br />
IJTorsioNl Yield Strenglh hcd On<br />
2Tenrile Data Based On Uniform Wear<br />
Size<br />
OD<br />
NomWt.<br />
NewPi~e<br />
Uniform War, ftib Lmd AI Minimum Yield Strength, Ib.<br />
in. WPJ. D E 95 105 135 D E 95 105 135<br />
2 318<br />
2 718<br />
3 In<br />
4<br />
4 112<br />
5<br />
5 1/2<br />
6 5/8<br />
4.85<br />
6.65<br />
6.85<br />
10.40<br />
950<br />
13.30<br />
15.50<br />
11.85<br />
14.00<br />
15.70<br />
13.75<br />
16.60<br />
20.00<br />
22.82<br />
16.25<br />
19.50<br />
25.60<br />
19.20<br />
21.90<br />
24.70<br />
25.20<br />
2230 3040<br />
2880 3920<br />
3790 5160<br />
5300 7220<br />
6630 9040<br />
8590 11710<br />
9650 I3160<br />
9150 12480<br />
10880 14830<br />
12000 16360<br />
12190 I6630<br />
I4430 19680<br />
17150 23380<br />
16500 22500<br />
19300 26320<br />
24240 33050<br />
23830 32490<br />
264m 36130<br />
3850 4250 5470<br />
4910 5490 7060<br />
6540 7230 9290<br />
9150 10110 13000<br />
I1450 12660 16280<br />
14830 16390 21070<br />
16670 18430 23690<br />
15810 11470 22460<br />
18790 20710 26700<br />
20720 22900 29450<br />
21060 23280 29930<br />
24920 27550 35420<br />
29620 32140 42090<br />
28500 31500 40500<br />
33330 36840 47370<br />
41870 46270 59490<br />
41150 45490 58480<br />
45760 50580 65030<br />
56400 76910<br />
78925 107620<br />
78450 106970<br />
122100 166500<br />
112220 153020<br />
155650 212250<br />
183700 250500<br />
133510 182060<br />
165715 225980<br />
186160 253860<br />
156430 213310<br />
190740 260100<br />
236830 322950<br />
269550 367570<br />
190100 259220<br />
228360 311400<br />
306000 417500<br />
215790 294260<br />
252910 344870<br />
3041395 391282<br />
284150 387480<br />
'Based on the shear strength qual to 31.7% of minimum yield strength.<br />
2Turstonal dah bawd on 33% eccentric war and tensile data bared on 20% uniform ueu.<br />
30.1~ is bad on minimum \nu of nomid wall.<br />
NOTE: Calculations for CIA% II drill pip are bud on formulas in Appendix A, API RP7C.<br />
fable IS based on API RP7G. labln 2.5 and 2.6.<br />
97420 I07680 138440<br />
136320 150670 193720<br />
135500 149760 I92550<br />
210900 233100 299700<br />
193830 214230 275440<br />
268850 297150 382050<br />
317300 305700 450900<br />
230610 254890 321710<br />
286240 316360 406760<br />
321560 3.55400 456950<br />
270190 298630 383950<br />
3.29460 364140 468180<br />
409070 452130 581310<br />
465590 514390 661620<br />
328350 362910 466600<br />
394440 435960 560520<br />
535000 585000 750000<br />
372730 411970 529670<br />
436840 482820 620770<br />
525260 580540 746420<br />
490810 542470 697460<br />
D<br />
4880<br />
8420<br />
4340<br />
8990<br />
3990<br />
7520<br />
9150<br />
3160<br />
5180<br />
6700<br />
2540<br />
4270<br />
6770<br />
9940<br />
2420<br />
3970<br />
7150<br />
21 IO<br />
3170<br />
4340<br />
I690<br />
3Collapse Rnrure Bad On<br />
Minimum Values, psi<br />
E 95 IO5<br />
6020<br />
I1480<br />
5270<br />
12260<br />
4790<br />
10250<br />
12480<br />
3620<br />
6440<br />
8560<br />
2960<br />
5170<br />
8660<br />
10830<br />
2850<br />
4160<br />
9420<br />
2440<br />
3640<br />
5260<br />
I870<br />
6870<br />
14540<br />
5900<br />
15520<br />
5270<br />
12420<br />
15810<br />
4020<br />
7410<br />
lOl50<br />
3290<br />
5770<br />
10280<br />
13710<br />
3150<br />
5230<br />
11270<br />
2610<br />
4040<br />
5890<br />
I900<br />
7240<br />
16080<br />
6150<br />
17160<br />
5450<br />
13450<br />
17480<br />
4210<br />
7850<br />
10910<br />
3400<br />
4010<br />
ll050<br />
14950<br />
3240<br />
5410<br />
I2160<br />
2650<br />
4230<br />
6140<br />
1900<br />
135<br />
8030<br />
20630<br />
6610<br />
22060<br />
6010<br />
16310<br />
2 24 70<br />
4550<br />
8840<br />
I2930<br />
3480<br />
6490<br />
13120<br />
I8320<br />
3300<br />
5970<br />
I4590<br />
2650<br />
4580<br />
6610<br />
1900<br />
D<br />
8430<br />
5390<br />
8990<br />
518.5<br />
7510<br />
9170<br />
4670<br />
5880<br />
6970<br />
5350<br />
6840<br />
7940<br />
4220<br />
SI90<br />
7150<br />
3960<br />
4700<br />
5400<br />
3550<br />
2<br />
hl<br />
3lntnnal Rasure AI 5?<br />
Minimum Y d Slrcn#th,pri. c<br />
E 95 105 135 &<br />
11490<br />
7360<br />
I2260<br />
7070<br />
10240<br />
12510<br />
6370<br />
8020<br />
9260<br />
7300<br />
9330<br />
10830<br />
5760<br />
7080<br />
9750<br />
5400<br />
6410<br />
7360<br />
4840<br />
14560 16090<br />
9320 I0300<br />
15530 11110<br />
8960 9900<br />
12970 14340<br />
15850 17520<br />
8070 8920<br />
10165 11240<br />
11730 12970<br />
9250 10220<br />
11820 13070<br />
13720 15170<br />
7300 8060<br />
9070 9910<br />
12350 I3650<br />
6840 7560<br />
8120 8970<br />
9330 10310<br />
6137 6783<br />
p1<br />
20680<br />
13240<br />
22070 2<br />
+<br />
12730<br />
18440<br />
22530 9<br />
11470<br />
14440 '<br />
16670<br />
13140<br />
16800<br />
19500<br />
10370<br />
12740<br />
17550<br />
9720<br />
I I540<br />
13250<br />
8721<br />
2<br />
2
Table 4-83<br />
Class 3 (Used) Drill Pipe-Torsional, Tensile, Collapse and Internal Pressure Data [30]<br />
sire<br />
OD<br />
in.<br />
Nom.Wt.<br />
Newpipe<br />
wW. -<br />
tb/ft<br />
D E 95 IO5 I35<br />
D E 95 106 135<br />
D<br />
IGllapse Rc~~ure Based On<br />
Minimum Valua, psi.<br />
E 95 I05<br />
-<br />
135<br />
D<br />
llnturvl harure At<br />
Minimum Yidd Stmulh. ai.<br />
E 95<br />
~<br />
IO5<br />
I35<br />
2 3/8<br />
4.85<br />
6.65<br />
1870 2550 3230 3510 4590<br />
2390 3260 4130 4510 5870<br />
43380 59160 14940 82820 106490<br />
60110 82050 103930 114870 147690<br />
3620<br />
74 00<br />
4260<br />
10030<br />
4590<br />
12050<br />
4810<br />
I3040<br />
5350<br />
15160<br />
4860<br />
1132<br />
6631<br />
9130<br />
8400<br />
12320<br />
9280<br />
13620<br />
I1940<br />
17510<br />
2 7/8<br />
6.85<br />
10.40<br />
3180 4340 5490 6070 7810<br />
4400 6000 7590 8390 10190<br />
60380 82340 IO4300 115280 148220<br />
93060 126900 160740 177660 228420<br />
3140<br />
1920<br />
3600<br />
I0800<br />
4010<br />
13680<br />
4190<br />
14880<br />
4530<br />
18230<br />
4630<br />
1610<br />
6320<br />
10380<br />
8wo<br />
13150<br />
8840<br />
14540<br />
11370<br />
18690<br />
3 1/2<br />
4<br />
4 1/2<br />
9.50<br />
13.30<br />
IS50<br />
11.85<br />
14.00<br />
15.10<br />
13.75<br />
16.60<br />
20.00<br />
22.82<br />
5580 1600 9630 10640 13680<br />
7170 9110 12380 I3680 17590<br />
8010 10920 13830 15290 19660<br />
7100 IO500 13310 14710 18910<br />
9130 12440 15760 17420 22400<br />
10040 13690 17340 19160 24640<br />
IO280 14010 17750 19620 25220<br />
12130 I6530 20940 231SO 29760<br />
14350 19560 24180 27390 35210<br />
86450 117880 148320 165040 212190<br />
118965 162220 205480 221120 292000<br />
139700 I90500 241300 266700 342900<br />
103010 140470 117930 196650 252840<br />
126555 172580 218600 241600 310640<br />
142700 194600 246490 272430 350270<br />
I20800 lM730 208660 230620 296510<br />
146800 200l80 253560 280240 360320<br />
181665 247720 313180 346820 445900<br />
205860 280720 355380 393000 505290<br />
2840<br />
6320<br />
8070<br />
2210<br />
3880<br />
5210<br />
1850<br />
3080<br />
5280<br />
6960<br />
3230<br />
8040<br />
llOI0<br />
2570<br />
4630<br />
6490<br />
2090<br />
3520<br />
6580<br />
8960<br />
3650<br />
9480<br />
13950<br />
2190<br />
so10<br />
7480<br />
2170<br />
3930<br />
1590<br />
10680<br />
3790<br />
10160<br />
15420<br />
2840<br />
5230<br />
7920<br />
2110<br />
4110<br />
8040<br />
I IS00<br />
4000<br />
11930<br />
18960<br />
2850<br />
5810<br />
8940<br />
2170<br />
4420<br />
9100<br />
13110<br />
4400<br />
6350<br />
7770<br />
3960<br />
SO00<br />
5150<br />
3630<br />
4520<br />
5110<br />
6120<br />
6000<br />
8660<br />
10590<br />
5400<br />
6820<br />
7840<br />
4950<br />
6170<br />
1870<br />
9110<br />
1600<br />
10910<br />
I3410<br />
6840<br />
8640<br />
9930<br />
6270<br />
7810<br />
9960<br />
11610<br />
8400<br />
12120<br />
14820<br />
1560<br />
9560<br />
10970<br />
6930<br />
8630<br />
11010<br />
12830<br />
10800<br />
15580<br />
19050<br />
9720<br />
12280 :<br />
14110 e<br />
v1<br />
8910 -<br />
5<br />
5 1/2<br />
16.25<br />
19.50<br />
2S.60<br />
19.20<br />
21.90<br />
24.70<br />
13910 18960 24020 26550 34130<br />
16220 22120 28020 30970 39820<br />
20260 27620 34990 38670 49720<br />
20060 21350 34640 38290 49230<br />
22260 30350 38450 42490 54640<br />
146860 200260 253660 280360 360460<br />
176220 240300 304380 336420 432540<br />
232870 317550 402230 444510 511590<br />
166840 221510 288180 318520 409520<br />
195700 266040 336980 312460 478810<br />
221045 301420 381800 422000 542560<br />
1780<br />
2820<br />
5760<br />
1520<br />
2220<br />
3140<br />
I990<br />
3210<br />
7250<br />
1640<br />
2580<br />
3600<br />
2050<br />
3630<br />
8460<br />
1640<br />
2x10<br />
4000<br />
2050<br />
3170<br />
9020<br />
I640<br />
2860<br />
4190<br />
2020<br />
3960<br />
10410<br />
1640<br />
2810<br />
4520<br />
3590<br />
4380<br />
6050<br />
3340<br />
3980<br />
4560<br />
4890<br />
5970<br />
8250<br />
4550<br />
5430<br />
6220<br />
6190<br />
7560<br />
lo450<br />
5110<br />
6810<br />
7880<br />
6850<br />
8360<br />
I1550<br />
6380<br />
1600<br />
8110<br />
8800<br />
IO750 9<br />
14850 71<br />
0<br />
-2<br />
8200 -.<br />
9170<br />
11190 5<br />
6 S/S<br />
I<br />
25.20<br />
219960 299950 319930 419930 539900<br />
IBased on he IhMr strength equal to 57.1% oiminimum yield strength.<br />
2Torriolul &la based on 459beccentric wear and Tensile data based on 37.5% uniform weal.<br />
3~ata is based on minimum wall of 5.5% nominal wall.<br />
NOTE: Calculations for &a I11 drill pipe are based on formulas in Appendix A, API RP7G.<br />
Table is based on API RP7C. ubler 2.1 and 2.8<br />
1160<br />
1170<br />
1170<br />
1170<br />
1170<br />
3020<br />
4120<br />
5220<br />
5770<br />
7420<br />
a<br />
u<br />
1<br />
06-<br />
3<br />
4<br />
A<br />
w
744 Drilling and Well Completions<br />
(text continued from page 739)<br />
Consider a case in which the drill pipe is exposed to an axial load (P) and a<br />
torque (T). The axial stress (0.) and the shear stress (2) are given by the following<br />
formulas:<br />
P<br />
OZ = -<br />
A<br />
(4-55)<br />
T<br />
2=-<br />
Z<br />
(4-56)<br />
where P = axial load in lb<br />
A = cross-sectional area of drill pipe in.2<br />
T = torque in in-lb<br />
Z = polar section modulus of drill pipe, in.3<br />
Z = 2J/Dd<br />
J = (~/327(D$~ - d:,) polar moment of inertia, in.4<br />
D = outside diameter of drill pipe in in.<br />
dP<br />
ddp = inside diameter of drill. pipe in in.<br />
Substituting Equation 4-55 and Equation 4-56 into Equation 4-54 and putting<br />
oe = Y, 6, = 0 (tangential stress equals zero in this case), the following formulas<br />
are obtained:<br />
(4-57)<br />
(4-58)<br />
where P, = Y,A = tensile load capacity of drill pipe in uniaxial tensile stress in lb<br />
Equation 4-58 permits calculation of the tensile load capacity when the pipe<br />
is subjected to rotary torque (T).<br />
Example<br />
Determine the tensile load capacity of a 4 +in., 16.6-lb/ft, steel grade X-95 new<br />
drill pipe subjected to a rotary torque of 12,000 ft-lb if the required safety factor<br />
is 2.0.<br />
Solution<br />
From Table 4-71, cross-sectional area body of pipe A = 4.4074 in.2 and Polar<br />
section modulus Z = 8.542 in.3<br />
From Table 4-80, tensile load capacity of drill pipe at the minimum yield<br />
strength P, = 418,700 lb (P, = 4.4074 x 95,000 = 418,703 lb).<br />
Using Equation 4-58,
Drill String: Composition and Design 745<br />
P = (418700)' - 3<br />
[ ( 8.542<br />
Due to the safety factor of 2.0 the tensile load capacity of the drill pipe is<br />
398432/2 = 199,216 lb.<br />
Example<br />
Calculate the maximum value of a rotary torque that may be applied to the drill<br />
pipe as specified in Example 5 if the actual working tension load P = 300,000 lb.<br />
(For instance, pulling and trying to rotate a differentially stuck drill string.)<br />
Solution<br />
From Equation 4-58, the magnitude of rotary torque is<br />
so<br />
(418,700' - 300,000)2<br />
4.4074 3<br />
= 353,571 in-lb or 29,464 ft-lb<br />
Caution: No safety factor is included in this example calculation. Additional<br />
checkup must be done if the obtained value of the torque is not greater than<br />
the recommended makeup torque for tool joints.<br />
During normal rotary drilling processes, due to frictional pressure losses, the<br />
pressure inside the drill string is greater than that of the outside drill string.<br />
The greatest difference between these pressures is at the surface.<br />
If the drill string is thought to be a thin wall cylinder with closed ends, then<br />
the drill pipe pressure produces the axial stress and tangential stress given by<br />
the following formulas:<br />
(For stress calculations, the pressure loss in the annulus may be ignored.)<br />
0, =<br />
'dpDdp<br />
4t<br />
(4-59)<br />
2t<br />
(4-60)<br />
where oa = axial stress in psi<br />
ot = tangential stress in psi<br />
PdP = internal drill pipe pressure in psi<br />
t = wall thickness of drill pipe in psi<br />
Ddp = outside diameter of drill pipe in in.
746 Drilling and Well Completions<br />
Substituting Equations 459, 4-60, 456, and 4-55 into Equation 4-54 and solving<br />
for the tensile load capacity of drill pipe yields<br />
(4-61)<br />
Example<br />
Find the tensile load capacity of 5-in., nominal weight 19.5-lb/ft, steel grade<br />
E, premium class drill pipe exposed to internal drill pipe pressure P,, = 3,000 psi<br />
and rotary torque T = 15,000 ft-lb.<br />
Solution<br />
From Table 4-79 Nominal D, = 5 in., nominal ddp = 4.276 in., nominal wall<br />
thickness t = 0.362. Reduced wall thickness for premium class drill pipe =<br />
(0.8)(0.362) = 0.2896 in. Reduced D, for premium class = 4.276 + (2)(0.2896) =<br />
4.8552 in. Cross-sectional area for premium class = Area based on reduced<br />
Ddp - Area based on nominal ddp:<br />
.It<br />
d,, = 2(4.8552)2--(4.276)2 = 4.1538in.*<br />
4 4<br />
Section modulus for premium class:<br />
Dip - df<br />
’=:( D, )=E( 4.8552<br />
From Table 4-81, PI = 311,400 lb (using Equation 4-61),<br />
= 260,500 lb<br />
(3,000)( 4.8552)( 4.1538) ( 4.1538)( 180,000)<br />
[ 0.2896 8.9526<br />
The reduction in the tensile load capacity of the drill pipe is 311,400 -<br />
260,500 = 50,900 lb. That is about 17% of the tensile drill pipe resistance<br />
calculated at the minimum yield strength in uniaxial state of stress. For practical<br />
purposes, depending upon drilling conditions, a reasonable value of safety factor<br />
should be applied.<br />
During DST operations, the drill pipe may be affected by a combined effect<br />
of collapse pressure and tensile load. For such a case,<br />
or<br />
(4-62)
Drill String: Composition and Design 747<br />
(4-63)<br />
where Pc = minimum collapse pressure resistance as specified by API in psi<br />
PCc = corrected collapse pressure resistance for effect of tension in psi<br />
Ym = minimal yield strength of pipe in psi<br />
Substituting Equation 4-63 and Equation 455 into Equation 4-54 (note: or = 0,<br />
z = 0, oe = Y,) and solving PCc yields<br />
(4-64)<br />
or<br />
P,, =<br />
(4-65)<br />
Equation 4-65 indicates that increased tensile load results in decreased collapse<br />
pressure resistance. The decrement of collapse pressure resistance during normal<br />
DST operations is relatively small; nevertheless, under certain conditions, it may<br />
be quite considerable.<br />
Example<br />
Determine if the drill pipe is strong enough to satisfy the safety factor on<br />
collapse of 1.1 for the DST conditions as below:<br />
Drill pipe: 4+-in., 16.6-lb/ft nominal weight, G-105 steel grade, class 2<br />
Drilling fluid with a density of 12 lb/gal and drill pipe empty inside<br />
Packer set at the depth of 8,500 ft<br />
Tension load of 45,000 lb, applied to the drill pipe<br />
From Table 4-84, the collapse pressure resistance in uniaxial state of stress,<br />
Pc - 6,010 psi. Reduced wall thickness for class 2 drill pipe = (0.65)(0.337) =<br />
0.219 in. Reduced Ddp for class 2 drill pipe = 3.826 + (2)(0.219) = 4.264 in.<br />
Reduced cross-sectional area of class 2 drill pipe equals:<br />
IC<br />
IC<br />
-(4.264)'--(3.826)'<br />
4 4<br />
= 2.783in.'<br />
The axial tensile stress at packer level is<br />
o z = L = 45 Oo0 16,170psi<br />
2.783
748 Drilling and Well Completions<br />
The corrected collapse pressure resistance according to Equation 4-65 is<br />
Hydrostatic pressure of the drilling fluid behind the drill string at the packer<br />
level is<br />
P, = (0.052)(12)(8,500) = 5,304 psi<br />
Obtained safety factor 5,493/5,304 = 1.0356.<br />
Since the obtained magnitude of safety factor (1.03) is less than desired (l.l),<br />
the drill pipe must not be run empty inside.<br />
Tool Joints<br />
The heart of any drill pipe string is the threaded rotary shoulder connection<br />
(Figure 4-133), known as the tool joint. Today, the only API standard tool joint<br />
is the weld-on joint shown at the bottom of Figure 4-133.<br />
Tool joint dimensions for drill pipe grades E, X, G and S (recommended by<br />
API) are given in Table 4-84. Selection of tool joints should be discussed with<br />
the manufacturer. This is due to the fact that, up to the present time, there are<br />
no fully reliable formulas for calculating load capacity of tool joints. It is<br />
recommended that a tool joint be selected in such a manner that the torsional<br />
load capacity of the tool joint and the drill pipe would be comparable. The<br />
decision can be based on data specified in Tables 4-85 through 4-88.<br />
Makeup Torque of Tool Joints<br />
The tool joint holds drill pipe together, and the shoulders (similar to drill<br />
collars) form a metal-to-metal seal to avoid leakage. The tool joint threads are<br />
designed to be made up with drilling fluid containing solids. Clearance must<br />
be provided at the crest and root of threads in order to accommodate these<br />
solids. Therefore, the shoulder is the only seal. To keep the shoulders together,<br />
proper makeup torque is required.<br />
However, makeup torque applied to the tool joint produces as axial preloading<br />
in the pin and the box as well as a torsional stress.<br />
In particular, makeup torque induces a tensile state of stress within the pin<br />
and compression stress in the box. Thus, when the tool joint is exposed to the<br />
additional axial load due to the weight of the drill string suspended below the<br />
joint, the load capacity of the tool joint is determined by the tensile strength<br />
of the pin.<br />
The magnitude of the makeup torque corresponding to the maximum load<br />
capacity of the tool joint is called the recommended makeup torque.<br />
Therefore, the actual torque applied to the drill string should not exceed<br />
the recommended makeup torque; otherwise, the load capacity of the tool joint<br />
is reduced.<br />
The API recommended makeup torque for different types of tool joints and<br />
classes of drill pipe is given in Table 4-89.
Drill String: Composition and Design 749<br />
TAPERED ELEVATOR SHOULDER (SEAT)<br />
HEAT AFFECTED ZONE<br />
(NOT visieu ON DRILL<br />
UPSET DRILL PIPE, SEE SEC. B- I PAGE 9<br />
TONG AREA<br />
HARDFACED<br />
AREA<br />
PIN RELIEF GROOVE ’<br />
OR PIN BASE RADIUS<br />
MAKE L BREAK<br />
SHOULDER<br />
\-SQUARE<br />
ELEVATOR<br />
SHOULDER<br />
(SEAT)<br />
LAST ENCAGED THREAD PIN 7 r- LAST ENGAGED THREAD - BOX<br />
LENGTH <strong>OF</strong> PIN<br />
LENGTH <strong>OF</strong> BOX<br />
Figure 4-133. Tool joint nomenclature [30].<br />
HARDFACING IS AN<br />
OPTIONAL FEATURE<br />
Heavy-Weight Drill Pipe<br />
Heavy-weight drill pipe (with wall thicknesses of approximately 1 in.) is<br />
frequently used for drilling vertical and directional holes (Figure 4134). So far,<br />
there is no sound, consistent, engineering theory of drill string behavior while<br />
(texf continued on page 760)
~ ~~<br />
750 Drilling and Well Completions<br />
Table 4-84<br />
Tool Joint Dlmensions for Grade E, X, G and S Drill Pipe [30]<br />
1 2 3 4 6 6 7 8 9 10 11 12 13 14<br />
DRlLL PIPE TOOL JOINT<br />
-<br />
sheand Nom. Cnde' 'u Iuld. B.nl TOW Pia Box Corn- Dia Dim Tor-<br />
Tml<br />
Joint St,h Wt.2<br />
Dh Dim Dhof Lcnrtb Tong Ton. bind of Pin oi Bor sional<br />
Daimstionl<br />
Ib Dcr<br />
of Pln oi Pin8 Pin amd Td SD.~ S~ua Len.tb at El- at El- II.tio.<br />
snd +1/64 Bm Joint 2% *Jc of Pin vator vator Pin<br />
Box -l/IP Shoulder Pin<br />
and U~.ct U~.et. to<br />
*1m<br />
Box M u Max Drill<br />
ti/6' 32 *% PiDe<br />
D d De Lr Lr. L. L Dr. Dm<br />
NC26(2%IF) 236EU 6.85 E75 3%' 1%* 31f 13 2* 2fk 1.10<br />
X95 3%. 1%* 3tf 9 6 7 13 2A 2* .87<br />
G106 39b0 1%' 34% 9 6 7 13 21% 2fk .79<br />
NC31(2%IF) 2WEU 10.40<br />
4 % ~ 2%. 384 9% 6 8 14 3tr 3tr 1.03<br />
NC384 3% EU 9.60<br />
NC38(3%IF) 3% EU 1360<br />
16.60<br />
NCIO(4FH) 3%EU 16.60<br />
4 IU 14.00<br />
NC46(4IF) 4 EU 14.00<br />
4% IU 16.60<br />
4%IEU 20.00<br />
4% FHeo 4%IU 16.60<br />
4wIEu 20.00<br />
E75<br />
x95<br />
6105<br />
S135<br />
E75<br />
E75<br />
x95<br />
G1OS<br />
S136<br />
E75<br />
X96<br />
G1OS<br />
S135<br />
E75<br />
x95<br />
G105<br />
S135<br />
E75<br />
X96<br />
G106<br />
S135<br />
E75<br />
x95<br />
G105<br />
S135<br />
E75<br />
x95<br />
G105<br />
S135<br />
E75<br />
x95<br />
G105<br />
,9136<br />
E75<br />
x95<br />
G105<br />
4%* 2 3%f 9% 6 8 14 SI% 311 -90<br />
4%. 2 3%t 9% 6 8 14 3& 3a .82<br />
4% 1% 3%t 9.36 6 8 14 3I% 31% .82<br />
4%* 3 44 10~47 9% 16% 3% 346 .a<br />
44% 11 7 9% 16% 3% 3% .93<br />
:* 43% 11 7 9% 16% 3% 3% .87<br />
5 ;$ 4Jf 43% 11 7 9% 16% 3% 3% .80 .86<br />
5 22. 434 11 7 9% 16% 3% 3% .97<br />
5 2& 4df 11 7 9% 16% 3% 3% .83<br />
5 2% 41% 11 7 9% 16% 3% 3% .90<br />
6% 2% 5* 11% 7 10 17 3% 3% a7<br />
5%: 2ti. Sft 11% 7 10<br />
6% 2ta 6 t 11% 7 10<br />
5% 2.h 5* 11% 7 10<br />
5% 2 5* 11% 7 10<br />
6* 3%* 598 11% 7 10<br />
6* 3%* 511 11% 10<br />
6' 3%. 638 11% 7 10<br />
6* 3 631 11% 7 10<br />
6' 3%. 53l 11% 7 10<br />
6. 3 593 11% 7 10<br />
6* 3 588 11% 10<br />
6% 2% 589 11% 7 10<br />
6* 3 533 11% 10<br />
6% 2% 553 11% 7 10<br />
6% 2% 538 11% 7 10<br />
6% 2% 518 11% 7 10<br />
68 3* 5lt 11 7 10<br />
6' 2% 53a 11 7 10<br />
6* 2% 53!3 11 7 10<br />
6% 2% 53) 11 7 10<br />
6* 3' 513 11 7 10<br />
6' 2% 598 11 7 10<br />
6* 2% 55# 11 7 10<br />
17<br />
17<br />
17<br />
17<br />
17<br />
17<br />
17<br />
17<br />
17<br />
17<br />
17<br />
17<br />
17<br />
17<br />
17<br />
17<br />
17<br />
17<br />
17<br />
17<br />
17<br />
17<br />
17<br />
4* 4* 1.01<br />
4* 4* .86<br />
4tr 4tr .93<br />
4a 4tr .a7<br />
4% 4% 143<br />
4% 4% 1.13<br />
4% 4% 1.02<br />
4% 4% .94<br />
4% 4ia 1.09<br />
4ft 4% 1.01<br />
4tt 4% .91<br />
4tt 4th ai<br />
4th 4% 1.07<br />
4it 4tt .96<br />
4tt 4th .96<br />
4th 4it .ai<br />
1.12<br />
4": t:: 1.02<br />
.92<br />
2: 1; ai<br />
4tt 4% .95<br />
4tt 4th .96<br />
4tt 4tt .86<br />
*Denote. standard OD or standard ID.<br />
**Ob.olcrecnt connection.<br />
'The twl joint designation (Col. 1) indieate8 the I& and style of the applicable connection.<br />
2Nominal weights. thread. and couplings. (Col. 9) an 8hOWn for the pnrpow of identification in ordering.<br />
sTbe inside diameter (Col. 6) does not apply to box members. which am optional with the mannfactursr.<br />
rlcngth of pin thread redneed to S% inches (% inch short) to accommodate 3 inch ID.<br />
NOTE 1: Neck diameters (Dn Q k) and inside diameters (d) of tool joints prim to welding are at mantlfscturer's<br />
option. The above table spzcifies finished dimension. after final machining of the assembly.<br />
NOTE 2: Appendix A contain. more.dimensions of ohsoleacent connections and for square elevator shonlden.<br />
NOTE 3: No torsional ratio (tool Joint pin to drill pipe) less than 0.80 is shown. In partictllar areas, tool joints &ving<br />
much smaller torsional ylelds may prove to be adequate.
~<br />
--<br />
---<br />
Drill String: Composition and Design 751<br />
Table 4-84<br />
(continued)<br />
1 2 3 4 5 6 7 8 9 10 11 12 13 14<br />
DRILL PIPE<br />
TOOL JOINT<br />
J0l"t TOd<br />
D..ip".tio"l<br />
7<br />
Sirrand Nom. Gnrde- 0ut.Y~ Inside Bed Total Pin Box chn- Di. Di. Tor-<br />
Dis Diu Disd lannh Tons s~.- bind 01 Pin dBox swnd<br />
StYl. Ib \VLZ -2<br />
of Pin of Pin3 Pinand Tml SD~E. ZX lrnnh at Eie st Elc Ratio.<br />
fl and fl164 Box Joint of and -.for vamr<br />
Pan Umet. Umt. Pin 10<br />
Box -113ZShou1d~1. Pm<br />
ZI/SY *I164<br />
Box Mnr Max Drill<br />
':t ? Y, PiM<br />
D d DP LP LP. L, L Des Dm<br />
EO(4WIF) 4%EU 16.60 E75 636* 3%* 51% 11% 7 10 17 5 5 1.23<br />
X95 6%* 3%. 5%f 11% 7 10 17 5 5 .97<br />
G105 6%' 3%. 5%: 11% 10 17 5 5 .38<br />
S135 6%' 3% 5%1 11% , 10 17 5 5 .81<br />
4% EU 20.00 E75 6%* 3%. 54% 11% I 10 17 5 5 1.02<br />
X95 6%' 3% 5%E 11% 7 10 17 5 5 .96<br />
G105 6%- 3% 5%f 11% I 10 17 5 5 36<br />
S135 6% 3 5%f 11% 'I 10 17 5 5 .87<br />
5 IEU 19.50 E75 6%' 3%' 51% 11% 7 10 17 5% 5% .92<br />
X95 6%. 3% 5@$ 11% 7 10 17 5% 5% .86<br />
G105 6% 3% 5%Y 11% 7 10 17 5% 5% .89<br />
5135 6% 2% 51t 11% 7 10 17 5% 5% .86<br />
5 IEU 25.60 E76 6%' 3% 51t 11% 7 10 17 5% 5% .86<br />
X95 6% 3 50f 11% 7 10 17 5% 5% .86<br />
G105 6% 2% 5$4 11% 7 10 17 5% 6% .87<br />
5% FH-' 5 IEU 19.50 E75 7' 3% 68: 13 8 10 18 5% 5% 1.53<br />
X95 7* 3% 618 13 8 10 18 5% 5% 1.21<br />
GI05 7* 3% 632 13 8 10 18 5% 5% 1.09<br />
Si35 7% 3% 603 13 8 10 18 5% 5% .98<br />
5 IEU 25.60 E75 7' 3% 63: 13 8 10 18 5% 5% 1.21<br />
X95 7' 3% 611 13 8 10 18 5% 5% .95<br />
G106 7% 3% 61: 13 8 10 18 5% 5% .99<br />
S135 7% 3% 6:: 13 8 10 18 5% 5% .83<br />
5% IEU 21.90 E75 7' 4 63; 13 8 10 18 5fl 5ft 1.11<br />
X95 lo 3% 611 13 8 10 18 5tl 51t .98<br />
G105 7% 3% 61: 13 8 10 18 5tt 5tt 1.02<br />
S135 7% 3 72. 13 8 10 18 5th 5fh .96<br />
5HIEU 24.70 E75 IC 4* 6:; 13 8 10 18 5ft 5fb .99<br />
X96 7% 3% 631 13 8 10 18 5t3. 5th 1.01<br />
G105 7% 3% 603 13 8 10 18 5th 5fh .92<br />
5135 7% 3 73!1 13 8 10 18 5tt 5th .86<br />
Wenotea standard OD or standard ID.<br />
"Obsolexent connection.<br />
'The tool joint designation (el. 1) indiutcs the sire and rtyle of the appliuble eonneetion:<br />
2)l'ominsd weights, thread. and eoIIplings. (Col. 8) are shown for the PUrpI of identieutlon in ordering.<br />
>The inside diameter (Col. 6) don not apply to box memben, which optn0n.l with the manulactUTer.<br />
-1Lcngth of pin thread mdueed to S% inches (34 inch ahort) to Meommod+ S inch ID.<br />
NOTE 1: Neck diimcten (Dn &, Dn) and inside diameters (d) o! fool joint. prior to welding are st mmulaeturer'a<br />
option. The above tabla spsifiea fimshui dimensions after find maehming of the assembly.<br />
NOTE 2: Appendix H eont.in. mom dimmaions of obsolescent eonnectiona and for wusre elantor louiden.<br />
NOTE 3: No torsional ratio (tool joint pin to drill pipe) lesa then 0.80 is shown. In particuhr .mu, tool joints hmvin*<br />
much amrller torsions1 yields may prove to be ndeguate.<br />
--
Nom.<br />
Size<br />
2 318<br />
2 7D<br />
3 1/2<br />
4<br />
4 1/2<br />
5<br />
5 111<br />
Table 4-85<br />
Selectlon Chart-Tool Joints Applied to Standard Weight Drill Pipe-Grade E [30]<br />
DRILL PIPE DATA - TOOL JOINT ATTACHED TOOL JOINT DATA MECHANICAL PROPERTIES<br />
upwt<br />
Toq Spcc TensileYield<br />
Ta~io~l Yidd<br />
in.<br />
Ib<br />
ft-lb<br />
Nom. Nj.<br />
h X .<br />
Wt. Wl. 1.D.<br />
O.D. Drift<br />
I.D.<br />
Tool<br />
nJm lb/rt(I)<br />
in.<br />
in.<br />
Pin PipespeU) Joint (3)<br />
665<br />
10.40<br />
13.30<br />
14.00<br />
16.60<br />
1950<br />
21.90<br />
in.<br />
6.75 1.815<br />
6.87<br />
7.00<br />
10.29 2.151<br />
11.20<br />
10.37<br />
10.82<br />
10.57<br />
1053<br />
14.06 2.764<br />
1351<br />
13.86<br />
13.86<br />
15.13 3.340<br />
14.29<br />
is50<br />
15.56<br />
15.07<br />
11.94 3.826<br />
17.70<br />
16.66<br />
17.94<br />
17.64<br />
17.22<br />
20.99 4.276<br />
n.94 4.118<br />
TYPC<br />
IU<br />
EU<br />
EU<br />
IU<br />
IU<br />
IU<br />
EU<br />
EU<br />
EU<br />
IU<br />
IU<br />
EU<br />
EU<br />
IU<br />
IU<br />
1U<br />
EU<br />
PU<br />
IU<br />
IU<br />
IU<br />
IU<br />
EU<br />
EU<br />
IEU<br />
IEU<br />
Dia<br />
2112 1.312<br />
29/16 1.627<br />
29/16 1.627<br />
3 1.438<br />
3 1.812<br />
3 1.688<br />
3 3/16 1.963<br />
3 3/16 1.963<br />
3 3/16 1.006<br />
3 11/16 2.313<br />
3 11/16 2.000<br />
3118 2.446<br />
3 7/8 2.446<br />
43/16 2688<br />
43/16 2.438<br />
43/16 2.688<br />
4 112 3.125<br />
4 112 3.125<br />
4 llll6 3.121<br />
4 11/16 2.875<br />
4 11/16 2.562<br />
4llll6 3.125<br />
5 3.625<br />
5 3.125<br />
5 ID 3.625<br />
5 iim 3675<br />
Coni.<br />
PAC<br />
O.H.<br />
NC2MI.F.)<br />
PAC<br />
E.H.<br />
NC26(S.H.)<br />
NC3I(I.F.)<br />
O.H.<br />
SL4i90<br />
E.H.<br />
NCJI(S.H.)<br />
NC38(I.F.)<br />
on.<br />
NC4WF.H.)<br />
S.H.<br />
H90<br />
NC4Ml.F.)<br />
O.H.<br />
NC46(E.H.)<br />
R.H.<br />
NC38(S.H.)<br />
ti90<br />
NCSO(1.F.)<br />
OR.<br />
NCSMEH.)<br />
FM.<br />
O.D.<br />
in.<br />
2 718<br />
3 114<br />
3 3D<br />
3 ID<br />
4 I/4<br />
3 3/8<br />
4 1/8<br />
3 7/8<br />
3 7/8<br />
4 314<br />
4 1/8<br />
4 314<br />
4 314<br />
5 114<br />
4 518<br />
5 112<br />
6<br />
5 i/2<br />
6<br />
6<br />
5<br />
6<br />
6 3/8<br />
5 7/8<br />
6 318<br />
1<br />
Box<br />
138 7<br />
1314 7<br />
I314 7<br />
I1/2 8<br />
17/8 8<br />
I3/4 8<br />
2118 8<br />
25/32 8<br />
25/32 8<br />
27/16 9 112<br />
21/8 8 112<br />
2ll/l6 9 I12<br />
2 11/16 9 112<br />
2 13/16 10<br />
29/16 91R<br />
2 13/16 IO<br />
3 li4 10<br />
3 l/4 10<br />
3 114 10<br />
3 10<br />
211/16 9 112<br />
3 114 10<br />
3 3/4 IO<br />
33/4 10<br />
3314 IO<br />
4 10<br />
6 138220<br />
6 138220<br />
6 138220<br />
6 214340<br />
6 214340<br />
6 214340<br />
6 214340<br />
6 214340<br />
6 214340<br />
7 271570<br />
61/2 271570<br />
7 271570<br />
7 271570<br />
7 msxo<br />
6 112 285360<br />
7 285360<br />
7 285360<br />
7 285360<br />
7 330560<br />
7 330560<br />
6 1/2 330560<br />
7 330560<br />
7 330560<br />
7 330560<br />
7 395600<br />
8 437120<br />
262ooo<br />
287280<br />
323760<br />
269410<br />
516840<br />
323760<br />
459120<br />
345840<br />
384600<br />
584880<br />
459120<br />
602160<br />
560040<br />
721440<br />
525840<br />
913680<br />
918960<br />
760080<br />
918960<br />
976440<br />
601880<br />
938280<br />
958800<br />
718080<br />
958800<br />
1265880<br />
6240<br />
6240<br />
6240<br />
11530<br />
11530<br />
11530<br />
11530<br />
11530<br />
11530<br />
I85 20<br />
18520<br />
18520<br />
18520<br />
23250<br />
23250<br />
23250<br />
23250<br />
23250<br />
30750<br />
30750<br />
30750<br />
30150<br />
30750<br />
30750<br />
41090<br />
50620<br />
T d<br />
Joint (5)<br />
5200<br />
6400<br />
6800<br />
5800<br />
13400<br />
6800<br />
I2000<br />
8600<br />
11800<br />
17300<br />
12000<br />
18700<br />
14900<br />
24000<br />
I5400<br />
35520<br />
34100<br />
26800<br />
34100<br />
34600<br />
18700<br />
37400<br />
37900<br />
27400<br />
37900<br />
55700<br />
6 SA 25.20 27.14 5.965 IU 6 314 4.875 . F.H. ... 8 . 5 14112 9112 489460 1448880 70550 73000<br />
Tool Joint Plus '29.4'ofDrlO Plpc.<br />
2 Tenlle Ybld Stnnith of DrlU Pip B-d on 75,000 psi.<br />
Tensile Yield Strenith of the Tool Joint Pin u bwd on 110#00 pi Ybld and the Crw Scctiond Are. at the Root of the Thread r/8 inch horn the Shoulder.<br />
Toniond Yield Strenph of the Drill Pip is Baud on n ShDu Strength of S7.7Xof the Minimum Yield Strength.<br />
Todonal Ybld Strength of the Tml Joint B.sed on Tande Yield Strongth of the Pin and Compreuive Ywld Strength of the Box - Lowest Value Prevailing.<br />
4<br />
u1<br />
Nl<br />
6<br />
a
6.85<br />
9.50<br />
Table 4-86<br />
Selection Chart-Tool Jolnts Applied to Lightwelght Drill Plpe-Grade E [30]<br />
DRlU PIPE DATA - TOOL JOlM ATTAcHeD MOL JOINT DATA MECHANICAL PROPERTIES<br />
To? sP= Tdc Yidd<br />
TW*Od Ydd<br />
in. Ib M b<br />
Nom. W*<br />
M.X.<br />
Wt. Wt. I.D.<br />
O.D. Drift<br />
09. 19.<br />
Tool<br />
Tool<br />
b/lt blrt (1) in. Type in. Dn Conn. in. in. BOX Pin Pipe(2) Joint (3) Pipe (4) Joint (5)<br />
4.85 5.15 1.995 EU 2 9/16 1.688 NC26(I.F.) 3 3/8 1314 7 6 91820 323760 4760 6800<br />
4.94 EO 29/16 1.850 SL-H'H) 3 114 1.995 7 6 97820 204550 4760 5500<br />
4.87 EU 29/16 1.807 OH. 3 118 2 7 6 97820 206400 4760 4400<br />
5.09 EU 2 9/16 1.807 W.O. 3 318 2<br />
7 6' 97820 205920 4760 4500<br />
7.33 2.441 EU<br />
6.91 EU<br />
6.91 EU<br />
7.25 EU<br />
10.39 2.992 EU<br />
10.12 EU<br />
9.95 EU<br />
10.2s EU<br />
3 3/16 2.063 NC31(l.F.)<br />
3 3/16 2.296 S.L.-H9O<br />
33/16 2.253 OH.<br />
3 3/16 2.253 W.O.<br />
3 7/8 2.563 NC38U.F.)<br />
3 718 2.847 S.L.490<br />
3 718 2.804 O.H.<br />
3 718 2.804 W.O.<br />
4 1/8<br />
3 718<br />
3 314<br />
3 78<br />
4 314<br />
4 518<br />
4 112<br />
4 3/4<br />
2 118<br />
2.441<br />
2 7/16<br />
2 7/16<br />
2 11/16<br />
2.992<br />
3<br />
3<br />
8<br />
8<br />
8<br />
8<br />
9 112<br />
9 112<br />
9 112<br />
9 1/2<br />
6' 135900 459120<br />
6 135900 259180<br />
6 135900 224040<br />
6' 135900 289080<br />
7' 194260 602160<br />
6 112194260 370970<br />
7 194260 392280<br />
7' 194260 434400<br />
8070<br />
8070<br />
8070<br />
8070<br />
14120<br />
14120<br />
14120<br />
14120<br />
12000<br />
7600<br />
5800<br />
7500<br />
18700<br />
13200<br />
11800<br />
I3400<br />
11.85<br />
13.75<br />
13.09 3.476 IU<br />
13.13 EU<br />
12.16 EU<br />
13.03 EU<br />
15.24 3.958 IU<br />
14.98 EU<br />
14.10 EO<br />
14.90 EU<br />
43/16 2.688 H90<br />
4 112 3.125 NC46U.F.)<br />
4 112 3.287 O.H.<br />
4 112 3.287 W.O.<br />
4 11/16 3.125 H90<br />
5 3.625 NC5WI.F.)<br />
5 3.770 O.H.<br />
5 3.770 W.O.<br />
5 112<br />
5 314<br />
5 114<br />
5 314<br />
6<br />
6 I/8<br />
5 314<br />
6 18<br />
2 13/16<br />
3 114<br />
3 15/32<br />
3 7/16<br />
3 l/4<br />
3 314<br />
3 31/32<br />
3 718<br />
10<br />
10<br />
10<br />
10<br />
10<br />
10<br />
IO<br />
10<br />
7 230750 913680<br />
7. 230750 918960<br />
7 230750 621960<br />
7' 230750 801120<br />
7 270030 938280<br />
7. 270030 958920<br />
7 270030 559440<br />
7' 270030 868920<br />
*If weight is of paramount importance, these connections can be supplied with a smaller O.D. or shorter tong space on box and pin, or a combination of the two to afford miximum<br />
weight redudon without sacrificing safety in the joint. However, where possible, the manufacturers recommend ordering the joints shown to obtain the niaximum economial<br />
tool joint service.<br />
Otha tool jointrircs to accommodate rpecirl situations can be furnished on request.<br />
1 T d Joint Plus 29.4' of Drill Pipe.<br />
2 Tensile Yield Stmn(th of Drill Pipe Baed on 75,000 psi.<br />
3 Tensile Yield Strcnith of the Tool Joint Pin is based on I20,OOO Psi Yield and the Croa Sectional Area a1 the Root of the Thread 51s inch from the Shoulder.<br />
4 Torrional Yield Strength of the Drill Pipe ia Baaed on a Shear Strenglh of 5l.lqbof the Minimum Yield Strength.<br />
5 Tonionsl Yield Strenglh ofthe Tool Joint Bawd on Tensile Yleld Strength of the Pin and Compressive Yield Strength of the Box - owe st Value Prevailing.<br />
19440<br />
19440<br />
19440<br />
19440<br />
25860<br />
25860<br />
25860<br />
25860<br />
3s500<br />
34100<br />
22100<br />
29300<br />
37400<br />
37900<br />
21 100<br />
34100<br />
8<br />
3<br />
a<br />
0<br />
E.<br />
g.<br />
3<br />
w<br />
3<br />
a<br />
U<br />
a<br />
5'<br />
1
Nom.<br />
Size<br />
3 112<br />
4<br />
4 112<br />
5<br />
5 112<br />
Table 4-87<br />
Selection Chart-Tool Joints Applied to Heavy-Weight Drill Pipe-Grade E [30]<br />
DRILL PIPE DATA - TOOL JOINT ATTACHED<br />
Nom. Adj.<br />
Wt. Wt.<br />
Ib/ft lblft (1)<br />
1550<br />
15.70t<br />
20.00<br />
22.82<br />
25.60<br />
24.70<br />
16.42<br />
16.99<br />
17.30<br />
17.43<br />
21.73<br />
21.73<br />
21.73<br />
22.33<br />
2453<br />
24.53<br />
2453<br />
24.5 4<br />
27.17<br />
28.08<br />
26.86<br />
1.D.<br />
in.<br />
2.602<br />
3.240<br />
3.640<br />
3.500<br />
4.00<br />
4.670<br />
Max.<br />
O.D. Drift<br />
Type in. Dia<br />
EU 3 718 2.414<br />
1U 4 3/16 2.562<br />
1U 4 3/16 2.688<br />
EU 4 112 3.052<br />
IEU 4 11/16 2.875<br />
IEU 4 11116 2.875<br />
IEU 4 11116 2.875<br />
EU 5 3.452<br />
IEU 4 11/16 2.875<br />
IEU 4 11/16 2.875<br />
IEU 4 11/16 2.875<br />
EU 5 118 3.312<br />
IEU 5 118 3.375<br />
IEU 5 118 3.375<br />
IEU 5 11/16 3.875<br />
Cann.<br />
NC38(1.F.)<br />
NCQO(F.H.)<br />
H90<br />
NC46U.F.)<br />
NC46(E.H.)<br />
F.H.<br />
H90<br />
NC5II.F.)<br />
NC46 (E.H.)<br />
F.H.<br />
H-90<br />
NCSO (1.F.)<br />
NCSO(E.H.)<br />
5 Il2F.H.<br />
F.H.<br />
TOOL JOINT DATA<br />
O.D.<br />
in.<br />
5<br />
5 114<br />
5 112<br />
6<br />
6<br />
6<br />
6<br />
6 318<br />
6<br />
6<br />
6<br />
6 318<br />
6 318<br />
7<br />
7<br />
19.<br />
in.<br />
2 9/16<br />
2 11116<br />
2 13116<br />
3 114<br />
3<br />
3<br />
3<br />
3 314<br />
3<br />
3<br />
3<br />
3 112<br />
3 112<br />
3 112<br />
4<br />
Tong Spice<br />
in.<br />
Tensile Yield<br />
lb<br />
Tod<br />
Box Pin Pipe(2) Joint (3)<br />
9 112 7 322780 663550<br />
10 7 324150 791620<br />
10 7 324150 913680<br />
10 7 324150 918960<br />
10 7<br />
10 7<br />
10 7<br />
10 7<br />
10 7<br />
10 7<br />
10 7<br />
IO 7<br />
412360<br />
412360<br />
4 12360<br />
412360<br />
47 I240<br />
471240<br />
471240<br />
47 1240<br />
MECHANICAL PROPERTIES<br />
1066030<br />
976130<br />
1085380<br />
95800<br />
1066030<br />
976130<br />
1085380<br />
958800<br />
10 7 53180 1128960<br />
10 8 530180 1268540<br />
IO 8 497220 1265880<br />
-l<br />
rJl<br />
rp<br />
Y e<br />
w<br />
ti'<br />
Toniod Yield<br />
ft-lb 09<br />
P<br />
Pipe (4) Joint Tool (5) e. 5<br />
21050<br />
25760<br />
25760<br />
25760<br />
36840<br />
36840<br />
36840<br />
36840<br />
40910<br />
40910<br />
40910<br />
40910<br />
20600<br />
25900<br />
35500<br />
34 100<br />
52160 44600<br />
52160 59000<br />
56470 55700<br />
-<br />
6<br />
a_<br />
CD<br />
39400 g.<br />
34600<br />
44600 2<br />
37900<br />
39400<br />
34600<br />
44600<br />
37900<br />
?Not APl weight<br />
I Tool Joint Plus 29.4'of DriU Pspe.<br />
2 Tensile Yield Strength of Drill Pipe B ad on 75,000 psi.<br />
3 Tensile Yield Strength of the Tool Joint Pin is based on 120,000 psi Yield and the Cros Sectional Area at the Root of the Thread 518 inch from the Shoulder.<br />
4 Torsional Yield Strength of the Drill Pipe ir Based on a Shear Strength of 57.7%of the Minimum Yield Strength.<br />
Torsional Yield Strength of the Tool Joint Bared on Tensile Yield Strength of the Pin md Compressive Yield Strength of the Box - Lomst Valw Prevailing.
In<br />
In<br />
t-<br />
." B<br />
v1<br />
a"<br />
c<br />
0<br />
."<br />
.3 Y<br />
8<br />
2<br />
0<br />
u<br />
bb<br />
." c<br />
&<br />
j;<br />
OZILS<br />
W9tD<br />
WLC<br />
W9tP<br />
009PP<br />
009tP<br />
Wltt<br />
009P)<br />
OOZPP<br />
W6LC<br />
W9P*<br />
OOP6C<br />
0068i<br />
OO6LC<br />
ow**<br />
OW6C<br />
0068i<br />
WZt+<br />
W55f<br />
WPSZ<br />
Wt6S<br />
Wltc<br />
WSSf<br />
WZOf<br />
WIM<br />
Wssr<br />
OOPS2<br />
00i99<br />
OLSlS<br />
OLSI5<br />
0999t<br />
0999P<br />
0999t<br />
0999c<br />
0% 55<br />
OSE 55<br />
OSOEP<br />
050fP<br />
osoit<br />
osoit<br />
0568f<br />
0568C<br />
0568f<br />
0568i<br />
08f%<br />
0f92C<br />
Of 9Zf<br />
OD8 I P<br />
OSSZf<br />
0552c<br />
O55Zi<br />
OtMZ<br />
OSMZ<br />
OW62<br />
01591Pl OVZZVL<br />
09P82II WELLS<br />
oszszri WCLLS<br />
09P8Z11 OZEZZS<br />
08C5801 OLi22S<br />
OPPIOZI OZl225<br />
OVOSCZI OLfZZS<br />
09P8Zll OW565<br />
OtSlOZl 000565<br />
008856 08129e<br />
osrs8oi 08mt<br />
Of09901 08129t<br />
0891111 08L29*<br />
W8856 OOL81*<br />
0825801 Wl81P<br />
0809901 OOL81t<br />
0891111 OOL8lP<br />
OtSIll OZlC85<br />
089r16 06501~<br />
O2916L 065011<br />
Of09901 OS9615<br />
OZL816 W566f<br />
~89~16 ms6t.r<br />
085Z16 00566f<br />
021816 09b19E<br />
089~16 09mr<br />
02916L 09t19f<br />
L<br />
1<br />
L<br />
L<br />
L<br />
1<br />
1<br />
L<br />
L<br />
L<br />
L<br />
L<br />
L<br />
1<br />
1<br />
1<br />
L<br />
L<br />
L<br />
1<br />
1<br />
L<br />
1<br />
L<br />
L<br />
1<br />
1<br />
01<br />
01<br />
01<br />
01<br />
01<br />
01<br />
01<br />
01<br />
01<br />
01<br />
01<br />
01<br />
01<br />
01<br />
01<br />
01<br />
01<br />
L<br />
ZII L<br />
Z/I l<br />
2ll f<br />
E<br />
P/f z<br />
Zll z<br />
Zll f<br />
*/f t<br />
PIE E<br />
E<br />
E<br />
PIE 2<br />
t/f f<br />
f<br />
f<br />
PIE 2<br />
01 */E z<br />
01 911f1 2<br />
01 91/11 2<br />
01 f<br />
01 t/I f<br />
01 911f12<br />
01 91lLL<br />
01 Pllf<br />
01 911flZ<br />
oi 911112<br />
8/S 9<br />
8/r9<br />
*/I 9<br />
S/f 9<br />
9<br />
111 9<br />
9<br />
8lf 9<br />
t/r 9<br />
Elf 9<br />
9<br />
9<br />
9<br />
SlE 9<br />
9<br />
9<br />
9<br />
9<br />
211 5<br />
til s<br />
9<br />
9<br />
211 s<br />
2II 5<br />
9<br />
Zll 5<br />
*/I 5<br />
SLI'Z 8ll 5<br />
sicr 811 s<br />
SLL'L 91111 b<br />
5LF'f 8ll 5<br />
SLB'Z 91/11P<br />
529Z 91111 P<br />
SLCZ 91111P<br />
5Lf'f s/r 5<br />
ELCZ sr/rr t<br />
SLL'E 8ll 5<br />
SLO'Z 91/11 t<br />
518'2 91/11 t<br />
5292 91/11 *<br />
5LL'f 8/1 5<br />
5LO'Z 91/11 t<br />
519'2 91/11 t<br />
5292 91/11 t<br />
nrr Zll t<br />
889Z 911E t<br />
29SZ 91/f 9<br />
SLO'Z 2IIt<br />
5ZI'f Z/I*<br />
889Z 91/f t<br />
EICZ 911ft<br />
SLB'Z Zll t<br />
889Z 9VEt<br />
295'2 911Et<br />
ooo'5f I<br />
OW'rOI<br />
000'501<br />
000'56<br />
000'56<br />
OW'S6<br />
000'56 OWf<br />
OW' 5f 1<br />
OW'LI<br />
000*501<br />
000'50'<br />
WO'501<br />
000'50I<br />
000'56<br />
W0.56<br />
000'56<br />
000'56 9Z8'i<br />
OW'PfI<br />
OW'S6<br />
OW'S6 OtZ'f<br />
0W'SfI<br />
ooo'sor<br />
Ooo'SOI<br />
OW'501<br />
OW'S6<br />
OW'S6<br />
000'56 OtCf<br />
LY22<br />
92ZE<br />
WZZ<br />
11'22<br />
iCI2<br />
*8'lE<br />
69IZ WO'OZ<br />
01'81<br />
26'81<br />
66LI<br />
61'81<br />
IC81<br />
8f'81<br />
66L1<br />
61'81<br />
61'81<br />
IC81 0991 Z/l t<br />
SI'S1<br />
OCLT<br />
lYll IOL'51<br />
11'91<br />
9531<br />
SYSI<br />
5551<br />
95'51<br />
5v51<br />
6251 W'Pl P<br />
WZOL<br />
WlZZ<br />
WSZf<br />
Wl2Z<br />
W261<br />
M)9ot<br />
OLt62<br />
09991<br />
OffEC<br />
0C65Z<br />
099C2<br />
09tLZ<br />
085216 06815t<br />
OLZ9ZL 058MIP<br />
09PS66 02888t<br />
OZZ9ZL 06108f<br />
ozs9fs 066r~<br />
WEL99 066LtC<br />
L<br />
L<br />
L<br />
L<br />
Z/I 9<br />
1<br />
01 911LZ<br />
Z/I 6 91/1 Z<br />
01 HlZ<br />
211 6 9llL t<br />
Z/l6 911112<br />
ZII 6 9116Z<br />
ZI1 5<br />
5<br />
Zll 5<br />
5<br />
8/S t<br />
S<br />
EIf'2 81Li<br />
flu2 8/L f<br />
szrz 81~r<br />
CIf'Z 8lL t<br />
E9SZ 8/LE<br />
rirz OIL(<br />
OW'S01<br />
000'56 Z09Z<br />
OW'5tl<br />
000'50I<br />
OW'S6<br />
W'56 WL'L<br />
89'91<br />
PFPI<br />
OS51<br />
56tl<br />
8f'Pl<br />
2L'iI<br />
tcti o m ZIF<br />
OMiZ<br />
WPCI<br />
WSI I<br />
OOtcI<br />
(5) V!Ol<br />
POL<br />
89661<br />
05191<br />
019tl<br />
019tl<br />
(0 d!d<br />
025191 O800Lf<br />
OL9LOP 08OOOf<br />
oowr OEEILZ<br />
OL~LOS owuz<br />
9<br />
9<br />
9<br />
8 2<br />
8 2<br />
e zmz<br />
s t<br />
*/E P<br />
8/1 P<br />
UIL t<br />
811 t<br />
'(r0<br />
181'1 911f i<br />
SL8'1 91/Cf<br />
W Z 9UEf<br />
I~L'I 91hr<br />
'R! 'TI!<br />
=!a WO<br />
31(*I .XW<br />
oocf5f I<br />
000'501<br />
OOdM<br />
OWY6 151'2<br />
.?rd<br />
r@uas ,a?<br />
PPI<br />
51'11<br />
6011<br />
fro1<br />
t66 Of01 8IlZ<br />
(I) Ill* IJhl *z!S<br />
'IM 7M 'WON<br />
.!Pv 'WON
Nom.<br />
size<br />
4 l/2<br />
5<br />
5 112<br />
21.82<br />
I930<br />
z.60<br />
21.90<br />
24.70<br />
Table 4-88<br />
(continued)<br />
WU m0 DATA - moL WWNT AlTACHPD TOOL JOINT DATA YeMANIcUPRommmi<br />
na<br />
25.08<br />
2435<br />
24.71<br />
24 1<br />
25.60<br />
24.83<br />
21.34<br />
2135<br />
21.60<br />
23.24<br />
B.62<br />
28.99<br />
14.14<br />
n.x<br />
24.98<br />
25.86<br />
25.66<br />
27.89<br />
27.89<br />
28.91<br />
ID.<br />
in.<br />
1.500<br />
3.5M)<br />
3.500<br />
3.500<br />
33w<br />
3300<br />
3.500<br />
4.276<br />
4M)o<br />
4.7711<br />
4.670<br />
Y*ld<br />
*-@<br />
in. Tm<br />
95.000 ELI<br />
95.000 IEU<br />
95.000 EU<br />
IMWO IEU<br />
~~<br />
lO5:000 EU<br />
IUD0 IEU<br />
135.000 EO<br />
95000 IEU<br />
95.000 IEV<br />
105.000 IEU<br />
135.000 IEU<br />
95.000 IEU<br />
lO5.000 IEU<br />
95,WO IEU<br />
95.000 IEU<br />
lOS.000 IEU<br />
135.000 IEU<br />
135.000 IEU<br />
95.000 IEU<br />
lOS.000 IEU<br />
135,000 IEU<br />
4 11/16 2.625<br />
4 11/16 2.125<br />
5 3.375<br />
4 11/16 2.375<br />
5 3.125<br />
4 11/16 2.875<br />
I 2.875<br />
5 I# 3.37s<br />
51fl 3.125<br />
5 118 3.115<br />
5 118 3.375<br />
5 I@ 3.375<br />
5 1/8 3.375<br />
5 11/16 3.62)<br />
5 11/16 3.375<br />
5 11/16 3.375<br />
5 11/16 2.874<br />
5 11/16 3.375<br />
5 11/16 3.375<br />
5 11/16 3.375<br />
511116 2.874<br />
0.1). ID.<br />
CUM. in. in.<br />
NC4UE.H.l 6 1/4 23/4<br />
F.H. 6 114 1 114<br />
NCSfflPJ 6318 3 1/2<br />
NC4MP.H.) 6 l/4 2112<br />
NC50lI.F.) 6318 3 I/)<br />
NC5WI.F.) 65/8 3<br />
NCIO(1.F.) 651.9 3<br />
NCSO(EH.) 6 3/8 31/2<br />
H90 6112 31C<br />
NC5WE.H.) 6 1/2 3 1/4<br />
5 1/2F.H. 7 I14 3 I/2<br />
5 112P.H. 7 3 1/2<br />
5 II2F.H. 7 1/4 3112<br />
Fa. 7 3314<br />
HW 7 3 I12<br />
.OX<br />
10<br />
10<br />
10<br />
10<br />
IO<br />
IO<br />
10<br />
10<br />
IO<br />
IO<br />
IO<br />
IO<br />
IO<br />
10<br />
10<br />
IO<br />
IO<br />
IO<br />
IO<br />
IO<br />
IO<br />
Pin<br />
RP.0)<br />
7 5%*900<br />
7 5%,900<br />
7 596.900<br />
7 659.740<br />
7 659,740<br />
7 848.230<br />
7 848.230<br />
7 501090<br />
7 SOIOW<br />
87 712070 553830<br />
8 671wO<br />
8 742000<br />
8 553680<br />
8 611960 786810<br />
8 786810<br />
8 629810<br />
8 696110<br />
8 895000<br />
Tod<br />
Jdoin(3)<br />
IH)1440<br />
I235(YO<br />
11211960<br />
1325180<br />
I287840<br />
1436050<br />
1436050<br />
I128460<br />
II7WW<br />
1287840<br />
I619520<br />
1619520<br />
1619520<br />
1448640<br />
1268540<br />
1619520<br />
1925760<br />
I802320<br />
1619520<br />
1619520<br />
125760<br />
Tool<br />
*(4) Jdns (SI<br />
51m 44600<br />
5Ioo 4200<br />
51800 U6W<br />
57280 49400<br />
57180 49900<br />
73640 59400<br />
73640 59400<br />
52050 41600<br />
SMSO Ill00<br />
57530 49900<br />
73970 71000<br />
Morn 62400<br />
73030 71000<br />
64120 62400<br />
64120 JWM)<br />
70870 71000<br />
911M 85000<br />
91120 82560<br />
71530 71000<br />
'79060 71wO<br />
101650 85000<br />
P,<br />
3<br />
a<br />
n<br />
0<br />
3<br />
'd,<br />
1<br />
5.<br />
2
Drill String: Composition and Design 757<br />
CO""<br />
NOW<br />
00<br />
rx 485 EU75 wo 3% 2 2200 3% x 2200 3% & 2100 3 & 1600<br />
2<br />
485 EU 75 SL-HSO 3X 2 2800 3 % &; % 1700 2% 1500<br />
485 EU 75 NC26(I F) L$ ;% 2300 3% & 1800 3%. !4 1500<br />
485 EU75 OH 1800 85 ?& 1500<br />
6.65 E.U.55 NC26 (1.F.) %<br />
6.65 I.U. 75 P.A.C. DZ7h<br />
6.65 E.U. 75 NC260 F )<br />
6.65 E.U.75 SL-HW %<br />
8.65 w.75 O.H. 31,<br />
2% 6.85 E.U. 75 NC31 (1.F.) 4%<br />
6.85 E.U.75 W.O. 4%<br />
685 E.U.75 O.H. @3%<br />
6.85 E.U.75 SL-HW 3%<br />
10.40 E.U.55 NC31 (1.F.I 4%<br />
10.40 I.U.55 E.H. 4X<br />
10.40 I. U. 55 NC26 (@S.H.) a33x<br />
10.40 E.U.55 O.H. 3%<br />
10.40 E.U.75 NC31 (If.) 4X<br />
10.40 I.U.75 E.H. 4%<br />
10.40 I.U. 75 NC26 F.H.) QJ3%<br />
10.40 EU.75 O.H. D3%<br />
10.40 E.U.75 SL-H9O 3%<br />
10.40 E.U.75 P.AC 03%<br />
10.40 E.U.95 NC31 (I.F.) 4?<br />
10.40 E.U.95 SL-HW cD3h<br />
10.40 E.U 105 NC31 (IF) LB4x<br />
1040 E.U. 135 NC31 (IF.) CMx<br />
3% 9.50 E.U.75 NC38(W.O.) Q4%<br />
9.50 E.U.75 NC38 (I.F.) 4%<br />
9.50 E.U.75 O.H. a43/,<br />
9.50 E.U.75 SL-HgO 4%<br />
1330 E.U.95 NC38(IF.) 5 2x 11500<br />
13.30 E.U.95 SL-i-490 027; 9700<br />
13.30 E.U.95 H90 2% 12m<br />
13.30 E.U. 105 NC38 (IF.) 5 a)2% 11500<br />
13.30 EU. 135 NC4014F.H.) 5%<br />
13.30 E.U. 135 NC38(3'/2 I.F.) 5 D% :%<br />
15.50 E.U.75 NC38(I F.) 5 2% 11000<br />
15.50 E.U 95 NC38 (I F.) 5 W e 11500<br />
15.50 E.U. 105 NCa(4F.H.) 5% 2% 15oOo<br />
4): !?& 11500 4% x 9700 4:; !?& 8100
758 Drilling and Well Completions<br />
Table 4-89<br />
(continued)<br />
1 2 3 4 5 6 7 6 9 10 1112 13 1 4 1 5 18<br />
4 11.85<br />
11.85<br />
11.85<br />
11.85<br />
14.00<br />
14.00<br />
14.00<br />
14.00<br />
14.00<br />
14.00<br />
14.00<br />
14.00<br />
14.00<br />
14.00<br />
14.00<br />
14.00 E.U. 135 NC46 (I.F,) 6<br />
15.70 I.U. 55 NC40 (F.H.) 5Y<br />
15.70 E.U. 55 NC46 (1.F.) d<br />
15.70<br />
15.70<br />
15.70<br />
15.70<br />
15.70<br />
15.70<br />
15.70<br />
15.70<br />
15.70<br />
15.70<br />
4% 13.75<br />
13.75<br />
13.75<br />
13.75<br />
16.60<br />
16.60<br />
16.60<br />
16.60<br />
16.60<br />
16.60<br />
16.60<br />
16.60<br />
16.60<br />
16.60<br />
16.60<br />
16.60<br />
16.60<br />
16.60<br />
16.60<br />
16.60<br />
E.U.75 NCM(1.F.) W<br />
E.U. 75 NC46 (W.O.) 5$<br />
E.U.75 O.H.<br />
E.U.75 H90 5%<br />
I.U. 75 NC40 (F.H.) 5%<br />
E.U. 75 NC46 (I.F.) 5%<br />
I.U. 75<br />
E.U.75 %%?<br />
E.U.75 H90 5%<br />
I.U. 95 NC40 (F.H.) 5%<br />
E.U.95 NC46 (I.F.) 5%<br />
1.U 95 HBO 5%<br />
I.U. 105 NW(F.H.) 5%<br />
E.U. 105 NC46 (1.F.) 5%<br />
I.U. 105 H90 5%<br />
I.U. 75 NC40 (F H.) 5Y<br />
E.U. 75 NC46 (I.F,) 52<br />
E.U.75 HBO 5%<br />
I.U. 95 NC40 (F.H.) 5%<br />
E.U. 95 NC46 (1.F.) 5%<br />
I.U.95 H90 5%<br />
E.U. 105 NC46 (1.F.) 5X<br />
I.U. 105 HBO 5%<br />
I.U. 135 NC46 (I.F.) 6%<br />
E.U. 135 NC46 (I.F.) 6%<br />
E.U. 75 NC50 (W.O.) 6%<br />
E.U. 75 NC50 (I.F.) 6%<br />
E.U.75 O.H. 5%<br />
E.U.75 HBO 6<br />
I U.55 F.H. 5%<br />
I.U. 55 NC48 (E.H.) 6<br />
E.U. 55 NC50 (1.F.) 6%<br />
I.U.75<br />
I.U.75<br />
O.H.<br />
F.H.<br />
05%<br />
5%<br />
I.U. 75 NC46 (E.H.) 6<br />
E.U. 75 NC50 (I.F.) 6%<br />
E.U.75 H90 6<br />
I.U.95 F.H. 6<br />
I.U. 95 NC46 (E.H.) 8<br />
E.U. 95 NC50 (I.F.) 6%<br />
I.U.95 H90 6<br />
I.U.105 F.H. 6<br />
I.U. 105 NC46 (E.H.) 6<br />
E.U. 105 NC50 (I.F.) 6%<br />
I.U. 105 H80 6<br />
18ooo<br />
15400<br />
11300<br />
18500<br />
12500<br />
18ooo<br />
8ooo<br />
14ooo<br />
18500<br />
lso00<br />
18ooo<br />
18500<br />
16OOO<br />
leo00<br />
18500<br />
22000<br />
13500<br />
18ooo<br />
13500<br />
18ooo<br />
18500<br />
15700<br />
leo00<br />
16500<br />
2MM)<br />
18500<br />
24900<br />
23500<br />
17500<br />
19700<br />
lo800<br />
2woo<br />
lW<br />
1BMx)<br />
19700<br />
19800<br />
leo00<br />
leo00<br />
19700<br />
2woo<br />
leo00<br />
21000<br />
21500<br />
23500<br />
20300<br />
22OOO<br />
22ooo<br />
23500<br />
5800<br />
6500<br />
8600<br />
6OOO<br />
7600<br />
7200<br />
8wo<br />
7400<br />
6900<br />
9400<br />
gsoo<br />
goo0<br />
lO6W<br />
lo300<br />
lo800<br />
13300<br />
5800<br />
5800<br />
8200<br />
8ooo<br />
7500<br />
logoo<br />
lo300<br />
8800<br />
11700<br />
11400<br />
14800<br />
14800<br />
8800<br />
8800<br />
8500<br />
8400<br />
6800<br />
7300<br />
7100<br />
10200<br />
8600<br />
gsoo<br />
gsoo<br />
lo200<br />
12500<br />
12500<br />
13ooo<br />
12700<br />
14100<br />
lloo<br />
13900<br />
1380Ll
~ .<br />
Drill String: Composition and Design 759<br />
4% 16.60 I.U.135 NC46(E.H.) 6Y<br />
16.60 E.U.135 NCM(1.F.) 6i<br />
25.60 I.E.U.105 5XFH 7% 3% 37000 6% X 33700 6Y:. ?& 27500 6% L 23100<br />
5% 21.90 I.U.75 F.H. 7 4 28800 X, 24200 6% X 18800 6% X 1660<br />
21.90 l.E.U.95 F.H. 7 3% 32300 6% ?& 296W 30000 67: 6x, "' g 24200 24300 ri '9' g 20900 20800<br />
21.90 l.E.U 95 HW 7 3% 303MI 6%<br />
21.90 I.E.U.1W F.H. 7% 3% 37000 X 33200 6!!& X 27500 6% ?& 23100<br />
21.90 I.E.U.135 F.H. 7% 3 44100 7% ?& 42300 6% ?'$ 34300 6% X 29800<br />
24.70 I.U.75 F.H. 7 4 28800 6?& X 26400 % 22Mx) 6?& % 17700<br />
24.70 i.E.U.95 F.H. 7% 3% 37000 6?& !?& 33200 6% 2% 275W 6% ?& 23100<br />
2470 I.E.U. ~~ 105 F.H. 7% .'. 3% _,r 37060 61L N, 36500 6% % 29800 6% % 25300<br />
~ ~~~ -,- .I .- .- .. .-<br />
@Basis ot calculations lor meommended tool joint makwp toque asmmed the use of a thread compound Conlainmg 40-<br />
6046 by weight Of linely powdered metallic Zinc applied lhmughly to all threads and Shoulders. and a tensile<br />
slr~sof62.500~SilorcOlumn7and75.000psiforcolumnsl0.l3.and 16.<br />
@W% minimum wall dnll pip. 0.0. of tool joinls listed lor Premium Class drill pipe are bawd on drill pipe hawing uniform<br />
y(larlllQ a minimum wal! thrcknar olBo9b.<br />
OMinimum box Shoulder disregards bevel.<br />
a0.D. 01 1001 joints shown tor class 2 dnll pipe we baled on drill pip hawing all the wear on one aide and a minimum wall<br />
thtckness 01 65%.<br />
W.0. of tool loints shown for Class 3 drill pipe are bow on dnll pipe having all Me war on one side and a minimum<br />
wall thickness 01 5%.<br />
@The uae of 0 0:s smaller lhan lhoae listed on lhe fable may be aceaptable on Slim Hole Tool Joints due la special sewice<br />
rsquiremsnts.<br />
mTml Joint with dimensions shown ha8 a lower torsional yield Mrength lhan the drill pipe M which il is atlached.<br />
*Tool joint wtsrde diameters (OD) specified are required to retain Iorsional strength In lhe tool Joint comparable to Ihe<br />
torsional strength of the allshed drill pipe, The use 01 tool joints, with oulaide dismat?rr smaller than those listed<br />
may be acceplabb in special mice requirmls 10 provide sutticlenl clearance in Cmmng programs. In Such cases.<br />
the torsional strength 01 the joint may be cmderaWy below that 01 the drill pip. body to which it la attached.<br />
Tool ioinn with OuW dimnn Im from Grde E drill pipe an deqwta for hogh rtnngth drill pipa when 4 in -be<br />
Ntmn srrmg with GRd. E drill prim.
760 Drilling and Well Completions<br />
1<br />
/EXTRA<br />
LONG JOINTS<br />
(A) MORE BEARING<br />
AREA REDUCES<br />
WEAR<br />
(6) MORE LENGTH<br />
FOR<br />
RECUTTING<br />
CONNECTIONS<br />
HEAVY WALL TUBE<br />
PROVIDES<br />
MAXIMUM WEIGHT<br />
PER FOOT<br />
HARDFACI NG<br />
ON EIJDS AND<br />
CENTER SEC-<br />
TION (OPTIONAL)<br />
FOR LONGER<br />
LIFE<br />
CENTER UPSET<br />
(A) INTEGRAL PART<br />
<strong>OF</strong> TUBE<br />
(B) REDUCES WEAR<br />
ON CENTER <strong>OF</strong><br />
TUBE<br />
EXTRA LONG JOINTS<br />
(A) MORE BEARING<br />
AREA REDUCES<br />
WEAR<br />
(6) MORE LENGTH<br />
FOR<br />
RECUTTING<br />
CONNECTIONS<br />
Figure 4-134. Drilco's Hevi-Wate' drill pipe [42].<br />
(text continued from page 749)<br />
drilling. However, based on field experience, if a heavy-weight drill pipe above<br />
the drill collars is used, it reduces drill pipe failure. The failure of regular drill<br />
pipe and tool joints is influenced by several factors. Probably the most important<br />
one is a cyclic bending stress reversal resulting from the accidental running of<br />
drill pipe in compression, the centrifugal force effect or passing through short<br />
and sharp dog-legs, or a combination of these factors. In directional drilling, a
Drill String: Composition and Design 761<br />
heavy-weight drill pipe is used to create weight on the bit if, for some reason<br />
(e.g., excessive torque and drag or differential problem sticking), a long string<br />
of drill collars cannot be run.<br />
The best performance of the individual members of the drill string is obtained<br />
when the bending stress ratio of subsequent members is less than 5.5 [38].<br />
Bending stress ratio (BSR) is defined as a ratio of the bending section moduli<br />
of two subsequent members, e.g., between the drill collar and the pipe right<br />
above it.<br />
To maintain the BSR at less than 5.5, the string of drill collars must frequently<br />
be composed of different sizes. For severe drilling conditions (hole enlargement,<br />
corrosive environment, hard formations), reduction of the BSR to 3.5 helps to<br />
reduce frequency of drill pipe failure.<br />
Geometrical and mechanical properties of heavy-weight drill pipe (Hevi-Wate@)<br />
manufactured by Drilco are given in Table 4-90.<br />
Example<br />
Calculate the required length of 44 in. Hevi-Wate" drill pipe for the following<br />
conditions:<br />
Hole size: 94 in.<br />
Hole angle: 40"<br />
Desired weight on bit: 40,000 lb<br />
Drill collars: 7 x 2z in.<br />
Length of drill collars: 330 ft<br />
Drilling fluid specific gravity: 1.2<br />
Desired safety factor for neutral point: 1.15<br />
Solution<br />
Check to see if the BSR of drill collar and Hevi-Wate") drill pipe is less<br />
than 5.5.<br />
Bending section modulus of drill collar is<br />
Bending section modulus of Hevi-Wate" drill pipe is<br />
BSR = 65*592 - 4.26 e 5.5<br />
15.397<br />
Unit weight of drill collar in drilling fluid is<br />
110 1-- = 93.181b/ft<br />
( ;.s25)
762 Drilling and Well Completions<br />
Table 4-90<br />
Properties of Hevi-Wate@ Drill Pipe<br />
(@ Drilco Trademark) [38]<br />
DIMENSIONAL DATA RANGE II<br />
I<br />
m<br />
TOOL J<br />
NNT<br />
WEIGHT<br />
m a .<br />
WI InJ<br />
Tuba L<br />
Jolnls (IO)<br />
-<br />
Mako-<br />
UP<br />
TOrqUI<br />
(lt-lb)<br />
9.W<br />
13.251<br />
21.m<br />
29.m<br />
DIMENSIONAL DATA RANGE 111<br />
Nom<br />
SI28<br />
(In)<br />
5<br />
Nom Tub.<br />
Dhnensbn<br />
TUBE<br />
Muh<br />
Pmpwiln<br />
Tub.<br />
&cIlon<br />
wall<br />
Tor-<br />
Tblck- Center Elentor Tenslla slo~l<br />
ID nns Awa Upul UpwI VIeY Yldd<br />
(In) (In) (In,) (In1 (In1 (lb) (H-IO)<br />
2% 075 9.965 5 4% 546.075 40,715<br />
3 l.W 12.656 5% 5'/8 691.165 56,495<br />
TOOL JOINT I WEIGHT 1<br />
I l l Appma.<br />
WI lncl<br />
I
Drill String: Composition and Design 763<br />
Unit weight of Hevi-Wate(') drill pipe = (41)(0.847) = 34.72 Ib/ft. Part of weight<br />
on bit that may be created using drill collars = (93.18)(330)(cos 40) = 23,555 lb.<br />
Required length of Hevi-Wate'') drill pipe is<br />
(40000- 23555)(1.5) = ,llft<br />
(34.72)(cos40)<br />
Assuming an average length of one joint of Hevi-Wate(c) drill pipe to be 30 ft,<br />
24 joints are required.<br />
Fatigue Damage of Drill Pipe<br />
It should be understood that the majority of drill pipe and tool joint failures<br />
occur as a result of a fatigue damage. The problem of fatigue failure is not<br />
adequately researched; however, it is basically agreed that tension and bending<br />
(reversing tension and compression of the same drill pipe fiber), magnified by<br />
vibrations, contribute the most to such type of failure. Cycling stress results in<br />
a crack that spreads across the cross-section and causes ultimate failure. A<br />
fracture begins at a point on or near the surface that is weaker than any other<br />
due to a number of reasons (e.g., surface imperfections or stress raisers). Fatigue<br />
cracks can also initiate at points below the surface of the drill string if the<br />
proper conditions exist. It should also be remembered that drill pipe fatigue is<br />
cumulative in nature, so the changes that affect failure are usually long delayed<br />
and require a certain amount of time to be detected.<br />
The drill collars and particularly their connections are also exposed to cyclic<br />
stresses. Subsequently, these are susceptible to fatigue damage, but the changes<br />
that may influence failure are more quickly discovered.<br />
Based on work done by A. Lubinski, J. E. Hansford and R. W. Nicholson (API<br />
RP 7G, Section 6), gives the formula for the maximum permissible hole curvature<br />
in order to avoid fatigue damage to drill pipe.<br />
432,000 G, tanh( KL)<br />
c=-- = ED,, KL<br />
K = (6)"<br />
(4-66)<br />
(4-6'7)<br />
For Grade E drill pipe<br />
(T, = 19,500 - (0.149)~~ = 1.34 (4<br />
For Grade S-135 drill pipe<br />
33,500)2<br />
(4-68)<br />
Ob = 20,000 1 -<br />
(-<br />
14;kOO)<br />
T<br />
0, = -<br />
A<br />
(4-69)<br />
(4-70)
764 Drilling and Well Completions<br />
where c = maximum permissible dog-leg severity in "/lo0 ft<br />
ob = maximum permissible bending strength in psi<br />
G~ = tensile stress due to the weight of the drill string suspended below a<br />
dog-leg in psi<br />
E = Young's modulus, E = 30 x lo6 psi<br />
D,, = outside diameter of drill pipe in in.<br />
L = half the distance between tool joints, L = 180 in. for Range 2 drill<br />
pipe. Equation 4-75 does not hold true for Range 3 drill pipe.<br />
T = weight of drill pipe suspended below the dog-leg in lb<br />
I = drill pipe moment of inertia with respect to its diameter in in.4<br />
A = cross-sectional area of drill pipe in in.*<br />
By intelligent application of these formulas, several practical questions can be<br />
answered, both at the borehole design state and while drilling.<br />
Example<br />
Calculate the maximum permissible hole curvature for data as below:<br />
New EU 444.. Range 2 drill pipe, nominal weight 16.6 lb/ft, steel grade<br />
S-135, with NC50 (IF) tool joint<br />
Drill collars, 7 x 2$ in., unit weight 117 lb/ft<br />
Length of drill collars, 550 ft<br />
Drilling fluid density, 12 lb/gal<br />
Anticipated length of the hole below the dog-leg, 8,000 ft<br />
Assume the hole is vertical below the dog-leg<br />
Solution<br />
From Table 4-79: Ddp = 4.5 in., ddp - 3.826 in., A = 4.4074 in.; and from Table<br />
4-100: unit weight of drill pipe adjusted for tool joint, WdP = 18.8 lb/ft.<br />
Weight of drill collar string is<br />
(550)( 117) 1 -- = 52,543 lb<br />
( 6i24)<br />
Weight of drill pipe is<br />
(8,000-550)(18.8) 1-- = 114,3611b<br />
( 6i24)<br />
Weight suspended below the dog-leg, T = 166,904 lb,<br />
166,904<br />
Tensile stress tst = - = 37,869 psi<br />
4.4074<br />
Maximum permissible bending stress,<br />
( 1345 ,EO)<br />
(2, = 20,000 1 - - = 14,7761b
Drill String: Composition and Design 765<br />
Drill pipe moment of inertia,<br />
n<br />
I = -[(4.54)4 -(3.826)4] = 9.61in.4<br />
64<br />
Maximum permissible hole curvature,<br />
c=-<br />
42,000 14,776 tanh (2.4061 lo-* )( 180) = 3. 47 o,l oo ft<br />
z (30)( ( 4.5) (2.4061)( lo)-' ( 180)<br />
The calculations, although based on reasonable theory, must be approached with<br />
caution. For practical purposes, some safety factor is recommended.<br />
Drill Pipe Inspection Procedure<br />
To avoid costly fishing operations, loss of material and time, the drill pipe<br />
must be carefully inspected according to the following procedure [30]:<br />
1. Determine the pipe and joint cross-sectional area.<br />
2. Determine tool joint outside diameter. Tool joint box should have sufficient<br />
OD and tool joint pin sufficient ID to withstand the same torsional loading<br />
as the pipe body. When tool joints are eccentrically worn, determine the<br />
minimum shoulder width acceptable for tool joint class in Table 4-101.<br />
3. Check the inside and outside surfaces for presence of cracks, notches and<br />
severe pitting.<br />
4. Check slip areas for longitudinal and transverse cracks and sharp notches.<br />
5. Check tool joints for wear, galls, nicks, washes, fins, fatigue cracks at root<br />
of threads, or other items that would affect the pressure holding capacity<br />
or stability of the joint.<br />
6. Ascertain if joint has proper bevel diameter.<br />
7. Random check 10% of the joints for manufacturer markings and date of<br />
tool joint installation to determine if tool joint has been reworked.<br />
Optional:<br />
1. Using data in Table 4-89, determine minimum shoulder width acceptable<br />
for tool joint in class.<br />
2. Check for box swell and/or pin stretch. These are indications of overtorquing,<br />
and their presence greatly affects the future performance of the joint.<br />
3. Use thread profile gauge for indications of overtorque, lapped, or galled<br />
threads and stretching.<br />
4. Magnetic particle inspection for cracks should be made if there is evidence<br />
of stretching or swelling. Check box and pin threaded area, especially last<br />
engaged thread.<br />
Drill String Design<br />
The drill string design is to determine an optimum combination of drill pipe<br />
sizes and steel grades for the lowest cost of string or the lowest total load (in
766 Drilling and Well Completions<br />
very deep drilling) that has sufficient strength to successfully accomplish<br />
expected goals. Having in mind that the drill string is subjected to many loads<br />
that may exist as static loads, cycling loads and dynamic loads, the problem of<br />
drill string design is complex. Due to the complexity of the problems, some<br />
simplifications are always made and, therefore, several decisions are left up to<br />
the person responsible for the design.<br />
In general, a reasonably bad working condition should be assumed and, for<br />
that reason, a good knowledge of expected problems much as hole drag,<br />
torquing, risk of becoming stuck, tendency to drill a crooked hole, vibrations,<br />
etc., is of critical importance.<br />
The person responsible for the design must know drill string performance<br />
properties, data from wells already drilled in the nearest vicinity and current<br />
prices of the drill string elements.<br />
The designer should simultaneously consider the following main conditions:<br />
1. The working load at any part of the string must be less or equal to the<br />
load capacity of the drill string member under consideration divided by<br />
the safety factor.<br />
2. Ratio of section moduli of individual string members should be less than 5.5.<br />
3. To minimize pressure losses, the ratio of drill pipe outside diameter to<br />
borehole diameter, whenever possible, should be about 0.6.<br />
Normally, based on hole diameter, the designer can select drill collar diameter<br />
and drill pipe diameter. Next, specific pipe is chosen; the maximum length of<br />
that pipe must be determined based on condition 1. For this purpose, the<br />
following equation is used:<br />
(4-71)<br />
where Ldc = length of drill collar string in ft<br />
Wdp = unit weight of drill collar in air in Ib/ft<br />
Lhw = length of heavyweight drill pipe (if used in the string) in ft<br />
Whw = unit weight of heavy-weight drill pipe in lb/ft<br />
Ldp, = length of drill pipe under consideration above the heavy-weight drill<br />
pipe in ft<br />
Wdp, = unit weight of drill pipe (section 1) in lb/ft<br />
K, = buoyant factor<br />
PI = tension load capacity of drill pipe (section 1) in lb<br />
SF = safety factor<br />
Solving Equation 4-71 for Ldp, yields<br />
(4-72)<br />
If the sum of Ldc + Lhw + Ldp, is less than the planned borehole depth, the<br />
stronger pipe must be selected or a heavier pipe must be used in the upper<br />
part of the hole.<br />
The maximum length of the upper part in a tapered string may be calculated<br />
from Equation 4-73:
Drill String: Composition and Design 767<br />
(4-73)<br />
where P, = tension load capacity of next (upper) section of drill pipe in lb<br />
Ldp2 = length of section (2) in ft<br />
Wdpz = unit weight of drill pipe (section 2) in lb/ft<br />
Normally, not more than two sections are designed but, if absolutely necessary,<br />
even three sections can be used. To calculate the tensile load capacity of drill<br />
pipe, it is suggested to apply Equation 4-58 and use the recommended makeup<br />
torque of the weakest tool joint for the rotary torque.<br />
The magnitude of the safety factor is very important and usually ranges from<br />
1.4 to 2.8 depending upon downhole conditions, drill pipe quality and acceptable<br />
degree of risk. It is recommended that a value of safety factor be selected<br />
to produce a margin of overpull of at least about 70,000 lb.<br />
Additional checkup, especially in deep drilling, should be done to avoid drill<br />
pipe crushing in the slip area. The maximum load that can be suspended in<br />
the slips can be found from Equation 4-74:<br />
D<br />
(4-74)<br />
where W,= = maximum allowable drill string load that can be suspended in the<br />
slips in lb<br />
Pt = load capacity of drill pipe based on minimum yield strength in lb<br />
Ddp = outside diameter of drill pipe in in<br />
Ls = length of slips (Ls = 12-16 in.)<br />
K = lateral load factor of slip, K = (1 - f tan a)/(f + tan a)<br />
f = friction coefficient between slips and bushing<br />
a = slip taper (a = 9" 27'45")<br />
SF = safety factor to account for dynamic loads when slips are set on<br />
moving drill pipe (SF = 1.1)<br />
Normally, if the drill pipe is sufficiently strong for tension, it will have<br />
satisfactory strength in torsion, collapse and burst; however, if there is any doubt,<br />
additional checkup calculations must be performed.<br />
Example<br />
Design a drill string for conditions as specified below:<br />
Hole depth: 10,000 ft<br />
Hole size: 93 in.<br />
Mud weight: 12 lb/gal<br />
Maximum weight on bit: 60,000 Ib<br />
Neutral point design factor: 1.15<br />
No crooked hole tendency<br />
Safety factor for tension, SF = 1.4<br />
Required margin of overpull: 100,000 lb
768 Drilling and Well Completions<br />
From offset wells, it is known that six joints of heavy-weight drill pipe are<br />
desirable<br />
Assume vertical hole.<br />
Solution<br />
Selection drill collar size, Table 4-73, 7q x 2% in., unit weight = 139 lb/ft.<br />
Such drill collars can be caught with overshot or washed over with washpipe.<br />
(60,000)(1’15) = 608ft<br />
Length of drill collars = (139)( 0.816)<br />
Note: Buoyant factor = 0.816.<br />
Select 21 joints of 2 x 2# in. drill collars that give the length of 630 ft.<br />
Section modulus of drill collars calculate to be 89.6 in.3.<br />
Determine size of heavy-weight drill pipe.<br />
To maintain BSR of less than 5.5, selection 5-in. heavy-weight drill pipe with<br />
unit weight of 49.3 lb/ft (see Table 491) and section modulus of 21.4 in3.<br />
Length of heavy-weight drill pipe hw = (5)(30) = 180 ft.<br />
Selection 5 in. IEU new drill pipe with unit nominal weight 19.5 lb/ft (see<br />
Table 4-79), steel grade X-95, with NC 50 tool joint (see Table 4-89).<br />
Unit weight of drill pipe corrected for tool joint is 21.34 lb/ft. Section<br />
modulus of this pipe can be calculated to be 5.7 in3.<br />
From Table 4-80, the minimum tensile load capacity of selected drill pipe<br />
PI = 501,090 lb.<br />
From Table 4-89, the recommended makeup torque T = 26,000 ft/lb.<br />
The tensile load capacity of drill pipe corrected for the effect of the maximum<br />
allowable torque, according to Equation 458 is<br />
Determine the maximum allowable length of the selected drill pipe from<br />
Equation 4-72:<br />
L, = 403,271 - (630)(139) - (180)(49.3) = 12,022ft<br />
(1.4)(0.816)(21.34) 21.34 21.34<br />
Required length of drill pipe L,.p = 10000 - (630+180) = 9,190 ft.<br />
Since the required length of drill pipe (9,190 ft) is less than the maximum<br />
allowable length (12,022 ft), it is apparent that the selected drill pipe satisfies<br />
tensile load requirements.<br />
Obtained margin of overpull:<br />
MOP = (0.9)(501090) - [(630)( 139) + (180)(49.3) + (9190)(21.34)](0.816)<br />
= 212,253 lb (greater than required 100,000 lb).<br />
In the above example, the cost of drill string is not considered. From a practical<br />
standpoint, the calculations outlined above should be performed for various drill
Drilling Bits and Downhole Tools 769<br />
pipe unit weights and steel grades and, finally, the design that produces the<br />
lowest cost should be selected.<br />
The maximum load that can be suspended in the slips, from Equation 4-83<br />
(assume K = 2.36, Ls = 12 in.) is<br />
wmm =<br />
501090<br />
v2<br />
= 346,056 lb<br />
Total weight of string = 238,727 Ib.<br />
The drill pipe will not be crushed in the slips. The drill string design satisfies<br />
the specified criteria.<br />
DRILLING BITS AND DOWNHOLE TOOLS<br />
Classification of Drilling Bits<br />
Numerous individual rotary bit designs are available from a number of<br />
manufacturers. All of them are designed to give optimum performance in various<br />
formation types. There is no universal agreement on this subject; variations in<br />
operating practices, type of equipment used or hole conditions require an<br />
experimental approach. It has been noted in development drilling that those<br />
operators who consistently drill the “fastest” wells usually employ several types<br />
of bits.<br />
All manufacturers use their own classification numbers for their bits. This<br />
results in mass confusion about which bit to use in what formation and whose<br />
bit is better. The International Association of Drilling Contractors (IADC) has<br />
addressed this classification problem through the development of a unified<br />
system. But whose bit is better is left to trial-and-error experimentation by the<br />
individual operator.<br />
Rotary drilling bits are classified into the following types:<br />
1. Roller rock bits (milled tooth bits)<br />
2. Tungsten carbide insert roller bits<br />
3. Diamond bits and core bits<br />
4. Polycrystalline diamond compacts (PCD) bits<br />
The cutting mechanics of different types of bits are shown in Figure 4-135 [43].<br />
IADC Classification Chart and Bit Codes<br />
In 1987, IADC developed a revised standard nomenclature for roller bits<br />
which includes a classification chart and a four-character bit code. All manufacturers<br />
must classify their bits in a prescribed manner on the IADC classification<br />
chart. The classification includes four categories: series, types, feature,<br />
and additional features. Figure 4-136 shows an IADC classification chart. A letter<br />
used in the fourth position of the four-character IADC code indicates additional<br />
design features specified in Table 4-91.<br />
Series. Numbers 1, 2 and 3 are for milled tooth bits and designate soft, medium<br />
and hard formations, respectively. Numbers 4, 5, 6, 7 and 8 are for insert bits
770 Drilling and Well Completions<br />
. .. .<br />
Dbmond 811<br />
(Plowing I<br />
Grinding)<br />
Roller Cone Bit<br />
(Crushing)<br />
. , . :_.<br />
Oirmond Compact PCD<br />
Bit<br />
(Shearing 1<br />
Figure 4-135. Rock cutting mechanics of different bit types [43A]. (Courtesy<br />
Hughes Christensen.)<br />
Figure 4-1 36. 1987 IADC roller bit classification chart.<br />
and designate soft, soft to medium, medium, hard, and extremely hard formations,<br />
respectively.<br />
Types. There are four grades of hardness in each series. These four grades (or<br />
types) are numerically 1, 2, 3 and 4.<br />
Features. Seven categories of bearing design and gauge protection are defined<br />
as features. Features 8 and 9 are reserved for future use.
~ ~~ ~~ ~ ~ ~ ~ ~~ ~~~~<br />
Drilling Bits and Downhole Tools 771<br />
Table 4-91<br />
Roller Bit Additional Design Feature [44]<br />
Code Feature Code Feature<br />
A Air application' N<br />
B 0<br />
C Centerjet P<br />
D Deviation control Q<br />
E Extended jets R Reinforced welds2<br />
F S Standard steel tooth model3<br />
G Extra gaugebody protection T<br />
H<br />
U<br />
I<br />
V<br />
J Jet deflection W<br />
K X Chisel insert<br />
L Y Conical insert<br />
M Z Other insert shape<br />
'Journal bearing bits with air circulation nozzles<br />
2For percussion applications<br />
3Milled tooth bits with none of the extra features listed in this table<br />
Courtesy SPE<br />
Additional Features. Additional features are important since they can affect<br />
bit cost, applications and performance. The fourth character of the IADC code<br />
is used to indicate additional features. Eleven such alphabetic characters are<br />
presently defined as shown in Table 4-91 [44]. Additional alphabetic characters<br />
may be utilized as required by future roller bit designs. Although the fourth<br />
character does not appear on the IADC bit comparison chart, it appears everywhere<br />
else that the IADC code is recorded such as on the shipping container<br />
and bit record.<br />
The IADC code should be interpreted as shown in the following examples:<br />
(1) 124E-a soft formation, sealed roller bearing milled tooth bit with extended<br />
jets, (2) 437X-a soft formation, sealed friction bearing insert bit, with gauge<br />
protection and chisel-shaped teeth.<br />
Some bit designs may have a combination of additional features. In such cases<br />
the manufacturer selects the most significant feature for the fourth character<br />
of the classification code.<br />
IADC publishes the current bit classification charts for nearly all of the major<br />
roller bit manufacturers. In addition, IADC publishes reference charts for<br />
"obsolete" bits that are no longer available. These are useful when reviewing<br />
older bit records in order to plan a well.<br />
The current IADC classification charts for seven roller bit manufacturers are<br />
shown in Ref. [44].<br />
Bit classification is general and is to be used simply as a guide. All bit<br />
types will drill effectively in formations other than those specified. It is the<br />
responsibility of the manufacturer to classify his bits at his or her own discretion.<br />
Roller Rock Bit Design<br />
The elements of the roller rock bit are shown in Figure 4-137 [45]. Roller<br />
rock bits have three major components: the cone cutter, the bearings and the<br />
bit body. The cutting elements are circumferential rows of teeth extending from
772 Drilling and Well Completions<br />
TUNGSTEN CARBIDE BIT<br />
wim Sealed Journal BeanngS<br />
-<br />
STEEL TOOTH BIT<br />
wilh Sealed Ball and Roller Bearings<br />
Outer End of Twm<br />
Figure 4-137. Roller (rock) bit elements [45]. (Courtesy Canadian Association<br />
of Oilwell Drilling Contractors.)<br />
each cone and interfitting between rows of teeth on the adjacent cones. The<br />
teeth are either steel and machined as part of the cone, or tungsten carbide<br />
compacts pressed into holes machined in the cone surfaces. The cutters are<br />
mounted on bearings and bearing pins that are an integral part of the bit body.<br />
The size or thickness of the various bit components depends on the type of<br />
formation to be drilled. For instance, soft formation bits generally require light<br />
weights and have smaller bearings, thinner cone shells and thinner bit leg<br />
sections than hard formation bits. This allows more space for long, slender<br />
cutting elements. Hard formation bits, which must be run under heavy weights,<br />
have stubbier cutting elements, larger bearings and sturdier bodies. Shown<br />
in Figure 4-138 are the changes of various bit design factors across the IADC<br />
classification chart.
Drilling Bits and Downhole Tools 773<br />
STEEL TOOTH BITS<br />
BIT TYPE DESIGNATION S<strong>OF</strong>T MEDIUM HARD 1<br />
METALLURQY<br />
DESi6N<br />
FEATURES<br />
GEOMETRY<br />
TUNGSTEN CARBIDE BITS<br />
TYPE DESIQNATION S<strong>OF</strong>T MEDIUM HARD<br />
<strong>OF</strong>FItT<br />
Figure 4-138. Roller cone bit design trends [44]. (Courtesy SPE.)<br />
I
774 Drilling and Well Completions<br />
Cone Cutter Design<br />
To understand how cone geometry can effect the way rock bit teeth cut rock,<br />
consider the moderate soft formation cone shown schematically in Figure 4-159<br />
[45]. Such cones are designed to depart substantially from true rolling action<br />
on the bottom of the borehole. They have two or more basic cone angles, none<br />
of which has its apex at the center of bit rotation. The conical heel surface tends<br />
to rotate about its theoretical apex and the inner row surface about the center<br />
of its own apex. Since the cones are forced to rotate about the bit centerline,<br />
they slip as they rotate and produce a tearing, gouging action. This action is<br />
obtained by moving the cone centerline away from the center of bit rotation,<br />
as shown in Figure 4-139. Bits for hard formation have cones that are more<br />
nearly true rolling and use little or no cone offset. As a result, they break rock<br />
primarily by crushing.<br />
The bearing journal angle specified in Figure 4-139 (relative to horizontal) is<br />
reduced for softer bits and increased for harder bits. This alters the cone profile<br />
which in turn affects tooth action on the bottomhole and gauge cutter action<br />
on the wall of the hole. No roller cone bit has truly conical-shaped cones, but<br />
softer bits have more highly profiled, i.e., less-conical cones than harder bits.<br />
This increases the scraping action of both bottomhole cutters and gauge<br />
surfaces. The scraping action is beneficial for drilling soft formations but it will<br />
result in accelerated tooth and gauge wear if the formation is relatively abrasive.<br />
Scraping action is minimized on hard formation bits where strength and abrasion<br />
resistance are emphasized in the design.<br />
Bearing Design<br />
The major bearing design used in present rock bits are shown in Fig. 4-140<br />
[44]. Three styles of bearing designs are generally available: non-sealed roller<br />
bearings, sealed roller bearings, and sealed friction bearings. Another name for<br />
friction bearings is journal bearings. A fourth style features air-cooled non-sealed<br />
roller bearings intended for air drilling applications.<br />
CWW3bno(k&lom<br />
Apw4m#lcar-.<br />
S<strong>OF</strong>T FORMATION CONE DESIGN<br />
<strong>OF</strong>FSET<br />
Figure 4-139. Roller bit cone design features. (Courtesy Canadian<br />
Association of Oilwell Drilling Contractors.)
Drilling Bits and Downhole Tools 775<br />
Figure 4-140. Roller cone bit bearings design [44]. (Courtesy SPE.)<br />
Sealed Friction Bearing (Journal Bearing). The journal bearing, developed<br />
to match the life of carbide cutting structures, does not contain rollers; but<br />
contains only a solid journal pin mated to the inside surface of the cone. This<br />
journal becomes the primary load carrying element for the cone loads.<br />
Advances in product design, metallurgy and manufacturing processes have<br />
produced a journal-bearing featuring precisely controlled journal, pilot pin and<br />
thrust-bearing surfaces. The bearing is designed and manufactured to ensure<br />
that all bearing elements are uniformly loaded. Substantially higher weights and<br />
rotary speeds can be run without decreasing bearing life. Sealed journal bearings<br />
provide the best wear resistance at normal rotary speeds through a combination<br />
of better load distribution and precision-machined surfaces.<br />
Sealed Ball and Roller Bearing (Self-Lubricating). The sealed ball and roller<br />
bearing was introduced in carbide tooth bits, but is now primarily in steel tooth<br />
bits and generally lasts as long as the cutting structure. Some carbide tooth bits<br />
of 12 $-in. and larger sizes also are available with this type bearing. Sealed roller<br />
bearings are lubricated by clean grease rather than drilling mud and thus tend<br />
to last longer than standard roller bearings.<br />
Nonsealed Ball and Roller Bearings. The nonsealed ball and roller bearings<br />
were introduced to replace the primitive friction journal bearing at a time when<br />
only steel tooth bits were available. They operated well in mud, and in many<br />
cases were adequate to last as long as or longer than the cutting structures they<br />
served. Today, the nonlubricating bearings are used in steel tooth bits to drill<br />
the top section of the hole where trip time is low and rotary speed are often high.<br />
The major portion of the radial load on the cone cutter is absorbed by the<br />
roller race, with the nose bearing absorbing a lesser amount. The thrust surface
776 Drilling and Well Completions<br />
is perpendicular to the pilot pen and the thrust button is designed to take<br />
outward thrust. The ball bearings allow the cutter to take inward thrust. When<br />
other bearing parts are worn out, the balls will also take some radial and<br />
outward loading.<br />
Air Circulating Ball and Roller Bearings. When air, gas or mist are used as a<br />
drilling fluid, nonsealed ball land roller bearing bits are used. The design allows<br />
a portion of the drilling fluid to be diverted through the bearing for cooling,<br />
cleaning and lubrication. Since free water in contact with loaded bearing surfaces<br />
will reduce their life, bits are equipped with a water separator to prevent this<br />
action in cases where water is injected into the air or gas.<br />
Also available for the prevention of bit plugging are backflow valves that<br />
prevent cuttings suspended in water from backing up through the bit into the<br />
drill pipe when the flow of air or gas is interrupted.<br />
The “ring lock” bearing is a newer friction bearing design which is also<br />
classified under Columns 6 or 7 on the IADC chart. Instead of ball bearings, a<br />
snapring retainer holds the cone shell in place. This provides greater load-bearing<br />
area and cone shell thickness in the region where the ball bearing race has been<br />
eliminated. A compressed O-ring seal prevents drilling mud from contaminating<br />
the bearing grease.<br />
Steel Tooth Cutting Structure Design<br />
The designs of steel tooth bits cutting structure are shown in Figure 4-141 [44].<br />
Steel tooth bits are employed in soft formations where high rotary speeds can be<br />
used. All steel tooth cones have tungsten carbide hardfacing material applied to<br />
the gage surface of the bit body and to the teeth as dictated by the intended use<br />
of a specific roller cone design. Tooth hardfacing improves wear resistance but<br />
reduces resistance to chipping and breaking, For this reason, hard formation steel<br />
tooth cones usually have gage hardfacing only, while soft formation steel tooth cones<br />
usually have hardfacing on tooth surfaces as well as the gauge surface.<br />
Soft Formation Bits. Bits for drilling soft formations are designed with long,<br />
widely spaced teeth to permit maximum penetration into the formation and<br />
removal of large chips.<br />
Medium Formation Bits. Medium and medium-hard formation bits are designed<br />
with more closely spaced teeth, since the bit cannot remove large pieces of the<br />
harder rock from the bottom of the borehole. The teeth also have slightly larger<br />
angles to withstand loads needed to exceed formation strength and produce chips.<br />
Hard Formation Blts. The heel or outermost row on each cone is the driving<br />
row, that is, this row generates a rock gear pattern on the bottom of the borehole<br />
that, in the case of these strong rocks, is not easily broken away from the wall<br />
of the borehole. The numbers of heel row teeth used on each of the three cones<br />
are selected to prevent the heel teeth from “tracking,” or exactly following in<br />
the path of the preceding cone, which would cause abnormally deep rock tooth<br />
holes on the borehole bottom.<br />
Insert Bit Tooth Design<br />
The companion of insert bits cutting structure is shown in Figure 4142 [44].<br />
Initially, the tungsten carbide tooth bit was developed to drill extremely hard,<br />
abrasive cherts and quartzites that had been very costly to drill because of the
Drilling Bits and Downhole Tools 777<br />
IADC CODE 11 1 IADC CODE 121 IADC CODE 131 IADC CODE 21 1 IADC CODE 31 1<br />
Tooth Profile<br />
IADC CODE 11 1 IADC CODE 131 IADC CODE 31 1<br />
Figure 4-141. Steel tooth bit cutting structure design [44]. (Courtesy SPE.)<br />
relatively short life of steel tooth bits in such formations. In this type of bit,<br />
tungsten carbide and forged alloy steel are combined to produce a cutting<br />
structure having a high resistance to abrasive wear and extremely high resistance<br />
to compressive loads. Compacts of cylindrical tungsten carbide with various<br />
shaped ends are pressed into precisely machined holes in case-hardened alloy<br />
steel cones to form the teeth. The grain size and cobalt content of tungsten<br />
carbide inserts is varied to alter the impact toughness and abrasion resistance<br />
of the cutter. Softer formation inserts, which are usually run in less abrasive<br />
rocks at higher rotary speeds, require increased toughness to resist breakage of<br />
the relatively long cutters. A cobalt content of 16% and average grain size of 6<br />
pm is typical for such inserts. Hard formation inserts are generally run in more<br />
abrasive rocks at higher WOB levels. Hard formation inserts have a more<br />
breakage-resistant geometry so abrasion resistance becomes the most important<br />
factor. Thus the cobalt content is reduced to about 10% and the average grain<br />
size is approximately 4 pm.
778 Drilling and Well Completions<br />
IADC CODE 537<br />
IADC CODE 627<br />
Ik4mL-J<br />
Figure 4-142. Cutting structures of insert bits [44]. (Courtesy SPE.)<br />
Dull Grading for Roller Cone Bits<br />
Grading a dull bit and evaluating the findings can increase drilling efficiency<br />
while lowering drilling cost. Also, the examination of the dull bit can often<br />
furnish information that will assist the selection of bit types and also help<br />
determine the advisability of changing operating practices. The bit life need not<br />
be totally used before it is graded, since the grading is to determine what<br />
happened to the bit during a specific drilling run. The condition of each bit<br />
should be reported in the “Bit Record” section of the IADC Daily Drilling<br />
Report form.
Drilling Bits and Downhole Tools 779<br />
Tooth Wear. Tooth wear is estimated in eighths (4) of the initial tooth height.<br />
Since tooth wear is likely not uniform on any row of teeth of a given cone, it is<br />
advisable to take several readings and report an average figure. The following<br />
is the terminology used to report tooth wear:<br />
Tooth<br />
Dullness Milled Tooth Insert Bits<br />
T1<br />
T2<br />
T3<br />
T4<br />
T5<br />
T6<br />
T7<br />
T8<br />
Tooth height gone<br />
Tooth height 4 gone<br />
Tooth height 2 gone<br />
Tooth height 3 gone<br />
Tooth height 3 gone<br />
Tooth height f gone<br />
Tooth height g gone<br />
Tooth height all gone<br />
of inserts lost or broken<br />
4 of inserts lost or broken<br />
$ of inserts lost or broken<br />
3 of inserts lost or broken<br />
of inserts lost or broken<br />
a of inserts lost or broken<br />
g of inserts lost or broken<br />
All of inserts lost or broken<br />
Bearing Condition. The measurement of the bearing wear is very subjective. It<br />
is recommended to estimate it in eighths of the life of the bearing.<br />
Since mechanical aids are not available, it is necessary to eyeball the bearing<br />
wear and estimate rotating hours left. Knowing the rotating hours of the bit at<br />
the bottom of the well, it is possible to calculate the ratio. An estimation of<br />
the total bearing life is expressed by a ratio of eighths of the bearing life<br />
as follows:<br />
Bearing<br />
Condition<br />
B1<br />
82<br />
B3<br />
84<br />
B5<br />
B6<br />
B7<br />
88<br />
Bearing life used:<br />
Bearing life used:<br />
Bearing life used:<br />
Bearing life used:<br />
Bearing life used:<br />
Bearing life used:<br />
Bearing life used:<br />
Bearing life all gone:<br />
-<br />
4 (tight)<br />
- 3<br />
$ (medium)<br />
- 5<br />
3 (loose)<br />
-<br />
7<br />
8<br />
(Locked or lost)<br />
Example<br />
A roller rock bit is pulled out of the hole after 12 hr of rotation at the bottom.<br />
The driller estimates that the worst cone could rotate 4 hr more before being<br />
completely worn out; thus total bearing life estimated is 16 hr.<br />
12 3 6 .<br />
Therefore: - = - = -, 1.e. B6 is reported.<br />
16 4 8
780 Drilling and Well Completions<br />
Gauge Wear. When the bit pulled out of the hole is in gage, this is reported<br />
by the letter "I." When the bit pulled out of the hole is out of gage, this is<br />
reported by the amount of gage wear in + of an inch.<br />
To measure the amount of gage wear on a used bit, set the ring gauge on<br />
two cones and measure the distance between the ring gauge and the third cone<br />
in fractions of an inch, or in millimeters.<br />
Dull Grading of Roller Cone Bits. The grading is accomplished by using an<br />
eight-column dull code as follows [46].<br />
Cutting Structure 0 G Remarks<br />
Inner Outer Dull Bring Gage Other Reason<br />
Rows rows char. Location seal 7k dull pulled<br />
(1) (0) (D) (L) (B) (GI (0) (R)<br />
1. Column I (I) is used to report the condition of the cutting structure on<br />
the inner two-thirds of the bit.<br />
2. Column 2 (0) is used to report the condition of the cutting structure on<br />
the outer one-third of the bit.<br />
In columns 1 and 2 a linear scale from 0 to 8 is used to describe the<br />
condition of the cutting structure as explained above.<br />
For example: a bit missing half of the inserts on the inner two-thirds of<br />
the bit due to loss or breakage with the remaining teeth on the inner twothirds<br />
having a 50% reduction in height due to wear, should be graded a<br />
6 in column 1. If the inserts on the outer one-third of the bit were all<br />
intact but were reduced by wear to half of their original height, the proper<br />
grade for column 2 would be 4.<br />
3. Column 3 (D) uses a two-letter code to indicate the major dull characteristic<br />
of the cutting structure. Table 4-92 lists the two-letter codes for the dull<br />
characteristics to be used in this column.<br />
BC - Broken cone<br />
BT - Broken teethkutters<br />
BU - Balled up<br />
* CC - Cracked cone<br />
* CD - Cone dragged<br />
CI - Cone interference<br />
CR Core<br />
CT - Chipped teeth<br />
ER Erosion<br />
FC Flat crested wear<br />
HC - Heat checking<br />
JD Junk damage<br />
LC - Lost cone<br />
Table 4-92<br />
Majorlother Dull Characteristics [46]<br />
LN - Lost nozzle<br />
LT - Lost teethkutters<br />
OC - Off center wear<br />
PB - Pinched bit<br />
PN - Plugged nozzle<br />
RG-Roundedgauge<br />
RO - Ring out<br />
SD - Shirttail damage<br />
SS - Self sharpening wear<br />
TR - Tracking<br />
WO - Wash out on bit<br />
'Show cone number(s) under LOCATION (L) column 4 of the IADC dull code.<br />
Courtesy SPE<br />
WT - Worn teeth/cutters<br />
NO - No other majodother dull characteristic
Drilling Bits and Downhole Tools 781<br />
4. Column 4 (L) uses a letter or number code to indicate the location on<br />
the face of the bit where the major cutting structure dulling characteristic<br />
occurs. Table 4-93 lists the codes to he used for describing locations on<br />
roller cone bits.<br />
5. Column 5 (B) uses a letter or a number code, depending on bearing type,<br />
to indicate bearing condition on roller cone bits. For nonsealed bearing<br />
roller cone bits a linear scale from 0 to -8 is used to indicate the amount<br />
of bearing life that has been used. A 0 indicates that no bearing life has<br />
been used (a new bearing), and an 8 indicates that all of the bearing life<br />
has been used (locked or lost). For sealed bearing (journal or roller) hits<br />
a letter code is used to indicate the condition of the seal. An “E” indicates<br />
an effective seal, and an “F” indicates a failed seal(s).<br />
6. Column 6 (G) is used to report on the gage of the bit. The letter “I”<br />
indicates no gage reduction. If the bit does have a reduction in gauge it<br />
is to be recorded in + of an inch. The “two-thirds rule” is correct for threecone<br />
bits. The two-thirds rule, as used for three-cone hits, requires that<br />
the gauge ring be pulled so that it contacts two of the cones at their<br />
outermost points. Then the distance between the outermost point of the<br />
third cone and the gage ring is multiplied by two-thirds and rounded to<br />
the nearest & of an inch to give the correct diameter reduction.<br />
7. Column 7 (0) is used to report any dulling characteristic of the bit, in<br />
addition to the major cutting structure dulling characteristic listed in<br />
column 3 (D). Note that this column is not restricted to only cutting<br />
structure dulling characteristics. Table 1 lists the two-letter codes to be used<br />
in this column.<br />
8. Column 8 (R) is used to report the reason for pulling the bit out of the<br />
hole. Table 4-94 lists the two-letter or three-letter codes to be used in this<br />
column.<br />
Table 4-93<br />
Location (Roller Cone Bits) [46]<br />
N - Nose rows<br />
Cone # or # s<br />
M - Middle rows 1<br />
H - Heel rows 2<br />
A - All rows 3<br />
Courtesy SPE<br />
Table 4-94<br />
Reason Pulled [46]<br />
BHA - Change bottom hole assembly<br />
DMF - Down hole motor failure<br />
DSF - Drill string failure<br />
DST - Drill stem test<br />
DTF - Down hole tool failure<br />
LOG - Run logs<br />
CM - Condition mud<br />
CP - Core point<br />
DP - Drill plug<br />
FM - Formation change<br />
Courtesy SPE<br />
HP - Hole problems<br />
HR - Hours on bit<br />
PP - Pump pressure<br />
PR - Penetration rate<br />
RIG - Rig repairs<br />
TD -Total depthhasing depth<br />
TQ - Torque<br />
TW -Twist off<br />
WC -Weather conditions
782 Drilling and Well Completions<br />
Example [46]<br />
We will grade three dulled roller cone bits, and discuss some possible<br />
interpretations of the wear as it relates to bit selection and application. It should<br />
be noted that there may be more than one “correct” dull grading for each bit.<br />
This can happen if two persons should disagree on the primary cutting structure<br />
dulling characteristic or on what the other dulling characteristic should be.<br />
Regardless, the IADC dull grading system provides the man on the rig with<br />
ample opportunity to report what he sees when examining a dull.<br />
The first dull bit is a 7%“ IADC 5-1-7-X bit and has been graded as a 6, 2,<br />
BT, M, E, I, NO, PR (see Table 4-95). The bit looks to have been dulled by<br />
encountering a harder formation than the bit was designed for. This is indicated<br />
by the heavy tooth breakage on the inner teeth, and by the bit having been<br />
pulled for penetration rate (the reduced penetration rate having been caused<br />
by the tooth breakage occurring when the bit encountered the hard formation).<br />
Excessive weight on the bit could also cause the dull to have this appearance.<br />
If the run was of reasonable duration, then the bit application was proper as<br />
evidenced by the lack of “other” dulling features, the effective seals, and the fact<br />
that the bit is still in gage. However if the bit had a shorter than expected run, it<br />
is probable that the application was improper. The bit may have been too “soft”<br />
for the formation, or it may have been run with excessive weight on the bit.<br />
The second dull bit is a 72-in. IADC 8-3-2-A bit that was graded 5,8,WT,<br />
A,3,2,FC,HR (see Table 4-95). This dull grade indicates proper bit selection and<br />
application. The tooth wear (WT is normal in the harder tungsten carbide insert<br />
bits as opposed to chipped or broken teeth which could indicate excessive WOB<br />
or RPM) is not a great deal more on the outer cutters than on the inner cutters,<br />
indicating proper RPM and WOB. The bit was still drilling well when pulled as<br />
indicated by listing HRS as the reason pulled. However the bit was slightly under<br />
gage (+ in.) at this point and may well have lost more gage rapidly if left in<br />
Table 4-95<br />
I ‘ 1 . ’ ’ ! L ’<br />
Courtesy SPE
Drilling Bits and Downhole Tools 783<br />
the hole. This supports the decision to pull the bit based on the hours. A<br />
bearing condition of 3 on the air bearings indicates good bearing life still<br />
remaining. Since there are no harder bits available, and the dull grade indicates<br />
that a softer bit would not be appropriate, this seems to have been a proper<br />
bit application.<br />
The third dull bit is a 12$-in. IADC 5-1-7-X bit and was graded O,O,NO,<br />
A,E,I,LN,PP (see Table 4-95). Since there is no evidence of any cutting structure<br />
dulling, the O,O,NO,A is used to describe the cutting structure. If this bit had<br />
been run for a long time before losing the nozzle, this dull grading would<br />
indicate that a softer bit (possibly a milled tooth bit) might be better suited to<br />
drill this interval. If the run was very short, then the indication is that the nozzle<br />
was not the proper one, or that it was improperly installed. If this was the case,<br />
then no other information concerning the proper or improper bit application<br />
can be determined.<br />
Steel Tooth Bit Selection<br />
The decision to run a specific bit can only be based on experience and<br />
judgment. Usually, a bit manufacturer provides qualitative recommendations on<br />
selection of his bits.<br />
General considerations are:<br />
1. Select a bit that provides the fastest penetration rate when drilling at<br />
shallow depths.<br />
2. Select a bit that provides maximum footage rather than maximum penetration<br />
rate when drilling at greater depths where trip time is costly.<br />
3. Select a bit with the proper tooth depths, as maximum tooth depth is<br />
sometimes overemphasized. When drilling at 200 rpm at a rate of 125 ft/hr,<br />
only + of the hole is cut per revolution of the bit. Bits are designed with<br />
long teeth and tooth deletions for tooth cleaning.<br />
4. Select a bit with enough teeth to efficiently remove the formations, as that<br />
often can be more important than using a bit with maximum tooth depth.<br />
5. Select a bit with enough gage tooth structure so that the gage structure<br />
will not round off before the inner-tooth structure is gone.<br />
6. Select a bit with tungsten carbide inserts on gage if sand streaks are<br />
expected in the formation. Do not depend on gage hardfacing alone to<br />
hold the hole to gauge.<br />
Crooked hole considerations are:<br />
1. Select a bit with less offset.<br />
2. Select a bit with open gage teeth to straighten hole.<br />
3. Selecting a bit with more teeth and with shorter crested teeth results in<br />
smoother running and reduced rate of tooth wear.<br />
4. Selecting a bit with "T"-shaped gage teeth reduces the tendency for the<br />
bit walk.<br />
Pinching considerations are:<br />
1. Select a bit with less offset and harder formation type (more vertical gage<br />
angle).<br />
2. Do not select a bit with reinforced gage teeth unless excessive gage tooth<br />
rounding is the reason for pinching.
784 Drilling and Well Completions<br />
Reaming considerations are:<br />
1. Select a bit with minimum offset.<br />
2. Select a bit with “L” or “T”-shaped gage structure.<br />
Insert Bit Selection<br />
The decision to run a specific insert bit can only be based on experience<br />
and judgment.<br />
General considerations are:<br />
1. Select a tungsten carbide bit with chisel crest inserts when drilling a<br />
formation that is predominantly shale. Use bit type 4-2, 5-2, 6-1 or 6-2.<br />
2. Select a tungsten carbide bit with high offset and chisel inserts if the shale<br />
content of the formation increases and/or the mud density is high. Use<br />
bit type 5-2 or 5-3.<br />
3. Select a tungsten carbide bit with shorter chisel inserts and less offset if<br />
the formations become more abrasive and unconsolidated. Use bit type 6-3<br />
or 6-4.<br />
4. Select a tungsten carbide bit with projectile or conical inserts when drilling<br />
a formation that is predominantly limestone. Use bit type 6-3 or 6-4.<br />
5. Select a tungsten carbide bit with projectile or conical inserts if the sand<br />
content and abrasiveness of the formation increases. Use bits type 7-1 to 8-3.<br />
Specific considerations are:<br />
1. Select a tungsten carbide insert with the greatest amount of offset and the<br />
longest chisel crested inserts when drilling shale and soft limestone.<br />
2. Select a tungsten carbide insert bit with a medium offset and long chisel<br />
crested inserts when drilling sandy shale with limestone and dolomite. Use<br />
bits type 4-1 to 5-3.<br />
3. Select a tungsten carbide insert bit with a minimum offset and projectile<br />
or conical inserts when drilling limestone, brittle shale, nonporous dolomite<br />
and broken formations. Use bit type 6-3 to 7-3.<br />
4. Select a tungsten carbide bit with medium or no offset and chisel crested<br />
inserts when drilling sandy shales, limestones and dolomites. Use bit type<br />
5-3 or 6-4.<br />
5. Select a tungsten carbide insert bit with no offset and conical or double<br />
cone inserts when drilling hard and abrasive limestone, hard dolomite,<br />
chert, pyrite, quartz, basalt, etc. Use bit type 7-4 to 8-3.<br />
Quantitative Method of Bit Selection<br />
This method is based on cost comparison between bit records and the current<br />
bit run.<br />
The following example illustrates the application of cost-per-foot data in<br />
evaluating the economics of insert bits [34].<br />
Example<br />
Determine the economics for insert bits using the data below.<br />
Applicable costs are:
Drilling Bits and Downhole Tools 785<br />
Mill tooth bits, each $ 260.00<br />
insert bits 1,250.00<br />
Mud, per day 500.00<br />
Water, per day 200.00<br />
Desilter, per day 150.00<br />
Supervision, per day<br />
Total daily cost<br />
250.00<br />
$2,6 10.00<br />
Hourly rig cost $ 108.00<br />
Trip time is 0.7 per hour per 1,000 ft.<br />
The cost equation is<br />
C = B/F + C,T,/F + CtT,/F (4-75)<br />
where C = drilling cost per foot in $/ft<br />
B = bit cost in $<br />
F = footage drilled in ft<br />
C, = rig cost for drilling in $/hr<br />
T, = drilling time in hr<br />
Tt = trip time in hr<br />
Cc = rig cost for trip in $/hr<br />
Assumptions are (1) comparable lithology, (2) C, = Ct = $108/hr, and (3) the<br />
well in question is to be deepened from 6000 to 7650 ft.<br />
The bit record from the offset control well is presented in Table 4-96.<br />
The cost per foot for each bit run is calculated as follows:<br />
Bit No. 1<br />
Drilling hours = 10.5<br />
Trip hours = (0.7 hr/1000 ft)(5.958 x 1000 ft) = 4.1 hr<br />
Total hours = 14.6 hr<br />
Total footage = 160 ft<br />
Therefore.<br />
C = 1/F [B + C,(T, + T,)] = 1/160 ft[$260 + $108/hr (10.5 + 4.l)hrl<br />
= $11.51/ft<br />
Table 4-96<br />
Cost of Steel Tooth Bits [34]<br />
Bit No Depth out, ft Footage, ft Bottom time, hr<br />
1 6008 174 19.0<br />
2 6268 260 19.5<br />
3 6518 250 25.0<br />
4 7444 926 99.75<br />
5 7650 206 25.5<br />
Copyright PennWell Books, 1986.
786 Drilling and Well Completions<br />
Similar calculations are made for each bit run and recorded on the bit record.<br />
The bit record is presented in Table 4-97. Inserts were run below 6500 ft. Costper-foot<br />
data was calculated for each bit and is presented.<br />
From Table 4-98 insert bits drilled 1132 ft at a cost of $17,205.00.<br />
Cost of conventional bits from the offset well were $27,803.00.<br />
Savings with inserts: $10,597.00.<br />
Roller Rock Bit Hydraulics<br />
Roller rock bit nozzle sizes are given in Table 4-98. The total pressure drop<br />
across a roller rock bit, P,(psi), is [47]<br />
P, = Ymq2<br />
7430C2(d: + d: + d:)'<br />
(4-76)<br />
where 7 = specific weight of drilling mud in lb/gal<br />
q = volumetric rate of flow of drilling mud through the bit in gal/min<br />
d,, d,, d, = the diameters of the three bit nozzles, respectively in in,<br />
C = the nozzle coefficient (usually taken to be about 0.98 or else)<br />
Table 4-97<br />
Cost of Insert Bits [34]<br />
Bit No Depth out, ft Footage, ft Bottom time, hr<br />
1 5958 160 10.5<br />
2 9260 302 19.0<br />
3 6329 69 3.5<br />
4 6469 140 15.5<br />
5 6565 96 9.5<br />
6 6692 127 9.0<br />
7 6873 181 15.5<br />
8 7031 158 16.0<br />
9 7180 149 18.5<br />
10 7243 63 11.0<br />
11 7295 52 11.0<br />
12 7358 53 12.5<br />
13 7425 67 12.5<br />
14 7460 35 10.0<br />
15 7527 67 10.5<br />
Copyright PennWell Books, 1986.<br />
Table 4-98<br />
Jet Nozzles Sizes<br />
lnches(32's) 8 9 10 11 12 13 14 15 16 18 20 22 24 26 28<br />
Millimeters(mm) 6.4 7.1 7.9 8.7 9.5 10.3 11.1 11.9 12.7 14.3 15.9 17.5 19.0 20.6 22.2
The bit hydraulic horsepower HP, is<br />
Drilling Bits and Downhole Tools 787<br />
HP, = - q*P,<br />
1714<br />
(4-77)<br />
Jet nozzle impact force F,(lb) is<br />
F, = 0.01823 Cq(yAP,)'/' (4-78)<br />
The velocity of flow from the nozzles v,(ft/s) is given by<br />
(4-79)<br />
where q,, q,, q, = the volumetric flow rate from each nozzle in, ft3 s<br />
A,, A,, A, = the cross-sectional area of each nozzle (Le., Ai = (71/4)di2) in ft2<br />
The total volumetric flow rate q (ft'/s) can also be expressed as<br />
q = V,(A, +A, +A,) = VnA,<br />
(4-80)<br />
where<br />
A, = A; + A, + A,<br />
The nozzle velocity vn(ft/s) is<br />
- Q<br />
v,, = -<br />
3.117a,<br />
(4-81)<br />
where at = the total nozzle area, in.2<br />
The maximum cross flow velocity under the bit, vc(ft/s), is [48]<br />
(4-82)<br />
where dn = the borehole diameter in in.<br />
n = the number of open nozzles<br />
Figure 4-143 gives convenient graphs for nozzle selection for roller rock bits [47].<br />
Example<br />
Determine the pressure drop across the bit and the velocity of the nozzle flow<br />
where the total rate of flow through the drill string (and bit) is 300 gal/min,<br />
the specific weight of the mud is 12.0 Ib/gal, and the three nozzle openings<br />
are to be in. in diameter. Use c = 0.95.<br />
The pressure drop across the bit is found by equation 4-76.
500<br />
400<br />
3w<br />
200<br />
Nozzle Selection Chart for Given Drilling Sti 'ing, Hole Size<br />
& Working Pressure With Varying Depth & Mud Density<br />
0<br />
1M)<br />
de-1 I . I . I..<br />
1<br />
0<br />
% 250<br />
s<br />
m<br />
z 500<br />
E<br />
v)<br />
750<br />
- 1. loo0<br />
c,j a<br />
1 lZ50<br />
%<br />
s<br />
3 1750<br />
a<br />
0<br />
z2ow<br />
2250<br />
2<br />
Circulation Ra& GPM. (US.)-<br />
ANNUM MLOClPl Ft./Mln. -<br />
,I I I I I I . I I J T I I I I , I I I I I 1 I I I I I I I<br />
120 140 160 180 200 220 240 260 280 300 320 340 360 380 400<br />
USED "SECURITY HYDRAULIC CALCULATOR"<br />
DRILLING STRINGS:<br />
400' of 6 1/4" 0.0. Drill Mlars<br />
+5" Extra Hole Drill Pipes<br />
Hole size: 8 1/2"<br />
Worlting Pressure= 2250 P.S.I.<br />
WMFW<br />
AssurneAnnularVelocity= 230 FVmin<br />
Mud Density= 11 IWgal<br />
Depth= 7000'<br />
Start at 230 F.P.M. Reach 'A' (7000' Line)<br />
Turn for '6' (on 10 P.P.G. Line)<br />
Slant to 'C' (on 11 P.P.G. Line)<br />
Slant back to 'D (on 10 P.P.G. line)<br />
Reach for 'E' (on 224 F.P.M. Line)<br />
(Nearest higher nozzle line to be taken)<br />
Nozzle set 3 x 13/32"<br />
Follow 230 F.P.M. Line to 'F<br />
Find Jet Velocity (360 F.P.S.)<br />
A typical nozzle program<br />
1 x 11/32".<br />
3x318"<br />
Cumdrawn for 10 1Mgal.f~ 10 P.P.G.<br />
AMwill be Me m e point<br />
4<br />
00<br />
00<br />
p1<br />
3<br />
a<br />
8 e<br />
Figure 4-143. Bit nozzle selection nomogram [47]. (Courtesy Harcouff Brace & Co.)
Drilling Bits and Downhole Tools 789<br />
This becomes<br />
APb = 12.0(300)* = 370.7 psi<br />
743qO. 95)'[ 3( 0.4688)']*<br />
The velocity of the nozzle flow is found by equation 481.<br />
The total area of the nozzle openings is<br />
n:<br />
a, = 3-(0.04688)' = 0.5178in2<br />
4<br />
Equation 4-81 becomes<br />
-<br />
v, = 300 = 185.9 ft/s<br />
3.1 17( 0.5 178)<br />
Diamond Bits<br />
Diamond bits are being employed to a greater extent because of the advancements<br />
in mud motors. High rpm can destroy roller rock bit very quickly. On<br />
the other hand, diamond bits rotating at high rpm usually have longer life since<br />
there are no moving parts.<br />
Diamond Selection. Diamonds used as the cutting elements in the bit metal<br />
matrix has the following advantages:<br />
1. Diamonds are the hardest material.<br />
2. Diamonds are the most abrasive resistant material.<br />
3. Diamonds have the highest compressive strength.<br />
4. Diamonds have a high thermal conductivity.<br />
Diamonds also have some disadvantages as cutting elements such as: they are<br />
very weak in shear strength, have a very low shock impact resistance, and can<br />
damage or crack under extremely high temperatures.<br />
When choosing diamonds for a particular drilling situation, there are basically<br />
three things to know. First, the quality of the diamond chosen should depend<br />
on the formations being drilled. Second, the size of the diamond and its shape<br />
will be determined by the formation and anticipated penetration rate. Third,<br />
the number of diamonds used also is determined by formation and the anticipated<br />
penetration rate.<br />
There are two types of diamonds, synthetic and natural. Synthetic diamonds<br />
are man made and are used in PDC STRATAPAX type bit designs. STRATAPAX<br />
PDC bits are best suited for extremely soft formations. The cutting edge of<br />
synthetic diamonds are round, half-moon shaped or pointed.<br />
Natural diamonds are divided into three categories. First are the carbonate<br />
or black diamonds. These are the hardest and most expensive diamonds. They<br />
are used primarily as gage reinforcement at the shockpoint. Second are the West<br />
African diamonds. These are used in abrasive formations and usually are of<br />
gemstone quality. About 80% of the West African diamonds are pointed in<br />
shape and, therefore, 201 are the desirable spherical shape. Third are the Congo<br />
or coated diamonds. These are the most common category. Over 98% of<br />
these diamonds are spherical by nature. They are extremely effective in soft
790 Drilling and Well Completions<br />
formations. The other 2% are usually cubed shaped, which is the weakest of<br />
the shapes available.<br />
By studying specific formations, diamonds application can be generalized as<br />
follows:<br />
Soft, gummy formations-Congo, cubed shaped<br />
Soft formation-large Congo, spherically shaped<br />
Abrasive formation-premium West Africa<br />
Hard and abrasive-Special premium West Africa<br />
Diamond Bit Design. Diamond drill bit geometry and descriptions are given<br />
in Figure 4-144 [49]. Diamond core bit geometry and descriptions are given in<br />
Figure 4-145 [50].<br />
There are two main design variables of diamond bits, the crown profile and<br />
face layout (fluid course configuration).<br />
The crown profile dictates the type of formation for which the bit is best<br />
suited. They include the round, parabolic, tapered and flat crown used in hard<br />
to extremely hard formations, medium to hard formations, soft formations and<br />
for fracturing formations or sidetracks and for kick-offs, respectively.<br />
Cone angles and throat depth dictate the bit best suited for stabilization. Cone<br />
angles are steep (60" to 70"), medium (SO0 to go"), flat (100" to 120°), best suited<br />
for highly stable, stable and for fracturing formation, respectively.<br />
Diamond drill bits with special designs and features include:<br />
1. Long gage bits, used on downhole motors for drilling ahead in vertical<br />
boreholes.<br />
2. Flat-bottom, shallow-cone bit designs, used on sidetracking jobs or in<br />
sidetracking jobs with downhole motors.<br />
3. Deep cones having a 70" apex angle are normally used in drill bits to give<br />
built-in stability and to obtain greater diamond concentration in the bitcone<br />
apex.<br />
Diamond Bit Hydraulics. The hydraulics for diamond bits should accomplish<br />
rapid removal of the cuttings, and cooling and lubrication of the diamonds in<br />
the bit metal matrix.<br />
Bit Hydrauk Horsepower. The effective level of hydraulic energy (hydraulic<br />
horsepower per square inch) is the key to optimum bit performance. The ruleof-thumb<br />
estimate of diamond bit hydraulic horsepower HP, and penetration<br />
rates is shown in Table 4-99. The bit hydraulic horsepower is dependent upon<br />
the pressure drop across the bit and the flowrate.<br />
Bit Pressure Drop. The pressure drop across the bit is determined on the rig<br />
as the difference in standpipe pressure when the bit is on bottom, and when<br />
the bit is off bottom, while maintaining constant flowrate.<br />
Maximum Drilling Rate. In fast drilling operations (soft formations), the<br />
maximum penetration rate is limited by the maximum pressure available at the<br />
bit. This is the maximum allowable standpipe pressure minus the total losses in<br />
the circulating system.<br />
Optimum Pump Output. In harder formations where drilling rates are limited<br />
by maximum available bit weight and rotary speed, the optimum value of
Drilling Bits and Downhole Tools 791<br />
Crowfoot<br />
Opening<br />
Collector<br />
’(Seconda<br />
-<br />
3<br />
Feeder<br />
(Primal’Y)<br />
Iry’<br />
FLUID COURSES<br />
Diamond Set Pad<br />
SLOT<br />
W<br />
Control Diameters<br />
(TFA Collector)<br />
PR<strong>OF</strong>ILE<br />
- API Pin Connection<br />
Figure 4-1 44. Diamond drill bit nomenclature [49]. (Courtesy Hughes<br />
Christensen.)<br />
f lowrate should be adjusted to achieve the bit hydraulic horsepower required.<br />
The minimum pump discharge required to maintain annular velocity and bit<br />
cooling is shown in Figure 4-146.<br />
Hydraulic Pumpoff. The bit pressure drop acts over the bit face area between<br />
the cutting face of the bit and the formation and tends to lift the bit off the
~~ ~<br />
f Feeder<br />
792 Drilling and Well Completions<br />
I- Inside Diameter (ID.)<br />
Diamond Set Pad<br />
Junk Slot<br />
Face Discharge<br />
Ports<br />
(Primary)<br />
Collector<br />
(Secondary)<br />
3<br />
FLUID<br />
COURSES<br />
Control Diameters<br />
(TFA & Collector)<br />
Figure 4-145. Diamond core bit nomenclature [50]. (Courtesy Hughes<br />
Christensen.)<br />
Table 4-99<br />
Bottomhole Hydraulic Horsepower Required for Diamond Drilling [49]<br />
Penetration Rate, Whr 1-2 2-4 4-6 6-1 0 over 10<br />
Hydraulic Horsepower<br />
Required, HPJsq. inch 1-1.5 1.5-2 2-2.5 2.5-3 3-3.5<br />
bottom of the hole. This force is large at the higher bit hydraulic horsepower<br />
being utilized today and in some cases may require additional bit weight to<br />
compensate. For example, the pumpoff force on an 8 &-in. diamond bit having<br />
a pressure drop across the bit of 900 psi would be about 6,000 lb.
Drilling Bits and Downhole Tools 793<br />
Figure 4-1 46.<br />
Christensen.)<br />
4 5 6 7 8 9 1 0 1 1 1 2<br />
Bit Size<br />
Pump discharge for diamond bits [50]. (Courtesy Hughes<br />
The hydraulic pumpoff force FJlb) can be approximated by [50]<br />
Fpo = 1.29(APb)(dh - 1) (4-83)<br />
for the radial flow watercourse design bits, and<br />
F, = 0.32(APb)(dh - I) (4-84)<br />
for cross flow watercourse system (refer to IADC classification of fixed-cutter bits).<br />
Diamond Bit Weight on Bit and Rotary Speed<br />
Weight on Bit. Drilling weight should be increased in increments of 2,000 lb<br />
as the penetration rate increases. As long as no problems are encountered with<br />
the hydraulics and torque, weight can be added. However, when additional<br />
weight is added and the penetration rate does not increase, the bit may be<br />
balling up, and the weight on the bit should be decreased.<br />
Rotary Speed. Diamond bits can usually be rotated at up to 150 rpm without<br />
any problem when hole conditions and drill string design permit. Rotary speeds<br />
of 200 and 300 rpm can be used with stabilized drill strings in selected areas.<br />
Diamond bits have also operated very successfully with downhole motors at 600<br />
to 900 rpm. The actual rotary speed limits are usually imposed by safety.<br />
Core Bits<br />
Most core barrels utilize diamonds as the rock cutting tool. There are three<br />
types of core barrels.
794 Drilling and Well Completions<br />
Wireline Core Barrel Systems. The wireline system can be used for continuous<br />
drilling or coring operations. The inner barrel or the drill plug center of the<br />
core bit can be dropped from the surface and retrieved without pulling the<br />
entire drill string.<br />
Marine Core Barrels. Marine barrels were developed for offshore coring where<br />
a stronger core barrel is required. They are similar to the conventional core<br />
barrels except that they have heavier outer tube walls.<br />
Rubber Sleeve Core Barrels. Rubber sleeve core barrels are special application<br />
tools designed to recover undisturbed core in soft, unconsolidated formations.<br />
As the core is cut, it is encased in the rubber sleeve that contains and supports<br />
it. Using face discharge ports in the bit, the contamination of the core by<br />
circulating fluid is reduced. The rubber sleeve core barrel has proven to be a<br />
very effective tool, in spite of the fact that the rubber sleeve becomes weak with<br />
a tendency to split as the temperature increases about 175°F.<br />
Core Barrel Specifications. Core barrel sizes, recommended make-up torques,<br />
maximum recommended pulls and recommended fluid capacities are shown in<br />
Tables 4-100 and 4-101 [SO].<br />
Table 4-100<br />
Core Barrels: Recommended MakeuD Values 1501 - -<br />
Core Barrel Size 13.5 x 1.75 14.12 x 2.12 14.50 I 2.12 14.75 a 2.62 15.75 I 3.50 16.25 I 3 16.25 a 4 16.75 a 4 I 6.015.25<br />
Racommended 1.700 3.000 5.000 4.050 7.400 14.900 8.150 9.900 19.OOO<br />
Make uD Toraue lo to to IO to IO<br />
Courtesy Hughes Christensen<br />
Table 4-101<br />
Core Barrels Characteristics [50]<br />
The Maximum Pull is based upon the ultimate<br />
tensile strength in thapin threadarea with a<br />
safety factor of thm.<br />
Courtesy Hughes Christensen
Weight on Bit and Rotary Speed for Core Bits<br />
Drilling Bits and Downhole Tools 795<br />
Weight on Bit. Figure 4-147 shows the drilling weights for diamond core bits<br />
in various formations. These are average values determined in field tests [50].<br />
The proper weight on the bit for each core run can be determined by increasing<br />
the bit weight in steps of 1,000 to 2,000 lb, with an average speed of 100 rpm.<br />
Coring should be continued at each interval while carefully observing the<br />
penetration rate. Optimum weight on the bit has been reached when additional<br />
weight does not provide any further increase in penetration rate or require<br />
excessive torque to rotate the bit. Using too much weight can cause the diamonds<br />
to penetrate too deeply into a soft formation with an insufficient amount of<br />
mud flow able to pass between the diamonds and the formation, resulting in<br />
poor removal of the cuttings. The core bit could clog or even burn, and<br />
penetration rate and bit life will be reduced. In harder formations, excessive<br />
weight will cause burning on the tips of the diamonds or shearing with a<br />
resulting loss in salvage.<br />
Rotary Speed. The best rotational speed for coring is usually established by<br />
the limitations of the borehole and drill string. The size and number of drill<br />
collars in the string and the formation being cored must be considered when<br />
establishing the rotational speed. Figure 4-148 shows the recommended rotating<br />
speed range for optimal core recovery in different formations [49]. Concern<br />
should also be given to the harmonic vibrations of the drill string. Figure 4-149<br />
gives critical rotary speeds [51] which generate harmonic vibrations.<br />
Polycrystalline Diamond Compacts (PDC) Bits<br />
PDC bits get their name from the polycrystalline diamond compacts used<br />
for their cutting structure. The technology that led to the production of<br />
STRATAPAX drill blanks grew from the General Electric Co. work with polycrystalline<br />
manufactured diamond materials for abrasives and metal working<br />
tools. General Electric Co. researched and developed the STRATAPAX (trade<br />
vj<br />
P<br />
4 5 6 7 8 9 10 11 121/4<br />
Bit size (inches)<br />
Figure 4-147. Bit weight for core bits [50]. (Courtesy Hughes Christensen.)
796 Drilling and Well Completions<br />
4oy I I I I 1 I<br />
Figure 4-148. Recommended rotary speed for core bits [49]. (Courtesy<br />
Hughes Christensen.)<br />
name) drill blank in 1973 and Christensen, Inc. used these in PDC bit field tests.<br />
The bits were successfully applied in offshore drilling in the North Sea area in<br />
the late 1970s and in on-shore areas in the United States in the early 1980s. In<br />
some areas, the PDC bits have out-drilling roller rock bits, reducing overall cost<br />
per foot by 30 to 50% and achieving four times the footage per bit at higher<br />
penetration rates [52,53].<br />
Figure 4-150 shows the major components and design of the PDC bit. The<br />
polycrystalline diamond compacts, shown in Figure 4-15 1. The polycrystalline<br />
diamond compacts (of which General Electric's) consist of a thin layer of<br />
synthetic diamonds on a tungsten carbide disk. These compacts are produced<br />
as an integral blank by a high-pressure, high-temperature process. The diamond<br />
layer consists of many tiny crystals grown together at random orientations for<br />
maximum strength and wear resistance.<br />
The tungsten carbide backing provides mechanical strength and further<br />
reenforces the diamond compact wear-resistant properties. During drilling, the<br />
polycrystalline diamond cutter wears down slowly with a self-sharpening effect.<br />
This helps maintain sharp cutters for high penetration-rate drilling throughout<br />
the life of the bit.<br />
PDC Bit Design. Figures 4-152 and 4-153 show typical PDC bits. Figure 4-152<br />
is for soft formation. Figure 4-153 is for hard and abrasive formation [43A].<br />
Bit Body Material (Matrix). There are two common body materials for PDC<br />
bits, steel and tungsten carbide. Heat-treated steel body bits are normally a "stud"<br />
bit design, incorporating diamond compacts on tungsten carbide posts. These<br />
stud cutters are typically secured to the bit body by interference fitting and<br />
shrink fitting. Steel body bits also generally incorporate three or more carbide<br />
nozzles (often interchangeable) and carbide buttons on gauge. Steel body bits<br />
have limitations of erosion of the bit face by the drilling mud and wear of the<br />
gauge section. Some steel body bits are offered with wear-resistant coatings<br />
applied to the bit face to limit mud erosion.
Drilling Bits and Downhole Tools 797<br />
100<br />
200<br />
300<br />
500<br />
I<br />
CRITICALSPEED<br />
I<br />
I I<br />
L<br />
w<br />
y 1000<br />
I<br />
I-<br />
c3<br />
5<br />
J<br />
L3<br />
g 2000<br />
I-<br />
v)<br />
J<br />
1 3000<br />
CT<br />
n<br />
5000<br />
10,000<br />
15,000<br />
20,000<br />
30,000<br />
20 30 50 100 200 300 400 600 800<br />
ROTARY SPEED-RPM<br />
Figure 4-149. Critical rotary speed for core bits [51]. (Courtesy API.)<br />
Greater bit design freedom is generally available with matrix body bits because<br />
they are “cast” in a moldlike natural diamond bits. Thus, matrix body bits<br />
typically have more complex profiles and incorporate cast nozzles and waterways.<br />
In addition to the advantages of bit face configuration and erosion resistance<br />
with matrix body bits, diamond compact matrix bits often utilize natural
798 Drilling and Well Completions<br />
P <strong>OF</strong><br />
BC<br />
Bit<br />
Figure 4-150. PDC bit nomenclature. (Courtesy Strata Bit Corp.)<br />
Source: Strata Bit Corporation, 600 Kenrick, Suite A-I, Houston, TX 77060 ph (713) 999-4530.<br />
unknown booklet of the company.<br />
&O 330," 4<br />
Long Cyllndor Cuttor<br />
t--0.624 In 1<br />
Stud Cutter<br />
Figure 4-1 51. Polycrystalline diamond compacts [43A]. (Courtesy Hughes<br />
Christensen.)<br />
diamonds to maintain full gage hole. Matrix body bits generally utilize long<br />
cylinder-shaped cutters secured to the bit by brazing.<br />
Bit frofi/e. Bit profile can significantly affect bit performance based upon the<br />
influence it has on bit cleaning, stability and hole deviation control. The "doublecone"<br />
profile will help maintain a straight hole even in crooked hole country.<br />
The sharp nose will attack and drill the formation aggressively while the apex<br />
and reaming flank stabilize the bit. This sharp profile may be more vulnerable<br />
to damage when a hard stringer is encountered as only the cutters on the sharp<br />
nose will support the impact loading. A shallow cone profile appears to be the<br />
easiest to clean due to the concentration of hydraulics on the reduced surface<br />
area of the bit face. This profile relies heavily upon the gage section for<br />
directional stability. The shallow cone profile will hold direction and angle with<br />
sufficient gauge length and proper stabilization of the bit.
Drilling Bits and Downhole Tools 799<br />
Figure 4-152. PDC bit designed for soft formations [43A]. (Courtesy Hughes<br />
Christensen.)<br />
Cutter Exposure. Figure 4-154 shows the types of cutter exposure on PDC bits<br />
[43]. Cutter exposure is the distance between the cutting edge and the bit face.<br />
Stud bits typically have full exposure that proves very aggressive in soft<br />
formation. In harder formations, less than full exposure may be preferred for<br />
added cutter durability and enhanced cleaning. Matrix body bits are designed<br />
with full or partial exposure depending on formation and operating parameters.<br />
Cutter Orientation. Figure 4-155 shows the cutter orientation for typical PDC<br />
bits. The displacement of cuttings can be affected by side and back rake<br />
orientation of the cutters. Back rake angle typically varies from 0 to -25". The<br />
greater the degree of back rake, generally the lower the rate of penetration,<br />
but the greater the resistance to cutting edge damage when encountering a hard<br />
section. Side rake has been found to be effective in assisting bit cleaning in some<br />
formations by mechanically directing cuttings toward the annulus. Matrix body<br />
bits allow greater flexibility in adjusting cutter orientation for best drilling<br />
performance in each formation.
800 Drilling and Well Completions<br />
Figure 4-153. PDC bit designed for hard and abrasive formations [43A].<br />
(Courtesy Hughes Christensen.)<br />
Diamond Compact<br />
Diamond Compact<br />
I<br />
Figure 4-1 54. Types of cutter exposure [43A]. (Courtesy Hughes Christensen.)
Drilling Bits and Downhole Tools 801<br />
Figure 4-155. Cutter orientation [43A]. (Courtesy Hughes Christensen.)<br />
IADC Fixed Cutter Bit Classification System<br />
The term fixed cutter is used as the most correct description for the broad<br />
category of nonroller cone rock bits. The cutting elements may be comprised<br />
of any suitable material. To date, several types of diamond materials are used<br />
almost exclusively for fixed cutter petroleum drilling applications. This leads to<br />
the widespread use of the term “diamond” bits and PDC bits in reference to<br />
fixed cutter designs.<br />
The IADC Drill Bits Subcommittee began work on a new classification method<br />
in 1985. It was determined from the outset that (1) a completely new approach<br />
was required, (2) the method must be simple enough to gain widespread<br />
acceptance and uniform application, yet provide sufficient detail to be useful,<br />
(3) emphasis should be placed on describing the form of the bit, i.e., “paint a<br />
mental picture of the design”, (4) no attempt should be made to describe the<br />
function of the bit, i.e., do not link the bit to a particular formation type or<br />
drilling technique since relatively little is certain yet about such factors for fixed<br />
cutter bits, (5) every bit should have a unique IADC code, and (6) the classification<br />
system should be so versatile that it will not be readily obsolete.<br />
The resultant four-character diamond bit classification code was formally<br />
presented to the IADC Drilling Technology Committee at the 1986 SPE/IADC<br />
Drilling Conference. It was subsequently approved by the IADC Board of<br />
Directors and designated to take effect concurrent with the 1987 SPE/IADC<br />
Drilling Conference. A description of the 1987 IADC Fixed Cutter Bit Classification<br />
Standard follows [54].<br />
Four characters are utilized in a prescribed order (Figure 4-156) to indicate<br />
seven fixed cutter bit design features: cutter type, body material, bit profile, fluid<br />
discharge, flow distribution, cutter size, and cutter density. These design traits<br />
were selected as being most descriptive of fixed cutter bit appearance.<br />
The four-character bit code is entered on an IADC-API Daily Drilling Report<br />
Form as shown in Figure 4-157. The space requirements are consistent with the<br />
four-character IADC roller bit classification code. The two codes are readily<br />
distinguished from one another by the convention that diamond bit codes begin<br />
with a letter, while roller bit codes begin with a number.<br />
Each of the four characters in the IADC fixed cutter bit classification code<br />
are further described as follows:<br />
Cutter TLpe and Body Material. The first character of the fixed cutter classification<br />
code describes the primary cutter type and body material (Figure 4-156).
802 Drilling and Well Completions<br />
FIRST SECOND THIRD FOURTH<br />
HYDRAULIC<br />
CUTER SIZE<br />
1-9 1-9. R. X. 0<br />
1-9. 0<br />
t<br />
D - <strong>NATURAL</strong> RIAMONO (MATRIX BODY)<br />
M - MATRIX BOOY POC<br />
S - STEEL BODY PQC<br />
T - TSP (MATRIX 80DYl<br />
0 - OTHER<br />
Figure 4-1 56. Four-character classification code for fixed-cutter bits [54].<br />
(Courtesy SPE.)<br />
roller co<br />
xed cutter bit<br />
Figure 4-157. Fixed-cutter bit code entry in IADC-API Daily Report [54].<br />
(Courtesy SPE.)
Drilling Bits and Downhole Tools 803<br />
Five letters are presently defined: D-natural diamond/matrix body, M-PDC/<br />
matrix body, S-PDC/steel body, T-TSP/matrix body, 0-other.<br />
The term PDC is defined as “polycrystalline diamond compact.” The term<br />
TSP is defined as “thermally stable polycrystalline” diamond. TSP materials are<br />
composed of manufactured polycrystalline diamond which has the thermal<br />
stability of natural diamond. This is accomplished through the removal of trace<br />
impurities and in some cases the filling of lattice structure pore spaces with a<br />
material of compatible thermal expansion coefficient.<br />
The distinction of primary cutter types is made because fixed cutter bits often<br />
contain a variety of diamond materials. Typically one type of diamond is used<br />
as the primary cutting element while another type is used as backup material.<br />
Profile. The numbers 1 through 9 in the second character of the fixed cutter<br />
classification code refer to the bit’s cross-sectional profile (Figure 4-158). The<br />
BIT PR<strong>OF</strong>ILE CODES<br />
WILL BIT<br />
CORE BIT<br />
0: 00-10<br />
-<br />
G-GAGE WEIGHT ’<br />
HIM Q>3/80<br />
UED 1/80 S G S JMO<br />
LOW 0 < 1/80<br />
C -CONE HEIGHT<br />
WlOW UEDIVY LOW<br />
c > 1/40 1/80 S C 6 1/40 C < I/8D<br />
1 2 3<br />
4 5<br />
6 9<br />
Figure 4-158. Bit profile codes for fixed cutter bits [54]. (Courtesy SPE.)
804 Drilling and Well Completions<br />
term profile is used here to describe the cross-section of the cutter/bottomhole<br />
pattern. This distinction is made because the cutter/bottomhole profile is not<br />
necessarily identical to the bit body profile.<br />
Nine basic bit profiles are defined by arranging two profile parameters-outer<br />
taper (gage height) and inner concavity (cone height)-in a 3 x 3 matrix (Figure<br />
4-159). The rows and columns of the matrix are assigned high, medium and<br />
low values for each parameter. Gage height systematically decreases from top<br />
to bottom. Cone height systematically decreases from left to right. Each profile<br />
is assigned a number.<br />
BIT PR<strong>OF</strong>ILES<br />
LONG TAPER<br />
DEEP CONE<br />
LONG TAPER<br />
MEDIUM CONE<br />
MEDIUM TAPER<br />
DEEP CONE<br />
MEDIUM TAPER<br />
MEDIUM CONE<br />
'DOUBLE CONE'<br />
MEDIUM TAPER<br />
SHALLOW CONE<br />
'ROUNDED'<br />
I<br />
7<br />
I<br />
9<br />
SHORT TAPER<br />
PEEP CONE<br />
INVERTED'<br />
SHORT TAPER<br />
MEDIUM CONE<br />
SHORT TAPER<br />
SHALLOW CONE<br />
'FLAT'<br />
Figure 4-159. Nine basic profiles of fixed-cutter bits [54]. (Courtesy SPE.)
~ OPEN<br />
Drilling Bits and Downhole Tools 805<br />
Two versions of the profile matrix are presented. One version (Figure 4-158)<br />
is primarily for the use of manufacturers in classifying their bit profiles. Precise<br />
ranges of high, medium and low values are given. In Figure 4-158 gage height<br />
and cone height dimensions are normalized to a reference dimension which is<br />
taken to be the bit diameter for drill bits and the (OD-ID) for core bits. Figure<br />
4-159 provides a visual reference which is better suited for use by field personnel.<br />
Bold lines are drawn as examples of typical bit profiles in each category. Crosshatched<br />
areas represent the range of variation for each category. Each of the<br />
nine profiles is given a name. For example, “double cone” is the term used to<br />
describe the profile in the center of the matrix (code 5). The double-cone profile<br />
is typical of many natural diamond and TSP bits.<br />
The number 0 is used for unusual bit profiles which cannot be described by<br />
the 3 x 3 matrix of Figure 4-158. For example, a “bi-center” bit which has an<br />
asymmetrical profile with respect to the bit pin centerline should be classified<br />
with the numeral 0.<br />
Hydrauric Design. The numbers 1 through 9 in the third character of the fixed<br />
cutter classification code refer to the hydraulic design of the bit (Figure 4-160).<br />
HYDRAULIC DESIGN<br />
CHANGEABLE FIXED OPEN<br />
JETS PORTS THROAT<br />
17/8/91<br />
FACED<br />
ALTERNATE COOES<br />
R RADIAL FLOW<br />
X - CROSS FLOW<br />
0 - OTHER<br />
Figure 4-160. Hydraulic design code for fixed-cutter bits [54]. (Courtesy SPE.)
806 Drilling and Well Completions<br />
The hydraulic design is described by two components: the type of fluid outlet<br />
and the flow distribution. A 3 x 3 matrix of orifice types and flow distributions<br />
defines 9 numeric hydraulic design codes. The orifice type varies from<br />
changeable jets to fixed ports to open throat from left to right in the matrix.<br />
The flow distribution varies from bladed to ribbed to open face from top to<br />
bottom. There is usually a close correlation between the flow distribution and<br />
the cutter arrangement.<br />
The term bladed refers to raised, continuous flow restrictors with a standoff<br />
distance from the bit body of more than 1.0 in. In most cases cutters are affixed<br />
to the blades so that the cutter arrangement may also be described as bladed.<br />
The term ribbed refers to raised continuous flow restrictors with a standoff<br />
distance from the bit body of 1.0 in. or less. Cutters are usually affixed to most<br />
of the ribs so that the cutter arrangement may also be described as ribbed. The<br />
term open fuce refers to nonrestricted flow arrangements. Open face flow designs<br />
generally have a more even distribution of cutters over the bit face than with<br />
bladed or ribbed designs.<br />
A special case is defined the numbers 6 and 9 describe the crowfoot/water<br />
course design of most natural diamond and many TSP bits. Such designs are<br />
further described as having either radial flow, crossf low (feeder/collector), or<br />
other hydraulics. Thus, the letters R (radial flow), X (crossflow), or 0 (other)<br />
are used as the hydraulic design code for such bits.<br />
Cutter Size and Placement Density. The numbers 1 through 9 and 0 in the<br />
fourth character of the fixed cutter classification code refer to the cutter size<br />
and placement density on the bit (Figure 4-161). A 3 x 3 matrix of cutter sizes<br />
and placement densities defines 9 numeric codes. The placement density varies<br />
from light to medium to heavy from left to right in the matrix. The cutter size<br />
varies from large to medium to small from top to bottom. The ultimate<br />
combination of small cutters set in a high density pattern is the impregnated<br />
bit, designated by the number 0.<br />
Cutter size ranges are defined for natural diamonds based on the number of<br />
stones per carat. PDC and TSP cutter sizes are defined based on the amount<br />
of usable cutter height. Usable cutter height rather than total cutter height is<br />
the functional measure since various anchoring and attachment methods affect<br />
the “exposure” of the cutting structure. The most common type of PDC cutters,<br />
which have a diameter that is slightly more than + in., were taken as the basis<br />
for defining medium size synthetic diamond cutters.<br />
Cutter density ranges are not explicitly defined. The appropriate designation<br />
is left to the judgment of the manufacturer. In many cases manufacturers<br />
build “light-set” and “heavy-set” versions of a standard product. These can be<br />
distinguished by use of the light, medium, or heavy designation which is<br />
encoded in the fourth character of the IADC fixed cutter bit code. As a general<br />
guide, bits with minimal cutter redundancy are classified as having light<br />
placement density and those with high cutter redundancy are classified as having<br />
heavy placement density.<br />
Examples of Fixed-Cutter Bits Classification<br />
Figure 4-162 shows a natural diamond drill bit which has a long outer taper<br />
and medium inner cone, radial flow fluid courses, and five to six stones per<br />
carat (spc) diamonds set with a medium placement density. Using the definitions<br />
in Figures 4-156, 4-158, 4-159, and 4-160, the characteristics of this bit are coded<br />
D 2 R 5 as follows:
Drilling Bits and Downhole Tools 807<br />
CUTTER SIZE AND DENSITY<br />
- SIZE<br />
RQSLD!<br />
ltghl medium heavy<br />
e3<br />
3-7<br />
>'I<br />
CUTTER DENSITY IS DETERMINED BY MANUFACTURER<br />
Figure 4-161. Code of cutter size and placement [54]. (Courtesy Sf€.)<br />
Cutter/Body Type<br />
Bit Profile<br />
Hydraulic Design<br />
Cutter Size/Density<br />
D-natural diamond, matrix body<br />
2-long taper, medium cone<br />
R-open throavopen face radial flow<br />
5-med. cutter size, med. placement density<br />
Figure 4-163 shows a steel body PDC bit with standard-size cutters lightly set<br />
on a deep inner cone profile. This bit has changeable nozzles and is best<br />
described as having a ribbed flow pattern although there are open face<br />
characteristics near the center and bladed characteristics near the gage. The<br />
IADC classification code in this case is S 7 4 4.<br />
Figure 4-164 shows a steel body core bit with a long-taper, stepped profile<br />
fitted with impregnated natural diamond blocks as the primary cutting elements.<br />
The bit has no inner cone. Since there is no specific code for the natural<br />
diamond/steel body combination, the letter 0 (other) is used as the cutter type/<br />
body material code. The profile code 3 is used to describe the long outer taper<br />
with little or no inner cone depth. The hydraulic design code 5 indicates a fixed
808 Drilling and Well Compl '<br />
*I. '..<br />
I<br />
f<br />
I<br />
Natural -<br />
Diamond<br />
Cutters<br />
Tapered Double '<br />
Cone Profile<br />
D2R5<br />
/\<br />
- Medium Stone<br />
Size (5-6 SPC)<br />
and Medium Set<br />
' Radial Flow<br />
Hydraulics<br />
Figure 4-162. Example of natural diamond bit with radial<br />
design [54]. (Courtesy SPE.)<br />
flow hydraulic<br />
Steel Body - S744<br />
PDC<br />
Inverted<br />
Profile<br />
- Medium Size<br />
Cutters with<br />
Light Cutter<br />
/ \ Density<br />
Ribbed with<br />
Changeable Nozzles<br />
Figure 4-163. Example of steel body PDC bit with inverted profile [54].<br />
(Courtesy SPE.)
Drilling Bits and Downhole Tools 809<br />
WITH ISTEEL OTHER <strong>NATURAL</strong> BOW -0350-~::~<br />
OIAUONO<br />
IYPRE ONATE0<br />
CUTTER1<br />
/\<br />
LONQ TAPER<br />
PR<strong>OF</strong> 1LE<br />
R I&EO<br />
WITH<br />
FIXE0<br />
PORTS<br />
OIAMONO<br />
Figure 4-164. Example of steel body impregnated core bit with face<br />
discharge flow [54]. (Courtesy SPE.)<br />
port, ribbed design. Finally, the number 0 is used for impregnated natural<br />
diamond bits. Therefore the complete IADC classification code for this fixed<br />
cutter bit is 0 3 5 0. Although the classification code for this bit does not<br />
explicitly indicate the cutter type and body material, it can be inferred from<br />
the rest of the code that this is an impregnated natural diamond, nonmatrix<br />
body bit, in which case steel is the most likely body material.<br />
Dull Grading for Fixed Cutter Bits<br />
The section describes the first IADC standardized system for dull grading<br />
natural diamond, PDC, and TSP (thermally stable polycrystalline diamond) bits,<br />
otherwise known as fixed cutter bits [55]. The new system is consistent with<br />
the recently revised dull grading system for roller bits. It describes the condition<br />
of the cutting structure, the primary (with location) and secondary dull<br />
characteristics, the gage condition, and the reason the bit was pulled.<br />
The format of the dull grading system is shown in Figure 4-165. For completeness,<br />
Figure 4-165 contains all of the codes needed to dull grade fixed cutter<br />
bits and roller bits. Those codes which apply to fixed cutter bits are in boldface.<br />
Eight factors about a worn fixed cutter bit can be recorded. The first four<br />
spaces are used to describe the cutting structure. In the first two spaces, the<br />
amount of cutting structure wear is recorded using the linear scale 0 to 8, based<br />
on the initial useable cutter height. This is consistent with grading tooth wear
810 Drilling and Well Completions<br />
1/16 - 1/16' Undergauge<br />
2/16 - 1/8 Undergauge<br />
y ('L<br />
8 - No Usable Cutting<br />
BC - Broken Cone<br />
BT - Broken Teeth/Cutters<br />
BU - Balled Up<br />
CC' - Cracked Cone<br />
CD" - Cone Dragged<br />
CI - Cone Interference<br />
CR - Cored<br />
CT - Chipped Teeth/Cutters<br />
ER - Erosion<br />
FC - Flat Crested Wear<br />
HC - Heat Checking<br />
.ID -Junk Damage<br />
LC' - Lost Cone<br />
LN - Lost Nozzle<br />
LT - Lost Teeth/Cutters<br />
OC - Off-Center Wear<br />
PB - Pinched Bit<br />
PN - Plugged Nozzle/Flow Passage<br />
RG -Rounded Gauae<br />
RO - Ring Out<br />
SO -Shirttail Damage<br />
SS - Self Sharpening Wear<br />
TR -Tracking<br />
WD -Washed Out-Bi<br />
WT - Worn Teeth/Cutters<br />
NO - No MajodOther Dull Characteristics<br />
'Show Cone Number@) Under Location.<br />
Nonsealed Bearings<br />
0 - No Life Used<br />
8 -All Life Used<br />
sealed Bearings<br />
E - Seals Effective<br />
F - Seals Failed<br />
X - Fixed Cutter Bits<br />
BHA - Change Bottomhole Assembly<br />
DMF - Downhole Motor Failure<br />
DSF - Drill String Failure<br />
DST - Drill Stem Test<br />
DTF - Downhole Tool Failure<br />
LOG - Run Logs<br />
RIG - Rig Repair<br />
CM - Condition Mud<br />
CP - Core Point<br />
DP - Drill Plug<br />
FM - Formation Change<br />
HP - Hole Problems<br />
HR - Hours<br />
PP - Pump Pressure<br />
PR - Penetration Rate<br />
TO -Total DepthiCsg. Depth<br />
TO -Torque<br />
TW - Twist-Off<br />
WC -Weather Conditions<br />
WO - Washout-Drill String<br />
Figure 4-165. IADC bit dull grading codes-bold<br />
bits [55]. (Courtesy SPE.)<br />
characters for fixed-cutter<br />
on roller bits. The amount of cutter wear represented by 0 through 7 is shown<br />
schematically in Figure 4-166. An 8 means there is no cutter left. This same<br />
scale is to be used for TSP and natural diamond bits, with 0 meaning no wear,<br />
4 meaning 50% wear, and so forth.<br />
The first two spaces of the dull grading format are used for the inner twothirds<br />
of the bit radius and the outer one-third of the bit radius, as shown
Drilling Bits and Downhole Tools 811<br />
INNER AREA<br />
OUTER AREA<br />
213 RADIUS 1/3 RADIUS<br />
Figure 4-166. Schematics of cutters wear [55]. (Courtesy SPE.)<br />
schematically in Figure 4-166. When grading a dull bit, the average amount of<br />
wear in each area should be recorded. For example, in Figure 4-166 the five<br />
cutters in the inner area would be graded a 2. This is calculated by averaging<br />
the grades of the individual cutters in the inner area as follows: (4+3+2+1+0)/5=2.<br />
Similarly, the grade of the outer area would be a 6. On an actual bit the same<br />
procedure would be used. Note that for a core bit, the centerline in Figure 4-166<br />
would be the core bit ID.<br />
The third space is used to describe the primary dull characteristic of the worn<br />
bit, i.e., the obvious physical change from its new condition. The dull characteristics<br />
which apply to fixed cutter bits are listed in Figure 4-165.<br />
The location of the primary dull characteristic is described in the fourth<br />
space. There are six choices: cone, nose, taper, shoulder, gauge, and all areas.<br />
Figure 4-167 shows four possible fixed cutter bit profiles with the different areas<br />
labeled. It is recognized that there are profiles for which the exact boundaries<br />
between areas are debatable and for which certain areas may not even exist.<br />
Notice that in the bottom profile there is no taper area shown. However, using<br />
Figure 4-167 as a guide, it should be possible to clearly define the different areas<br />
on most profiles.<br />
The fifth space will always be an “X” for fixed cutter bits, since there are no<br />
bearings. This space can be used to distinguish dull grades for fixed cutter bits<br />
from dull grades for roller bits.<br />
The measure of the bit gauge is recorded in the sixth space. If the bit is still<br />
in gauge, an “I” is used. Otherwise, the amount the bit is undergauge is noted<br />
to the nearest + of an inch.<br />
The seventh space is for the secondary dull characteristic of the bit, using<br />
the same list of codes as was used for the primary dull characteristic. The reason
812 Drilling and Well Completions<br />
Figure 4-167. Locations of wear on fixed-cutter bit [55]. (Courtesy SPE.)<br />
POST OR STUD CUTTERS<br />
No KRN BROKEN LOST LOST<br />
WEAR CUTTER CUTTER CUTTER CUTTER<br />
cwn (BT) (LT) (LT)<br />
CYLINDER CUTTERS<br />
No<br />
m3RN LOST LOST<br />
WEAR CUTTER CUTTER QlTTER<br />
(WT) (LT) (LT)<br />
Figure 4-1 68. Schematic of common dull characteristics (551. (Courtesy SPE.)<br />
the bit was pulled is shown in the eighth space using the list of codes shown in<br />
Figure 4-165.<br />
Downhole Tools<br />
Downhole drilling tools are the components of the lower part of a drill string<br />
used in normal drilling operations such as the drill bits, drill collars, stabilizers,<br />
shock absorbers, hole openers, underreamers, drilling jars as well as a variety<br />
of drill stem subs.
Drilling Bits and Downhole Tools 813<br />
As drill bits, drill collars and drill stem subs are discussed elsewhere this<br />
section regards shock absorbers, jars, underreamers, and stabilizers.<br />
Shock Absorbers<br />
Extreme vertical vibration throughout the drill string are caused by hard,<br />
broken or changing formations, and the drilling bit chafing against the bottom<br />
formation as it rotates.<br />
In shallow wells, the drill string transmits the vibration oscillations all the<br />
way to the crown block of the drilling rig. The affect can be devastating as welds<br />
fail, seams split and drill string connections break down under the accelerated<br />
fatigue caused by the vibrations. In deep holes, these vibrations are rarely<br />
noticed due to elasticity and self-dampening effect of the long drill string.<br />
Unfortunately, the danger of fatigw still goes on and has resulted in many<br />
fishing operations.<br />
The drill string vibration dampeners are used to absorb and transfer the shock<br />
of drilling to the drill collars where it can be borne without damaging or<br />
destroying other drill string equipment. Their construction and design vary with<br />
each manufacturer. To effectively absorb the vibrations induced by the drill bit,<br />
an element with a soft spring action and good dampening characteristics is<br />
required. There are six basic spring elements used: (1) vulcanized elastometer,<br />
(2) elastomeric element, (3) steel wool, (4) spring steel, (5) Belleville steel springs,<br />
(6) gas compression.<br />
Types of Shock Absorbers. There are eight commonly used commercial<br />
shock absorbers.<br />
Drilco Rubber vpe. See Figure 4-169 and Table 4-102 [56]. Shock is absorbed<br />
by an elastometer situated between the inner and outer barrels. This shock<br />
absorbing element is vulcanized to the barrels. The torque has to be transmitted<br />
from the outer into the inner barrel. This tool is able to absorb shocks in axial<br />
or in radial directions. There is no need to absorb shocks in the torque because<br />
the drill string itself acts like a very good shock absorber so the critical shocks<br />
are in axial directions. These tools cannot be used at temperatures above 200°F.<br />
Though they produce a small stroke the dampening effect is good [56].<br />
Christensen Shock-Eze. See Figure 4-170 [57]. A double-action vibration and<br />
shock absorber employing Belleville spring elements are immersed in oil.<br />
The tool features a spline assembly that transmits high torque loads to the bit<br />
through its outer tube, while the inner assembly absorbs vibration through a series<br />
of steeldisc springs. The spring system works in both suspension and compression.<br />
The high shock-absorbing capabilities of this tool are attained by compression<br />
of the stack of springs within a stroke of five inches. The alternating action of<br />
the patented spring arrangement provides a wide working range, under all<br />
possible conditions of thrust and mud pressure drop.<br />
Placement of Shock Absorber in Drill String. Many operators have their own<br />
way of placing shock absorbers in the drill string (see Figure 4-171) [57]. In<br />
general, the optimum shock absorbing effect is obtained by running the tool<br />
as near to the bit as possible. With no deviation expected, the tool should be<br />
installed immediately above the bit stabilizer as shown in Figure 4-171C.<br />
In holes with slight deviation problems, the shock absorber could be run on<br />
top of the first or second string stabilizer. For situations where there are severe
814 Drilling and Well Completions<br />
t<br />
L<br />
R<br />
I-<br />
S<br />
Figure 4-1 69. Drilco rubber-spring shock dampener. (Courtesy Smith<br />
International, Inc.)
Drilling Bits and Downhole Tools 815<br />
Nomlnal<br />
sln<br />
Tool<br />
(A)<br />
12<br />
10<br />
8<br />
7<br />
6%<br />
'Sugg..l.d .<br />
Sp.cn1-m<br />
CJolnt<br />
C.mr<br />
HobSlt.<br />
RacomNndad<br />
Makaup<br />
iM 0m.t<br />
OD<br />
Pmrformance Bar.<br />
R-lb)<br />
17YlmrU30 2'h 2'910 Spec@ TO80 160 30 120 3070 70.000<br />
12hlhru 15 2% 2'14<br />
SpecifW 148 23 116 2OXI 55.000<br />
athru 12V4 2% 2'4 Sizeand SameOD 149 23 110 1635 41.000<br />
BMlhru 11 2'sis 2'14 AsDrill 145 23 112 1400 35.m<br />
mmrus 2v4 2 Type Collar 143 23 111 1100 27.000<br />
6%. thru 9 2'/. 1 'h<br />
144 23 111 890 2c.m<br />
Nota 1 All dimensions are given in Inches. unless otherwse staled<br />
'2 Recommended lor optimum IwI life<br />
'Courtesy Smith International, Inc<br />
deviation problems, the shock absorber should be place as shown in Figures 4-171B<br />
and 4-171D.<br />
For turbine drilling, it is recommended that the shock absorber be placed<br />
on top of the first stabilizer above the turbine as in Figure 4-171A.<br />
Jars<br />
Jars provide an upward or downward shock (or jar) to the entire drill string.<br />
Early attempts to recover stuck drill pipe motivated the development of jars.<br />
Types of Jars. There are two general classes of jars: fishing jars and drilling jars.<br />
A fishing jar is used to free stuck drill string, and is added to the drill string<br />
only when the string becomes stuck.<br />
The drilling jar is used as a part of the drill string to work any time it is<br />
needed. With modern drilling requiring more safety and less cost per foot, it<br />
has become more economical to use drilling jars. In areas where possible sticking<br />
conditions exist, the drilling jar is ready to free a stuck pipe through calculated<br />
string over-pull or slack-off. The jars are used immediately when the string<br />
becomes stuck, which prevents excessive downtime and costly tripping. Unlike<br />
the fishing jar, the drilling jar has the additional function of transmitting the<br />
high amount of drilling torque to the bit.<br />
Drilling Jar Design. The jarring and bumping characteristic of drilling jars is<br />
determined by their specific type of release elements and stroke. There are three<br />
basic types of release elements: (1) hydraulic, (2) mechanical, and (3) a combination<br />
of hydraulic and mechanical. Hydraulic mechanism employs a sleeve, or<br />
valve that is pulled through a restricted area that allows only a small amount<br />
of hydraulic oil to pass through. Once the sleeve, or valve passes through the<br />
restricted area and enters the larger chamber, it is free to travel upwards until<br />
reaching the anvil that creates a sudden stop and sends a shock throughout<br />
the string.<br />
Mechanical mechanisms involve the following types of dynamic action:<br />
1. Adjustable spring pressure against locking system.<br />
2. T-slots system. A combination of upward overpull or string weight, and<br />
right-hand torque is required. When torque is released, shots disengage for<br />
jarring.
816 Drilling ai nd Well Completions<br />
MALE SPLINE<br />
SAL CAP<br />
SPLINE INSERT<br />
FEMALE SPLINE<br />
MANDREL 1<br />
80WL<br />
BEL LEWLLE<br />
SFWINGS<br />
MAWEL 2<br />
CIXVPBVSATlNG<br />
PISTaV<br />
Figure 4-170. Christensen’s Shock Eze. (Courtesy Hughes Christensen.)
Drilling Bits and Downhole Tools 817<br />
A B C D<br />
Figure 4-171. Recommended placement of the Shock Eze. (Courtesy Hughes<br />
Christensen.)<br />
3. J-slots system. The slots will roll out with enough overpull or string weight.<br />
Sets of springs apply lateral pressure holding mandrel in place.<br />
4. Firing racks system. A lateral pressure is applied by adjusting racks. Angle<br />
on firing racks give it a 2:l release factor when overpull or string weight<br />
is applied.
818 Drilling and Well Completions<br />
Types of Drilling Jars. There are two types commonly used commercial drilling<br />
jars, combination of hydraulic (upward) and mechanical (downward) motion, and<br />
purely mechanical action. The examples of both types follow.<br />
Christensen-Mason Jar. (See Figure 4-172 and Table 4-103 [57].) This is a<br />
combination tool, offering possibility to jar upwards hydraulically and to bump<br />
downward mechanically. The jar is equipped with a special releasing (locking)<br />
mechanism, so that the jar cannot be fired upwards until the locking system<br />
has been released. It has a 6-in. jarring stroke upwards and 30-in. for downward<br />
bumping [57].<br />
Hevi-HitterrM Christensen Jar. (See Figure 4-173 [57A].) This is a mechanical<br />
drilling jar with firing racks system applied. Its jar force is constant regardless<br />
of torque applied.<br />
TOOL ASSEMBLED (OPEN)<br />
OUTER TUBE<br />
INNER TUBE<br />
Flex Joint fl<br />
El<br />
Bumping Nut ;&<br />
J!y-in.<br />
Compensating Piolon<br />
(upver)<br />
VdVO<br />
Comprnsrting Plslon<br />
(lower)<br />
Locking Platon<br />
Packing Ring Buihing<br />
i<br />
Mrndrrl 1<br />
Mandrrl2<br />
~ M a r d r r5<br />
i<br />
Figure 4-172. Christensen’s mason drilling jar. (Courtesy Hughes Christensen.)
Drilling Bits and Downhole Tools 819<br />
Table 4-103<br />
Christensen’s Mason Drilling Jar<br />
I I I I 1<br />
Courtesy Hughes Christensen.<br />
I<br />
II<br />
I I . .O 0 I I I .....<br />
Included in the drill string, the Hevi-Hitter jar can fire either upward or<br />
downward. The jarring force, which can exceed 700,000 pounds on the larger<br />
sizes, can be controlled from the surface by applying and holding right-hand<br />
torque to increase impact, and by applying and holding left-hand torque to<br />
decrease impact. Because the Hevi-Hitter jar recocks automatically, jarring<br />
operations can proceed swiftly until the stuck pipe is free. Various impact forces<br />
can be generated dependant upon weight of drill collars (or heavy weight drill<br />
pipe) above the jars and the value of surface pull, as shown in Table 4-104 [57A].<br />
Underreamers<br />
The term “underreaming” has been used interchangeably with “hole opening.”<br />
Underreaming is the process of enlarging the hole bore beginning at some point<br />
below the surface using a tool with expanding cutters. This permits lowering<br />
the tool through the original hole to the point where enlargement of the hole<br />
is to begin.
820 Drilling and Well Completions<br />
Table 4-104<br />
Hevi-HitterTM Jar Impact Forces (1,000 Ibm) [57A]<br />
-~<br />
Heavy-Welght Drill Pipe or Drlll Collar Weight Above Jars (Ibs. x 1,000)<br />
4 6 8 10 12 14 16 18 20<br />
h<br />
8<br />
9<br />
3<br />
45<br />
4 60<br />
E 5 75<br />
6 90<br />
cri<br />
p 7 105<br />
v<br />
E 8 120<br />
.P 9 135<br />
10 150<br />
11 165<br />
h 12 180<br />
$ 13 195<br />
14 210<br />
=<br />
2<br />
15 225<br />
a' 16 240<br />
68<br />
90<br />
113<br />
135<br />
158<br />
180<br />
202<br />
225<br />
247<br />
270<br />
229<br />
31 5<br />
337<br />
359<br />
90<br />
120<br />
150<br />
180<br />
210<br />
240<br />
270<br />
300<br />
330<br />
359<br />
389<br />
41 9<br />
449<br />
479<br />
113<br />
150<br />
187<br />
225<br />
262<br />
300<br />
337<br />
374<br />
41 2<br />
449<br />
487<br />
524<br />
562<br />
599<br />
135<br />
180<br />
225<br />
270<br />
31 5<br />
359<br />
404<br />
449<br />
494<br />
539<br />
584<br />
629<br />
674<br />
71 9<br />
157<br />
21 0<br />
262<br />
31 5<br />
367<br />
41 9<br />
472<br />
524<br />
576<br />
629<br />
681<br />
733<br />
786<br />
838<br />
180<br />
240<br />
300<br />
359<br />
419<br />
479<br />
539<br />
599<br />
659<br />
71 9<br />
778<br />
838<br />
898<br />
958<br />
202<br />
270<br />
337<br />
404<br />
472<br />
539<br />
606<br />
674<br />
74 1<br />
808<br />
876<br />
943<br />
1010<br />
1078<br />
225<br />
300<br />
374<br />
449<br />
524<br />
599<br />
674<br />
748<br />
823<br />
898<br />
973<br />
1048<br />
1122<br />
1197<br />
Courtesy Hughes Christensen.<br />
Hole opening is considered as opening or enlarging the hole from the surface<br />
(or casing shoe) downward using a tool with cutter arms at a fixed diameter.<br />
Thus, the proper name for the tools with expandable cutting arms is underreamers.<br />
The cutting arms are collapsed in the tool body while running the tool<br />
in the hole. Once the required depth is reached, mud circulation pressure moves<br />
the cutters opening for drilling operation. Additional pressure drop across the<br />
underreamer orifice gives the operator positive indication that the cutter arms<br />
are extended fully and the tool is underreaming at full gauge.<br />
Underreamer Design. There are two basic types of underreamers: (1) roller<br />
cone rock-type underreamers and (2) drag-type underreamers. The roller cone<br />
rock-type underreamers are designed for all types of forma-tions depending upon<br />
the type of roller cones installed. The drag-type under-reamers are used in soft<br />
to medium formations. Both types can be equipped with a bit to drill and<br />
underream simultaneously. This allows for four different combinations of<br />
underreamers as shown in Figure 4-174 [58]. Nomenclature of various underreamer<br />
designs are shown in Figures 4-175, 4-176, and 4-177 [58].<br />
Underreamer Specifications. Table 4-105 [58] shows example specifications for<br />
nine models of Servco roller cone rock-type underreamers. Table 4-106 contains<br />
example data for four models of Servco drag-type underreamers [58].<br />
Underreamer Hydraulics. Pressure losses across the underreamer nozzles<br />
(orifice) are shown in Figures 4-178 and 4-179 [58]. The shaded area represents<br />
the recommended pressure drop required for cutters to fully open. These<br />
pressure drop graphs can be used for pressure losses calculations (given pump<br />
output and nozzles) or for orifice (nozzle) selection (given pump output and<br />
pressure loss required).
Drilling Bits and Downhole Tools 821<br />
Rock Typre<br />
Underreamer<br />
Rock-Drtiftng<br />
Type<br />
Underreamer<br />
Underreamer<br />
Figure 4-1 74. Types of underrearners. (Courtesy Smith International, Inc.)
822 Drilling and Well Completions<br />
Figure 4-1 75. Rock-type underreamer nomenclature. (Courtesy Smith<br />
International, Inc.)<br />
Figure 4-1 76. Rock-drilling underreamer nomenclature. (Courtesy Smith<br />
International, Inc.)<br />
Figure 4-177. Drag-type underreamer nomenclature (open arms). (Courtesy<br />
Smith International, Inc.)
Drilling Bits and Downhole Tools 823<br />
Table 4-105<br />
Rock-type Underreamers (Servco) [58]<br />
Through<br />
Casing.<br />
Inches<br />
Underreamer<br />
Eody Dia,<br />
Inches<br />
TOP.<br />
Conrmtlons,<br />
API Reg. Pin<br />
4112<br />
5112<br />
7<br />
7-518<br />
8-518<br />
9518<br />
l(1314<br />
133/8<br />
18-518<br />
3518<br />
4112<br />
5w4<br />
6<br />
7-114<br />
8-114<br />
9-112<br />
1 1-314<br />
14-314<br />
2-3/8<br />
2-718<br />
3112<br />
3112<br />
4112<br />
4112<br />
6518<br />
8518<br />
8518<br />
4314 through 6112<br />
6 through 9<br />
8 through 1 1<br />
8 through 13<br />
9 through 14<br />
10 through 15<br />
13through 18<br />
15 through 22<br />
22 through 28<br />
Courtesy Smith International, Inc<br />
Table 4-106<br />
Drag-type Underreamers (Servco) [581<br />
Model Number<br />
Specifications 57DP 72 DP 95DP 110DP<br />
Body Dia. 544, 7-114. 9-112" 11"<br />
Top Conn. 3112" 4112" 6518" 6518"<br />
Reg. Pin Reg. Pin Reg. Pin Reg. Pin<br />
Length (shoulder) 66'' 71" 57' 57"<br />
Expanded Dia. 16" 22" 28' 30"<br />
(max.)<br />
Standard Orifice Flo-Tel Flo-Tel 314" 314'<br />
Courtesy Smith International, Inc.<br />
Stabilizers<br />
Drill collar stabilizers are installed within the column of drill collars. Stabilizers<br />
guide the bit straight in vertical-hole drilling or help building, dropping, or<br />
maintaining hole angle in directional drilling. The stabilizers are used to<br />
1. provide equalized loading on the bit<br />
2. prevent wobbling of the lower drill collar assembly<br />
3. minimize bit walk<br />
4. minimize bending and vibrations that cause tool joint wear<br />
5. prevent collar contact with the sidewall of the hole<br />
6. minimize keyseating and differential pressure.<br />
The condition called "wobble" exists if the bit centerline does not rotate<br />
exactly parallel to and on the hole centerline so the bit is tilted.
824 Drilling and Well Completions<br />
Figure 4-1 78. Pressure drop across underreamer (rock-type or drag-type<br />
underreamer with one nozzle). (Courtesy Smith International, Inc.)<br />
Figure 4-179. Pressure drop across underreamer (rock drilling underreamer<br />
with three nozzles). (Courtesy Smith International, Inc.)
Drilling Bits and Downhole Tools 825<br />
Stabilizer Design. There are four commonly used stabilizer designs.<br />
Solid-vpe Stabilizers. (See Figure 4-180.) These stabilizers have no moving<br />
or replaceable parts, and consist of mandrel and blades that can be one piece<br />
alloy steel (integral blade stabilizer) or blades welded on the mandrel (weld-on<br />
blade stabilizer). The blades can be straight, or spiral, and their working surface<br />
is either hardfaced with tungsten carbide inserts or diamonds [57,58].<br />
Repl8Ceable-BladeS Stabilizers. (See Figure 4-181 [58A].) These stabilizers can<br />
maintain full gauge stabilization. Their blades can be changed at the rig with<br />
hand tools; no machining or welding is required.<br />
Sleeve-vpe Stabilizers. (See Figure 4-182.) These stabilizers have replaceable<br />
sleeve that can be changed in the field. There are two types of sleeve-type<br />
stabilizers: the rotating sleeve-type stabilizer (Figure 4-182A [58]) and the<br />
nonrotating sleeve-type stabilizer (Figure 4-182B [59]). Rotating sleeve-type<br />
stabilizers have no moving parts and work in the same way as solid-type<br />
stabilizers. Nonrotating sleeve-type stabilizers have a nonrotating rubber sleeve<br />
supported by the wall of the borehole. The rubber sleeve stiffens the drill collar<br />
string in packed hole operations just like a bushing.<br />
Reamers. (See Figure 4-183 [59].) Reamers are stabilizers with cutting elements<br />
embedded in their fins, and are used to maintain hole gage and drill out doglegs<br />
and keyseats in hard formations. Because of the cutting ability of the reamer,<br />
the bit performs less work on maintaining hole gauge and more work on drilling<br />
A 8<br />
C<br />
D<br />
Integral Blade Weld-On Blade Big BearTM Near-Bit Diamond Near-Bit<br />
Stabilizer. Hardfacing Stabilizer. Alloy steel Stabilizer. Granular Stabilizer<br />
with tungsten carbide hardfacing. (Servco) tungsten carbide (Christensen)<br />
compacts. (Servco)<br />
hardfacing. (Servco)<br />
Figure 4-1 80. Solid-type stabilizers. (Courtesy Smith lnternafional and Baken<br />
Hughes INTEC?)
826 Drilling and Well Completions<br />
WEAR PAD<br />
BOTTOM HOLE<br />
RWP" STABILIZER<br />
L4<br />
A<br />
Figure 4-1 81. Replaceable-blades stabilizers. (Courtesy Smith International, Inc.)<br />
ahead. Reamers can be used as near-bit stabilizers in the bottomhole assembly<br />
or higher up in the string. There are basically three types of reamer body:<br />
Three-point bottom hole reamer. This type of reamer is usually run between<br />
the drill collars and the bit to ensure less reaming back to bottom with a<br />
new bit.<br />
Three-point string reamer. The reamer is run in the drill collar string. This<br />
reamer provides stabilization of the drill collars to drill a straighter hole<br />
in crooked hole country. When run in the string, the reamer is effective<br />
in reaming out dog-legs, keyseats and ledges in the hole.<br />
Six-point bottom hole reamer. This type of reamer is run between the drill<br />
collars and the bit when more stabilization or greater reaming capacity is<br />
required. Drilling in crooked hole areas with a six-point reamer has proven<br />
to be very successful in preventing sharp changes in hole angles.<br />
Application of Stabilizers. Figure 4-184 [ 161 illustrates three applications<br />
of stabilizers, pendulum, fulcrum, and lock-in (stiffl hook-up.<br />
The stiff hookup consists of three or more stabilizers placed in the bottom<br />
50 to 60 ft of drill collar string. In mild crooked hole conditions, the stiff<br />
hookup will hold the deviation to a minimum. In most cases, deviation will be<br />
held below the maximum acceptable angle. In severe conditions, this hookup<br />
will slow the rate of angle buildup, allowing more weight to be run for a longer<br />
time. This method prevents sudden increases or decreases of deviation, making<br />
dog-legs less severe and decreasing the probability of subsequent keyseats and<br />
other undesirable hole conditions. The stiff hookup is beneficial only until the<br />
maximum acceptable angle is reached. The pendulum principle should then<br />
be used.
Drilling Bits and Downhole Tools 827<br />
Outer Rubber<br />
Cushion<br />
Cushion Stabilizer<br />
A<br />
B<br />
Figure 4-1 82. Sleeve-type stabilizers. (A) Rotating sleave-type stabilizer<br />
(Servco). (B) Grant cushion stabilizers (nonrotating sleave-type stabilizer).<br />
(Courtesy Smith International and Masco Tech Inc.)<br />
To employ pendulum effect in directional drilling, usually one stabilizer is<br />
placed in the optimum position in the drill collar string. The position is<br />
determined by the hole size, drill collar size, angle of deviation and the weight<br />
on the bit. A properly placed stabilizer extends the suspended portion of the<br />
drilling string (that portion between the bit and the point of contact with the<br />
low side of the hole). The force of gravity working on this extended portion<br />
results in a stronger force directing the bit toward vertical so the well trajectory<br />
returns to vertical.<br />
To employ fulcrum effect one stabilizer is placed just above the bit and<br />
additional weight is applied to the bit. The configuration acts as a fulcrum<br />
forcing the bit to the high side of the hole. The angle of hole deviation increases<br />
(buildup) as more weight is applied.<br />
To employ a restricted fulcrum effect one stabilizer is placed just above the<br />
bit while second stabilizer is placed above the nonmagnetic drill collar. The<br />
hookup allows a gradual buildup of inclination with no abrupt changes.<br />
To prevent key-seating one stabilizer is placed directly above the top of drill<br />
collars. The configuration prevents drill collars wedging into a key seat during<br />
tripping out of the hole.<br />
To prevent differential sticking across depleted sands stabilizers are placed<br />
throughout the drill collar string. The area of contact between drill collars and<br />
hole is reduced, thus reducing the sticking force.
8.28 Drilling and Well Completions<br />
Figure 4-1 83. Stabilizerheamers; various cutters and schematics of cutter<br />
assembly. (Courtesy Masco Tech Inc.)<br />
Figure 4-184. Applications of stabilizers in directional drilling [16].
DRILLING MUD HYDRAULICS<br />
Drilling Mud Hydraulics 829<br />
Rheological Classification of Drilling Fluids<br />
Experiments performed on various drilling muds have shown that the shear<br />
stress-shear rate characteristic can be represented by one of the functions<br />
schematically depicted in Figure 4-185. If the shear stress-shear rate diagram is<br />
a straight line passing through the origin of the coordinates, the drilling fluid<br />
is classified as a Newtonian fluid, otherwise it is considered to be non-Newtonian.<br />
The following equations can be used to describe the shear stress-shear rate<br />
relationship:<br />
Newtonian fluid<br />
= P(-z) dv<br />
(4-85)<br />
Shear Rate<br />
Figure 4-185. Shear stress-shear rate diagram. (a) Newtonian fluid. (b) Bingham<br />
plastic fluid. (c) Power law fluid. (d) Herschel-Buckley fluid.
830 Drilling and Well Completions<br />
Bingham plastic fluid<br />
z = 2, ...(-E)"<br />
(4-86)<br />
Power law fluid<br />
z = IC(-$)"<br />
(4-87)<br />
Herschel and Buckley fluid<br />
z = 2, +I+$)"<br />
(4-88)<br />
where T = shear stress<br />
v = the velocity of flow<br />
dv/dr = shear rate (velocity gradient in the direction perpendicular to the<br />
flow direction)<br />
p = dynamic viscosity<br />
zy = yield point stress<br />
kp = plastic viscosity<br />
K = consistency index<br />
n = flow behavior index<br />
The k, zY, pp, K and n are usually determined with the Fann rotational<br />
viscosimeter. The Herschel and Buckley model is not considered in this manual.<br />
Flow Regimes<br />
The flow regime, Le., whether laminar or turbulent, can be determined using<br />
the concept of the Reynolds number. The Reynolds number, Re, is calculated<br />
in consistent units from<br />
Re = - dvp<br />
P<br />
(4-89)<br />
where d = diameter of the fluid conduit<br />
v = velocity of the fluid<br />
p = density of fluid<br />
p = viscosity<br />
In oilfield engineering units<br />
Re = 928- d,vV<br />
P
Drilling Mud Hydraulics<br />
83 1<br />
where de = equivalent diameter of a flow channel in in.<br />
v = average flow velocity in ft/s<br />
7 = drilling fluid specific weight in lb/gal<br />
p = drilling fluid dynamic viscosity in cp<br />
The equivalent diameter of the flow channel is defined as<br />
de =<br />
4 (flow cross-sectional area)<br />
wetted perimeter<br />
(4-91)<br />
The flow changes from laminar to turbulent in the range of Reynolds numbers<br />
from 2,100 to 4,000 [60]. In laminar flow, the friction pressure losses are<br />
proportional to the average flow velocity. In turbulent flow, the losses are proportional<br />
to the velocity to a power ranging from 1.7 to 2.0.<br />
The average flow velocity is given by the following equations:<br />
Flow in circular pipe<br />
(4-92)<br />
Flow in an annular space between two circular pipes<br />
v=<br />
q<br />
2.45(d: -di)<br />
(4-93)<br />
where q = mud flow rate in gpm<br />
d = inside diameter of the pipe in in.<br />
d, = larger diameter of the annulus in in.<br />
d, = smaller diameter of the annulus in in.<br />
For non-Newtonian drilling fluids, the concept of an effective viscosity' can<br />
be used to replace the dynamic viscosity in Equation 4-89.<br />
For a Bingham plastic fluid flow in a circular pipe and annular space, the<br />
effective viscosities are given as [61].<br />
Pipe flow<br />
zd<br />
pe = pp + 6.651<br />
V<br />
(4-94)<br />
Annular flow<br />
(4-95)<br />
~~<br />
'Also called equivalent or apparent viscosity in some published works.
832 Drilling and Well Completions<br />
For a Power law fluid flow, the following formulas can be used:<br />
Pipe flow<br />
(1.6~ 3n + 1)" ( 30y)<br />
pL,= d4n -<br />
(4-96)<br />
Annular flow<br />
2.4~ 2n+l<br />
pe=(d,-d,sn)'<br />
200K(d, -d2)<br />
v<br />
(4-97)<br />
The mud rheological properties pLp, z , n and K are typically calculated based<br />
upon the data from two (or more)-speed rotational viscometer experiments. For<br />
these experiments, the following equations are applicable:<br />
PLp = e,,, - %oo(cp)<br />
zY = 8,,, - pp(lb/lOO ft')<br />
(4-98)<br />
(4-99)<br />
e600<br />
n = 3.32 log -<br />
e,,,<br />
K = ( lb/10Oft2s-" )<br />
(511)"<br />
(4-1 00)<br />
(4-101)<br />
where e,,, = viscometer reading at 600 rpm<br />
B, = viscometer reading at 300 rpm<br />
Example<br />
Consider a well with the following geometric and operational data:<br />
Casing 9Q in., unit weight = 40 lb/ft, ID = 8.835 in. Drill pipe: 44 in., unit<br />
weight = 16.6 lb/ft, ID = 3.826 in. Drill collars: 6$ in., unit weight = 108 lb/ft,<br />
ID = 23 in. Hole size: 8+ in. Drilling fluid properties: O, = 68, 8,,, = 41,<br />
density = 10 lb/gal, circulating rate = 280 gpm.<br />
Calculate Reynolds number for the fluid (1) inside drill pipe, (2) inside drill<br />
collars, (3) in drill collar annulus, and (4) in drill pipe annulus.<br />
To perform calculation, a Power law fluid is assumed.<br />
Flow behavior index (use Equation 4-100) is<br />
68<br />
n = 3.32log- = 0.729<br />
41<br />
Consistency index (use Equation 4-101) is<br />
K=-- 41 - 0. 4331b/100ft2s".729<br />
( 5 1 1)o. 729
Drilling Mud Hydraulics 833<br />
The average flow velocities are<br />
Inside drill pipe (use Equation 4-92)<br />
v=<br />
280<br />
(2.45)( 3.826)'<br />
= 7.807ft/s<br />
Inside drill collars<br />
v= 280 = 22.575ft/s<br />
(2.45)(2.25)'<br />
In drill collar annulus, an open hole (use Equation 4-93)<br />
280<br />
v= = 4.282ft/s<br />
(2.45)( 8.5' - 6.75')<br />
In drill pipe annulus (in the cased hole)<br />
v= 280 = 1.977ft/s<br />
(2.45)(8.835' - 4.5')<br />
The effective viscosities are<br />
Inside drill pipe (use Equation 4-96)<br />
Inside drill collars<br />
(1.6)(22.575)(3)(0.729) + 1 (300)(0.433)(2.25)<br />
" =( 2.25 (4)(0.729) 729 ( 22.575<br />
In drill collar annulus (use Equation 4-97)<br />
(2.4)( 4.282) (2)( 0.729) + 1 (200)(0.433)( 8.5 - 6.75)<br />
= 140. cp<br />
P e =( 8.5 - 6.75 (3)(0.729) 4.282 1<br />
In drill pipe annulus<br />
(2.4)(1.977) (2)(0.729)+ 1 (200)(0.433)(8.835- 4.5) = 233.6cp<br />
8.835- 4.5 (3)(0.729) 1.977 1
834 Drilling and Well Completions<br />
Reynolds number (use Equation 4-90)<br />
Inside drill pipe<br />
Inside drill collars<br />
In drill collar annulus<br />
(8.5-6.75)(4.282)(10) = 496<br />
Re = 928<br />
(140.1)<br />
In drill pipe annulus<br />
(8.835- 4.5)( 1.977)(10)<br />
Re = 928<br />
= 340<br />
(233.6)<br />
Prlnciple of Additive Pressures<br />
Applying the conservation of momentum to the control volume for a onedimensional<br />
flow conduit, it is found that [62]<br />
where p = fluid density<br />
A = flow area<br />
dv/dt = acceleration (total derivative)<br />
v = flow velocity<br />
zW = average wall shear stress<br />
Pw = wetted perimeter<br />
g = gravity acceleration<br />
a = inclination of a flow conduit to the vertical<br />
dP/dl = pressure gradient<br />
1 = length of flow conduit<br />
(4-102)<br />
For a steady-state flow, Equation 4102 is often written as an explicit equation<br />
for the pressure gradient. This is<br />
-<br />
dP --- Tw -pv--pgcosa dv<br />
(4-103)<br />
dl A dl<br />
The three terms on the right side are known as frictional, accelerational (local<br />
accelaration) and gravitational components of the pressure gradient. Or, in other
Drilling Mud Hydraulics 835<br />
words, the total pressure drop between two points of a flow conduit is the sum<br />
of the components mentioned above. Thus,<br />
AP = AP) + AP4 + AP, (4- 104)<br />
where APF = frictional pressure drop<br />
APa = accelerational pressure drop<br />
AP, = gravitational pressure drop (hydrostatic head)<br />
Equation 4-104 expresses the principle of additive pressures. In addition to<br />
Equation 4-104, there is the equation of state for the drilling fluid.<br />
Typically, water based muds are considered to be incompressible or slightly<br />
compressible. For the flow in drill pipe or drill collars, the acceleration<br />
component (AP,) of the total pressure drop is negligible, and Equation 4-104<br />
can be reduced to<br />
AP = APk + APc, (4-1 05)<br />
Equations 4-102 through 4-105 are valid in any consistent system of units.<br />
Example<br />
The following data are given:<br />
Pressure drop inside the drill string = 600 psi<br />
Pressure drop in annular space = 200 psi<br />
Pressure drop through the bit nozzle = 600 psi<br />
Hole depth = 10,000 ft<br />
Mud density = 10 lb/gal<br />
Calculate<br />
bottomhole pressure<br />
pressure inside the string at the bit level (above the nozzles)<br />
drill pipe pressure<br />
Because the fluid flow in annular space is upward, the total bottom hole<br />
pressure is equal to the hydrostatic head plus the pressure loss in the annulus.<br />
Bottom hole pressure Photlom (psi),<br />
Ph
836 Drilling and Well Completions<br />
Frlction Pressure Loss Calculations<br />
Laminar Flow<br />
For pipe flow of Bingham plastic type drilling fluid, the following can be used:<br />
FLV ZL<br />
Ap = P +y<br />
1500d' 225d<br />
Corresponding equation for a Power law type drilling fluid is<br />
AP = [(?)( $31 "KL<br />
(4-1 06)<br />
(4- 107)<br />
For annular flow of Bingham plastic and Power law fluids, respectively,<br />
Ap = FPLV + ZYL<br />
1000(d, - d,)' 200(d, - d,)<br />
(4-108)<br />
and<br />
Ap = [( ](%)I" (d, 2.4v -4)<br />
KL<br />
300( d, - d, )<br />
(4-109)<br />
Turbulent Flow<br />
Turbulent flow occurs if the Reynolds number as calculated above exceeds a<br />
certain critical value. Instead of calculating the Reynolds number, a critical flow<br />
velocity may be calculated and compared to the actual average flow velocity [60].<br />
The critical velocities for the Bingham plastic and Power law fluids can be<br />
calculated as follows:<br />
Bingham plastic fluid<br />
v, =<br />
1.08~~ +l.OSJp; +9.256(d, -d,)'Zyp<br />
(dl -4)<br />
(4-110)<br />
Power law fluid<br />
(4-111)<br />
In the case of pipe flow, for practical purposes, the corresponding critical<br />
velocities may be calculated using Equation 4-110 and 4-111, but letting d, = 0.
Drilling Mud Hydraulics 837<br />
In the above equation, the critical flow velocity is in ft/min and all other<br />
quantities are specified above.<br />
In turbulent flow the pressure losses, Ap (psi), can be calculated from the<br />
Fanning equation [60].<br />
QLV<br />
Ap = -<br />
25.8d<br />
(4-112)<br />
where f = Fanning factor<br />
L = length of pipe, ft<br />
The friction factor depends on the Reynolds number and the surface conditions<br />
of the pipe. There are numerous charts and equations for determining<br />
the relationship between the friction factor and Reynolds number. The friction<br />
factor can be calculated by [63]<br />
f = 0.046 Re-0.2 (4-113)<br />
Substituting Equation 4-91 (4-92), and 4-113 into Equation 4-112 yields [63]<br />
Pipe flow<br />
7.7 x 10-5708q1.8,43<br />
Ap =<br />
d4.8<br />
(4-114)<br />
Annular flow<br />
7.7 x 10-~ yo.8p;2q1.8L<br />
Ap = (d,- d,)’(d, + d2)1.8<br />
(4-115)<br />
Example<br />
The wellbore, drill string and drilling fluid data from the previous example<br />
are used. Casing depth is 4,000 ft. Assuming a drill pipe length of 5,000 ft and<br />
a drill collar length of 500 ft, find the friction pressure losses.<br />
Flow inside the drill pipe<br />
The critical flow velocity is<br />
vc =[<br />
1/(2-0.729)<br />
(3.878~ 1o4)(0.433) 2.4(2)(0.7.29) + 1<br />
10<br />
= 343.54 ft/min = 5.73 ft/s<br />
10.729/(2-0.729)<br />
Since v < vc, the flow is laminar, and Equation 4-107 is chosen to calculate<br />
the pressure loss pl.
838 Drilling and Well Completions<br />
Ap, = [( (1.6)(468.42) (3)(0.729)+1<br />
3.826 )( (4NO.729)<br />
= 94.32 psi<br />
(0.43)( 5000)<br />
(300)( 3.826)<br />
Flow inside the drill collars<br />
It is easy to check that the flow is turbulent and thus Equation 4-114 is chosen<br />
to calculate the pressure loss Ap2.<br />
AP2 =<br />
(7.7 x 10~5)(100~8)(27)0~2(280)'~8(500) = 243.23psi<br />
(2. 25)4.8<br />
Annulus flow around the drill collars<br />
To calculate the critical velocity, Equation 4-1 11 was used<br />
] I/(% 0.729) [<br />
2.4 (2)(0.729)+1] 0.721y(2-0.729)<br />
(3.878)( lo4 )(O. 433)<br />
vc=[ 10 8.5 -6.75 (3)(0.729)<br />
= 441.79ftJmin = 7.36ftJs<br />
Since v < vc, the flow is laminar and Equation 4-109 is chosen to calculate<br />
the pressure loss Ap,.<br />
[(2.4)(25.92)(2)(0.729)+ 1<br />
*" = (8.5-6.75) (3)(0.729)<br />
= 32.27 psi<br />
10.729<br />
(0.433)500<br />
(300)(8.5- 6.75)<br />
Annulus flow around the drill pipe in the open hole section<br />
It is found from Equation 4-111 that the flow is laminar, thus Equation 4109<br />
can be used<br />
[ (2.4)( 131.87) (2)(0.729) + 1<br />
= (8.5 - 4.5) (3)(0.729)<br />
= 9.51 psi<br />
0.729<br />
(0.433)lOOO<br />
(300)(8.5 - 4.5)<br />
Annulus flow around the drill pipe in a cased section<br />
It is found from Equation 4-111 that the flow is laminar, thus Equation 4-109<br />
can be used.
AP5 = [<br />
0.729<br />
(2.4)(118.62) (2)(0.729)+ 1 ] (0.433)( 4000)<br />
(8.835- 4.5) (3)(0.729) (300)(8.835- 4.5)<br />
= 32.0 psi<br />
The total frictional pressure loss is<br />
Apf = 94.32 + 243.23 + 32.27 + 9.51 + 32.0 = 411.33 psi<br />
Pressure Loss through Bit Nozzles<br />
Drilling Mud Hydraulics 839<br />
Assuming steady-state, frictionless (due to the short length of the nozzles)<br />
drilling fluid flow, Equation 4-102 is written<br />
av<br />
pv- = - ap<br />
(4-116)<br />
ai ai<br />
Integrating Equation 4-1 16 assuming incompressible drilling fluid flow (p is<br />
constant) and after simple rearrangements yields the pressure loss across the<br />
bit Ap,(psi) which is<br />
pvp<br />
Ap = - (4-117)<br />
b 2<br />
Introducing the nozzle flow coefficient of 0.95 and using field system of units,<br />
Equation 4-1 17 becomes<br />
7VZ<br />
AP,, = -<br />
1,120<br />
(4-118)<br />
or<br />
7q2<br />
= 10, 858A2<br />
(4-1 19)<br />
where v = nozzle velocity in ft/s<br />
q = flow rate in gpm<br />
7 = drilling fluid density in lb/gal<br />
A = nozzle flow area in in.2<br />
If the bit is furnished with more than one nozzle, then<br />
(4- 120)<br />
where n is the number of nozzles, and<br />
den =dd;+di+ ... dz<br />
(4-12 1)<br />
where den is the equivalent nozzle diameter.
840 Drilling and Well Completions<br />
Example<br />
A tricone roller rock bit is furnished with three nozzles with the diameters<br />
of -&, +!j and $j in. Calculate the bit pressure drop if the mud weight is 10 Ib/gal<br />
and flowrate is 300 gpm.<br />
Nozzle equivalent diameter is<br />
d,, = 1-<br />
= 0.5643 in.<br />
and the corresponding flow area is<br />
The pressure loss through bit nozzles is<br />
AIR AND <strong>GAS</strong> DRILLING<br />
Types of Operations<br />
Air and natural gas have been used as drilling fluids to drill oil and gas wells<br />
since 1953. There are basically four distinct types of drilling using these fluids:<br />
air and gas drilling with no additives (often called dusting), unstable foam<br />
drilling (also called misting), stable foam drilling and aerated mud drilling [64].<br />
Air and natural gas have also been used as drilling fluids in slim-hole-drilling<br />
mining operations, special large-diameter boreholes for nuclear weapons tests,<br />
and, more recently, in geothermal drilling operations.<br />
Air and natural gas drilling techniques are used principally because of their<br />
ability to drill in loss-of-circulation areas where mud drilling operations are<br />
difficult or impossible. These drilling fluids have other specific advantages over<br />
mud drilling fluids when applied to oil and gas well drilling operations, which<br />
will be discussed later in this section. In general, air and gas drilling techniques<br />
are restricted to mature sedimentary basins where the rock formations are well<br />
cemented and exhibit little plastic flow characteristics. Also, to varying degrees,<br />
air and gas drilling techniques are restricted to drilling in rock formations that<br />
have limited formation water or other fluids present.<br />
In the United States, air and gas drilling techniques are used extensively in<br />
parts of the southwest in and around the San Juan Basin, in parts of the Permian<br />
Basin, in Arkansas and eastern Oklahoma, in Maryland, Virginia and parts of<br />
Tennessee. Internationally, oil and gas drilling operations are carried out with<br />
air and gas drilling techniques in parts of the Middle East, North Africa and<br />
in the Western Pacific.
Air and Gas Drilling 841<br />
Air and Gas<br />
Air and natural gas are often used as a drilling fluid with no additives placed<br />
in the injected stream of compressed fluid. This type of drilling is also often<br />
referred to as “dusting” because great dust clouds are created around the drill<br />
rig when no formation water was present. However, modern air and gas drilling<br />
operations utilize a spray at the end of the blooey line to control the dust ejected<br />
from the well. Figure 4-185 shows a typical site plan for air drilling operations.<br />
In air drilling operation, large compressors and usually a booster compressor<br />
are used to compress atmospheric air and supply the required volumetric<br />
flowrate to the standpipe in much the same way that mud pumps supply mud<br />
for drilling. The volumetric flowrate of compressed air needed (which is usually<br />
stated in SCFM of air) depends upon the drilling rate, the geometry of the<br />
borehole to be drilled and the geometry of the drill string to be used to drill<br />
the hole [64,65].<br />
Natural gas drilling is carried out in regions where there is significant natural<br />
gas production, and it is extremely useful in drilling into potential fire or<br />
explosive zones such as coal seams, or oil and gas production formations. Instead<br />
of utilizing atmospheric air and compressing the air for supply to the standpipe,<br />
natural gas is taken from the nearby gas collection pipeline and supplied to<br />
the standpipe, often at pipeline pressure. If high standpipe pressures are needed,<br />
a booster is used to raise the pressure. The pressure needed at the standpipe,<br />
and thus the need for a booster, depends upon the volumetric flow rate<br />
required, the geometry of the borehole to be drilled, and the geometry of the<br />
drill string to be used to drill the hole [65,66].<br />
The volumetric flowrates required for air and natural gas drilling are basically<br />
determined by the penetration rate and the geometry of the borehole and drill<br />
string. There must be sufficient compressed air (or gas) circulating through the<br />
drill bit to carry the rock cuttings from the bottom of the borehole.<br />
The actual engineering calculations to determine the required volumetric<br />
f lowrate and various pressure calculations will be discussed later in this section.<br />
Figure 4-1 86. Air drilling surface equipment site plan.
842 Drilling and Well Completions<br />
Unstable Foam (Mist)<br />
In order to increase the formation water-carrying capacity of the air and<br />
natural gas drilling fluids, water is often injected at the surface just after the<br />
air has been compressed and prior to the standpipe (water injector is shown in<br />
Figure 4-186). An amount of water is injected that will saturate the compressed air<br />
when it reaches the bottom of the hole. Thus, if the water-saturated returning<br />
airflow encounters formation water, internal energy in the airflow will not be<br />
required to change the formation water to vapor. The formation water will be carried<br />
to the surface as water particles much like the rock cuttings. If only water is injected<br />
at the surface, then the drilling fluid is called “mist.” Usually a surfactant is injected<br />
with the injected water. This surfactant will cause the air and water to foam. This<br />
foam, however, is not continuous (Le., it will have large voids in the annulus section<br />
because of the high velocity of the returning airflow). This is the reason why this<br />
type of drilling operation is also denoted as unstable foam.<br />
Stable Foam<br />
Stable foam drilling operations are used when even more formation watercarrying<br />
capability is needed (relative to air and gas and unstable foam). Also,<br />
stable foam provides significant bottomhole pressure that can counter formation<br />
pore pressures and thus provide some well control capabilities. Stable foam<br />
drilling operations provide a continuous column of foam in the annulus from<br />
the bottom of the borehole annulus to the back pressure valve at the end of<br />
the blooey line. Air and natural gas and unstable foam require large compressors<br />
to produce a fixed volumetric flowrate of air. Stable foam drilling requires far<br />
less compressed air, and the compressed air is provided by a flexible system.<br />
The air compressors used in stable foam drilling should be capable of supplying<br />
air at various pressures and volumetric flowrates. In general, the back pressure<br />
valve at the end of the blooey line is adjusted to ensure that a continuous foam<br />
column exists in the annulus. However, if the back pressure is too high, the foam<br />
at the bottom of the borehole (in the annulus) will break down into the individual<br />
phases of liquid and gas. Foam quality at the bottom hole in the annulus<br />
should not drop below about 60% [67-691. Engineering calculations for determining<br />
the appropriate parameters for stable foam drilling operations are quite<br />
complicated. There are a few stable foam simulation programs available for well<br />
planning [70]. Those interested in stable foam engineering calculations are<br />
advised to consult service companies specializing in stable foam drilling operations.<br />
Aerated Mud<br />
Aerated mud drilling operations are used throughout the drilling industry,<br />
onshore and offshore. Aerated mud drilling is usually employed as an initial<br />
remedy to loss-of-circulation problems. To aerate water-based mud or oil-based<br />
mud, air is injected into the drilling mud flow at the surface prior to the mud<br />
entering the standpipe (primary aeration) or in the return annulus flow through<br />
an air line set with the casing string (parasite tubing aeration) [71,72]. Primary<br />
aeration is the most commonly used technique for aerating mud. But because<br />
of the high resistance to flow of aerated liquids, as aeration is needed at depth,<br />
parasite tubing aeration offers a usable alternative.<br />
The relative advantages and disadvantages of the various types of air and gas<br />
drilling operations discussed are listed as follows:
~ ~ ~<br />
Air and Gas Drilling 843<br />
Air and Gas (Dusting)<br />
Advantages<br />
No loss-of-circulation problem<br />
No formation damage<br />
Very high penetration rate<br />
Low bit costs<br />
Low water requirement<br />
No mud requirement<br />
Disadvantages<br />
No ability to counter subsurface pore<br />
pressure problems<br />
Little ability to carry formation water<br />
from hole<br />
Hole erosion problems are possible if<br />
formations are soft<br />
Possible drill string erosion problems<br />
Downhole fires are possible if hydrocarbons<br />
are encountered (gas only)<br />
Specialized equipment necessary<br />
Unstable Foam (Mlsting)<br />
Advantages<br />
No loss-of-circulation problem<br />
Ability to handle some formation water<br />
No formation damage<br />
Very high penetration rate<br />
Low bit costs<br />
Low water requirement<br />
No mud requirement<br />
Low chemical additive costs<br />
Downhole fires are normally not a<br />
problem even with air<br />
Disadvantages<br />
Very little ability to counter subsurface<br />
pore pressure problems<br />
No ability to carry a great deal of<br />
formation water from hole<br />
Hole erosion problems are possible if<br />
formations are soft<br />
Possible drill string erosion problems<br />
Specialized equipment necessary<br />
Stable Foam<br />
Advantages<br />
No loss-of-circulation problem<br />
Ability to handle considerable formation<br />
water<br />
Little or no formation damage<br />
High penetration rate<br />
Low bit costs<br />
Low water requirements<br />
No mud requirements<br />
Some ability to counter subsurface<br />
pore pressure problems<br />
Dlsadvantages<br />
Considerable additive (foamer) costs<br />
Careful and continuous adjusting of<br />
proportions necessary<br />
Specialized equipment necessary<br />
Aerated Mud<br />
Advantages<br />
Loss of circulation is not a big<br />
problem<br />
Ability to handle very high volumes of<br />
formation water<br />
Disadvantages<br />
High mud pump pressure requirements<br />
High casinglair line costs if parasite<br />
tubing is used<br />
Some specialized equipment
~~~~~<br />
844 Drilling and Well Completions<br />
Advantages<br />
Improved penetration rates (relative to<br />
mud drilling)<br />
Ability to counter high subsurface pore<br />
Dressure Droblems<br />
Aerated Mud (continued)<br />
Disadvantages<br />
The listing is basically in descending order in terms of ability to counter lossof-circulation<br />
problems (i.e., air and gas being the most useful technique) and<br />
a lack of causing formation damage (Le., air and gas cause no formation<br />
damage). The listing is in ascending order in terms of ability to carry formation<br />
water from the hole and ability to counter subsurface pore pressure.<br />
Equipment<br />
Surface and subsurface specialized equipment are required for air and gas<br />
drilling operations.<br />
Surface Equipment<br />
Figure 4186 shows the layout of surface equipment for a typical air drilling<br />
operation. Described below are specialized surface components unique to air<br />
drilling operations.<br />
Blooey Line. This special pipeline carries exhaust air and cuttings from the<br />
annulus to the flare pit. The length of the blooey line should be sufficient to<br />
keep dust exhaust from interfering with rig operations. The blooey line should<br />
have no constrictions or curved joints.<br />
Bleed-Off Line. This line bleeds off pressure within the standpipe, rotary base,<br />
kelly and the drill pipe to the depth of the top float valve. The bleed-off line<br />
allows air (or gas) under pressure to be fed directly to the blooey line.<br />
Air (or Gas) Jets. The jets are often used when there is the possibility that<br />
relatively large amounts of natural gas may enter the annulus from a producing<br />
formation as the drilling operation progresses. The air (or gas) jets pull a<br />
vacuum on the blooey line and therefore on the annulus, thereby keeping gases<br />
in the annulus moving out of the blooey line.<br />
Compressors and Boosters. In a typical air drilling operation the compressors<br />
supply compressed air from the atmosphere for discharge to the standpipe or<br />
for the boosters. For air drilling operations, these primary compressors are<br />
usually multistage machines that compress atmospheric air to about 200-300<br />
psig. Air drilling operations require a fixed volumetric rate of flow, thus<br />
compressors are usually rated by the capacity at sea level conditions, or the<br />
actual cubic feet per minute of higher altitude atmospheric air they will operate<br />
with. In addition, these primary compressors are also rated by the maximum<br />
output air pressure. This is somewhat confusing since some of the primary<br />
compressors used in the field are fixed ratio screw-type compressors. These<br />
primary compressors produce only their maximum or fixed output pressure.
Air and Gas Drilling 845<br />
The booster, which can compress air coming from the primary compressors<br />
to higher levels (i.e., on the order of 1,000 psig or higher), is always a pistontype<br />
compressor capable of variable volumetric flow and variable pressure output.<br />
The volumetric rate of flow requirements for air drilling operations and<br />
unstable foam drilling operations are quite large, on the order of 1,000 actual<br />
cfm to possibly as high as 4,000 actual cfm.<br />
For stable foam drilling operations, much less volumetric rate of air flow is<br />
needed (Le., usually less than 500 actual cfm). Also, the compressor should be<br />
capable of variable volumetric rate of flow and variable output pressure. The<br />
back pressure must be continuously adjusted to maintain a continuous column<br />
of stable foam in the annulus. This continuous adjustment of back pressure<br />
requires, therefore, continuous adjustment of input volumetric rate of airflow<br />
and output pressure (also, water and surfactant must be adjusted).<br />
For aerated mud drilling operations, the compressor should also be capable<br />
of variable volumetric rate of airflow and variable output pressure. Again, as<br />
drilling progresses, the input volume of compressed air and the output pressure<br />
are continuously adjusted.<br />
Chemical (and Water) Tank and Pump. The pump injects water, liquid foamers<br />
and chemical corrosion inhibitors into the high-pressure air (or gas) line after<br />
compression of the air and prior to the standpipe.<br />
Solids Injector. This is used to inject hole-drying powder into the wellbore to<br />
dry water seeping into the borehole from water-bearing formations.<br />
Rotating Kelly Packer (Rotatlng Head). Figure 4-187 shows the details of a<br />
rotating head, This surface equipment is critical and is also a unique piece of<br />
moving seal here<br />
gas or air<br />
down thru kelly<br />
Figure 4-1 87. Rotating head.
846 Drilling and Well Completions<br />
equipment to air drilling operations. The rotating head packs off the annulus<br />
return flow from the rig floor (i.e., seals against the rotating kelly) and diverts<br />
the upward flowing air (or gas) and cuttings to the blooey line. Little pressure<br />
(a few psig) exists in the annulus flow at the rotating head.<br />
Kelly. Because of its greater seal effectiveness within the rotating head, a hexagonal<br />
rather than a square kelly should be used in air (or gas) drilling operations.<br />
Scrubber. This removes excess water from the injected air (or gas) stream to<br />
ensure that a minimum of moisture is circulated (if dry air for drilling is<br />
required) and to protect the booster.<br />
Sample Catchers. A small-diameter pipe (about 2 in.) is fixed to the bottom<br />
of the blooey line to facilitate the catching and retaining of downhole cutting<br />
samples for geologic examination.<br />
De-Duster. This provides a spray of water at the end of the blooey line to wet<br />
down the dust particles exiting the blooey line.<br />
Gas Sniffer. This instrument can be hooked into the blooey line to detect very<br />
small amounts of natural gas entering the return flow from the annulus.<br />
Pilot Light. This is a small continuously operated flame at the end of the blooey<br />
line, and it will ignite any natural gas encountered while drilling.<br />
Burn Pit. This pit is at the end of the blooey line and provides a location for<br />
the cutting returns, foam and for natural gas or oil products from the subsurface<br />
to be ignited by the pilot light and burned off. The burn pit should be located<br />
away from the standard mud drilling reserve pit.<br />
Meter for Measurlng Air (or Gas) Volume. A standard orifice meter is generally<br />
used to measure air (or gas) injection volume rates.<br />
Downhole Equipment<br />
Special pieces of downhole equipment and special concerns must be considered<br />
during downhole air (or gas) drilling operations.<br />
Float-valve Subs. These subs are at the bottom and near the top of the drill<br />
string. The bottom float-valve sub prevents the backflow of cuttings into the<br />
drill string during connections or other air (or gas) flow shutdowns that would<br />
otherwise plug the bit. The bottom float-valve sub also aids in preventing<br />
extensive damage to the drill string in the event of a downhole fire. The top<br />
(or upper) float-valve subs aid in retaining high pressure air (or gas) within a<br />
long drill string while making connections or other shutdowns.<br />
Bottomhole Assemblies. In general, the drill pipe, drill collars and, in<br />
particular, bottomhole assemblies for air (or gas) drilling operations are the same<br />
as those in mud drilling. However, because the penetration rate is much greater<br />
in air (or gas) drilling operations due to the lack of confining pressure on the<br />
bit cutting surface, care must be taken to control unwanted deviation of the<br />
borehole. Thus, for air (or gas) drilled boreholes, a packed-hole or stiff bottomhole<br />
assembly is recommended.
Air and Gas Drilling 847<br />
Drill Pipe Wear. Erosion can occur between the hard band and the tool joint<br />
metal when the box end is hardbanded. This erosion is due to the high-velocity<br />
flow of cuttings in the annulus section of the borehole.<br />
Bits. Bits that offer the best gage protection should be selected for air (or gas)<br />
drilling operations. Gage reduction always occurs in air (or gas) drilled boreholes,<br />
particularly near the end of a bit run. Returning to an air-drilled borehole<br />
with the same gage bit is dangerous unless care is taken in returning to the<br />
bottom. It is nearly always necessary to ream the last third of the borehole length<br />
(Le., the last bit run) to get to the bottom. Most manufacturers of bits make<br />
tricone bits that are specially designed for air (or gas) drilling operations. These<br />
bits have the same cutting structures as the mud bits. The differences between<br />
air bits and mud bits are in the design of the internal passages for airflow and<br />
in the cooling of the internal bearings of the bits. It is common practice in air<br />
and gas drilling operations to operate the bits with no nozzle plates in the<br />
orifice openings.<br />
Air Hammer. This is a special downhole drilling tool for controlling severe<br />
deviation problems and for drilling very hard formations. The air hammer is<br />
an air percussion hammer system that operates from compressed air and the<br />
rotary motion of the drill string.<br />
Air (or Gas) Downhole Motors. Some positive displacement mud motors can<br />
be operated on unstable foam. In general, these mud motors must be low-torque,<br />
high-rotational-speed motors. Such motors have found limited use in air and gas<br />
drilling operations where directional boreholes are required. Recently a downhole<br />
turbine motor has been developed specifically for air and gas drilling<br />
operations. This downhole pneumatic turbine motor is a high-torque, lowrotational-speed<br />
motor.<br />
Well Completion<br />
In general, well completion procedures for an air- (or gas-) drilled borehole<br />
are nearly the same as those for a mud-drilled borehole.<br />
For mud drilling operations, the depth at which a casing is to be set is usually<br />
dictated by the pore-pressure and fracture-pressure gradients. In air (or gas)<br />
drilling operations, a casing is set to the depth at which significant formation<br />
water will occur. If at all possible, casing should be set just after a significant<br />
water zone has been penetrated so that the air drilling difficulties encountered<br />
with all water influx to the annulus, can be minimized by sealing off the water<br />
zones promptly after drilling through the zone. Thus, stand-by air compressors<br />
and expensive foaming additives are used only for a short time.<br />
In most air and gas drilling operations, open-hole well completions are<br />
common. This type of completion is consistent with low pore pressure and the<br />
desire to avoid formation damage. It is often used for gas wells where nitrogen<br />
foam fracturing stimulation is necessary to provide production. In oil wells<br />
drilled with natural gas as the drilling fluid, the well is often an open hole<br />
completed with a screen set on a liner hanger to control sand influx to the well.<br />
Liners are used a great deal in completion of wells drilled with air (or gas)<br />
drilling techniques. The low pore-pressure subsurface limitations necessary to<br />
allow air (or gas) drilling give rise to minimum casing design requirements.<br />
Thus, liners can be used nearly throughout the casing program.
848 Drilling and Well Completions<br />
In many air and gas drilling operations when casing or a liner is set, the<br />
casing or liner is lowered into the dry borehole and once the bottom has been<br />
reached, the casing or liner is landed (with little or no compression on the lower<br />
part of the casing or liner string). After landing the casing or liner, the borehole<br />
is then filled with water (with appropriate additives), and cement is pumped to<br />
the annulus around the casing or liner and the water in the borehole is displaced<br />
to the surface. The cement is followed by water and the cement is allowed to<br />
set. After the cement has set, there is water inside the casing (or liner) that<br />
must be removed before air (or gas) drilling can proceed.<br />
The following procedure is recommended for unloading and drying a borehole<br />
prior to drilling ahead on air [73]:<br />
1. Run the drill string complete with desired bottomhole assembly and bit<br />
to bottom.<br />
2. Start the mud pump, running as slowly as possible, to pump fluid at a<br />
rate of 1.5 to 2.0 bbl/min. This reduces fluid friction resistance pressures<br />
to a minimum and pumps at minimum standpipe pressure for circulation.<br />
The standpipe pressure (for 1.5 to 2.0 bbl/min) can be found from<br />
standard fluid hydraulic calculations.<br />
3. Bring one compressor and booster on line to aerate the fluid pumped<br />
downhole; approximately 100 to 150 scfm/bbl of fluid should be sufficient<br />
for aeration.<br />
If the air volume used is too high, standpipe pressure will exceed the<br />
pressure rating of the compressor (and/or booster). Therefore, the<br />
compressor must be slowed down until air is mixed with the fluid going<br />
downhole.<br />
The mist pump should inject water at a rate of about 12 bbl/hr; the<br />
foam injection pump should inject about 3 gal/hr of surfactant; this binds<br />
fluid and air together for more efficient aeration.<br />
As the fluid column in the annulus is aerated, standpipe pressure will<br />
drop. Additional compressors (i.e., increased air volume) can then be<br />
added to further lighten the fluid column and unload the hole.<br />
Compared to the slug method of unloading the hole, the aeration<br />
method is more efficient. The slug method consists of alternately pumping<br />
first air (injected up to an arbitrary maximum pressure) and then<br />
water (to reduce the pressure to an arbitrary minimum); this procedure<br />
is repeated until air can be injected continuously. The aeration method<br />
takes less time, causes no damage to pit walls from surges (as can happen<br />
with alternate slugs of air and water) and can generally be done at lower<br />
operating pressures.<br />
5. After the hole has been unloaded, keep mist and foam injection pumps<br />
in operation to clean the hole of sloughing formations, providing a mist<br />
of 1.5 barrels of water per hour per inch of hole diameter and 0.5 to 4<br />
gal of surfactant per hour, respectively.<br />
6. At this point, begin air or mist drilling. Drill 20 to 100 ft to allow any<br />
sloughing hole to be cleaned up.<br />
7. Once the hole has been stabilized (Le., after sloughing), stop drilling and<br />
blow the hole with air mist to eliminate cuttings. Continue this procedure<br />
for 15 to 20 min or until the air mist is clean (i.e., shows a fine spray<br />
and white color).<br />
8. Replace the kelly and set the bit on bottom. Since the hole is now full<br />
of air, surfactant and water will run to the bottom. Unless mixed with<br />
air and pumped up the annulus (which cannot be done if the drill bit is
Air and Gas Drilling 849<br />
above the surfactant-water mixture), the surfactant mixture cannot be<br />
properly swept out of the hole.<br />
9. With the bit directly on bottom, start the air down the hole. Straight air<br />
should be pumped at normal drilling volumes until the surfactant sweep<br />
comes to the surface, appearing at the end of the blooey line and foaming<br />
like shave cream.<br />
10. Continuously blow the hole with air for about 30 min to 1 hr.<br />
11. Begin drilling. After 5 or 10 ft have been drilled, the hole should dust<br />
(although it is sometimes necessary to drill 60 to 90 ft before dust appears<br />
at the surface). If the hole does not dust after these steps have been<br />
carried out, pump another surfactant slug around. If dusting cannot be<br />
achieved, mist drilling may be required to complete the operation.<br />
Depending on the hole depth, the entire procedure requires 2 to 6 hr.<br />
Holes of over 11,000 ft have been successfully unloaded using the aeration<br />
method. A well can be dusted, mist-drilled, dried up and returned to dust<br />
drilling. To dry a hole properly, it is important that it be kept clean.<br />
Drying agents have been tried but without much success. The best drying<br />
agent available at the present time is the formation itself.<br />
12. It should be noted that when drilling with natural gas as the drilling fluid<br />
from a pipeline source with limited pressure, nitrogen is often used to<br />
unload the hole.<br />
It is quite desirable to place water into an open-hole section prior to running<br />
a casing or liner string and cementing. The water will provide a hydraulic head<br />
to hold back any formation gas in the open-hole section that could cause a fire<br />
hazard at the rig floor.<br />
However, if the operator feels that the open-hole section would slough badly<br />
if water were placed in the hole, then the casing or liner string may have to be<br />
run into the dry open hole. This means that great care must be taken in running<br />
a casing or liner string into the open-hole section if the subsurface formations<br />
are making gas.<br />
There are procedures that can be followed to allow the safe placement of<br />
casing or liner string in a dry open-hole section that is making gas. Figures 4-188<br />
and 4-189 show the typical blowout prevention (BOP) stack arrangements used<br />
for air (or gas) drilled boreholes [74]. Figure 4-188 shows the BOP stack<br />
arrangement for rotary rigs that have rather high cellars. Such a rig would be<br />
appropriate for drilling beyond 8,000 ft of depth. Figure 4-189 shows a more<br />
typical BOP stack arrangement for rotary rigs used in air and gas drilling<br />
operations. These rigs typically drill boreholes of 8,000 ft in depth or less. These<br />
low cellar rigs cannot fit the larger BOP stack (i.e., the one shown in Figure 4-188)<br />
into the cellar. Small BOP stacks shown in Figure 4-189 give rise to safety<br />
problems when lowering casing or liners into the borehole during well completion<br />
operations. The safety problems arise when a well, which is making gas,<br />
is allowed to be opened to the surface when running a casing or liner string.<br />
If proper procedures are not used when the stripper rubber is changed to<br />
accommodate the outside diameter changes in drill pipe or casing or liner,<br />
formation gas can escape to the rig floor where it can be ignited.<br />
An example of the typical safety problem that can occur when completing<br />
these wells is when a 6+ in. open hole has been drilled below the last casing<br />
(or liner) shoe. The open section of the borehole is usually to be cased with a<br />
4+ in. liner. The liner is to be lowered into the open hole on a liner hanger<br />
that is made up to 34 in, drill pipe. It is assumed that prior to the liner<br />
operation, drilling had been under way; thus the stripper rubber in the rotating
850 Drilling and Well Completions<br />
A<br />
Figure 4-188. BOP stack arrangrnent for high cellar rigs.<br />
head and the pipe rams are appropriate for the 3 + in. drill pipe. Therefore, as<br />
the drill string is raised to the surface, the stripper rubber in the rotating head<br />
and the pipe ram are available to limit formation gas from coming to the rig<br />
floor. Usually the pipe rams are not employed, and protection of the rig and<br />
its crew from the formation gas is dependent upon stripper rubber in the<br />
rotating head. When drilling a 6$ in. borehole with air, the drill collars<br />
employed are normally 4Q in.<br />
Beginning with the removal of the drill string, the proper procedure for<br />
placing the liner in the example borehole is:<br />
1. Use the 3 + in. stripper rubber in the rotating head to strip over the 4 + in.<br />
drill collars until the drill bit is above the blind rams (but below the<br />
stripper rubber in the rotating head).
Air and Gas Drilling 851<br />
[-a<br />
Rotating<br />
1 \<br />
PIPE RAMS<br />
I<br />
Figure 4-189. BOP stack arrangement for low cellar rig.<br />
2. Close the blind rams, open the rotating head to release the 3 + in. stripper<br />
rubber, pull the rotating table bushings and raise the last joint of drill<br />
collar, remove the bit, and lay this joint down (remove the 3 in. stripper<br />
rubber from this drill collar joint for later use).<br />
3. Place the new 4 + in. stripper rubber for the rotating head on the first joint<br />
of 4 + in. liner joint. This liner joint should have the casing shoe and float<br />
valve made up to the bottom end. Lower this first joint of liner through<br />
the rotary table opening until the 4+ in. stripper rubber can be secured<br />
in the rotating head. Once the 44 in. stripper rubber is in place in the<br />
rotating head, secure the stripper rubber by closing the rotating head.<br />
4. Open the blind rams, and continue to lower the 4+ in. liner through the<br />
rotary table opening using the casing slips.<br />
5. Make up the liner hanger to the last liner joint while holding the liner<br />
string in the casing slips. Make up the first joint of the 3 4 in. drill pipe<br />
to the liner hanger, remove the casing slips and lower the liner string on<br />
the 3 in. drill pipe into the borehole until the 3 + in. drill pipe is adjacent<br />
to the 3+ in. pipe rams, close the 3 + in. pipe rams onto the 3 + in. drill<br />
pipe and replace the rotary table bushings. Place at least three joints of
854 Drilling and Well Completions<br />
33 in. drill pipe onto the liner string, stripping with the pipe rams and<br />
using the rotary slips as the drill pipe goes into the hole.<br />
6. With the 33 in. pipe rams closed on the 33 in. drill pipe, open rotating<br />
head and pull the rotary bushings. While stripping with the pipe rams,<br />
raise the liner string (with the 3 + in. drill pipe) until the 4 + in. stripper<br />
rubber and the drill pipe joint it is on are above the rotary table. Replace<br />
the rotary table bushings and, using the rotary slips, remove this drill pipe<br />
joint with the 43 in. stripper rubber (the 43 in. stripper rubber can be<br />
removed from this joint later).<br />
7. Pick up a joint of 34 in. drill pipe with a 34 in. stripper rubber attached.<br />
Make up this 34 in. drill pipe joint to the liner string’s upper drill pipe<br />
joint being held in the rotary slips.<br />
8. Remove the rotary bushings and, while stripping with the pipe rams, lower<br />
the liner string until the 33 in. stripper rubber is in the rotating head.<br />
Close the rotating head to secure the 33 in. stripper rubber.<br />
9. Replace the rotary bushings, open the pipe rams and continue to lower<br />
the liner string with the 33 in. drill pipe.<br />
The above procedure allows for the maximum protection against formation<br />
gas escaping to the rig floor. There is basically no time at which the hole is<br />
exposed directly to the rig floor.<br />
This rather complicated procedure has been necessary because the drilling<br />
rig can only accommodate the BOP stack that has only one set of pipe rams<br />
and a blind ram (i.e., Figure 4-188). It is obvious if the rig could accommodate<br />
the taller BOP stack with two pipe rams (namely Figure 4-187), one pipe ram<br />
could be for 33 in. drill pipe and the other for the 44 in. liner. Such an<br />
arrangement would greatly simplify the safety procedures necessary for placing<br />
the 44 in. liner into the borehole.<br />
The above example is simply one of the safety problems that must be faced<br />
with the completion of wells drilled with air (or gas) and making formation gas.<br />
The principle behind the above procedure is to eliminate or limit the exposure<br />
of the rig floor to the dangerous, potentially explosive formation gas.<br />
When a well is making (formation) gas, the rig crews must be constantly alert<br />
to safety and proper safety procedures, and rules must be followed. Nearly all<br />
drilling companies strictly forbid any smoking material, lighters or matches to<br />
be taken into the areas where air (or gas) is being used to drill a well for<br />
hydrocarbons [75].<br />
Well Control<br />
A blowout, which is the continuous flow of oil or gas to the surface through<br />
the annulus, is the result of a lack of sufficient bottomhole pressure from the<br />
column of circulating fluid and proper well head equipment.<br />
Blowout and Bottomhole Pressure<br />
Air and Gas. In the regions where air and natural gas are used as the principal<br />
drilling fluids, the potential oil and gas production zones usually have low pore<br />
pressure, or require well stimulation techniques to yield commercial production.<br />
In these production zones, air drilling (or natural gas drilling) is continued into<br />
the production zone and the initial produced formation fluids are carried to<br />
the surface by the circulating air or natural gas. This is nearly the same situation<br />
as in mud drilling, except that in air (or gas) drilling the transit time for the<br />
initial produced formation fluids to reach the surface is much shorter. In mud
Air and Gas Drilling 853<br />
drilling, the entry of formation fluids to the well is considered a kick. The well<br />
is not considered to be a blowout until the formation fluids fill the annulus<br />
and are flowing uncontrolled from the well. In air (or gas) drilling, once<br />
formation fluids enter the annulus, the well is in a blowout condition. This is<br />
due to the fact that the formation fluids that enter the well can flow to the<br />
surface immediately.<br />
Unstable Foam (Mist). The addition of water and a foaming agent into the<br />
circulating air (or gas) fluid will slightly increase the bottomhole pressure during<br />
drilling operations. However, this slight increase in bottomhole pressure does<br />
not alter the situation with regards to the potential well control capability of<br />
this circulating fluid. Again, as above, once formation fluids enter the well, the<br />
well is in a blowout condition.<br />
Stable Foam. When a well is drilled with stable foam as the drilling fluid,<br />
there is a back pressure valve at the blooey line. The back pressure valve allows<br />
for a continuous column of foam in the annulus while drilling operations are<br />
under way. Thus, while drilling, this foam column can have significant bottomhole<br />
pressure. This bottomhole pressure can be sufficient to counter formation<br />
pore pressure and thus control potential production fluid flow into the<br />
well annulus.<br />
Aerated Mud. In aerated mud drilling operations, the drilling mud is injected<br />
with compressed air to lighten the mud. Therefore, at the bottom of the well<br />
in the annulus, the bottomhole pressure for an aerated mud will be less than<br />
that of the mud without aeration. However, an aerated mud drilling operation<br />
will have very significant bottomhole pressure capabilities and can easily be used<br />
to control potential production fluid flow into the well annulus.<br />
Blowout Prevention Equipment<br />
Air and gas, unstable foam and stable foam techniques are used almost<br />
exclusively for onshore drilling operations, rarely in offshore applications.<br />
Aerated mud, however, is used for both onshore and offshore drilling operations.<br />
The minimum requirements for well blowout prevention equipment for drilling<br />
with air and gas, unstable foam and stable foam techniques are shown in Figures<br />
4-187 and 4-188. The BOP stack arrangement in Figure 4-187 is for a rather<br />
standard rotary rig that will accommodate at least two sets of pipe rams in<br />
addition to the rotating head and the blind rams. Figure 4-188 shows a BOP<br />
stack arrangement used for smaller rotary rigs that do not have sufficient cellar<br />
height to accommodate the second set of pipe rams.<br />
The minimum requirements for well blowout prevention equipment for<br />
aerated mud drilling operations are basically the same as those for normal mud<br />
drilling operations.<br />
Air, Gas and Unstable Foam Calculations<br />
Pertinent engineering calculations can be made for air and gas drilling<br />
operations and for unstable foam drilling operations.<br />
Volumetric Flowrate Requirements<br />
There is a minimum air (or gas) volume rate of flow that must be maintained<br />
in order to adequately clean the bottom of the hole of cuttings and carry these
854 Drilling and Well Completions<br />
cuttings to the surface. This initial calculation depends principally upon the<br />
borehole geometry and the drilling rate.<br />
The minimum volumetric flowrate Q (actual cfm) can be obtained from [61]<br />
(4- 122)<br />
and<br />
a=<br />
SQ + C,KD:<br />
53.352<br />
(4-123)<br />
(4-124)<br />
where D, = inside diameter of borehole in ft<br />
D = outside diameter of drill pipe in ft<br />
A' = specific gravity of gas (air is 1.0)<br />
TS = surface atmospheric temperature in OR<br />
Tv = average temperature of flow in annulus in OR<br />
= geothermal gradient in O F per ft<br />
K = drilling rate in ft/hr<br />
Vmin = equivalent minimum velocity of standard air for removal of cuttings<br />
(Vmin = 3000 ft/min)<br />
h = hole depth in ft<br />
The constants C,, C,, C, are<br />
(4-125)<br />
n<br />
- (62.2)( 2.7)<br />
4 c, =<br />
(4-126)<br />
c, =<br />
(4- 127)<br />
where T, = temperature at sea level standard atmospheric conditions (i.e., 520OR)<br />
P, = pressure at sea level standard atmospheric conditions (i.e., 2116.8<br />
lb/ft2)<br />
Thus, C,, C, and C, are related to the actual atmospheric surface conditions<br />
where drilling is taking place. Table 4107 gives the values of C,, C, and C, for
Air and Gas Drilling 855<br />
Table 4-107<br />
Constants C1, C2 and C3 for Various Surface<br />
Locations Above Sea Level<br />
Surface Loution<br />
A b o 5.6 Level<br />
(ft) c1 C2 c3<br />
0 6.610 28.83 1.628 XIO 6<br />
2,Ooo 5.873 30.59 1.446 x IO<br />
4.000 5.207 32.48 1.28' x IO<br />
6,000 4.612 34.52 1,136 x IO<br />
8.m 4.080 36.70 1.00.5 x 10-b<br />
10.000 3.605 39.04 0.8878~ IO<br />
various surface locations above sea level. Also Table 4-109 gives atmospheric<br />
pressure, temperature and specific weight of air for various surface locations<br />
above sea level.<br />
Example<br />
Find the minimum Q (actual cfm) for an air drilling operation at a surface<br />
location of 6,000 ft above sea level. Drilling is to begin at 8,500 ft of depth<br />
and continue to 10,000 ft. The borehole, from top to bottom, has nearly a<br />
uniform inside diameter of slightly larger than 8+ in. The bit to be used to drill<br />
the interval is Sq in. The outside diameter of drill pipe is 49 in. The expected<br />
drilling rate is 60 ft/hr. The geothermal gradient will be taken to be 0.01 <strong>OF</strong>/ft.<br />
To obtain the governing minimum Q for the interval to be drilled, Equation<br />
4-122 must be solved at 10,000 ft of depth. Since the drilling location is at a<br />
surface location of 6,000 ft above sea level, from Table 4-107, we have<br />
C, = 4.612<br />
C, = 34.52<br />
C, = 1.136 x<br />
Table 4-108<br />
Atmosphere at Elevations Above Sea Level<br />
SUM Loatlon<br />
Aborn 5.. Lwol Proowro Tomporntun Specltlc Weight<br />
(11) (P.1) (-7 (wnq<br />
0 14.6% 59.00 0,0765<br />
2.000 13.662 51.87 0.0721<br />
4 .OOo 12.685 44.74 0.0679<br />
6.000 1 I .769 37.60 0.0639<br />
8 .oOO 10.9 I I 30.47 CY.0601<br />
1o.OOo IO. 108 23.36 0.0565
856 Drilling and Well Completions<br />
Equations 4-108 and 4-109 become<br />
a=<br />
(l.0)Q + 34.52(60)(0.7292)'<br />
53.3Q<br />
b=<br />
1.136 x lo-"'<br />
0.03835<br />
The bottomhole temperature tbh(<strong>OF</strong>)<br />
is approximately (see Table 4-109)<br />
kh = 37.60 + O.Ol(l0,OOO)<br />
Thus,<br />
= 137.6 F<br />
Equation 4-123 becomes<br />
2.003 x 10-3Q2 = {[(1694.7)' + b(547.6)2] e2a(10.000)/547.6 - b(547.6)2}0.5<br />
where a and b are functions of the unknown Q and are given above.<br />
The above equation must be solved by iteration for values of Q. The value<br />
of Q that satisfies the above equation is<br />
Q = 2,110 actual cfm<br />
This is the upper value of the minimum air volumetric flowrates for the interval<br />
to be drilled (i.e., 8,500 to 10,000 ft).<br />
Surface Compressor and Booster Requirements<br />
Once the governing minimum air volumetric flowrate has been found for an<br />
interval to be drilled, the compressors of fixed volumetric flowrate can be<br />
selected. An additional compressor is usually on site as a stand-by to have<br />
additional air available in case of unexpected downhole problems and to have<br />
a compressor available in the event one of the operational compressors needs<br />
to be shut down for maintenance.<br />
The number of fixed volumetric flowrate compressors is selected such that<br />
the necessary minimum air volumetric flowrate is exceeded. The air volumetric<br />
flowrate that the compressors produce is shown as the real air volumetric<br />
flowrate. This real air volumetric flowrate, Q (actual cfm) is used to calculate<br />
the bottomhole pressure. Bottomhole pressure, P, (lb/ft2 abs) is determined by<br />
P, = [(P: + bT;" )ezahnav - bTf]0'5 (4-128)<br />
where Q is used to find the new values of a and b.
Air and Gas Drilling 857<br />
Knowing the bottomhole pressure, the number of bit orifice openings and<br />
the inside diameter of these openings, the pressure inside the drill pipe just<br />
above the bit and the surface injection pressure can be found.<br />
The total area of the orifice openings A,(ft2) is<br />
(4-1 29)<br />
where n = number of orifices<br />
dn = diameter of the orifice openings in in.<br />
The weight rate of airflow through the system G(lb/s) is<br />
G=- Qr s<br />
60<br />
(4-130)<br />
where y, = specific weight of air at the surface location in lb/ft3<br />
The pressure above the bit Pa (lb/ft2 abs) can be found from<br />
(4-131)<br />
where k = ratio of specific heat of air (or gas) for air k = 1.4<br />
g = acceleration of gravity (32.2 ft/s2)<br />
The surface injection pressure Pi(lb/ft2 abs) can be determined if knowing<br />
the pressure above the bit. The surface injection pressure is determined from<br />
P: + b'Tiv (ezanpav -<br />
(4-132)<br />
and<br />
S<br />
a' = -<br />
53.3<br />
(4-1 33)<br />
C,Q2<br />
b'pF<br />
P<br />
(4-134)<br />
where Dip = inside diameter of the drill pipe, ft<br />
Example 1<br />
Using the data given below and results from the Example on p. 856, determine<br />
the real air volumetric flowrate and the expected surface injection pressure. The
858 Drilling and Well Completions<br />
8$ in. bit will have three open orifices and each orifice has an opening of 0.80<br />
in. in diameter. The inside diameter of drill pipe is 3.640 in. The surface<br />
compressors and booster available at the drilling location are<br />
Compressor (primary)<br />
Atlas Copco PN1200<br />
Positive displacement screw-type, three stages<br />
700 HP<br />
1200 actual cfm<br />
Fixed maximum pressure, 300 psig<br />
Turbocharged<br />
em 80%<br />
Booster (secondary)<br />
-,<br />
TOY WB-12<br />
Positive displacement, piston-type, three stages<br />
500 HP<br />
Maximum pressure, 1500 psig<br />
Naturally aspirated<br />
em E 80%<br />
The minimum volumetric flowrate has been found to be Qin = 2,110 actual<br />
cfm. Therefore, the real air volumetric flowrate must be provided by two of<br />
the compressors given above. Thus the Q will be<br />
or<br />
Q = Z(1200)<br />
= 2400 actual cfm<br />
Using the above Q, Equations 4-123 and 4-124 are<br />
a = 0.0274<br />
b = 170.62<br />
From Equation 4-128 the bottomhole pressure is<br />
P, = { [( 1694.7)2 + 170.62(547.6)2]e2~00274~('o~ooo~~547~6 - 170.62(547.6)2}0.5<br />
= 9789.1 lb/ft2 abs<br />
pb = 68.0 psia<br />
The specific weight of the air at the bottom of the hole is<br />
y,=b_= P<br />
9789' = 0.3073 lb/ft3<br />
RT, 53.3(597.6)<br />
From Equation 4-129 the total area of the orifice openings is
Air and Gas Drilling 859<br />
From Equation 4-130 the weight rate of flow through the system is<br />
The pressure above the bit can be found from Equation 4-131. Equation 4-131 is<br />
2.556 = 0.01047 ~2(32.z)~1~4)(9789.~)(0.~073){ 9789.1 I}]<br />
0.4 [ATm7-<br />
0.5<br />
Solving the above<br />
Pa = 13,144.9 lb/ft2 abs<br />
or<br />
pa = 91.3 psia<br />
Equations 4-133 and 4134 are<br />
a' = 0.0188<br />
b' = 3790.7<br />
Equation 4-132 is<br />
or<br />
13, 144.9)2 + 3790.7(547.6)2(e2~0-0'88~~'0~0"~547~6 - 1)<br />
e2(0. 0188)(10.000)/547.6<br />
= 25,526.4 lb/ft2 psia<br />
pi = 177.3 psia<br />
The above injection pressure is the expected standpipe pressure when drilling<br />
at 10,000 ft of depth. The injection pressure will be somewhat less than the<br />
above when drilling the upper portion of the interval (Le. at 8500').<br />
Thus the primary compressors will have sufficient pressure capability to drill<br />
the interval from 8,500 to 10,000 ft. A third primary compressor should be on<br />
site and hooked up for immediate service in the event of downhole problems<br />
or the necessity to shut down one of the operating compressors. Also, the<br />
booster should be hooked up for immediate service in the event of downhole<br />
problems. For more information and engineering calculations pertaining to<br />
compressors and boosters see reference 64.
860 Drilling and Well Completions<br />
Injected Water Requirements and Formation Water<br />
If water-bearing formations are expected while drilling with air, then it is<br />
necessary to make sure the air entering the bottom of the annulus section of<br />
the borehole is saturated with moisture. If the circulating air is saturated then<br />
the air will not lose internal energy absorbing the formation water. The loss of<br />
internal energy would affect its potential to expand and thus reduce the kinetic<br />
energy of air flow in the annulus. The loss of kinetic energy will reduce the<br />
lifting capability of the circulating air.<br />
Once the circulating air is saturated and it enters the borehole annulus, the<br />
air will carry the formation water as droplets. Thus the formation water will<br />
be carried to the surface in much the same manner as the rock cuttings.<br />
To saturate the circulating air with water so that the air cannot absorb<br />
formation water, the water must be injected into the compressed air at the<br />
surface prior to the standpipe (see Figure 4-185). If only water is injected into<br />
the circulating air, then the drilling operation is called mist drilling. Usually,<br />
however, a foaming agent (or surfactant) is injected with the water. This allows<br />
a foam to be created in the annulus, which aids in transportation of the cuttings<br />
to the surface. These foaming agents are pumped together with the water<br />
injected on the basis of about 0.2% of the injected and projected formation<br />
water. When water and a foaming agent are injected the drilling operation is<br />
called unstable foam drilling<br />
The volumetric flowrate of water to be injected into the compressed air<br />
depends upon the saturation pressure of the water vapor at the bottomhole<br />
temperature. The saturation pressure p,,, (psia) at the bottom of the hole<br />
depends only on the bottomhole temperature and is given by [76,77].<br />
1750.286<br />
log,, psat = 6.39416-<br />
217.23 + 0.555tb<br />
(4- 135)<br />
where t, = bottomhole temperature (<strong>OF</strong>)<br />
Knowing the saturation pressure of the water vapor, the amount of injected<br />
water can be determined. The amount of injected water, qi (gal/hr), to provide<br />
saturated air at bottomhole conditions is<br />
qi = 269.17 -<br />
[ 1. P.P.P.<br />
where pb = bottomhole pressure in psia<br />
G = weight rate of flow of (dry) air in lb/s<br />
Example<br />
(4- 136)<br />
Using the data and results from the Examples on pp. 856 to 859, determine<br />
the approximate amount of surface injected water and foaming agent needed<br />
to saturate the air at bottomhole conditions and to provide an unstable foam<br />
in the annulus of the borehole.<br />
The saturation pressure can be found from substitution of the bottomhole<br />
temperature of 137.6'F into Equation 4-135. This yields
Air and Gas Drilling 861<br />
log,,p,,, = 0.4327<br />
p, = 2.708 psia<br />
The volumetric flowrate of injected water is determined from Equation 4-136,<br />
which yields<br />
qi = 269.17( 68.0-2.708 2*708 )(2.556) = 28.5gallhr<br />
The approximate volumetric rate of foaming agent q, (lb/hr) injected will be<br />
q, = 0.002(28.5)<br />
= 0.06 gal/hr<br />
However, this foaming agent injected is only a small part of what should be<br />
injected to foam the anticipated formation water which may enter the annulus.<br />
This will be covered in the next Example.<br />
If the circulating air has been saturated, then any formation water entering<br />
the annulus will be carried to the surface as droplets and will not reduce the<br />
temperature of the air and thereby reduce kinetic energy of the air as it expands<br />
in the annulus. The amount of formation water that can be carried from the<br />
borehole annulus by the real amount of air circulating Q is directly related to<br />
the additional air that is being circulated above that minimum value Q.,<br />
necessary to clean the hole of rock cuttings.<br />
To calculate the amount of water that can be carried from the hole, Q is<br />
substituted into Equation 4-123 and the potential drilling rate such an air<br />
volumetric flowrate can support. The additional drilling rate that can be<br />
supported by Q is actually the weight of formation water (per hour) that can<br />
be removed from the borehole. Therefore, once the potential drilling rate is<br />
obtained for Q, then the formation water that can be taken in the borehole<br />
annulus per hour q, (gal/hr) while maintaining the normal drilling rate will be<br />
x (62.4)( 2.7)<br />
qw =-Di(K 4 p - k )<br />
8.33<br />
(4137)<br />
where KP = potential drilling rate for Q in ft/hr<br />
Ka = actual drilling rate in ft/hr<br />
Using the data and results from the previous Examples, determine the<br />
approximate volumetric flowrate of formation water into the annulus of the well<br />
that can be removed by the actual air circulation rate of 2,400 actual cfm. Also,<br />
determine the total amount of foaming agent which should be injected into the<br />
circulating air.<br />
Substitute into Equations 4-122, 4123, and 4124 the previous example values<br />
and let<br />
Q = Q = 2,400 actual cfm
862 Drilling and Well Completions<br />
Equation 4-122 becomes<br />
2.003 x lo-'( 2400)'<br />
= ([(1694.7)' + 170.62(547.6)*]e'a~o~w54'~6 - 170.62(547.6)4}0'5<br />
Equation 4-123 becomes (with k = KP)<br />
a = 0.0187617 + 0.00014349Kp<br />
From the above two equations the potential drilling rate K, for a Q = 2,400<br />
actual cfm is found to be<br />
K, = 103.3 ft/hr<br />
Substitution of the above into Equation 4-137 yields<br />
9, = -(-)<br />
' 8'75 '(103.3-60) (62*4)(2'7) = 365.7 gal/hr<br />
4 12<br />
8.33<br />
The total volumetric flowrate of foaming agent that s--ould be injectel<br />
the circulating air is<br />
into<br />
q, I 0.06 + 0.002(365.7)<br />
I 0.80 gal/hr<br />
DOWNHOLE MOTORS<br />
Background<br />
In 1873, an American, C. G. Cross, was issued the first patent related to a<br />
downhole turbine motor for rotating the drill bit at the bottom of a drillstring<br />
with hydraulic power [78]. This drilling concept was conceived nearly 30 years<br />
before rotary drilling was introduced in oil well drilling. Thus the concept of<br />
using a downhole motor to rotate or otherwise drive a drill bit at the bottom<br />
of a fluid conveying conduit in a deep borehole is not new.<br />
The first practical applications of the downhole motor concept came in 1924<br />
when engineers in the United States and the Soviet Union began to design, fabricate<br />
and field test both singlestage and multistage downhole turbine motors [79]. Efforts<br />
continued in the United States, the Soviet Union and elsewhere in Europe to develop<br />
an industrially reliable downhole turbine motor that would operate on drilling mud.<br />
But during the decade to follow, all efforts proved unsuccessful.<br />
In 1934 in the Soviet Union a renewed effort was initiated to develop a<br />
multistage downhole turbine motor [79-811. This new effort was successful. This<br />
development effort marked the beginning of industrial use of the downhole<br />
turbine motor. The Soviet Union continued the development of the downhole<br />
turbine motor and utilized the technology to drill the majority of its oil and<br />
gas wells. By the 1950s the Soviet Union was drilling nearly 80% of their wells<br />
with the downhole turbine motors using surface pumped drilling mud or<br />
freshwater as the activating hydraulic power.
Downhole Motors 863<br />
In the late 19509, with the growing need in the United States and elsewhere in<br />
the world for directional drilling capabilities, the drilling industry in the United<br />
States and elsewhere began to reconsider the downhole turbine motor technology.<br />
There are presently three service companies that offer downhole turbine motors for<br />
drilling of oil and gas wells. These motors are now used extensively throughout the<br />
world for directional drilling operations and for some straight-hole drilling operations.<br />
The downhole turbine motors that are hydraulically operated have some<br />
fundamental limitations. One of these is high rotary speed of the motor and<br />
drill bit. The high rotary speeds limit the use of downhole turbine motors when<br />
drilling with roller rock bits. The high speed of these direct drive motors<br />
shortens the life of the roller rock bit.<br />
In the 1980s in the United States an effort was initiated to develop a downhole<br />
turbine motor that was activated by compressed air. This motor was provided<br />
with a gear reducer transmission. This downhole pneumatic turbine has been<br />
successfully field tested [82].<br />
The development of positive displacement downhole motors began in the late<br />
1950s. The initial development was the result of a United States patent filed by<br />
W. Clark in 1957. This downhole motor was based on the original work of a<br />
French engineer, RenC Monineau, and is classified as a helimotor. The motor<br />
is actuated by drilling mud pumped from the surface. There are two other types<br />
of positive displacement motors that have been used, or are at present in use<br />
today: the vane motor and the reciprocating motor. However, by far the most<br />
widely used positive displacement motor is the helimotor [ 79,831.<br />
The initial work in the United States led to the highly successful single-lobe<br />
helimotor. From the late 1950s until the late 1980s there have been a number<br />
of other versions of the helimotor developed and fielded. In general, most of<br />
the recent development work in helimotors has centered around multilobe<br />
motors. The higher the lobe system, the lower the speed of these direct drive<br />
motors and the higher the operating torque.<br />
There have been some efforts over the past three decades to develop positive<br />
development vane motors and reciprocating motors for operation with drilling<br />
mud as the actuating fluid. These efforts have not been successful.<br />
In the early 1960s efforts were made in the United States to operate vane<br />
motors and reciprocating motors with compressed air. The vane motors experienced<br />
some limited test success but were not competitive in the market of that<br />
day [84]. Out of these development efforts evolved the reciprocating (compressed)<br />
air hammers that have been quite successful and are operated extensively in the<br />
mining industry and have some limited application in the oil and gas industry<br />
[85]. The air hammer is not a motor in the true sense of rotating equipment.<br />
The reciprocating action of the air hammer provides a percussion effect on the<br />
drill bit, the rotation of the bit to new rock face location is carried out by the<br />
conventional rotation of the drill string.<br />
In this section the design and the operational characteristics and procedures<br />
of the most frequently used downhole motors will be discussed. These are the<br />
downhole turbine motor and the downhole positive displacement motor.<br />
Turbine Motors<br />
Figure 4-190 shows the typical rotor and stator configuration for a single stage<br />
of a multistage downhole turbine motor section. The activating drilling mud or<br />
freshwater is pumped at high velocity through the motor section, which, because<br />
of the vane angle of each rotor and stator (which is a stage), causes the rotor to<br />
rotate the shaft of the motor. The kinetic energy of the flowing drilling mud is<br />
converted through these rotor and stator stages into mechanical rotational energy.
864 Drilling and Well Completions<br />
Figure 4-190. Basic turbine motor design principle. (Courtesy Smith<br />
International, Inc.)<br />
Design<br />
The rotational energy provided by the flowing fluid is used to rotate and<br />
provide torque to the drill bit. Figure 4191 shows the typical complete downhole<br />
turbine motor actuated with an incompressible drilling fluid.<br />
In general, the downhole turbine motor is composed of two sections: (1) the<br />
turbine motor section and; (2) the thrust-bearing and radial support bearing.<br />
These sections are shown in Figure 4-191. Sometimes a special section is used<br />
at the top of the motor to provide a filter to clean up the drilling mud flow<br />
before it enters the motor, or to provide a by-pass valve.<br />
The turbine motor section has multistages of rotors and stators, from as few<br />
as 25 to as many as 300. For a basic motor geometry with a given flowrate, an<br />
increase in the number of stages in the motor will result in an increase in torque<br />
capability and an increase in the peak horsepower. This performance improvement,<br />
however, is accompanied by an increase in the differential pressure<br />
through the motor section (see Table 4-109). The turbine motor section usually<br />
has bearing groups at the upper and lower ends of the rotating shaft (on which<br />
are attached the rotors). The bearing groups only radial load capabilities.<br />
The lower end of the rotating shaft of the turbine motor section is attached<br />
to the upper end of the main shaft. The drilling fluid after passing through<br />
the turbine motor section is channeled into the center of the shaft through large<br />
openings in the main shaft. The drill bit is attached to the lower end of the<br />
main shaft. The weight on the bit is transferred to the downhole turbine motor<br />
housing via the thrust-bearing section. This bearing section provides for rotation<br />
while transferring the weight on the bit to the downhole turbine motor housing.<br />
In the thrust-bearing section is a radial support bearing section that provides<br />
a radial load-carrying group of bearings that ensures that the main shaft rotates
Downhole Motors 865<br />
Figure 4-191. Downhole turbine motor design. (Courtesy Eastman-<br />
Christensen Co.)
866 Drilling and Well Completions<br />
Table 4-1 09<br />
Turbine Motor, 6V4-in. Outside Diameter,<br />
Circulation Rate 400 gpm, Mud Weight 10 Wgal<br />
Number Optimum Differential Thrust<br />
of Torque* Bit Speed Pressure Load<br />
Stages (ft-ibs) (rpm) (Psi) Horsepower' (1000 Ibs)<br />
212 1412 807 1324 217 21<br />
318 2118 807 1924 326 30<br />
'At optimum speed<br />
Courtesy Eastman-Christensen<br />
about center even when a side force on the bit is present during directional<br />
drilling operations.<br />
There are of course variations on the downhole turbine motor design, but<br />
the basic sections discussed above will be common to all designs.<br />
The main advantages of the downhole turbine motor are:<br />
1. Hard to extremely hard competent rock formations can be drilled with<br />
turbine motors using diamond or the new polycrystalline diamond bits.<br />
2. Rather high rates of penetration can be achieved since bit rotation speeds<br />
are high.<br />
3. Will allow circulation of the borehole regardless of motor horsepower or<br />
torque being produced by the motor. Circulation can even take place when<br />
the motor is installed.<br />
The main disadvantages of the downhole turbine motor are:<br />
1. Motor speeds and, therefore, bit speeds are high, which limits the use of<br />
roller rock bits.<br />
2. The required flowrate through the downhole turbine motor and the<br />
resulting pressure drop through the motor require large surface pump<br />
systems, significantly larger pump systems than are normally available for<br />
most land and for some offshore drilling operations.<br />
3. Unless a measure while drilling instrument is used, there is no way to<br />
ascertain whether the turbine motor is operating efficiently since rotation<br />
speed and/or torque cannot be measured using normal surface data (i.e.,<br />
standpipe pressure, weight on bit, etc.).<br />
4. Because of the necessity to use many stages in the turbine motor to obtain<br />
the needed power to drill, the downhole turbine motor is often quite long.<br />
Thus the ability to use these motors for high-angle course corrections can<br />
be limited.<br />
5. Downhole turbine motors are sensitive to fouling agents in the mud;<br />
therefore, when running a turbine motor steps must be taken to provide<br />
particle-free drilling mud.<br />
6. Downhole turbine motors can only be operated with drilling mud.<br />
Operations<br />
Figure 4-1 92 gives the typical performance characteristics of a turbine motor.<br />
The example in this figure is a 6$-in. outside diameter turbine motor having<br />
212 stages and activated by a 10-lb/gal mud flowrate of 400 gal/min.
Downhole Motors 867<br />
Circulation Rate 400 gpm<br />
-<br />
Mud Weioht 10 ppg<br />
-<br />
\<br />
-c Preaaure<br />
300<br />
1500<br />
- Horsepower<br />
-<br />
-<br />
*O0.<br />
;<br />
a<br />
E<br />
r<br />
100<br />
a<br />
500 lo00 1500 2000<br />
Bit Speed (rpm)<br />
Figure 4-192. Turbine motor, 6Yi-h. outside diameter, two motor sections,<br />
21 2 stages, 400 gal/min, 1 0-lb/gal mud weight. (Courtesy Eastman-Christensen.)<br />
For this example, the stall torque of the motor is 2,824 ft-lb. The runaway<br />
speed is 1,614 rpm and coincides with zero torque. The motor produces its<br />
maximum horsepower of 217 at a speed of 807 rpm. The torque at the peak<br />
horsepower is 1,412 ft-lb, or one-half of the stall torque.<br />
A turbine device has the unique characteristic that it will allow circulation<br />
independent of what torque or horsepower the motor is producing. In the<br />
example where the turbine motor has a lO-lb/gal mud circulating at 400 gal/<br />
min, the pressure drop through the motor is about 1,324 psi. This pressure drop<br />
is approximately constant through the entire speed range of the motor.<br />
If the turbine motor is lifted off the bottom of the borehole and circulation<br />
continues, the motor will speed up to the runaway speed of 1,614 rpm. In this<br />
situation the motor produces no drilling torque or horsepower.<br />
As the turbine motor is lowered and weight is placed on the motor and thus<br />
the bit, the motor begins to slow its speed and produce torque and horsepower.<br />
When sufficient weight has been placed on the turbine motor, the example<br />
motor will produce its maximum possible horsepower of 217. This will be at<br />
a speed of 807 rpm. The torque produced by the motor at this speed will be<br />
1,412 ft-lb.<br />
If more weight is added to the turbine motor and the bit, the motor speed<br />
and horsepower output will continue to decrease. The torque, however, will<br />
continue to increase.<br />
When sufficient weight has been placed on the turbine motor and bit, the<br />
motor will cease to rotate and the motor is described as being stalled. At this<br />
condition, the turbine motor produces its maximum possible torque. Even when<br />
the motor is stalled, the drilling mud is still circulating and the pressure drop<br />
is approximately 1,324 psi.
868 Drilling and Well Completions<br />
The stall torque Ms (ft-lb) for any turbine motor can be determined from [86]<br />
where q, = hydraulic efficiency<br />
q, = mechanical efficiency<br />
n, = number of stages<br />
7, = specific weight of mud in lb/gal<br />
q = circulation flowrate in gal/min<br />
p = exit blade angle in degrees<br />
h = radial width of the blades in in.<br />
(4-138)<br />
Figure 4-193 is the side view of a single-turbine stage and describes the geometry<br />
of the rotor and stator.<br />
The runaway speed Nr (rpm) for any turbine motor can be determined from<br />
(4-139)<br />
where qv = volumetric efficiency<br />
rm = mean blade radius in in.<br />
The turbine motor instantaneous torque M (ft-lb) for any speed N (rpm) is<br />
M = Ms(l-$)<br />
(4-140)<br />
The turbine motor horsepower HP (hp) for any speed is<br />
2 nM ,N<br />
HP = -<br />
33,000 (’- $)<br />
(4-141)<br />
The maximum turbine motor horsepower is at the optimum speed, No, which<br />
is one-half of the runaway speed. This is<br />
N<br />
No = I (4-142)<br />
2<br />
Thus the maximum horsepower HP,,, is<br />
HP,,<br />
= xMJ,<br />
2( 33,000)<br />
(4- 143)<br />
The torque at the optimum speed M, is one-half the stall torque. Thus<br />
M, M, = - 2<br />
(4-144)
Downhole Motors 869<br />
Stator<br />
t<br />
Figure 4-193. Turbine rotor and stator geometry of a single stage. (Courtesy<br />
Smith International, Inc.)<br />
The pressure drop Ap (psi) through a given turbine motor design is usually<br />
obtained empirically. Once this value is known for a circulation flowrate and<br />
mud weight, the pressure drop for other circulation flowrates and mud weights<br />
can be estimated.<br />
If the above performance parameters for a turbine motor design are known<br />
for a given circulation flowrate and mud weight (denoted as l), the performance<br />
parameters for the new circulation flowrate and mud weight (denoted as 2) can<br />
be found by the following relationships:<br />
Torque<br />
M, = ( ;rM1<br />
(4-145)<br />
M, = [$]MI<br />
(4-146)<br />
Speed<br />
(9% N, = (4-147)
~ ~~~<br />
870 Drilling and Well Completions<br />
Power<br />
HP, = (:]HP,<br />
(4- 148)<br />
HP, = (:)HP,<br />
(4-149)<br />
Pressure drop<br />
(4-1 50)<br />
*P2 =<br />
(4-151)<br />
Table 4-1 10 gives the performance characteristics for various circulation<br />
flowrates for the 212-stage, 6 $in. outside diameter turbine motor described<br />
briefly in Table 4-109 and shown graphically in Figure 4-192.<br />
Table 41 11 gives the performance characteristics for various circulation flowrates<br />
for the 318-stage, 6 $-in. outside diameter turbine motor described briefly in<br />
Table 4-109. Figure 4-194 shows the performance of the 318-stage turbine motor<br />
at a circulation flowrate of 400 gal/min and mud weight of 10 lb/gal.<br />
The turbine motor whose performance characteristics are given in Table 41 10<br />
is made up of two motor sections with 106 stages in each section. The turbine<br />
motor whose performance characteristics are given in Table 4-111 is made up<br />
of three motor sections.<br />
Table 4-110<br />
Turbine Motor, 6%-in. Outside Diameter, Two<br />
Motor Sections, 212 Stages, Mud Weight 10 Ib/gal<br />
Circulation Optimum Differential Thrust<br />
Rate Torque' Bit Speed Pressure Maximum Load<br />
(gpm) (ft-lbs) (rpm) (Psi) Horsepower* (1000 Ibs)<br />
200 353 403 331 27 5<br />
250 552 504 517 53 8<br />
300 794 605 745 92 12<br />
350 1081 706 1014 145 16<br />
400 1421 a07 1324 217 21<br />
450 1787 908 1676 309 26<br />
500 2206 1009 2069 424 32<br />
'At optimum speed<br />
Courtesy Eastman-Christensen
Table 4-111<br />
Turbine Motor, 6%-in. Outside Diameter, Three<br />
Motor Sections, 318 Stages, Mud Weight 10 lblgal<br />
Downhole Motors 871<br />
Circulation Optimum Differential Thrust<br />
Rate Torque* Bit Speed Pressure Maximum Load<br />
(9pm) (ft-lbs) (rpm) (Psi) Horsepower" (1000 Ibs)<br />
200 529 403 485 40 8<br />
250 827 504 758 79 12<br />
300 1191 605 1092 1 37 17<br />
350 1622 706 1486 21 8 23<br />
400 2118 807 1941 326 30<br />
450 2681 908 2457 464 38<br />
*At optimum power<br />
Courtesy Eastman-Christensen<br />
5000<br />
Circulation Rate 400 gprn<br />
Mud Weight 10 ppo<br />
500<br />
2500<br />
4000<br />
400<br />
2000<br />
2 3000<br />
P<br />
"<br />
U c<br />
03<br />
P<br />
I- 2000<br />
300<br />
200<br />
0<br />
a<br />
u<br />
1500 f<br />
e<br />
?!<br />
0<br />
lo00<br />
100<br />
500<br />
0<br />
500 lo00 1500 2000<br />
Bit Speed (rprn)<br />
Figure 4-194. Turbine motor, 6%-in. outside diameter, three motor sections, 31 8<br />
stages, 400 gal/min, 1 0-lb/gal mud weight. (Courtesy Eastman-Christensen.)
872 Drilling and Well Completions<br />
The major reason most turbine motors are designed with various add-on motor<br />
sections is to allow flexibility when applying turbine motors to operational situations.<br />
For straight hole drilling the turbine motor with the highest possible torque<br />
and the lowest possible speed is of most use. Thus the turbine motor is selected<br />
such that the motor produces the maximum amount of power for the lowest<br />
possible circulation flowrate (i.e., lowest speed). The high power increases rate<br />
of penetration and the lower speed increases bit life particularly if roller rock<br />
bits are used.<br />
For deviation control drilling the turbine motor with a lower torque and the<br />
shortest overall length is needed.<br />
Example 1<br />
Using the basic performance data given in Table 4-1 10 for the 6 +-in. outside<br />
diameter turbine motor with 2 12 stages, determine the stall torque, maximum<br />
horsepower and pressure drop for this motor if only one motor section with<br />
106 stages were to be used for a deviation control operation. Assume the same<br />
circulation flow rate of 400 gal/min, but a mud weight of 14 lb/gal is to be used.<br />
Stall Torque. From Table 4-110 the stall torque for the turbine motor with 212<br />
stages will be twice the torque value at optimum speed. Thus the stall torque<br />
for 10 lb/gal mud weight flow is<br />
Ms = 2( 1421)<br />
= 2,842 ft-lb<br />
From Equation 4-138 it is seen that stall torque is proportional to the number<br />
of stages used. Thus the stall torque for a turbine motor with 106 stages will<br />
be (for the circulation flowrate of 400 gal/min and mud weight of 10 lb/gal)<br />
M, = P,842(g)<br />
= 1,421 ft-lb<br />
and from Equation 4-146 for the 14-lb/gal mud weight<br />
M, = 1,4,1( g)<br />
= 1,989 ft-lb<br />
Maximum Horsepower. From Table 4-1 10 the maximum horsepower for the<br />
turbine motor with 212 stages is 217. From Equation 4-143 it can be seen that<br />
the maximum power is proportional to the stall torque and the runaway speed.<br />
Since the circulation flowrate is the same, the runaway speed is the same for<br />
this case. Thus, the maximum horsepower will be proportional to the stall<br />
torque. The maximum power will be (for the circulation flowrate of 400 gal/<br />
min and mud weight of 10 lb/gal)
HP, = 217( -) 1421<br />
2842<br />
Downhole Motors 873<br />
= 108.5<br />
and from Equation 4-149 for the 14-lb/gal mud weight<br />
HP, = 108.5( $)<br />
= 152<br />
Pressure Drop. Table 4-110 shows that the 212-stage turbine motor has a<br />
pressure drop of 1,324 psi for the circulation flowrate of 400 gal/min and a<br />
mud weight of 10 lb/gal. The pressure drop for the 106 stage turbine motor<br />
should be roughly proportional to the length of the motor section (assuming<br />
the motor sections are nearly the same in design). Thus the pressure drop in the<br />
106-stage turbine motor should be proportional to the number of stages.<br />
Therefore, the pressure drop should be<br />
= 662 psi<br />
and from Equation 4-151 for the 14-lb/gal mud weight<br />
Ap = 662( s)<br />
= 927 psi<br />
The last column in Tables 4-110 and 4-111 show the thrust load associated<br />
with each circulation flowrate (Le., pressure drop). This thrust load is the result<br />
of the pressure drop across the turbine motor rotor and stator blades. The<br />
magnitude of this pressure drop depends on the individual internal design<br />
details of the turbine motor (i.e., blade angle, number of stages, axial height of<br />
blades and the radial width of the blades) and the operating conditions. The<br />
additional pressure drop results in thrust, T (lb), which is<br />
T = xriAp (4-1 52)<br />
Example 2<br />
A 6$-in. outside diameter turbine motor (whose performance data are given in<br />
Tables 41 10 and 41 11) is to be used for a deviation control direction dritling operation.<br />
The motor will use a new 8-$-in. diameter diamond bit for the drilling<br />
operation. The directional run is to take place at a depth of 17,552 ft (measured
874 Drilling and Well Completions<br />
depth). The rock formation to be drilled is classified as extremely hard, and it is<br />
anticipated that 10 ft/hr will be the maximum possible drilling rate. The mud weight<br />
is to be 16.2 lb/gal. The drilling rig has a National Supply Company, triplex mud<br />
pump Model 10-P-130 available. The details of this pump are given in Table 4112<br />
(also see the section titled “Mud Pumps” for more details). Because this is a<br />
deviation control run, the shorter two motor section turbine motor will be used.<br />
Determine the appropriate circulation flowrate to be used for the diamond<br />
bit, turbine motor combination and the appropriate liner size to be used in the<br />
triplex pump. Also, prepare the turbine motor performance graph for the chosen<br />
circulation flowrate. Determine the total flow area for the diamond bit.<br />
Bit Pressure LOSS. To obtain the optimum circulation flowrate for the diamond<br />
bit, turbine motor combination, it will be necessary to consider the bit and the<br />
turbine motor performance at various circulation flowrates: 200, 300, 400 and<br />
500 gal/min.<br />
Since the rock formation to be drilled is classified as extremely hard, 1.5<br />
hydraulic horsepower per square inch of bit area will be used as bit cleaning<br />
and cooling requirement [87]. The projected bottomhole area of the bit 4 (hZ) is<br />
R<br />
A,, = -(8.5)‘<br />
4<br />
= 56.7 in.‘<br />
For a circulation flowrate of 200 gal/min, the hydraulic horsepower for the bit<br />
HPb (hp) is<br />
HP, = 1.5 (56.7)<br />
= 85.05<br />
The pressure drop across the bit Ap ( si) to produce this hydraulic horsepower<br />
b p.<br />
at a circulation flowrate of 200 gal/min is<br />
*Pb =<br />
85.05( 1,714)<br />
200<br />
= 729 psi<br />
Table 4-112<br />
Triplex Mud Pump, Model 10-P-13 National Supply Company, Example 2<br />
input Horsepower 1300, Maximum Strokes per Minute, 140 Length of Stroke, 10 Inches<br />
Liner Size (inches)<br />
5% 5 % 5Y4 6 6%<br />
Output per Stroke (gals) 2.81 3.08 3.37 3.67 3.98<br />
Maximum Pressure (psi) 5095 4645 4250 3900 3595
Downhole Motors 875<br />
Similarly, the pressure drop across the bit to produce the above hydraulic<br />
horsepower at a circulation flowrate of 300 gal/min is<br />
APb =<br />
85.05( 1,7 14)<br />
300<br />
= 486 psi<br />
The pressure drop across the bit at a circulation flowrate of 400 Ib/gal is<br />
Apb = 364 psi<br />
The pressure drop across the bit at a circulation flowrate of 500 gal/min<br />
Apb = 292 psi<br />
Total Pressure LOSS. Using Table 4-110 and Equations 4-150 and 4-151, the<br />
pressure loss across the turbine motor can be determined for the various<br />
circulation flowrates and the mud weight of 16.2 lb/gal. These data together<br />
with the above bit pressure loss data are presented in Table 4-1 13. Also presented<br />
in Table 4-113 are the component pressure losses of the system for the various<br />
circulation f lowrates considered. The total pressure loss tabulated in the lower<br />
row represents the surface standpipe pressure when operating at the various<br />
circulation flowrates.<br />
Pump Limitations. Table 4-112 shows there are five possible liner sizes that can<br />
be used on the Model 10-P-130 mud pump. Each liner size must be considered<br />
to obtain the optimum circulation flowrate and appropriate liner size. The<br />
maximum pressure available for each liner size will be reduced by a safety factor<br />
of 0.90.* The maximum volumetric flowrate available for each liner size will<br />
also be reduced by a volumetric efficiency factor of 0.80 and an additional safety<br />
factor of 0.90.** Thus, from Table 4-112, the allowable maximum pressure and<br />
allowable maximum volume, metric flowrates will be those shown in Figures 4-195<br />
through 4-199, which are the liner sizes 5 +, 5 fr, 5 j, 6 and 6 in., respectively.<br />
Plotted on each of these figures are the total pressure losses for the various<br />
circulation flowrates considered. The horizontal straight line on each figure is<br />
the allowable maximum pressure for the particular liner size. The vertical<br />
straight line is the allowable maximum volumetric flowrate for the particular<br />
liner size. Only circulation flowrates that are in the lower left quadrant of the<br />
figures are practical. The highest circulation flowrate (which produces the<br />
highest turbine motor horsepower) is found in Figure 4-197, the 5Q-in. liner.<br />
This optimal circulation flowrate is 340 gal/min.<br />
Turbine Motor Performance. Using the turbine motor performance data in<br />
Table 4-110 and the scaling relationships in Equations 4-145 through 4-151, the<br />
performance graph for the turbine motor operating with a circulation flowrate<br />
of 340 gal/min and mud weight of 16.2 lb/gal can be prepared. This is given<br />
in Figure 4-200.<br />
*This safety factor is not necessary for new, well-maintained equipment<br />
**The volumetric efficiency factor is about 0.95 for precharged pumps.
876 Drilling and Well Completions<br />
Table 4-113<br />
Drill String Component Pressure Losses at<br />
Various Circulation Flowrates for Example 2<br />
Pressure (psi)<br />
Components 200 gpm 300 gpm 400 gpm 500 gpm<br />
Surface Equipment 4 11 19 31<br />
Drill Pipe Bore 460 878 1401 2021<br />
Drill Collar Bore 60 117 118 272<br />
Turbine Motor 536 1207 2145 3352<br />
Drill Bit 729 486 364 292<br />
Drill Collar Annulus 48 91 144 207<br />
Drill Pipe Annulus 133 248<br />
391 561<br />
-<br />
-<br />
- -<br />
Total Pressure Loss 1970 3038 4652 6736<br />
Total Flow Area for Bit. Knowing the optimal circulation flowrate, the actual<br />
pressure loss across the bit can be found as before in the above. This is<br />
APb =<br />
85.05( 1,714)<br />
340<br />
= 429 psi<br />
With the flowrate and pressure loss across the bit, the total flow area of the<br />
diamond bit A, (in.2) can be found using [88]<br />
(4-153)<br />
where ROP = rate of penetration in ft/hr<br />
Nb = bit speed in rpm<br />
The bit speed will be the optimum speed of the turbine motor, 685 rpm. The<br />
total flow area A,, for the diamond bit is<br />
(340)' 16.2<br />
1/2<br />
Ad = [ 8795( 429) ] 0.9879<br />
= 0.713 in.2<br />
1<br />
(text continued on page 882)
Downhole Motors 877<br />
8000<br />
pall = 4586 psi<br />
qa,l = 283 gpm<br />
I<br />
I<br />
I<br />
I<br />
6000<br />
4000<br />
2000<br />
0<br />
I<br />
II<br />
200 400 600<br />
I<br />
Figure 4-195. 5'h-in. liner, total pressure loss versus flowrate, Example 2.<br />
(Courtesy Smith International, Inc.)
878 Drilling and Well Completions<br />
pd = 4181 psi<br />
8000<br />
q, = 310 gpm<br />
6000<br />
4000<br />
2000<br />
0<br />
200 400 600<br />
q (gpm)<br />
Figure 4-196. 5%-in. liner, total pressure loss versus flowrate, Example 2.<br />
(Courtesy Smith International, Inc.)
pal, = 3825 psi<br />
qal, = 340 gpm<br />
Downhole Motors 879<br />
8000<br />
6000<br />
4000<br />
2000<br />
0<br />
200 400 600<br />
Flgure 4-197. 5%-in. liner, total pressure loss versus flowrate, Example 2.<br />
(Courtesy Smith International, Inc.)
Drilling and Well Completions<br />
8000<br />
6000<br />
-<br />
-<br />
-<br />
pal = 3510 psi<br />
q, = 370 gpm<br />
I<br />
I<br />
I<br />
I<br />
-<br />
4000<br />
-<br />
-<br />
2000<br />
0<br />
-<br />
-<br />
I<br />
I<br />
I<br />
I<br />
I I 1<br />
200 400 600<br />
Figure 4-198. 6-in. liner, total pressure loss versus flowrate, Example 2.<br />
(Courtesy Smith International, Inc.)
p, = 3236 psi<br />
Downhole Motors 881<br />
8000<br />
q, = 401 gpm<br />
I<br />
I<br />
I<br />
I<br />
6000<br />
4000<br />
2000<br />
-<br />
- - - - - - 7<br />
-<br />
0<br />
200 400 600<br />
9 (QPm)<br />
Figure 4-199. 6'h-in. liner, total pressure loss versus flowrate, Example 2.<br />
(Courtesy Smith International, Inc.)
882<br />
Drilling and Well Completions<br />
4oM)<br />
-<br />
Circulation Rate 340 gpm<br />
Mud WeQht 16.2 pW<br />
400<br />
2000<br />
-<br />
v Q<br />
I- t<br />
3000<br />
ZOO0<br />
4 --D Pressure<br />
300<br />
200<br />
1500<br />
G<br />
B<br />
f<br />
u)<br />
i<br />
c<br />
1000 E<br />
5<br />
E<br />
0<br />
IO00<br />
100<br />
500<br />
0<br />
500 lo00 1500 2000<br />
Bit Speed (rpm)<br />
Figure 4-200. Turbine motor, 6Wn. outside diameter, two motor sections,<br />
212 stages, 340 galhin, 16.2-lb/gal mud weight, Example 2. (Courtesy Smith<br />
International, Inc.)<br />
(text continued from page 876)<br />
Positive Displacement Motor<br />
Figure 4-201 shows the typical rigid rotor and flexible elastomer stator<br />
configuration for a single chamber of a multichambered downhole positive<br />
displacement motor section. All the positive displacement motors presently in<br />
commercial use are of Moineau type, which uses a stator made of an elastomer.<br />
The rotor is made of a rigid material such as steel and is fabricated in a helical<br />
shape. The activating drilling mud, freshwater, aerated mud, foam or misted air<br />
is pumped at rather high velocity through the motor section, which, because of<br />
the eccentricity of the rotor and stator configuration, and the flexibility of the<br />
stator, allows the hydraulic pressure of the flowing fluid to impart a torque to<br />
the rotor. As the rotor rotates the fluid is passed from chamber to chamber (a<br />
chamber is a lengthwise repeat of the motor). These chambers are separate<br />
entities and as one opens up to accept fluid from the preceding, the preceding<br />
closes up. This is the concept of the positive displacement motor.<br />
Design<br />
The rotational energy of the positive displacement motor is provided by the<br />
flowing fluid, which rotates and imparts torque to the drill bit. Figure 4-202<br />
shows the typical complete downhole positive displacement motor.
Downhole Motors 883<br />
Flow<br />
Figure 4-201. Basic positive displacement motor design principle. (Courtesy<br />
Smith International, Inc.)<br />
In general, the downhole positive displacement motor constructed on the<br />
Moineau principle is composed of four sections: (1) the dump valve section, (2)<br />
the multistage motor section, (3) the connecting rod section and (4) the thrust<br />
and radial-bearing section. These sections are shown in Figure 4-202. Usually<br />
the positive displacement motor has multichambers, however, the number<br />
of chambers in a positive displacement motor is much less than the number of<br />
stages in a turbine motor. A typical positive displacement motor has from two<br />
to seven chambers.<br />
The dump valve is a very important feature of the positive displacement motor.<br />
The positive displacement motor does not permit fluid to flow through the<br />
motor unless the motor is rotating. Therefore, a dump valve at the top of the<br />
motor allows drilling fluid to be circulated to the annulus even if the motor<br />
is not rotating. Most dump valve designs allow the fluid to circulate to the<br />
annulus when the pressure is below a certain threshold, say below 50 psi or so.<br />
Only when the surface pump is operated does the valve close to force all fluid<br />
through the motor.<br />
The multichambered motor section is composed of only two continuous parts,<br />
the rotor and the stator. Although they are continuous parts, they usually<br />
constitute several chambers. In general, the longer the motor section, the more<br />
chambers. The stator is an elastomer tube formed to be the inside surface of a<br />
rigid cylinder. This elastomer tube stator is of a special material and shape. The<br />
material resists abrasion and damage from drilling muds containing cuttings and<br />
hydrocarbons. The inside surface of the stator is of an oblong, helical shape.<br />
The rotor is a rigid steel rod shaped as a helix. The rotor, when assembled into<br />
the stator and its outside rigid housing, provides continuous seal at contact<br />
points between the outside surface of the rotor and the inside surface of the<br />
stator (see Figure 4-201). The rotor or driving shaft is made up of n, lodes. The
884 Drilling and Well Completions<br />
Connec ding Rod Section<br />
lhruet and Radial<br />
Bearing Section<br />
Figure 4-202. Downhole positive displacement motor design. (Courtesy Smith<br />
International, Inc.)
Downhole Motors 885<br />
stator is made up of ns lodes, which is equal to one lobe more than the rotor.<br />
Typical cross-sections of positive displacement motor lobe profiles are shown in<br />
Figure 4-203. As drilling fluid is pumped through the cavities in each chamber<br />
that lies open between the stator and rotor, the pressure of the flowing fluid<br />
causes the rotor to rotate within the stator. There are several chambers in a<br />
positive displacement motor because the chambers leak fluid. If the first chamber<br />
did not leak when operating, there would be no need for additional chambers.<br />
In general, the larger lobe profile number ratios of a positive displacement<br />
motor, the higher the torque output and the lower the speed (assuming all other<br />
design limitations remain the same).<br />
The rotors are eccentric in their rotation at the bottom of the motor section.<br />
Thus, the connecting rod section provides a flexible coupling between the rotor<br />
and the main drive shaft located in the thrust and radial bearing section. The<br />
main drive shaft has the drill bit connected to its bottom end.<br />
The thrust and radial-bearing section contains the thrust bearings that transfer<br />
the weight-on-bit to the outside wall of the positive displacement motor. The<br />
radial support bearings, usually located above the thrust bearings, ensure that<br />
the main drive shaft rotates about a fixed center. As in most turbine motor<br />
designs, the bearings are cooled by the drilling fluid. There are some recent<br />
positive displacement motor designs that are now using grease-packed, sealed<br />
bearing assemblies. There is usually a smaller upper thrust bearing that allows<br />
rotation of the motor while pulling out of the hole. This upper thrust bearing<br />
is usually at the upper end of thrust and radial bearing section.<br />
There are, of course, variations on the downhole positive displacement motor<br />
design, but the basic sections discussed above will be common to all designs.<br />
The main advantages of the downhole positive displacement motor are:<br />
1. Soft, medium and hard rock formations can be drilled with a positive<br />
displacement motor using nearly any type of rock bit. The positive displacement<br />
motor is especially adaptable to drilling with roller rock bits.<br />
2. Rather moderate flow rates and pressures are required to operate the<br />
positive displacement motor. Thus, most surface pump systems can be used<br />
to operate these downhole motors.<br />
3. Rotary speed of the positive displacement motor is directly proportional<br />
to flowrate. Torque is directly proportional to pressure. Thus, normal surface<br />
instruments can be used to monitor the operation of the motor downhole.<br />
4. High torques and low speeds are obtainable with certain positive displacement<br />
motor designs, particularly, the higher lobe profiles (see Figure 4203).<br />
5. Positive displacement motors can be operated with aerated muds, foam and<br />
air mist.<br />
1.2 3.4 5.6 7.8 9,lO<br />
Figure 4-203. Typical positive displacement motor lobe profiles. (Courtesy<br />
Smith International, Inc.)
886 Drilling and Well Completions<br />
The main disadvantages of the downhole positive displacement motors are:<br />
1. When the rotor shaft of the positive displacement motor is not rotating,<br />
the surface pump pressure will rise sharply and little fluid will pass through<br />
the motor.<br />
2. The elastomer of the stator can be damaged by high temperatures and<br />
some hydrocarbons.<br />
Operations<br />
Figure 4-204 gives the typical performance characteristics of a positive<br />
displacement motor. The example in this figure is a 6+-in. outside diameter<br />
positive displacement motor having five chambers activated by a 400-lb/gal<br />
flowrate of drilling mud.<br />
For this example, a pressure of about 100 psi is required to start the rotor<br />
shaft against the internal friction of the rotor moving in the elastomer stator<br />
(and the bearings). With constant flowrate, the positive displacement motor will<br />
run at or near constant speed. Thus, this 1:2 lobe profile example motor has an<br />
Circulation Rate 400 gpm<br />
130<br />
120<br />
110<br />
100<br />
90<br />
80<br />
9<br />
K<br />
I-<br />
40<br />
30<br />
20<br />
10<br />
0 100 200 300 400 500 800<br />
Differential Pressure (psi)<br />
Figure 4-204. Positive displacement motor, 63/44. outside diameter, 1 :2 lobe<br />
profile, 400 gal/min, differential pressure limit 580 psi. (Courtesy Smith<br />
International, Inc.)
Downhole Motors 887<br />
operating speed of 408 rpm. The torque and the horsepower of the positive<br />
displacement motor are both linear with the pressure drop across the motor.<br />
Therefore, as more weight is placed on the drill bit (via the motor), the greater<br />
is the resisting torque of the rock. The mud pumps can compensate for this<br />
increased torque by increasing the pressure on the constant flowrate through<br />
the motor. In this example the limit in pressure drop across the motor is about<br />
580 psi. Beyond this limit there will be either extensive leakage or damage to<br />
the motor, or both.<br />
If the positive displacement motor is lifted off the bottom of the borehole<br />
and circulation continues, the motor will simply continue to rotate at 408 rpm. The<br />
differential pressure, however, will drop to the value necessary to overcome<br />
internal friction and rotate, about 100 psi. In this situation the motor produces<br />
no drilling torque or horsepower.<br />
As the positive displacement motor is lowered and weight is placed on the<br />
motor and thus the bit, the motor speed continues but the differential pressure<br />
increases, resulting in an increase in torque and horsepower. As more weight is<br />
added to the positive displacement motor and bit, the torque and horsepower<br />
will continue to increase with increasing differentiated pressure (Le., standpipe<br />
pressure). The amount of torque and power can be determined by the pressure<br />
change at the standpipe at the surface between the unloaded condition and the<br />
loaded condition. If too much weight is placed on the motor, the differential<br />
pressure limit for the motor will be reached and there will be leakage or a<br />
mechanical failure in the motor.<br />
The rotor of the Moineau-type positive displacement motor has a helical<br />
design. The axial wave number of the rotor is one less than the axial wave<br />
number for the stator for a given chamber. This allows the formation of a series<br />
of fluid cavities as the rotor rotates. The number of stator wave lengths n, and<br />
the number of rotor wave lengths nr per chamber are related by [79,86]<br />
n, = nr + 1 (4-1 54)<br />
The rotor is designed much like a screw thread. The rotor pitch is equivalent<br />
to the wavelength of the rotor. The rotor lead is the axial distance that a wave<br />
advances during one full revolution of the rotor. The rotor pitch and the stator<br />
pitch are equal. The rotor lead and stator lead are proportional to their<br />
respective number of waves. Thus, the relationship between rotor pitch tr (in.)<br />
and stator pitch, ts (in.) is [86]<br />
tr = t$ (4-155)<br />
The rotor lead Lr (in.) is<br />
Lr = nrtr<br />
(4- 156)<br />
The stator lead Ls (in.) is<br />
Ls = nsts (4- 157)<br />
The specific displacement per revolution of the rotor is equal to the crosssectional<br />
area of the fluid multiplied by the distance the fluid advances. The<br />
specific displacement s (in.3) is<br />
s = nrnstrA (4- 158)
888 Drilling and Well Completions<br />
where A is the fluid cross-sectional area (in.2), The fluid cross-sectional area is<br />
approximately<br />
A -- 2ne:(n: - 1) (4- 159)<br />
where er is the rotor rotation eccentricity (in.). The special case of a 1:2 lobe<br />
profile motor has a fluid cross-sectional area of<br />
A -- 2erdr (4-160)<br />
where dr is the reference diameter of the motor (in.). The reference diameter is<br />
dr = 2epS (4- 16 1)<br />
For the 1:2 lobe profile motor, the reference diameter is approximately equal<br />
to the diameter of the rotor shaft.<br />
The instantaneous torque of the positive displacement motor M (ft-lb) is<br />
M = 0.0133s Apq (4-1 62)<br />
where Ap = differential pressure loss through the motor in psi<br />
11 = total efficiency of the motor. The 1:2 lobe profile motors have efficiencies<br />
around 0.80. The higher lobe profile motors have efficiencies<br />
that are lower (Le., of the order of 0.70 or less)<br />
The instantaneous speed of the positive displacement motor N (rpm) is<br />
N=<br />
231.016q<br />
S<br />
(4-163)<br />
where q is the circulation flowrate (gal/min).<br />
The positive displacement motor horsepower HP (hp) for any speed is<br />
HP = - 9*P<br />
1,714<br />
(4-164)<br />
The number of positive displacement motor chambers nc is<br />
where L is the length of the actual motor section (in.).<br />
The maximum torque Mma will be at the maximum differential pressure Apmm,<br />
which is<br />
M,, = 0.133s Ap,q (4-1 66)<br />
The maximum horse power HPmu will also be at the maximum differential<br />
pressure Ap, which is
~~ ~ ~<br />
Downhole Motors 889<br />
- 9*P,a%<br />
HP,, - -<br />
1,714 ' (4-1 67)<br />
It should be noted that the positive displacement motor performance parameters<br />
are independent of the drilling mud weight. Thus, these performance<br />
parameters will vary with motor design values and the circulation flowrate.<br />
If the above performance parameters for a positive displacement motor design<br />
are known for a given circulation flowrate (denoted as l), the performance<br />
parameters for the new circulation flowrate (denoted as 2) can be found by the<br />
following relationships:<br />
Torque<br />
M, = MI<br />
(4-1 68)<br />
Speed<br />
N2 = ( $)Nl<br />
(4-169)<br />
Power<br />
k 1<br />
HP, = 2 HP,<br />
(4-170)<br />
Table 4-1 14 gives the performance characteristics for various circulation<br />
flowrates for the 1:2 lobe profile, 6 $-in. outside diameter positive displacement<br />
motor. Figure 4-204 shows the performance of the 1:2 lobe profile positive<br />
displacement motor at a circulation flowrate of 400 gal/min.<br />
~ ~ _ _ _ ~ _<br />
Circulation<br />
Rate<br />
(gpm)<br />
200<br />
250<br />
300<br />
350<br />
400<br />
450<br />
500<br />
Table 4-114<br />
Positive Displacement Motor, 6?4-in, Outside Diameter,<br />
1:2 Lobe Profile, Five Motor Chambers<br />
~ ~ _ _ _ ~ _<br />
speed<br />
(rpm)<br />
Courtesy Eastman-Christensen<br />
Maximum<br />
Differential<br />
Pressure (psi)<br />
205 580<br />
255 580<br />
306 580<br />
357 580<br />
408 580<br />
460 580<br />
510 580<br />
Maximum<br />
Torque<br />
(ft-lbs)<br />
1500<br />
1500<br />
1500<br />
1500<br />
1500<br />
1500<br />
1500<br />
Maximum<br />
Horsepower<br />
59<br />
73<br />
87<br />
102<br />
116<br />
131<br />
145
~~<br />
890 Drilling and Well Completions<br />
Table 4-1 15 gives the performance characteristics for various circulation<br />
flowrates for the 5:6 lobe profile, 6 $-in. outside diameter positive displacement<br />
motor. Figure 4-205 shows the performance of the 5:6 lobe profile positive<br />
displacement motor at a circulation flow rate of 400 gal/min.<br />
The positive displacement motor whose performance characteristics are given<br />
in Table 4-114 is a 1:2 lobe profile motor. This lobe profile design is usually<br />
used for deviation control operations. The 1:2 lobe profile design yields a downhole<br />
motor with high rotary speeds and low torque. Such a combination is very<br />
desirable for the directional driller. The low torque minimizes the compensation<br />
that must be made in course planning which must be made for the reaction<br />
torque in the lower part of the drill string. This reactive torque when severe<br />
can create difficulties in deviation control planning. The tradeoff is, however,<br />
that higher speed reduces the bit life, especially roller rock bit life.<br />
The positive displacement motor whose performance characteristics are given<br />
in Table 4-115 is a 5:6 lobe profile motor. This lobe profile design is usually<br />
used for straight hole drilling with roller rock bits, or for deviation control<br />
operations where high torque polycrystalline diamond compact bit or diamond<br />
bits are used for deviation control operations.<br />
Example 3<br />
A 6+-in. outside diameter positive displacement motor of a 1:2 lobe profile<br />
design (where performance data are given in Table 4-114) has rotor eccentricity<br />
of 0.60 in., a reference diameter (rotor shaft diameter) of 2.48 in. and a rotor<br />
pitch of 38.0 in. If the pressure drop across the motor is determined to be 500 psi<br />
at a circulation flowrate of 350 gal/min with 12.0 lb/gal, find the torque, rotational<br />
speed and the horsepower of the motor.<br />
Torque. Equation 4-160 gives the fluid cross-sectional area of the motor, which is<br />
A = 2(0.6)(2.48)<br />
= 2.98 in.*<br />
Equation 4-159 gives the specific displacement of the motor, which is<br />
Table 4-115<br />
Positive Displacement Motor, 6%-in. Outside Diameter,<br />
5:6 Lobe Profile, Five Motor Chambers<br />
Circulation Maximum Maximum<br />
Rate Speed Dlff erential Torque Maximum<br />
(gpm) (rpm) Pressure (psi) (ft-lbs) Horsepower<br />
200<br />
250<br />
300<br />
350<br />
400<br />
97<br />
122<br />
146<br />
170<br />
195<br />
580<br />
580<br />
580<br />
580<br />
580<br />
2540<br />
2540<br />
2540<br />
2540<br />
2540<br />
47<br />
59<br />
71<br />
82<br />
94<br />
Courtesy Eastman-Christensen
Downhole Motors 891<br />
2800<br />
2400<br />
2200<br />
2ooo-<br />
1800<br />
1800-<br />
- n<br />
& 1400-<br />
-<br />
0<br />
p 1200<br />
+ 0<br />
loo0<br />
r<br />
-<br />
-<br />
-<br />
-<br />
-<br />
Circulation Rate 400 gpm<br />
130<br />
120<br />
110<br />
100 500<br />
90<br />
70 5<br />
50<br />
I<br />
400<br />
E<br />
P "<br />
U<br />
800-<br />
800-<br />
400<br />
200<br />
-<br />
-<br />
0 100 200 300 4w 500<br />
Differential Ressure (psi)<br />
40 200<br />
30<br />
1100<br />
10<br />
800 2o 0 0<br />
Figure 4-205. Positive displacement motor, 6Y4-in. outside diameter, 5:6 lobe<br />
profile, 400 galhin, differential pressure limit 580 psi. (Courtesy Smith<br />
International, Inc.)<br />
s = (1)(2)(38.0)(2.98)<br />
= 226.5<br />
The torque is obtained from Equation 4-162, assuming an efficiency of 0.80 for<br />
the 1:2 lobe profile motor. This is<br />
M = 0.0 133( 226.5)( 500)( 0.80)<br />
= 1205 ft-lb<br />
Speed. The rotation speed is obtained from Equation 4-163. This is<br />
N=<br />
231.016(350)<br />
226.5<br />
= 357 rpm
892 Drilling and Well Completions<br />
Horsepower. The horsepower the motor produces is obtained from Equation<br />
4-164. This is<br />
350( 500)<br />
HP = (0.80)<br />
1714<br />
= 82<br />
Planning for a positive displacement motor run and actually drilling with such<br />
a motor is easier than with a turbine motor. This is mainly due to the fact that<br />
when a positive displacement motor is being operated, the operator can know<br />
the operating torque and rotation speed via surface data. The standpipe pressure<br />
will yield the pressure drop through the motor, thus the torque. The circulation<br />
flowrate will yield the rotational speed.<br />
Example 4<br />
A 6 4 -in. outside diameter positive displacement motor (whose performance<br />
data are given in Tables 4-114 and 4-115) is to be used for a deviation control<br />
direction drill operation. The motor will use an 84411. diameter roller rock bit for<br />
the drilling operation. The directional run is to take place at a depth of 10,600 ft<br />
(measured depth). The rock formation to be drilled is classified as medium, and it<br />
is anticipated that 30 ft/hr will be the maximum possible drilling rate. The mud<br />
weight is to be 11.6 Ib/gal. The drilling rig has a National Supply Company<br />
duplex mud pump Model E-700 available. The details of this pump are given<br />
in Table 4-116 (also see the section titled “Mud Pumps”). Because this is a deviation<br />
control run, the 1:2 lobe profile positive displacement motor will be used<br />
since it has the lowest torque for a given circulation flowrate (see Table 4-114).<br />
Determine the appropriate circulation flowrate to be used for the roller rock bit,<br />
positive displacement motor combination and the appropriate liner size to be used<br />
in the duplex pump. Also, prepare the positive displacement motor performance<br />
graph for the chosen circulation flowrate. Determine the bit nozzle sizes.<br />
Bit Pressure LOSS. It is necessary to choose the bit pressure loss such that the<br />
thrust load created in combination with the weight on bit will yield an on-bottom<br />
load on the motor thrust bearings, which is less than the maximum allowable<br />
load for the bearings. Since this is a deviation control run and, therefore, the<br />
motor will be drilling only a relatively short time and distance, the motor thrust<br />
bearings will be operated at their maximum rated load for on-bottom operation.<br />
Figure 4-206 shows that maximum allowable motor thrust bearing load is about<br />
Table 4-116<br />
Duplex Mud Pump, Model E-700, National Supply Company, Example 4<br />
Input Horsepower 825, Maximum Strokes per Minute, 65 Length of Stroke, 16 Inches<br />
Output per Stroke (gals) 6.14 6.77 7.44 8.13 8.85 9.60<br />
Maximum Pressure (psi) 3000 2450 2085 1780 1535 1260
Downhole Motors 893<br />
<strong>OF</strong>F BOllOM BEARING LOAD (1000 LBS)<br />
5<br />
MAXIMUM RECOMMENDED BEARING LOAD<br />
0<br />
5<br />
5 10 15 20<br />
ON BOTTOM BEARING LOAD (1000 LBS)<br />
MAXIMUM RECOMMENDED BEARING LOAD<br />
Figure 4-206. Hydraulic thrust and indicated weight balance for positive<br />
displacement motor. (Courtesy Smith International, Inc.)<br />
6,000 lb. To have the maximum weight on bit, the maximum recommended bit<br />
pressure loss of 500 psi will be used. This will give maximum weight on bit of<br />
about 12,000 Ib. The higher bit pressure loss will, of course, give the higher<br />
cutting face cleaning via jetting force (relative to the lower recommended bit<br />
pressure losses).<br />
Total Pressure LOSS. Since bit life is not an issue in a short deviation control<br />
motor run operation, it is desirable to operate the positive displacement motor<br />
at as high a power level as possible during the run. The motor has a maximum<br />
pressure loss with which it can operate. This is 580 psi (see Table 4-114). It will<br />
be assumed that the motor will be operated at the 580 psi pressure loss in order<br />
to maximize the torque output of the motor. To obtain the highest horsepower<br />
for the motor, the highest circulation flowrate possible while operating within<br />
the constraints of the surface mud pump should be obtained. To obtain this<br />
highest possible, or optimal, circulation flowrate, the total pressure losses for<br />
the circulation system must be obtained for various circulation flowrates. These<br />
total pressure losses tabulated in the lower row of Table 4-1 17 represent the<br />
surface standpipe pressure when operating at the various circulation flowrates.<br />
Pump Limitations. Table 4-116 shows there are six possible liner sizes that can<br />
be used on the Model E-700 mud pump. Each liner size must be considered to<br />
obtain the optimum circulation flowrate and appropriate liner size. The maximum<br />
pressure available for each liner size will be reduced by a safety factor of<br />
0.90. The maximum volumetric flowrate available for each liner size will also<br />
be reduced by a volumetric efficiency factor of 0.80 and an additional safety<br />
factor of 0.90. Thus, from Table 4-116, the allowable maximum pressures and<br />
allowable maximum volumetric flowrates will be those shown in Figures 4-207<br />
through 4-212, which are the liner sizes 5+, 6, 6$, 64 and 7 in., respectively.<br />
Plotted on each of these figures are the total pressure losses for the various<br />
circulation flowrates considered. The horizontal straight line on each figure is
~~~<br />
894 Drilling and Well Completions<br />
Table 4-117<br />
Drlllstring Component Pressure Losses<br />
at Various Circulation Flowrates for Example 4<br />
Pressure (psi)<br />
Surface Equipment<br />
Drill Pipe Bore<br />
Drill Collar Bore<br />
PDM<br />
Drill Bit<br />
Drill Collar Annulus<br />
Drill Pipe Annulus<br />
Total Pressure Loss<br />
5<br />
142<br />
18<br />
580<br />
500<br />
11<br />
32<br />
-<br />
1288<br />
11<br />
318<br />
40<br />
580<br />
500<br />
25<br />
72<br />
-<br />
1546<br />
19<br />
566<br />
71<br />
580<br />
500<br />
45<br />
128<br />
-<br />
1909<br />
30<br />
884<br />
111<br />
580<br />
500<br />
70<br />
200<br />
2375<br />
c2 cn<br />
P<br />
U<br />
u)<br />
3000<br />
u, 2000<br />
0<br />
J<br />
L<br />
7<br />
cn<br />
cn<br />
L<br />
-<br />
a 1000<br />
(D<br />
U<br />
0<br />
+<br />
0<br />
-<br />
I<br />
-------------------<br />
I<br />
-<br />
- ,./<br />
-<br />
-<br />
I<br />
I<br />
I<br />
I<br />
I<br />
I<br />
I<br />
I<br />
I I II I I 1<br />
4 (QPm)<br />
Flgure 4-207. 5%-in. liner, total pressure loss vs. flowrate, Example 4.<br />
(Courtesy Smith International, Inc.)
Downhole Motors 895<br />
3000<br />
.-<br />
n<br />
v)<br />
a<br />
U<br />
v)<br />
0 2000<br />
-I<br />
a<br />
L.<br />
3<br />
v)<br />
v)<br />
2<br />
a 1000<br />
-<br />
c m<br />
0<br />
!-<br />
0<br />
q (QPm)<br />
Figure 4-208. 6-in. liner, total pressure loss vs. flowrate, Example 4.<br />
(Courtesy Smith International, Inc.)<br />
the allowable maximum pressure for the particular liner size. The vertical<br />
straight line is the allowable maximum volumetric flowrate for the particular<br />
liner size. Only circulation flowrates that are in the lower left quadrant of the<br />
figures are practical. The highest circulation flowrate (which produces the<br />
highest positive displacement motor horsepower) is found in Figure 4-209, the<br />
6%-in. liner. The optimal circulation flow rate is 348 gal/min.<br />
Positive Displacement Motor Performance. Using the positive displacement<br />
motor performance data in Table 4-114 and the scaling relationships in Equations<br />
4-168 through 4-170, the performance graph for the positive displacement<br />
motor operating with a circulation flowrate of 348 gal/min can be prepared.<br />
This is given in Figure 4-213.<br />
Bit Nozzle Sizes. The pressure loss through the bit must be 500 psi with a<br />
circulation flowrate of 348 gal/min with 11.6-lb/gal mud weight. The pressure<br />
loss through a roller rock bit with three nozzles is (see the section titled “Drilling<br />
Bits and Downholes Tools”)<br />
(rex1 continued on page 898)
896 Drilling and Well Completions<br />
r = 30w I<br />
v)<br />
a<br />
U<br />
v)<br />
v)<br />
0<br />
-I<br />
a<br />
L<br />
3<br />
v)<br />
ln<br />
2000<br />
-/<br />
pd= 1877 pai<br />
q = 348 gpm<br />
I<br />
I<br />
I<br />
I<br />
1<br />
I I I I<br />
0 200 400 600<br />
q (gpm)<br />
Figure 4-209. 6%-in. liner, total pressure loss vs. flowrate, Example 4.<br />
(Courtesy Smith International, Inc.)<br />
3000<br />
pa= 1602 psi<br />
q,= 381 gpm<br />
c<br />
v)<br />
a<br />
U<br />
m<br />
: 2000<br />
J<br />
?!<br />
3<br />
v)<br />
v)<br />
a<br />
c<br />
lo00<br />
m<br />
c<br />
0<br />
I-<br />
O<br />
Figure 4-210. 6%-in. liner, total pressure loss vs. flowrate, Example 4.<br />
(Courtesy Smith International, Inc.)
Downhole Motors 897<br />
t?<br />
v)<br />
p,=<br />
1382 psi<br />
qd, = 414 opm<br />
3000 I- I<br />
P<br />
u<br />
In<br />
: 2000<br />
1<br />
a<br />
E<br />
1000<br />
1<br />
I I I I I 1 I<br />
0 200 400 600<br />
q (opm)<br />
Figure 4-211. 6%-in. liner, total pressure loss vs. flowrate, Example 4.<br />
(Courtesy Smith International, Inc.)<br />
c<br />
v)<br />
P<br />
U<br />
3000<br />
p = 1134 psi<br />
an<br />
qu= 449 opm<br />
I<br />
v)<br />
v)<br />
0<br />
-I<br />
v)<br />
2<br />
n<br />
I-<br />
-----<br />
I<br />
I<br />
I<br />
I<br />
I<br />
I<br />
I I I I I I I<br />
0 200 400 600<br />
q (opm)<br />
Figure 4-212. 7-in. liner, total pressure loss vs. flowrate, Example 4.<br />
(Courtesy Smith International, Inc.)
898 Drilling and Well Completions<br />
2600<br />
2400<br />
2200<br />
Circulation Rate 348 gpm<br />
130<br />
120<br />
110<br />
100<br />
-500<br />
1800<br />
- 1600<br />
9<br />
& 1400<br />
v<br />
: 1200<br />
Y<br />
I- 1MM<br />
800<br />
90<br />
*_<br />
70 2<br />
0<br />
al<br />
60<br />
I:<br />
50<br />
40<br />
-<br />
-<br />
-<br />
400 -z<br />
P<br />
u<br />
0<br />
0<br />
m<br />
300 g<br />
c<br />
-<br />
m<br />
200<br />
600<br />
400<br />
30<br />
20<br />
-<br />
100<br />
200<br />
10<br />
0 100 200 300 400 500 600<br />
Differential Pressure (psi)<br />
0<br />
- 0<br />
Figure 4-213. Positive displacement motor, 6%-in. outside diameter, 1 :2 lobe<br />
profile, 348 gallmin, differential pressure limit 580 psi, Example 4. (Courtesy<br />
Smith International, Inc.)<br />
(lest continued from page 895)<br />
q2Tm<br />
= 7430C2d4<br />
(4-171)<br />
where C = nozzle coefficient (usually taken to be 0.95)<br />
de = hydraulic equivalent diameter in in.<br />
Therefore, Equation 4-171 is<br />
(348)'(11.6)<br />
500 =<br />
7,430( 0.98)' de4<br />
which yields<br />
de = 0.8045 in.
Downhole Motors 899<br />
The hydraulic equivalent diameter is related to the actual nozzle diameters by<br />
de = [ad: + bd,“ + cd,2]’/’’<br />
where a = number of nozzles with diameter d,<br />
b = number of nozzles with diameter d,<br />
c = number of nozzles with diameter d,<br />
d,, d, and d, = three separate nozzle diameters in in.<br />
Nozzle diameters are usually in 32nds of an inch. Thus, if the bit has three<br />
nozzles with $ of an inch diameter, then<br />
de = [(3)(0.4688)2]”2<br />
= 0.8120 in.<br />
The above hydraulic equivalent diameter is close enough to the one obtained<br />
with Equation 4-171. Therefore, the bit should have three +-in. diameter nozzles.<br />
Special Applications<br />
As it becomes necessary to infill drill the maturing oil and gas reservoirs in<br />
the continental United States and elsewhere in the world, the need to minimize<br />
or eliminate formation damage will become an important engineering goal. To<br />
accomplish this goal, air and gas drilling techniques will have to be utilized (see<br />
the section titled “Air and Gas Drilling”). It is very likely that the future drilling<br />
in the maturing oil and gas reservoirs will be characterized by extensive use of<br />
high-angle directional drilling coupled with air and gas drilling techniques.<br />
The downhole turbine motor designed to be activated by the flow of incompressible<br />
drilling mud cannot operate on air, gas, unstable foam or stable foam<br />
drilling fluids. These downhole turbine motors can only be operated on drilling<br />
mud or aerated mud.<br />
Recently, a special turbine motor has been developed to operate on air, gas<br />
and unstable foam [82]. This is the downhole pneumatic turbine motor. This<br />
motor has been tested in the San Juan Basin in New Mexico and the Geysers<br />
area in Northern California. Figure 4-214 shows the basic design of this drilling<br />
device. The downhole pneumatic turbine motor is equipped with a gear reduction<br />
transmission. The compressed air or gas that actuates the single stage<br />
turbine motor causes the rotor of the turbine to rotate at very high speeds (Le.,<br />
-20,000 rpm). A drill bit cannot be operated at such speeds; thus it is necessary<br />
to reduce the speed with a series of planetary gears. The prototype downhole<br />
pneumatic turbine motor has a gear reduction transmission with an overall gear<br />
ratio of 168 to 1. The particular version of this motor concept that is undergoing<br />
field testing is a 9-in. outside diameter motor capable of drilling with a<br />
10 4-in.-diameter bit or larger. The downhole pneumatic turbine motor will<br />
deliver about 40 hp for drilling with a compressed air flowrate of 3,600 scfm.<br />
The motor requires very little additional pressure at the surface to operate<br />
(relative to normal air drilling with the same volumetric rate).<br />
The positive displacement motor of the Moineau-type design can be operated<br />
with unstable foam (or mist) as the drilling fluid. Some liquid must be placed<br />
in the air or gas flow to lubricate the elastomer stator as the metal rotor rotates<br />
against the elastomer. Positive displacement motors have been operated quite
900 Drilling and Well Completions<br />
/- <strong>STANDARD</strong> API CONNECTION<br />
AIR FILTER<br />
BYPASS VALVE<br />
SINGLE STAGE TURBINE<br />
HIGH SPEED COUPLING<br />
GEARBOX ASSEMBLY<br />
HIGH TORQUE COUPLING<br />
RADIAL BEARINGS<br />
THRUST BEARING<br />
<strong>STANDARD</strong> API CONNECTION<br />
ROLLER CONE BIT<br />
Figure 4-214. Downhole pneumatic turbine motor design. (Courtesy<br />
Pneumatic Turbine Partnership.)
MWD and LWD 901<br />
successfully in many air and gas drilling situations. The various manufacturers<br />
of these motors can give specific information concerning the performance<br />
characteristics of their respective motors operated with air and gas drilling<br />
techniques. The critical operating characteristic of these motors, when operated<br />
with unstable foam, is that these motors must be loaded with weight on bit when<br />
circulation is initiated. If the positive displacement motor is allowed to be started<br />
without weight on bit, the rotor will speed up quickly to a very high speed, thus<br />
burning out the bearings and severely damaging the elastomer stator.<br />
MWD AND LWD<br />
Most of the cost in a well is expanded during the drilling phase. Any amount<br />
of information gathered during drilling can be used to make decisions regarding<br />
the efficiency of the process. But the scope and ultimate cost to gather and<br />
analyze such information must be offset by a decrease in drilling expenditures,<br />
an increase in drilling efficiency and an increase in safety.<br />
As drilling technology moved the pursuit of hydrocarbon resources into highercost<br />
offshore and hostile environments, intentionally deviated boreholes required<br />
information such as azimuth and inclination that could not be derived by surface<br />
instruments. Survey instruments, either lowered on a sand line or dropped into<br />
the drill pipe for later retrieval, to some degree satisfied the requirements but<br />
consumed expensive rig time and sometimes produced questionable results.<br />
For many years researchers have been looking for a simple, reliable measurement<br />
while drilling technique, referred to by its abbreviation MWD. As early as<br />
1939, a logging while drilling (LWD) system, using an electric wire, was tested<br />
successfully but was not commercialized [89,90]. Mud pulse systems were first<br />
proposed in 1963 [91,92]. The first mechanical mud pulse system was marketed<br />
in 1964 by Teledrift for transmitting directional information [93]. In the early<br />
1970s, the steering tool, an electric wire operated directional tool, gave the first<br />
real-time measurements while the directional buildup was in progress. Finally,<br />
the first modern mud pulse data transmission system was commercialized in<br />
1977 by Teleco [94]. State-of-the-art surveys of the technology were made in 1978<br />
[95], in 1988 [96-981, and in 1990 [99].<br />
A problem with the early MWD mud pulse systems was the very slow rate of<br />
data transmission. Several minutes were needed to transmit one set of directional<br />
data. Anadrill working with a Mobil patent [loo] developed in the early 1980s<br />
a continuous wave system with a much faster data rate. It became possible to<br />
transmit many more drilling data, and also to transmit logging data making LWD<br />
possible. Today, as many as 16 parameters can be transmitted in 16 s. The dream<br />
of the early pioneers has been more than fulfilled since azimuth, inclination,<br />
tool face, downhole weight-on-bit, downhole torque, shocks, caliper, resistivity,<br />
gamma ray, neutron, density, Pe, sonic and more can be transmitted in realtime<br />
to the rig floor and the main office.<br />
Steering Tool<br />
MWD Technology<br />
Up until 1970 all directional drilling was conducted using singleshot and<br />
multishot data. The normal procedure was:<br />
a. drill vertically in rotary to the kick-off depth;<br />
b. kick-off towards the target using a downhole motor and a bent sub to an<br />
inclination of approximately 10';
902 Drilling and Well Completions<br />
c. resume rotary drilling with the appropriate bottomhole assembly to build<br />
angle, hold, or drop.<br />
The kick-off procedure required numerous single-shot runs to start the<br />
deviation in the correct direction. Since, during this phase, the drillpipe was<br />
not rotating a steering tool was developed to be lowered on an electric wireline<br />
instead of the single shot. The measurements were then made while drilling.<br />
Measurements by electric cable are possible only when the drillstem is not<br />
rotating, hence with a turbine or downhole motor. The logging tool is run in<br />
the drillstring and is positioned by a mule shoe and key. The process is identical<br />
to the one used in the single-shot measurements. The magnetic orientation<br />
sensor is of the flux-gate type and measures the three components of the earth’s<br />
magnetic field vector in the reference space of the logging tool. Three accelerometers<br />
measure the three components of the gravity vector still in the same<br />
reference space. These digitized values are multiplexed and transmitted by an<br />
insulated electric conductor and the cable armor toward the surface. On the<br />
surface a minicomputer calculates the azimuth and the drift of the borehole as<br />
well as the angle of the tool face permanently during drilling. In the steeringtool<br />
system, the computer can also determine the azimuth and slant of the<br />
downhole motor underneath the bent sub and thus anticipate the direction<br />
that the well is going to take. It can also determine the trajectory followed.<br />
Figure 4-215 shows the steering tool system.<br />
Figure 4-215. Typical steering tool unit with surface panel and driller readout.<br />
(Courtesy of lnstitut Francois du Petrole.)
MWD and LWD 903<br />
Naturally for operating the tool, the seal must be maintained at the point<br />
where the cable enters the drillstring:<br />
a. either at the top of the drillpipes, in which case the logging tool is pulled<br />
out every time a new drillpipe length is added on;<br />
b. or through the drillpipe wall in a special sub placed in the drillstring as<br />
near the surface as possible, in which case new lengths are added on<br />
without pulling out the logging tool.<br />
Figure 4-216 shows the typical operation of a steering tool for orienting the<br />
drill bit. The electric wireline goes through a circulating head located on top<br />
Circulatina Head<br />
Tool<br />
Figure 4-216. Typical operation of a steering tool for orienting the drill bit<br />
using a circulating head on the swivel. (Courtesy SPE [loll.)
904 Drilling and Well Completions<br />
of the swivel. As mentioned previously, the tool has to be pulled out when<br />
adding a single.<br />
Figure 4-217 shows the same operation using a side-entry sub. With this sub,<br />
the electric wireline crosses over from inside the drill pipe to the outside.<br />
Consequently, singles may be added without pulling the steering tool out. On<br />
the other hand, there is a risk of damaging the cable if it is crushed between<br />
the drillpipe tool joints and the surface casing. The wireline also goes through the<br />
rotary table and special care must be taken not to crush it between the rotary<br />
table and the slips. Furthermore, in case of BHA sticking, the steering tool<br />
has to be fished out by breaking and grabbing the electric wireline inside<br />
the drillpipes.<br />
Figure 4-218 shows the arrangement of the sensors used in a steering tool.<br />
Three flux-gate-type magnetometers and three accelerometers are positioned<br />
,R,,<br />
and Use S; Kelly<br />
,<br />
Drum , for Cable<br />
I .<br />
./ ,,<br />
Cable left loose<br />
- Steering Tool Probe<br />
Figure 4-217. Typical operation of a steering tool for orienting the drill bit<br />
using a side-entry sub. (Courtesy SPE [loll.)
MWD and LWD 905<br />
MAGNETOMETER<br />
" \<br />
Y'<br />
H<br />
Y<br />
VlETER<br />
KEY<br />
C<br />
Figure 4. 18. Sketch of the principle of the sensor arrangemer<br />
tool and any magnetic directional tool. (Courtesy SPE [loll.)<br />
in a steering<br />
with their sensitive axis along the principal axis of the tool. Ox is oriented toward<br />
the bent sub in the bent sub/tool axis plane. Oy is perpendicular to Ox and the<br />
tool axis. Oz is oriented along the tool axis downward.<br />
The arrangement of Figure 4-218 is common to all directional tools based<br />
on the earths magnetic field for orientation: MWD tools or wireline logging tools.<br />
The steering tools have practically been abandoned and replaced by MWD<br />
systems, mostly because of the electric wireline. However, the high data rate of<br />
the electric wireline (20-30 kbits/s) compared to the low data rate of the MWD<br />
systems (1-10 bits/s) make the wireline tools still useful for scientific work.<br />
Accelerometers. Accelerometers measure the force generated by acceleration<br />
according to Newton's law:<br />
F = ma (4-1 72)<br />
where F = force in lb<br />
m = mass in (Ib - s2)/ft (or slugs)<br />
a = acceleration in ft/sec2
906 Drilling and Well Completions<br />
If the acceleration is variable, as in sinusoidal movement, piezoelectric systems<br />
are ideal. In case of a constant acceleration, and hence a force that is also<br />
constant, strain gages may be employed. For petroleum applications in boreholes,<br />
however, it is better to use servo-controlled accelerometers. Reverse pendular<br />
accelerometers and “single-axis” accelerometers are available.<br />
Figure 4-2 19 shows the schematic diagram of a servo-controlled inverted pendular<br />
dual-axis accelerometer. A pendulum mounted on a flexible suspension can oscillate<br />
in the direction of the arrows. Its position is identified by two detectors acting<br />
on feedback windings used to keep the pendulum in the median position. The<br />
current required to achieve this is proportional to the force max, and hence to ax.<br />
This system can operate simultaneously along two axes, such as x and y, if<br />
another set of detectors and feedback windings is mounted in the plane perpendicular<br />
to xOp, such as yoz. The corresponding accelerometer is called a twoaxis<br />
accelerometer.<br />
Figure 4-220 shows the schematic diagram of a servo-controlled single-axis<br />
accelerometer. The pendulum is a disk kept in position as in the case of the reverse<br />
pendulum. Extremely efficient accelerometers can be built according to this principle<br />
in a very limited space. The Sunstrand accelerometer is seen in Figure 4-221.<br />
Every accelerometer has a response curve of the type shown schematically in<br />
Figure 4-222. Instead of having an ideal linear response, a nonlinear response<br />
is generally obtained with a “skewed” acceleration for zero current, a scale factor<br />
error and a nonlinearity error. In addition, the skew and the errors vary with<br />
temperature. If the skew and all the errors are small or compensated in the<br />
accelerometer’s electronic circuits, the signal read is an ideal response and can<br />
be used directly to calculate the borehole inclination. If not, “modeling” must<br />
be resorted to, i.e., making a correction with a computer, generally placed at<br />
the surface, to find the ideal response. This correction takes account of the skew,<br />
POWER<br />
SUPPLY<br />
SIGNAL<br />
- 1<br />
ICONTR. %rl A-l<br />
1<br />
dk<br />
L ’<br />
‘TESTMASS<br />
HOLDING<br />
COIL<br />
--L<br />
x<br />
n”OXIMI’W SENSOR<br />
, ky<br />
FLEXIBLE JOINT<br />
,..., ,,,-*. ,*.*.<br />
I=<br />
Figure 4-219. Sketch of principle of a servo-controlled inverted pendular<br />
dual-axis accelerometer.
MWD and LWD 907<br />
Coils<br />
Po<br />
Figure 4-220. Schematic diagram of a servo-controlled single-axis<br />
accelerometer.<br />
THIN FILM PICK<strong>OF</strong>F AN0<br />
TOROUER LUOS<br />
ELECiRONlCS<br />
DAMPING GAPS<br />
PICK<strong>OF</strong>F PUIE<br />
(a)<br />
(b)<br />
Figure 4-221. Servo-controlled “single-axis” Sunstrand accelerometer:<br />
(a) accelerometer photograph; (b) exploded view of the accelerometer.<br />
(Courtesy Sunstrand [ 1 021.)<br />
all the errors, and their variation with temperature. In this case, the accelerometer<br />
temperature must be known. The maximum current feedback defines a<br />
measurement range beyond which the accelerometer is saturated. Vibrations<br />
must be limited in order not to disturb the accelerometer response.<br />
Assume that the accelerometer has the ideal response shown in Figure 4-223,<br />
with a measurement range of 2 g (32.2 ft/s2). We want to measure 1 g, but the<br />
ambient vibration level is f3 g. In this case, the accelerometer’s indications<br />
are shaved and the mean value obtained is not 1 g but 0.5 g. The maximum<br />
acceleration due to vibrations which are not filtered mechanically, plus the
908 Drilling and Well Completions<br />
Holding Current I<br />
Scale Factor Error<br />
c<br />
Acceleration<br />
Figure 4-222. Accelerometer response.<br />
Figure 4-223. Effect of vibrations on an accelerometer response.
MWD and LWD 909<br />
continuous component to be measured, must be less than the instrument’s<br />
measurement range.<br />
These instruments serve to measure the earth’s gravitational field with a<br />
maximum value of 1 g. The typical values of the characteristics are:<br />
scale factor, 3 mA/g<br />
resolution, g<br />
skew, g<br />
service temperature, -55 to +15OoC<br />
For measurement ranges from 0 to 180°, three accelerometers mounted<br />
orthogonally must be used as shown in Figure 4-224. The x and y accelerometers<br />
are mounted with their sensitive axis perpendicular to the tool axis. The z<br />
accelerometer is mounted with its sensitive axis lined up with the tool axis.<br />
2-ACCELEROMETER<br />
HOLDING POlN T<br />
Y-ACCELEROMETER<br />
X-ACCEtEROMETER<br />
CONNECTOR<br />
OLDlNG POINT<br />
FERENCE PIN<br />
Figure 4-224. Mechanical drawing of the accelerometer section of a<br />
directional tool. (Courtesy Sunstrand [102].)
910 Drilling and Well Completions<br />
Figure 4-225 shows the inclination measurement using a triaxial sensor<br />
featuring three accelerometers. The three coordinates of the earth's gravitational<br />
acceleration vector serve to define this vector in the reference frame of the<br />
probe. The earth's acceleration is computed as<br />
G=,/G;+G;+G; (4-173)<br />
It must be equal to the 32.2 ft/s2; otherwise the accelerometers are not working<br />
correctly. When the readings are in g units, G must be equal to one.<br />
For the best accuracy, inclination less than 60" is computed with<br />
dG; + G:<br />
i = arc sin<br />
G<br />
(4-174)<br />
and for i greater than 60"<br />
G<br />
i = arc cos2<br />
G<br />
(4-175)<br />
PLANE NORMAL<br />
TO COLLAR<br />
TOR<br />
Figure 4-225. Vector diagram of the inclination measurement with three<br />
accelerometers.
MWD and LWD 911<br />
The gravity tool face angle, or angle between the plane defined by the borehole<br />
axis and the vertical and the plane defined by the borehole axis and the BHA<br />
axis below the bent sub, can also be calculated. Figure 4-226 shows the gravity<br />
tool face angle. It is readily calculated using the equation<br />
-G<br />
TF = arc tan 2<br />
G,<br />
(4-1 76)<br />
The gravity tool face angle is used to steer the well to the right, TF > 0, or to<br />
the left, TF < 0.<br />
Typical specifications for a gravity sensor are as follows:<br />
Temperature<br />
Operating = 0 to 200°C<br />
Storage = -40 to 200°C<br />
Scale factor = 0.01 V/OC<br />
Power requirement<br />
24 V nominal<br />
Less than 100 mA<br />
Output impedance<br />
10 sz<br />
Figure 4-226. Solid geometry representing the gravity tool face angle concept.
912 Drilling and Well Completions<br />
Mechanical characteristics<br />
Length = 60 cm (24 in.)<br />
Diameter = 3.75 cm (1.5 in.)<br />
Mass = 2 kg (4 lb)<br />
Alignment = f0.4”<br />
Electrical characteristics<br />
Scale factor = 5 V/g fl% (g = 32.2 ft/s2)<br />
Bias = f0.005 g @ 25°C<br />
Linearity = fO.l% full scale<br />
Environmental characteristics<br />
Vibrations = 1.5 cm p-p (peak-to-peak), 10 to 50 Hz<br />
50g, 50 to 2000 Hz<br />
Shock = 2000 g, 0.5 ms, 0.5 sine<br />
Magnetometers. Magnetometers used in the steering tools or MWD tools are<br />
of the flux-gate type.<br />
The basic definition of a magnetometer is a device that detects magnetic<br />
fields and measures their magnitude and/or direction. One of the simplest types<br />
of magnetometers is the magnetic compass. However, due to its damping<br />
problems more intricate designs of magnetometers have been developed. The<br />
“Hall effect” magnetometer is the least sensitive. The “flux-gate” magnetometer<br />
concept is based on the magnetic saturation of an iron alloy core.<br />
If a strip of an iron alloy that is highly “permeable” and has sharp “saturation<br />
characteristics” is placed parallel to the earth’s magnetic field, as in Figure 4227,<br />
some of the lines of flux of the earth’s field will take a short cut through the<br />
alloy strip, since it offers less resistance to their flow than does the air. If we<br />
place a coil of wire around the strip, as in Figure 4-228 and pass enough<br />
electrical current through the coil to “saturate” the strip, the lines of flux due<br />
to earth’s field will no longer flow through the strip, since its permeability has<br />
been greater reduced.<br />
Therefore, the strip of iron alloy acts as a “flux gate” to the lines of flux of<br />
the earth’s magnetic field. When the strip is not saturated, the gate is open<br />
and the lines of flux bunch together and flow through the strip. However, when<br />
the strip is saturated by passing and electric current through a coil wound on<br />
it, the gate closes and the lines of flux pop out and resume their original paths.<br />
One of the basic laws of electricity, Faraday’s law, tells us that when a line of<br />
magnetic flux cuts or passes through an electric conductor a voltage is produced<br />
in that conductor. If an AC current is applied to the drive winding A-A, of Figure<br />
4-228, the flux gate will be opening and closing at twice the frequency of the<br />
AC current and we will have lines of flux from the earth’s field moving in and<br />
out of the alloy at a great rate. If these lines of flux can be made to pass through<br />
Flux Lines<br />
Figure 4-227. Magnetic flux-lines representation in a highly permeable iron<br />
alloy core.
g<br />
MWD and LWD 913<br />
A<br />
\<br />
DRIVE WINDING<br />
Figure 4-228. Magnetic flux-lines representation in a highly permeable iron<br />
alloy core saturated with an auxiliary magnetic field.<br />
an electrical conductor (“sense winding”), a voltage will be induced each time<br />
they pop in or out of the alloy strip. This induced voltage in the sense windings<br />
is proportional to the number of lines of flux cutting through it, and thus<br />
proportional to the intensity of that component of the earth’s magnetic field<br />
that lies parallel to the alloy strip.<br />
When the alloy strip is saturated, a lot of other lines of flux are created that<br />
are not shown in Figure 4-228. The lines of flux must be sorted out from the<br />
lines of flux due to the earth’s field to enable a meaningful signal to be<br />
produced. A toroidal core as shown in Figure 4-229 will enable this separation<br />
of lines of flux to be accomplished. The material used for the toroidal core is<br />
usually mu metal.<br />
Each time the external lines of flux are drawn into the core, they pass through<br />
the sense windings B-B to generate a voltage pulse whose amplitude is proportional<br />
to the intensity of that component of the external field that is parallel<br />
to the centerline of the sense winding. The polarity, or direction of this pulse,<br />
will be determined by the polarity of the external field with respect to the sense<br />
windings. When the flux lines are expelled from the core they cut the sense<br />
DRIVE<br />
WlNOlNG<br />
A<br />
A<br />
b<br />
SENSE<br />
0 WINDING 8<br />
Figure 4-229. Sketch of principle of a single-axis flux-gate magnetometer.
914 Drilling and Well Completions<br />
windings in the opposite direction and generate another voltage pulse of the<br />
same amplitude but of opposite polarity or sign. Because of this voltage pulse<br />
occurring at twice the driving voltage frequency, the flux gate is sometimes<br />
known as "second harmonic magnetometer."<br />
The main advantages of the flux gate magnetometers are that they are solidstate<br />
devices much less sensitive to vibration than compasses, they have uniaxial<br />
sensitivity, and they are very accurate.<br />
Typical specifications are:<br />
Temperature<br />
Operating = 0 to 200°C<br />
Storage = -20 to 200°C<br />
Power requirement, output in impedance, and mechanical characteristics are similar<br />
to the acceleromete sensors.<br />
Electrical characteristics<br />
Alignment = f0.5"<br />
Scale factor = 5 V/G k5%<br />
Bias = k0.005 G @ 25°C<br />
Linearity = f2% full scale<br />
Note: 1 gauss = 1G = tesla<br />
Environmental characteristics<br />
Vibrations = 1.5 cm p-p, 2 to 10 Hz<br />
20 g, 10 to 200 Hz<br />
Shock = 1000 g, 0.5 ms, 0.5 sine<br />
Figure 4-230 shows the photograph of a Develco high-temperature directional<br />
sensor. For all the sensor packages, calibration data taken at 25, 75, 125, 150,<br />
175 and 200°C are provided. Computer modeling coefficients provide sensor<br />
accuracy of fO.OO1 G and fO.1" alignment from 0 to 175°C. From 175 to 200°C<br />
the sensor accuracy is f0.003 G and f0.1" alignment.<br />
Example 1 : Steering Tool Measurements-Tool<br />
Face, Deviation<br />
Single-axis accelerometer systems are used in the steering tools and MWD tools<br />
for inclination and tool face data acquisition. Using a spreadsheet, compute the<br />
current values for each accelerometer in the following cases:<br />
Use a spreadsheet for a three single-axis accelerometer system mounted in a<br />
steering tool or a MWD tool and compute the output current values for each<br />
accelerometer in the following cases:<br />
1. Tool-face angle: 0"<br />
Hole deviation: 0, 15, 30, 45, 60, 75, 90"<br />
2. Hole deviation: 30"<br />
Tool-face angle: -180, -135, -90, -45, 0, 45, 90, 135, 180"<br />
The usual conventions as shown in Figure 4-231 are:<br />
Axis x lines up with the mule shoe key and the tool face.<br />
Axis y is perpendicular to Ox and Oz.<br />
Axis z is the same as tool axis or borehole axis, oriented downward.
MWD and LWD 915<br />
Figure 4-230. Photograph of a high-temperature directional sensor with three<br />
accelerometers and three magnetometers. (Courtesy Develco [I 031.)<br />
The tool face angles are counted looking downward, clockwise positive and<br />
counterclockwise negative.<br />
We will assume a perfect accelerometer calibration line that reads 3 mA<br />
for 1 g of acceleration.<br />
Solution<br />
Tables 4-118 and 4-119 give answers to Example 1 in tabular form.<br />
Example 2: Steering Tool Measurements-Tool<br />
Face, Deviation, and Azimuth<br />
The following set of data have been recorded with a MWD directional package:<br />
Gx = -0.2 mA<br />
GY = 0.1 mA<br />
Gz = 2.99 mA<br />
Accelerometer sensitivity: 3 mA = 1 g
916 Drilling and Well Completions<br />
Hx = 0.1 G<br />
HY = -0.2 G<br />
Hz = 0.484 G<br />
Earth magnetic field amplitude: 0.52 G<br />
Earth magnetic field inclination/vertical: 32"<br />
High Side<br />
I<br />
Figure 4-231. Vector diagram for the tool-face determination.<br />
Table 4-118<br />
Accelerometer Output for 0" Tool-Face Angle and Various Tool-Face Angles<br />
Hole AXIS x Axis y Axis z<br />
Devlation (") Tool Face (") (mA) (mA) (mA)<br />
0 0 0.00 0.00 3.00<br />
15 0 0.78 0.00 2.90<br />
30 0 1.50 0.00 2.60<br />
45 0 2.12 0.00 2.12<br />
60 0 2.60 0.00 1.50<br />
75 0 2.90 0.00 0.78<br />
90 0 3.00 0.00 0.00
Table 4-119<br />
Accelerometer Output for 30" of Hole Deviation<br />
Angle and Various Tool-Face Angles<br />
MWD and LWD 917<br />
Hole Axis x Axis y Axis z<br />
Deviation (") Tool Face (") (mA) (mA) (mA)<br />
30<br />
30<br />
30<br />
30<br />
30<br />
30<br />
30<br />
30<br />
30<br />
-1 80<br />
-1 35<br />
-90<br />
-45<br />
0<br />
45<br />
90<br />
135<br />
180<br />
-1.50<br />
-1.06<br />
0.00<br />
1.06<br />
1.50<br />
1.06<br />
0.00<br />
-1.06<br />
-1.50<br />
0.00<br />
-1.06<br />
-1.50<br />
-1.06<br />
0.00<br />
1.06<br />
1.50<br />
1.06<br />
0.00<br />
2.60<br />
2.60<br />
2.60<br />
2.60<br />
2.60<br />
2.60<br />
2.60<br />
2.60<br />
2.60<br />
1. Compute the inclination of the borehole. Are the accelerometers working<br />
properly? Why?<br />
2. Compute the tool face angle, clockwise and counterclockwise. If we drill<br />
ahead with this angle is the hole going to turn left or right?<br />
3. Compute the field disturbance Hdc due to the drill collars.<br />
4. Compute the inclination of the corrected magnetic field. Does it check with<br />
the local data? What could prevent this inclination from being correct?<br />
5. Give the principle of one of the borehole azimuth calculation methods.<br />
Solution<br />
1. The inclination is i = 4.27". Yes, the accelerometers work properly because<br />
2. The tool-face angle is TF = 26.56'. The borehole is turning right.<br />
3. Hz = 0.469 G, H,, = 0.014 G.<br />
4. Corrected field inclination: 25.69". External disturbance: nearby casing or<br />
drill collar hot spots.<br />
5. If Z is the borehole axis unit vector,<br />
compute A = G x Z (vector product)<br />
B=GxH<br />
and<br />
AaB<br />
cosa = -<br />
1-41 PI<br />
(scalar product)<br />
Example 3: Steering Tool Measurements-Tool<br />
Deviation, and Azimuth<br />
Face,<br />
A steering tool is normally used during drilling with a mud motor and is<br />
connected to the surface with an electric wireline. The sensing devices shown<br />
in Figure 4-232 are also used in most MWD mud pulse systems. The coordinates
918 Drilling and Well Completions<br />
Z<br />
H'<br />
KEY<br />
Figure 4-232. Schematic view of the sensor arrangement in a steering tool.<br />
of two vectors are permanently measured during drilling in the frame of<br />
reference of the sonde. They are<br />
Vector gravity G, which represents the vertical direction and is defined by<br />
the coordinates Gx, CY and GI.<br />
Vector magnetic field, which is located in the north vertical plane and is<br />
defined by the coordinates Hx, HY and HI.
MWD and LWD 919<br />
Also needed:<br />
Vector well direction located along the well (sonde axis) and is defined by<br />
the coordinates Zx = 0, Zy = 0 and Zz = 1.<br />
Ox is lined up with the mule shoe key and the tool face direction.<br />
For the numerical applications, we shall have:<br />
Accelerometer scale factor 3 mA/g, Ix = -2 mA, Iy = 1 mA, IT = 2 mA at a<br />
given depth,<br />
Magnetometer readings: Hx = -0.1077 G, HY = 0.2 G, Hz = 0.45 G at the<br />
same depth,<br />
Magnitude of the magnetic field: 0.52 G, magnetic field inclination: 30"<br />
with respect to the vertical.<br />
1. Compute the borehole deviation. Show that a check of the accelerometer<br />
readings is possible if we assume that the G vector module is g.<br />
2. Compute the tool face orientation. In the numerical application above, is<br />
the borehole going to turn right, left or go straight if we keep on drilling<br />
with this orientation?<br />
3. Show that we can check the magnitude of the magnetic field vector and<br />
correct for an axial field due to the drill collars.<br />
4. Compute the dip angle of the magnetic field vector after correction for<br />
the drill collar field, it should check with the local magnetic field data.<br />
What do you conclude if it does not?<br />
5. Compute the orientation of the borehole with respect to magnetic north<br />
without axial field correction.<br />
6. Write an interactive computer program for solving the above questions.<br />
Solution<br />
1. i = 48.2"; 3 mA.<br />
2. TF = +26.5"; turning right.<br />
3. Drill collar magnetic field = 0.0178 G; H7 corrected = 0.468 G.<br />
4. h = 30" from vertical.<br />
5. One way of making the calculation is to use the three vectors:<br />
G (Gx, G , GI)<br />
H (Hx, dy? HJ<br />
z (0, 0, 1)<br />
(See Figure 4-233 a and b).<br />
a. Compute the coordinates of vector A normal to vector G and vector H.<br />
Vector A = cross-product of vector G by vector H.<br />
b. Compute the coordinates of vector B normal to vector G and vector Z.<br />
Vector B = cross-product of vector G by vector Z.<br />
c. Compute the angle between vector A and vector B. Being both normal<br />
to vector G, they are in the horizontal plane. The angle represents the<br />
azimuth. In some configurations 180" must be added. The angle is<br />
computed by making the scalar product of vector A by vector B.<br />
A B = (AI IBI cos Az = AxBx + AyBy + AzBz<br />
Care must be exercised since cos(Az) = cos(-Az).<br />
d. Numerical results: Angle between vertical planes, 31.71"; azimuth, 328.29".
920 Drilling and Well Completions<br />
328.29'<br />
/<br />
Top view of<br />
Plane Normal to<br />
Oz in 0<br />
Trace of Borehole Axis<br />
+<br />
Down<br />
b)<br />
X<br />
Figure 4-233. Representation of the three main vectors: (a) solid geometry<br />
view; (b) projection on plan normal to 0,.<br />
Note: Another way, probably less ambiguous, to compute the azimuth is to make a rotation of<br />
coordinates around Oz to bring Ox in the vertical plane and Oy in the horizontal plane. Then,<br />
make another rotation around Oy to bring Oz vertical and Ox in the horizontal plane. The azimuth<br />
is the clockwise angle between the new OH: and Ox.<br />
Example 4: Steering Tool Measurements-Trajectory<br />
Forecast<br />
An interesting problem that can be solved with the steering tool or the MWD<br />
measurements is the trajectory forecast when drilling ahead with a given bent<br />
sub (constant angle), and a given tool-face angle.<br />
1. After drilling the mud motor length with a given tool face angle and a<br />
given bent sub angle, what is the borehole deviation and orientation likely<br />
to be at the mud motor depth?
MWD and LWD 921<br />
Using the drawing Figure 4-234 find the algorithm to compute these<br />
angles. Write a short computer program and use the data of Example 3<br />
for a numerical application with a 2" sub.<br />
2. If we change the tool face angle to -30" (turning left), what will be the<br />
probable borehole deviation and azimuth after drilling another motor<br />
length? Use the same computer program.<br />
Note: We will assume that the borehole axis is the same as the drill collar axis<br />
at the steering tool depth and also that the borehole axis is the same as the<br />
mud motor axis at the mud motor depth.<br />
Solution<br />
The same algorithms are used as in Example 3. The vector Z (0, 0, 1) is<br />
replaced by vector Z (sin 2' cos TF, sin 2" sin TF, cos 2"). This new vector<br />
Z should be used to compute the new inclination, using the scalar product<br />
Figure 4-234. Vector diagram showing the mud motor axis as well as the<br />
steering tool axis.
~~ ~<br />
922 Drilling and Well Completions<br />
between vector G and new vector Z. The new vector Z should also be used to<br />
compute the new azimuth.<br />
Vibrations and Shocks<br />
Measurements while drilling are made with sensors and downhole electronics<br />
that must operate in an environment where vibrations and shocks are sometimes<br />
extremely severe. A brief study of vibrations and shocks will be made to<br />
understand better the meaning of the specifications mentioned earlier.<br />
The vibration frequencies encountered during drilling are well known. They<br />
correspond to the rotation of the drill bit, to the passing of the bit rollers over the<br />
same hard spot on the cutting face, and to the impact of the teeth. Figure 4235<br />
gives the order of magnitude for frequencies in hertz (60 rpm = 1 Hz). In each<br />
type the lowest frequencies correspond to rotary drilling and the highest ones<br />
correspond to turbodrilling. Three vibrational modes are encountered:<br />
1. axial vibrations due to the bouncing of the drill bit on the bottom<br />
2. transverse vibrations generally stemming from axial vibrations by buckling<br />
or mechanical resonance<br />
3. angular vibrations due to the momentary catching of the rollers or stabilizers<br />
In vertical rotary drilling, the drillpipes are almost axially and angularly free.<br />
Therefore, the highest level of axial and angular vibration is encountered for<br />
this type of drilling. In deviated rotary drilling, the rubbing of the drill string<br />
on the well wall reduces axial vibrations, but the stabilizers increase angular<br />
vibrations. In drilling with a downhole motor, the rubbing of the bent sub on<br />
the well wall reduces the amplitude of all vibrations.<br />
Vibrations are characterized by their peak-to-peak amplitude at low frequencies<br />
or by their acceleration at high frequencies. Assuming that vibration is sinusoidal,<br />
the equation for motion is<br />
A .<br />
x = -sin2af<br />
2<br />
x t<br />
(4-1 77)<br />
Rotation<br />
30<br />
Ro I le rs<br />
L<br />
3<br />
25(<br />
Teeth<br />
r<br />
I<br />
15<br />
100 1<br />
Frequencies 1 10 .<br />
Hz<br />
Figure 4-235. Main vibration frequencies encountered while drilling.
MWD and LWD 923<br />
where x = elongation in m<br />
A = peak-to-peak amplitude in m<br />
f = frequency in Hz<br />
t = time in s<br />
By deriving twice, acceleration becomes<br />
A<br />
a = --(2nf)'sin2nf x t (4-178)<br />
2<br />
Maximum acceleration is thus am = 2An2P. For example, peak-to-peak 12 mm at<br />
10 Hz corresponds to am = 11.8 m/s2 = 1.2 g. Acceleration of gravity is expressed<br />
as g.<br />
Very few vibration measurements are described in the literature, but the<br />
figures in Figure 4-236 can be proposed for vertical rotary drilling. The lower<br />
limits correspond to soft sandy formations and the upper limits to heterogeneous<br />
formations with hard zones. Table 4-120 gives the specifications that the<br />
manufacturers propose for several tools.<br />
The shocks that measuring devices are subjected to are generally characterized<br />
by an acceleration (or deceleration) and a time span. For example, a device is<br />
said to withstand 500 g (5,000 m/s') for 10 ms. This refers to a "half-sine." Shock<br />
testing machines produce a deceleration impulse having the form shown in<br />
Figure 4-237.<br />
In the preceding example, a, = 500 g, t, - t, = 10 ms. The impulse represented<br />
as a solid line is approximately equivalent to the rectangular amplitude impulse<br />
0.66 a,. This impulse can be used for calculating the deceleration distance,<br />
which is<br />
1<br />
d = Jjt:adt = -0.66a,t2<br />
2<br />
Axial<br />
Vibrations<br />
Transverse<br />
Vibrations<br />
Angular<br />
Vibrations<br />
2 - 100 MM-CC<br />
I 30 I 250<br />
I<br />
I<br />
1 - 50 MM-CC<br />
I<br />
///I/////<br />
I<br />
I<br />
I<br />
Frequencies 1<br />
Hz<br />
10 100 300<br />
Figure 4-236. Order of magnitude of the vibration amplitudes encountered<br />
during drilling.
~~<br />
~~<br />
944 Drilling and Well Completions<br />
Table 4-120<br />
Resistance of Some Directional Toois or Components to Vibrations<br />
Tool Low Frequencies High Frequencies<br />
Azintac (1)<br />
1 mm cm3 (5-50 Hz) 10 g (50-500 Hz)<br />
Drill-director (2) 2 g (5-45 Hz) 5 g (45-400 Hz)<br />
0-Flex accelerometer 25 9<br />
Develco accelerometer<br />
12.7 mm cm3 (20-40 Hz) 40 g (40-2000 Hz)<br />
4-Gimbal gyroscope<br />
2 g (1!I-200 Hz)<br />
2-Axis gyroscope<br />
5 g (10-300 Hz)<br />
On-shore military specifications<br />
14 g (50-2000 Hz)<br />
(1) lust. Fr. du Pet. trademark<br />
(2) Humphrey Inc. trademark<br />
(The acceleration values correspond to maximum amplitudes.)<br />
a<br />
b<br />
0' tl t<br />
Figure 4-237. Theoretical deceleration variation during a shock or impact.<br />
and the velocity at the beginning of the deceleration:<br />
v = (::adt<br />
= 0.66amt<br />
For 500 g, 10 ms, we would have<br />
d = 0.33 x 5000 x (0.01)2 = 0.16 m<br />
v = 0.66 x 5000 x 0.01 = 33 m/s<br />
assuming that 1 g = 10 m/s2.<br />
Assuming the deceleration constant, as in the square approximation of Figure<br />
4-237, we have a constant braking force, which is<br />
F = ma = 0.66 mam (4-179)
MWD and LWD 925<br />
where m is the decelerated mass. For a 2-kg mass and am = 500 g (5,000 m/s*)<br />
F = 2 x 0.66 x 5000 = 660 daN<br />
Note: 1 daN = 2.25 Ib<br />
Measuring devices run inside the drillstring are mainly subject to axial<br />
impacts. These shocks come from sudden halts in the mule shoe or from an<br />
obstruction in the string. The measuring devices used while drilling are generally<br />
subjected to axial and angular impacts caused by the bouncing of the bit on<br />
the bottom and by the catching of the rollers and stabilizers on the borehole<br />
walls. There is very little information in the literature about measuring impacts<br />
while drilling.<br />
Table 4-12 1 gives the specifications compiled by manufacturers for several<br />
measuring devices. It can thus be seen that such devices must be equipped with<br />
an axial braking system capable of having a stroke of 10 and even 20 cm.<br />
Future Developments. Orientation measurements while drilling are practically<br />
impossible with gimbal gyroscopes. Two-axis flexible-joint gyroscopes should be<br />
able to withstand vibrations and impacts while maintaining a sufficiently accurate<br />
heading provided that periodic recalibration is performed by halting drilling<br />
and switching on the north seeking mode. In the more distant future, laser or<br />
optical-fiber gyroscopes that have been suitably miniaturized should provide a<br />
solution.<br />
Example 5: Vibration and Shock Analysis-Measurement<br />
Package Design<br />
An MWD sensor package has the following specifications:<br />
package mass: 0.906 kg (weight: 2 Ib)<br />
maximum vibrations allowable (all axes)<br />
0.5411 p-p for 2 to 10 Hz<br />
20 g for 10 to 200 Hz<br />
shocks: 1000 g, 0.5 ms (all axes) (g = 9.81 m/s' = 32.17 ft/s2)<br />
Tool<br />
Table 4-1 21<br />
Resistance of Some Directional Tools or<br />
Components to Axial Shocks or Impacts<br />
Deceleration Braklng Initial Velocity<br />
(9. G) Time (ms) Distance (m) (ds)<br />
Azintac 60 11 0.024 4.35<br />
Drill-director 700 10 0.23 46.2<br />
Q-Flex accelerometer 250 11 0.10 18.15<br />
Develco accelerometer 400 1 0.0013 2.64<br />
4-Gimbal accelerometer 50 10 0.016 3.3<br />
2-Axis gyroscope 100 10 0.033 6.6<br />
Military specifications 30 to 100 10
926 Drilling and Well Completions<br />
1. Vz’ibrations:<br />
a. Compute the maximum acceleration that the instrument will accept at<br />
2 and at 10 Hz.<br />
b. Compute the peak to peak motion which can be applied to the instrument<br />
at 10 and 200 Hz.<br />
c. Compare the 10-Hz values. At what frequency will the peak to peak data<br />
of the low frequency be consistent with the acceleration data of the high<br />
frequency?<br />
d. The package is held in a housing with several rubber rings laterally<br />
assumed to behave like perfect springs. Two different ring stiffnesses<br />
are available with total values of:<br />
100 lb/in<br />
10,000 lb/in<br />
Compute the resonant frequencies for lateral vibrations. In the frequency<br />
range usually encountered in drilling, which one should be used?<br />
2. Shocks along the borehole axis (sensor package axis):<br />
Assume that the shock specification refers to the maximum deceleration<br />
(am,) of a half sine wave impact. The mean deceleration will be taken equal<br />
to 0.66 amax.<br />
a. Assuming a dampener in the tool housing exerting a constant force and<br />
the housing stopping abruptly, compute according to the specifications:<br />
the distance of deceleration<br />
9 the velocity at the beginning of the deceleration<br />
the braking force applied to the sensor package<br />
b. Now if the braking force is supplied with a coil spring of 5,000 lb/in.<br />
compute:<br />
the braking length for the velocity calculated in a.<br />
the maximum deceleration, is it acceptable?<br />
will such a coil spring be suitable for the vertical vibrations generated<br />
in rotary drilling?<br />
Solution<br />
1. a. 0.1 and 2.55 g<br />
b. 3.91 and 0.039 in.<br />
c. At 10-Hz amplitudes: 0.5 and 3.91 in.; 28 Hz<br />
d. 22 and 221 Hz; lO,OOO-lb/in. ring more suitable since frequency further<br />
from drilling frequencies<br />
2. a. d = 0.03 in.; v = 10.6 ft/s; F = 1320 lb<br />
b. x = 0.13 in.; a = 324 g (am = 491 g); acceptable; f = 156 Hz; acceptable<br />
Example 6: Vibration and Shock Analysis-Mule<br />
Shoe Engaging Shock<br />
A steering tool sensor and electronic package is mounted in a housing in<br />
Figure 4-238 with a shock absorber and a spring to decrease the value of<br />
deceleration when engaging the mule shoe.<br />
The package has a mass of 2 kg or a weight of 4.415 lb. Assume a downward<br />
velocity of about 10 ft/s. The shock absorber develops a constant force (independent<br />
of the relative velocity) of 10 lb (44.48 N). The spring stiffness is 57.10<br />
lb/in. The potential energy due to gravity will be neglected.<br />
1. Taking into account only the shock absorber, compute the distance x<br />
traveled by the instrument package with respect to the housing when the
MWD and LWD 927<br />
- Housing<br />
c<br />
Sensor Package<br />
I<br />
1<br />
V = 36,000 Wsec<br />
(1 0,973 m/s)<br />
- Spring<br />
- Shock Absorber<br />
///////,I////////
928 Drilling and Well Completions<br />
housing stops abruptly. Compute the maximum deceleration x in g's<br />
and the deceleration time t. All calculations can be made in English or<br />
metric units.<br />
2. Taking into account the spring only compute the distance traveled x and<br />
the maximum deceleration a in g's when the housing stops abruptly.<br />
3. Now if both the spring and the shock absorber are acting together, what<br />
will be the distance traveled x and the maximum deceleration a in g's when<br />
the housing stops abruptly?<br />
4. What is the advantage in adding a shock absorber to the spring in such a<br />
system?<br />
Solution<br />
1. Neglect the effect of gravity. Energy balance: Fx = 4 mv2 (v = 3.048 m/s)<br />
x = mv2/2F = 0.209 m<br />
a = F/m = 22.24 m/s2 = 2.26 g<br />
x = +at2 + t = (2~/a)'/~ = 0.137 s<br />
x = 0.209 m = 0.685 ft = 8.23 in. = 20.9 cm<br />
a = 2.26 g<br />
t = 0.137 s = 137 ms<br />
2. Before the tool hits, going down at a constant velocity, the spring is already<br />
compressed by the weight of the instrument package, so the effect of<br />
gravity can be neglected. Energy balance:<br />
;Smv2 = +kx2<br />
x = (mv2/k)'/' = 0.043 m = 0.141 ft = 1.69 in.<br />
Fma = kx = 430 N<br />
a = F/m = 215 m/s2 = 705.38 ft/s2 = 21.9 g<br />
x = 0.043 m = 0.141 ft = 4.3 cm = 1.69 in.<br />
a = 21.9 g<br />
3. Still neglecting gravity. Energy balance: Fx + +kx2 = +mv2<br />
kx2 + 2Fx - mv2 = 0<br />
x = [-F + (F2 + kmv2)1/21/k = 0.0388 m = 0.127 ft = 1.53 in. = 3.88 cm<br />
F, = FS + 1/2 kx = 432.5 N<br />
a = F/m = 216.2 m/s2 = 709.5 ft/s2 = 22.03 g<br />
x = 3.88 cm = 1.53 in.<br />
a = 22.03 g<br />
4. Oscillations will be dampened; x slightly decreased: 3.88 cm versus 4.3 cm.<br />
Teledrift and Teleorienter<br />
The first transmission of data during drilling using mud pulses was commercialized<br />
by B.J. Hughes Inc. in 1965 under the name of teledrift and<br />
teleorienter. Both tools are purely mechanical. A general sketch of principle is<br />
given in Figure 4-239. The tool is now operated by Teledrift Inc.<br />
The tool generates at bottom positive pulses by restricting momentarily the<br />
flow of mud each time that the mud flow (pumps) is started. The pulses are<br />
detected at surface on the stand pipe and recorded as a function of time.<br />
Figure 4-240 shows the sketch of principle of the teledrift unit which is<br />
measuring inclination.<br />
A pendulum hangs in a conical grooved bore. A spring tends to move the<br />
pendulum and the poppet valve upwards when the circulation stops. If the tool
MWD and LWD 929<br />
Pressure<br />
Pick-up<br />
Figure 4-239. Sketch of principle of the teledrift tool or teleorienter tool<br />
attached to the drillstring. (Courtesy Teledrift, Inc. [104].)<br />
is inclined, the pendulum catches the grooves at different levels according to<br />
the inclination and stops there. For example, for minimum inclination (Figure<br />
4-240b) it stops the poppet valve past the first restriction. In Figure 4-240d, the<br />
poppet valve stops past the seventh restriction due to the high inclination.<br />
When the circulation is started, the poppet valve travels slowly down, generating<br />
one pressure pulse when passing each restriction. The measurement range<br />
in the standard tool is of 2.5" (also 7" ranges, 1" increments, max. 17").<br />
Table 4-122 gives the inclination angles corresponding to one to seven pulses<br />
with three cones. Fifteen cones are available. The maximum measurable angle<br />
is IO". The range must be selected before lowering the drillstring.
930 Drilling and Well Completions<br />
Surface Recordings<br />
of Pressure Signals<br />
I<br />
Pulse Ring<br />
Fitting<br />
Shaft<br />
Signaling Knob<br />
Pulse Ring Tube<br />
Instrument Housing<br />
Upper Support<br />
Angle Range<br />
Adjusting Collar<br />
Coding Rod<br />
Stop Ring Assembly<br />
Pendulum<br />
Seat<br />
Orifice Block Assembly<br />
Lower Housing<br />
Lower Support<br />
DRILLING<br />
(B)<br />
CODED FOR<br />
MINIMUM<br />
ANGLE<br />
(C)<br />
CODED FOR<br />
MINIMUM<br />
ANGLE + 2"<br />
(D)<br />
CODED FOR<br />
MAXIMUM<br />
ANGLE<br />
1 SIGNAL<br />
2 SIGNALS<br />
7 SIGNALS<br />
Figure 4-240. Teledrift mechanism in various coding positions. (Courtesy<br />
Teledrift, lnc. [ 1 041.)<br />
Angle<br />
Range<br />
Table 4-1 22<br />
Teledrift Angle Range Settings<br />
Deviation Angle in Degrees<br />
1 signal 2 signals 3 signals 4 signals 5 signals 6 signals 7 signals<br />
0.5-3.0 0.5 1 .o 1.5 2.0 2.5 3.0 3+<br />
1.0-3.5 1.0 1.5 2.0 2.5 3.0 3.5 3.5+<br />
7.5-10.0 7.5 8.0 8.5 9.0 9.5 10.0 1 o.o+
MWD and LWD 931<br />
The cone can be replaced by a mechanism that senses the angular position<br />
rather than the inclination of the drillstring.<br />
The tool is then sensitive to the tool face and is called the teleorienter.<br />
Figure 2-241 shows the read-out display of the driller in a zero tool-face<br />
position. Four mud pressure pulses will be recorded each time the pumps are<br />
started. In Figure 4-242a, a tool-face value of 20" is indicated by three pulses,<br />
turning to the right. In Figure 4-24213, a tool-face value of -20" is indicated by<br />
five pulses, and the borehole is turning left.<br />
f.;;;\<br />
HOLE<br />
Figure 4-241. Driller read-out display of the teleorienter in a zero tool face<br />
angle "go straight, build angle" position. (Courtesy Teledrift, Inc. [104].)<br />
Figure 4-242. Driller read-out display of the teleorienter: (a) +20° tool-face<br />
angle, turning right position; (b) -20" tool-face angle, turning left position.<br />
(Courtesy Teledrift, Inc. [ 1 041.)
932 Drilling and Well Completions<br />
These tools have been widely used in the past by the cost conscious operators.<br />
The tool could be rented and operated by the rig floor personnel. However,<br />
the inclination ranges are limited, only one tool, teledrift or teleorienter, can<br />
be used during a trip, and only the tool-face angle is read by the teleorienter,<br />
not the azimuth.<br />
These tools are still available but tend to be replaced by the MWD systems.<br />
Mud Pressure and EM Telemetry<br />
Two methods are currently used to transmit data from downhole to surface:<br />
mud pressure telemetry and electromagnetic earth transmission.<br />
There are three principles for transmitting data by drilling mud pressure:<br />
1. positive pulses obtained by a momentaneous partial restriction of the<br />
downhole mud current;<br />
2. negative pulses obtained by creating a partial and momentaneous communication<br />
between the drill string internal mud stream and the annular<br />
space at the level of the drill collars;<br />
3. phase changes of a low-frequency oscillation of the drilling mud pressure<br />
induced downhole in the drillstring.<br />
Figure 4-243 shows sketches of the three systems.<br />
Transmission by Positive Pulses. This system is used by Inteq/Teleco. It is<br />
placed in a nonmagnetic drill collar containing sensors of the flux-gate type<br />
Figure 4-243. Telemetry systems using mud pressure waves: (a) negative<br />
pulse system; (b) positive pulse system; (c) continuous wave system.
MWD and LWD 933<br />
for measuring the direction of the earth’s magnetic field and accelerometers for<br />
measuring the gravity vector. An electromagnetic and electronic unit, every time<br />
rotation is halted, calculates and memorizes the azimuth, drift and tool face<br />
angles. Bottomhole electric power is supplied by an AC generator coupled with<br />
a turbine situated on the mud stream in the drill collar.<br />
In rotary drilling a rotation detector triggers angle measurements when the<br />
string stops rotating with circulation maintained. With a downhole motor the<br />
measurements are repeated as long as mud continues to circulate. The transmission<br />
uses a ten-bit digital coding. Figure 4-244 gives a schematic diagram of<br />
the positive pulse generator.<br />
Maximum Valve<br />
Travel \<br />
MudValve -<br />
Turbine %<br />
Vibration<br />
4<br />
Isolator<br />
A Valve<br />
Actuator<br />
. Generator<br />
Electrical<br />
Cable<br />
- Centralizer<br />
Sensor and<br />
Electronics Package<br />
, Vibration<br />
Isolator<br />
Figure 4-244. Schematic diagram of the positive pulse system. (Courtesy<br />
Inteq-Teleco [105].)
934 Drilling and Well Completions<br />
The coding principle is given in Figure 4-245. Each angular value of azimuth,<br />
drift and tool face is represented by ten bits. The practical “positive pulse”<br />
system is slightly different. The “1” bits correspond to incomplete strokes of the<br />
poppet valve as shown in Figure 4-246, making the system a slow phase-shiftkeying<br />
system. Transmission rates of 0.2 or 0.4 bit/s are commonly used.<br />
Marker pulse<br />
t 0 1 1 0 1 1 0 0 0<br />
\<br />
Time<br />
Figure 4-245. Principle of the coding of the positive pulse system. (Courtesy<br />
Inteq-Teleco [105].)<br />
0.2 biffsecond<br />
0.4 biysecond<br />
transmission rate<br />
transmission rate<br />
iioii pulse pressure<br />
rise or fall<br />
5 second fall --r - 2.5 second rise<br />
5 second rise - Seco2?dseconds<br />
pulse pressure ~<br />
2.5 second fall<br />
2.5 second fall - rise and fall<br />
2.5 second rise ’1 or fall and rise<br />
2.5 second rise J Over seconds<br />
2.5 second fall - 1 - 1.25 second fall<br />
over 2.5 seconds’-{<br />
-, .25 second<br />
‘{ 1 25 second rise<br />
7.25 second fall<br />
2.5 seconds {<br />
) 5 seconds<br />
Figure 4-246. Pressure waves used in the practical application of the<br />
positive pulse system. (Courtesy Inteq-Teleco 11 051.)
MWD and LWD 935<br />
The calculation of the amplitude of pressure variation at bottom can be done<br />
assuming that the restriction behaves as a choke. The pressure loss can be<br />
estimated using the relations<br />
Q' y 144<br />
AP =<br />
2.g,.c2.A~<br />
(4-180)<br />
where AP = pressure loss in psi<br />
Q = flowrate in ft5/s<br />
y = fluid specific weight in lb/ft3<br />
c = coefficient assumed to be one<br />
A,, = cross-sectional area of the restriction in<br />
g, = acceleration of gravity (32.2 ft/s2)<br />
When using a mud motor, the AP due to the restriction must be added to<br />
the AP due to the motor and the bit nozzles.<br />
The mud motor pressure loss is given by<br />
(4-1 8 1)<br />
where AP = pressure loss in psi<br />
W = motor power in HP<br />
q = motor efficiency<br />
Q = mud flowrate in gal/min<br />
Formula 4-180 will apply to the bit nozzle pressure loss.<br />
Transmission by Negative Pulses. Drilling with a nozzle bit or with a downhole<br />
motor introduces a differential pressure between the inside and the outside<br />
of drill collars. This differential pressure can be changed by opening a valve<br />
and creating a communication between the inside of the drill string and the<br />
annular space. In this way, negative pulses are created that can be used to<br />
transmit digital data in the same way as positive pulses. Halliburton and other<br />
companies are marketing devices using this transmission principle.<br />
Equation 4-180 can be used to calculate the pressure change inside the drill<br />
collars by changing the cross-sectional area A,, from bit nozzles only to bit nozzles<br />
plus the pulser nozzle.<br />
Continuous-Wave Transmission. Anadrill, a subsidiary of Schlumberger,<br />
markets a tool which produces a 12-Hz sinusoidal wave downhole. Ten-bit words<br />
representing data are transmitted by changing or maintaining the phase of the<br />
wave at regular intervals (0.66 s). A 180' phase change represents a 1, and phase<br />
maintenance represents a 0.<br />
Figure 4-247 shows a sketch of principle of the system and of the phase-shiftkeying<br />
technique. Frames of data are transmitted in a sequence. Each frame<br />
contains 16 words, and each word has 10 bits. Some important parameters may<br />
be repeated in the same frame, for example, in Figure 2-248, the torque Tp,<br />
the resistivity R and the gamma ray GR, are repeated four times. The weight<br />
on bit WOB is repeated twice, and the alternator voltage Val, one time. Note<br />
that a synchronization pulse train starts the frame.
936 Drilling and Well Completions<br />
Clock<br />
24Hz<br />
TiWU<br />
____)<br />
Clock bit " n n<br />
I<br />
Figure 4-247. Principle of the continuous wave system: (a) sketch of the<br />
siren and electronic block diagram; (b) principle of the coding by phase shift<br />
keying. (Courtesy Anadrill [106].)<br />
binary weight<br />
32 64 120 256 512 3<br />
0 1 1 0 1 0 0 0 0 0<br />
A # % m , V M M M n l * ~ ~<br />
I<br />
. I .... f ,T;<br />
le<br />
I 1 frame *I<br />
I<br />
I (16 words) I<br />
(1280 cycla3 - 106.7 secoiids)<br />
Figure 4-248. Example of a frame of data transmitted by the continuous<br />
wave system. (Courtesy Anadrill [106].)
MWD and LWD 937<br />
The early system was transmitting 1.5 bits/s (4 sine waves to identify one bit).<br />
Later systems went to 3 bits/s. Now with a 24-Hz carrier frequency, 6 bits/s<br />
can be transmitted.<br />
Then, with data compression techniques (sending only changes for most of<br />
the words in the frame and rotating the data), an effective transmission rate of<br />
10 bits/s can be achieved.<br />
The continuous wave technique has a definite advantage over the other<br />
techniques: a very narrow band of frequencies is needed to transmit the<br />
information. The pulse techniques, on the contrary, use a large band of frequencies,<br />
and the various noises, pump noises in particular, are more difficult<br />
to eliminate.<br />
In principle, several channels of information could be transmitted simultaneously<br />
with the continuous wave technique. In particular, a downward channel<br />
to control the tool modes and an upward channel to bring up the information.<br />
Fluidic Pulser System. A new type of pulser is being developed at Louisiana<br />
State University. It is based on a patent by A. B. Holmes [lo?’]. The throttling<br />
of the mud is obtained by creating a turbulent flow in a chamber as shown in<br />
Figure 4-249.<br />
A vortex is generated by momentarily introducing a dissymetry in the chamber.<br />
The resulting change in pressure loss can be switched on and off very rapidly.<br />
The switching time is approximately 1 ms and the amplitude of the pressure<br />
loss change can be as high as 145 psi (10 bars). The prototype tool can operate<br />
up to 20 Hz. Using a continuous wave with two cycles per bit could lead to a<br />
rate of 10 bits/s. With a data compression technique, 15 effective bits per second<br />
could be transmitted, corresponding to 1.5 data per second.<br />
Voltage signal pulses<br />
from instruments<br />
Figure 4-249. Fluidic mud pulser principlet. (Courtesy Louisiana State University<br />
11 071.1
938 Drilling and Well Completions<br />
Surface Detection of the Mud Pressure Signals. The pulse or wave amplitude<br />
varies largely according to depth, frequency, mud type and pulse generator<br />
device. A typical mud surface pulse amplitude is 1 bar (14.5 psi). In a sine wave<br />
transmission the surface amplitude may go as low as 0.1 bar (1.5 psi) rms. The<br />
pump noise must be lowered to minimum by the use of properly adjusted<br />
dampeners and triplex instead of duplex pumps, the pulse amplitude being about<br />
twice as large for the duplex pumps. The pump noise amplitude varies from<br />
0.1 to 10 or more bars (1.5 to 145 psi) with dominant frequencies ranging from<br />
2 to 10 Hz. The rotation speed of the pumps may have to be changed so the<br />
noise frequency does not interfere with the measurements. The pressure sensors<br />
are generally of the AC-type, which sense only the pressure variations. A<br />
common sensor is of the piezoelectric type with a crystal transducer. Generally<br />
a built-in constant current follower amplifier converts the signal to a low<br />
impedance voltage. A typical sensitivity is 5 V per 1,000 psi (70 bars) with a<br />
maximum constant pressure of 10,000 psi (700 bars). The filtering can be done<br />
with digital filters or Fourier transform analyzers. For a Fourier transform<br />
processing, the signal must be properly analog-filtered and then digitized. Two<br />
pressure transducers can be used at different locations on the standpipe, as<br />
shown in Figure 4-250, to take advantage of the phase shift that is opposite for<br />
pump noise and downhole signal. Sophisticated digital cross correlation techniques<br />
can then be used.<br />
Downhole Recording. Most MWD service companies offer the possibility of<br />
recording the data versus time downhole. The memories available may reach<br />
several megabytes, allowing the recording of many parameter values during many<br />
hours. This information is particularly valuable when the mud pulse link breaks<br />
down. The data can be dumped in a computer, during the following drillpipe trip.<br />
Figure 4-250. Surface pressure transducers location for pump noise elimination.
MWD and LWD 939<br />
Retrievable Tools. Retrievable MWD tools similar to the steering tools are<br />
available from several service companies. They are generally battery powered<br />
and generate coded positive pressure mud pulses or continuous pressure waves.<br />
The lower part of the tool has a mule shoe that engages in a sub for orientation.<br />
Currently, tools are available for measuring directional parameters and gamma<br />
rays. A typical retrievable tool is shown in Figure 4-251.<br />
Nonretrievable sleeve<br />
Impeller<br />
Rotor<br />
Stator<br />
Centralizer<br />
Electronics module<br />
Gamma Ray<br />
Battery module<br />
Pony Monel<br />
UBHO sub<br />
Bottom landing assembly<br />
'd<br />
Figure 4-251. Retrievable MWD tool . (Courtesy Anadrill [ 1061 .)
940 Drilling and Well Completions<br />
The benefits of such a tool are apparent in the following instances:<br />
kickoffs and sidetracks<br />
correction runs<br />
high stuck-pipe risk<br />
high temperature<br />
slim hole<br />
low-budget drilling<br />
Velocity and Attenuation of the Pressure Waves. The velocity and attenuation<br />
of the mud pulses or waves have been studied theoretically and experimentally.<br />
The velocity depends on the mud weight, mud compressibility, and on the<br />
drillpipe characteristics, and varies from 4920 ft/s for a light water-base mud<br />
to 3,940 ft/s for a heavy water-base mud. An oil-base mud velocity will vary<br />
from 3,940 ft/s for a light mud to 3,280 ft/s for a heavy mud.<br />
The propagation velocity can be calculated using the equation<br />
(4-182)<br />
and<br />
M=E<br />
(a' - b2)<br />
4 b2( f - 1)+2(1+ 1)(a2 + b2)<br />
(4-1 83)<br />
where V = pressure wave velocity in ft/s<br />
g, = acceleration due to gravity: 32.17 ft/s2<br />
B = mud bulk modulus in psi (inverse of compressibility)<br />
E = steel Young modulus of elasticity in psi<br />
a = OD of the pipe in in.<br />
b = ID of the pipe in in.<br />
h = steel Poisson ratio<br />
y = mud specific weight in lb/ft3<br />
For example, in a 9 lb/gal water-base mud, and a 44-in. steel drillpipe, the<br />
pressure wave velocity is 4,793 ft/s.<br />
The attenuation of the pressure waves increases with depth and with the mud<br />
pressure wave velocity. More attenuation is observed with oil-base muds, which<br />
are mostly used in deep or very deep holes, and can be calculated with the mud<br />
and pipe characteristics [ 1081 according to the equations<br />
--<br />
x<br />
P(x) = P(O)(e ") (4- 184)<br />
L = di 0 V . E<br />
(4-185)
MWD and LWD 941<br />
where P(x) = pressure wave amplitude at distance x in psi<br />
P(0) = pressure wave amplitude at distance 0 in psi<br />
q = kinematic viscosity in ft2/s (1 cSt x 1.075 x<br />
w = angular frequency in rad/s (0 = 2x0<br />
with f = frequency in Hz<br />
di = pipe internal diameter in ft<br />
V = wave velocity in ft/s<br />
= 1 ft2/s)<br />
Figure 4-252a and b gives the pressure wave amplitude versus the distance<br />
for various typical muds.<br />
Electromagnetic Transmission Systems. One system uses a low-frequency<br />
antenna built in the drill collars. This system is a two-way electromagnetic<br />
arrangement allowing communication from bottom to surface for data transmission<br />
and from surface to bottom to activate or modify the tool mode. At any<br />
time the sequence of the transmitted parameters, as well as the transmission<br />
rate, can be modified. The tool is battery powered and can work without mud<br />
circulation. The principle of the system is shown in Figure 4-253. The receiver<br />
is connected between the pipe string and an electrode away from the rig for<br />
the bottom to surface mode. This system can be used on- or off-shore. Two tools<br />
are available: the directional tool, which transmits inclination, azimuth, gravity<br />
tool face or magnetic tool face, magnetic field inclination and intensity; and<br />
the formation evaluation tool, which measures gamma ray and resistivity. The<br />
formation evaluation data are stored downhole in a memory that can be<br />
interrogated from the surface or transferred to a computer when pulling out.<br />
Figure 4-254a gives the attenuation per kilometer as a function of frequency<br />
for an average formation resistivity of 10 and 1 Q m.<br />
PULSE AMPLITUDE, psi<br />
2 5 10 20 50 100<br />
0<br />
PULSE AMPLITUDE, psi<br />
5 10 20 50 1<br />
0<br />
5,000<br />
5,000<br />
a=<br />
10,000 i<br />
.z<br />
10,000 I-<br />
L<br />
n<br />
15,000<br />
20,000<br />
20,000<br />
Figure 4-252. Wave amplitude variation as a function of distance in waterbase<br />
mud and in oil-base mud: (a) mud weight, 9 Ib/gal; (b) mud weight,<br />
17.9 Ib/galt. (Courtesy Petroleum Engineer International [108].)
942 Drilling and Well Completions<br />
Figure 4-253. Principle of the electromagnetic MWD transmission. (Courtesy<br />
Geoservices [log].)<br />
t<br />
A<br />
h<br />
0<br />
*<br />
I I *<br />
Frequency<br />
I I I<br />
0<br />
5 10 15<br />
5 10 15<br />
(a)<br />
(b)<br />
Frequency<br />
Figure 4-254. Attenuation of electromagnetic signals for 1 and 0 a m<br />
average earth resistivity: (a) attenuation as a function of frequency; (b)<br />
maximum depth reached versus frequency. (Courtesy Geoservices [log].)<br />
With the downhole power available and the signal detection threshold at<br />
surface, Figure 4-254b gives the maximum depth that can be reached by the<br />
technique as a function of frequency. Assuming that phase-shift keying is used<br />
with two cycles per bit, in a 10 m area (such as the Rocky mountains) a<br />
depth of 2 km (6,000 ft) could be reached while transmitting 7 bits/s.<br />
Coding and Decoding. Ten-bit binary codes are used to transmit the information<br />
in most techniques. In one technique, the maximum reading to be<br />
transmitted is divided ten times. In a word, each bit has the value corresponding<br />
to its rank.
Demonstration, Transmit a range of values between 0 and 90".<br />
MWD and LWD 943<br />
Bit 1 1 1 1 1 1 1 1 1 1<br />
Value 45 22.5 11.25 5.62 2.81 1.40 0.70 0.35 0.17 0.08789<br />
Word 1111111111 = 89.91"<br />
Word 1011011001 = 64.06'<br />
Word 0001100111 = 9.04"<br />
In another technique, each bit represents a power of two in a given word.<br />
The highest number that can be transmitted is<br />
as well as zero.<br />
The smallest value that can be transmitted for a full scale of 90" is<br />
90/1024 = 0.08789"<br />
Each bit has the following numerical value:<br />
Bit 29 2x 27 26 25 24 23 22 21 20<br />
Value 512 256 128 64 32 16 8 4 2 1<br />
For example, to transmit 64.06", the numerical value is<br />
64.06,/0.08789 = 729<br />
We will have one ''29" bit: 729 - 512 = 217<br />
one Y7" bit: 217 - 128 = 89<br />
one 'Y" bit: 89 - 64 = 25<br />
one Y4" bit: 25 - 16 = 9<br />
one 'Y" bit: 9 - 8 = 1<br />
one "2°" bit: 1 - 1 = 0.<br />
The word would be 1011011001 = 729. This is the same binary word as found<br />
previously. In each technique the accuracy is 0.08'789" for a range of 0 to 90".<br />
The rounding must be done the same way when coding and decoding.<br />
Example 7: Mud Pulse Telemetry-Positive<br />
Pulse Calculations<br />
A positive pulsing device has been designed as shown in Figure 4-255.<br />
1. Compute the pressure loss when the puppet valve travels from 0.2 to 0.5 in.,<br />
where 0.0 in. is the fully closed position, for each 0.05 in. for a flowrate<br />
of 400, 500 and 600 gal/min, and for a mud weight of 10 Ib/gal. The<br />
nozzle equation is<br />
Q = c A<br />
i;"y<br />
*144*g, *dP<br />
(4-186)
944 Drilling and Well Completions<br />
d<br />
I<br />
t<br />
Flgure 4-255. Typical positive pulse valve design.<br />
where Q = flowrate in ft3/s<br />
A = flow area in ft2<br />
C = flow factor (C = 1.0)<br />
dP = pressure loss in psi<br />
y = fluid specific weight in lb/fts<br />
g, = 32.18 ft/s2<br />
Trace the curve representing dP versus the puppet valve displacement<br />
for the 500-gal/min flowrate.
~~~<br />
MWD and LWD 945<br />
2. What is the pulse amplitude (pressure surge) for the various flowrates when<br />
the puppet valve travels from 0.2 to 0.5 in.? At what position will we have<br />
a half-height pulse?<br />
3. We are using a mud motor which rotates at 500 rpm and develops a useful<br />
power of 100 hp. Assuming a constant flowrate of 500 gal/min, no pressure<br />
loss in the bit nozzles and 80% motor efficiency, compute the total<br />
bottomhole assembly AP at 0.2- and 0.5-in. valve opening.<br />
4. The pulses are used to transmit deviation data from 0' to 90' with a 45,<br />
22.5, 11.25, etc., sequence binary code of 10 bits. What is the transmission<br />
accuracy? Give the binary number for 27.4'.<br />
5. Assuming the pressure pulse travels with the sound velocity of the mud,<br />
how long will it take to reach the rig floor in a 12,000-ft borehole? The<br />
sound velocity in the mud is given by<br />
Solution<br />
v = (g, x B x 144/~)'/~<br />
where v = sound velocity in ft/s<br />
B = mud bulk modulus (3.3 x lo5 psi)<br />
y = mud specific weight in lb/ft3<br />
1.<br />
Table 4-123<br />
Typical Positive Pulse Amplitude Generated at Bottomhole<br />
0.2 in. 0.5 in. Amplitude<br />
400 gal/min 187 psi 35 psi 152 psi<br />
500 gal/min 290 psi 55 psi 235 psi<br />
600 gal/min 420 psi 79 psi 341 psi<br />
2.<br />
Table 4-1 24<br />
Half-Height Stroke of the Valve<br />
Amplltude<br />
Half Height<br />
400 gal/min 152 0.264 in.<br />
500 gal/min 235<br />
0.264 in.<br />
600 gal/min 341 0.264 in.<br />
3. AP motor: 429 psi<br />
Bottomhole AP: 0.2 in., 719 psi<br />
0.5 in., 484 psi<br />
4. 27.4": 0100110111<br />
Accuracy: 0.08789'<br />
Average error: 0.043945'<br />
5. Sound velocity: 4510 ft/s<br />
Travel time: 2.67 s
~ ~~~<br />
946 Drilling and Well Completions<br />
Example 8: Mud Pulse Telemetry-Negatlve<br />
Pulse Calculations<br />
The negative mud pulse system works with a nozzle which periodically opens<br />
in the wall of the drill collar to lower the pressure in the pipe string. The<br />
following data will be used:<br />
Bit nozzles: 3 x $j or 3 x $ or 3 x 4$ in.<br />
Pulse nozzle sizes: 0.3 or 0.4 or 0.5 in. diameter<br />
Mud flowrates: 400 or 500 or 600 gal/min<br />
Mud weight: 12 lb/gal<br />
1. Compute the pressure change inside the drillpipe at bottom when the pulse<br />
nozzle opens in each case. Give the optimal combinations for getting 200<br />
to 250 psi pulses.<br />
2. A 10-bit digital system uses the sequence 180, 90, 45, 22.5, etc., to transmit<br />
the azimuth value. What is the accuracy of the transmission? Give the<br />
binary numbers for S-23-E by excess, default and nearest.<br />
3. A positive displacement mud motor is included in the downhole assembly<br />
between the bit and the MWD system. It develops a true power of 100 hp<br />
when the pulse nozzle is closed. What is the true power obtained when a<br />
200-psi pulse is created? The bit nozzle pressure loss will be neglected. Use<br />
pulse nozzle diameter: 0.5 in.<br />
mud flowrate: 400, 500, 600 gal/min<br />
mud motor efficiency: 80%<br />
4. Same question taking into account the pressure drop in the bit nozzles with<br />
3 X $j in. nozzles. Solving for AP in Equation 4-186 gives<br />
Q' y 144<br />
AP =<br />
2 g, C2 A2<br />
where Q = flowrate in fts/s<br />
A = nozzle area in in.2<br />
C = nozzle factor (C = 1.0)<br />
AP = pressure drop across the nozzles in psi<br />
y = mud specific weight in lb/ft3<br />
g, = 32.2 ft/s2<br />
HP = eff x AP x Q/1714<br />
Solution<br />
1.<br />
Table 4-125<br />
Optimum Nozzles Combination for Generating<br />
200 to 250 psi Pulses<br />
Bit Nozzles<br />
Pulse Nozzles<br />
400 gal/min 15/32 in.<br />
400 galimin 16/32 in.<br />
500 gallmin 15/32 in.<br />
500 gallmin 16/32 in.<br />
600 gal/rnin 16/32 in.<br />
0.4 in.<br />
0.5 in.<br />
0.3 in.<br />
0.4 in.<br />
0.3 in.
~<br />
2. S-23-E = 157"<br />
Default: 0110111110 156.796"<br />
Excess: 0110111111 157.148'<br />
Nearest: 01101 11111 157.148"<br />
3. Motor hp at 400 gal/min:<br />
Motor hp at 500 gal/min:<br />
Motor hp at 600 gal/min:<br />
4.<br />
44.8 hp<br />
43.3 hp<br />
38.3 hp<br />
MWD and LWD 947<br />
Table 4-1 26<br />
Typical Conditions Encountered for Various Flowrates<br />
400 gaVmin 500 gaUmin 600 gaUmin Units<br />
Pulse AP motor 100 hp 536 428 357 psi<br />
nozzle AP bit nozzle 460 71 9 1035 psi<br />
closed Total AP 996 1147 1392 psi<br />
AP pulse -200 -200 -200 psi<br />
Pulse AP open 796 947 1192 psi<br />
nozzle Flow pulse nozzle 175 191 21 5 gal<br />
open Flow motodbit 225 309 385 gal<br />
New AP bit 145 274 427 PSI<br />
New AP motor 651 673 765 psi<br />
New hp motor 68 97 138 hP<br />
Example 9: Mud Pulse Telemetry-Pressure<br />
Wave Attenuation<br />
An MWD system is lowered at the end of a 4.5-in. drillstring in an 8-in.<br />
borehole. Neglect the drill collar section of the string. The following data<br />
are available:<br />
total depth: 10,000 ft<br />
borehole average diameter: 8 in.<br />
drillpipe OD: 4.5 in.<br />
drillpipe ID: 3.64 in.<br />
drillpipe Young modulus: 30 x lo6 psi<br />
drillpipe Poisson ratio: 0.3<br />
mud specific weight: 12 lb/gal<br />
mud compressibility: 2.8 x psi-'<br />
mud viscosity: 12 cp<br />
mud flow rate: 400 gal/min<br />
bit nozzles: 3 x $ in.<br />
1. Compute the bottomhole hydrostatic pressure with no flow.<br />
2. Compute the pressure drop in the drill pipe while circulating.<br />
3. Compute the pressure drop in the annulus while circulating.<br />
4. What is the pressure drop in the bit nozzles?<br />
5. What is the pump pressure at surface?<br />
6. Make a graph of the pressure variation with depth without circulation in<br />
the drillpipe and annulus.<br />
7. Compute the velocity of the pressure wave in free mud (not in a drillpipe).
948 Drilling and Well Completions<br />
8. Compute the velocity of the pressure wave in the drillpipes.<br />
9. Compute the amplitude of a pressure wave at surface of a wave generated<br />
at bottom with an amplitude of 200 psi at frequencies of 0.2, 6, 12 and<br />
24 Hz.<br />
Pressure loss in pipe (turbulent flow) is<br />
dP =<br />
dL y0.75<br />
Po=<br />
1800. d’.25<br />
(4-1 87)<br />
Pressure loss in annulus (turbulent flow) is<br />
dP =<br />
dL y0.75<br />
1396 (d, - d,<br />
Class<br />
(4-188)<br />
where dP = pressure loss in psi<br />
dL = pipe or annulus length in ft<br />
y = fluid specific weight in lb/gal<br />
v = fluid velocity in ft/s<br />
d = ID pipe diameter in in.<br />
d, = OD pipe diameter in in.<br />
d, = external annulus diameter in in.<br />
p = fluid viscosity in cp<br />
Solution<br />
1. Bottomhole pressure, no flow: 6,240 psi<br />
2. Drillpipe pressure loss: 1,076 psi<br />
3. Annulus pressure loss: 113 psi<br />
4. Bit nozzle pressure loss: 1,055 psi<br />
5. Pump pressure: 2,244 psi<br />
6. Graph (see Figure 4-256)<br />
7. Wave velocity in free mud: 4,294 ft/s<br />
8. Wave velocity in drill pipes: 4,064 ft/s<br />
9. Wave amplitude at surface (Equations 4-184 and 4-185):<br />
0.2 Hz, L = 86,744 ft, 178 psi<br />
6 Hz, L = 15,837 ft, 106 psi<br />
12 Hz, L = 11,198 ft, 81 psi<br />
24 Hz, L = 7,918 ft, 56 psi<br />
Example 10: Mud Pulse Telemetry-Pulse<br />
Veloclty and Attenuation<br />
Assume a well 10,000-ft deep, mud weight of 12 lb/gal, mud viscosity of<br />
12 cp, 4+in drillpipes (3.640 in. ID), mud flowrate of 400 gal/min, steel Young<br />
modulus of 30 x lo6 psi, and steel Poisson ratio of 0.3.<br />
1. Compute the pressure at bottom inside the drill collars:<br />
a. with no flow and no surface pressure,<br />
b. with no flow and 2,500 psi surface pressure,<br />
c. while pumping 400 gal/min with 2,500 psi at surface.
MWD and LWD 949<br />
Pressure (psi)<br />
0 2000 4000 6000 8000 1 OOOO<br />
Figure 4-256. Pressure variation with depth: grid with the solution.<br />
Draw a pressure traverse for each case in the attached graph, use pressure<br />
loss equation given in Data Sheet below.<br />
2. A pressure pulse is generated at bottom. Compute the pulse velocity in the<br />
pipe at bottomhole and at surface, while circulating, assuming a surface temperature<br />
of 25°C and a bottomhole temperature of 85°C. The mud compressibility<br />
is assumed equal to the water compressibility given in Figure 4257.<br />
Compare to the free mud pressure pulse velocity.
950 Drilling and Well Completions<br />
3. For the average pressure wave velocity in the pipe, compute the distance<br />
at which the amplitude falls to l/e of its original value, the distance at<br />
which it falls at one-half of its original value (half depth) and the attenuation<br />
in dB/1,000 ft. Compute also the amplitude at surface. Bottomhole<br />
amplitude peak to peak: 200 psi; frequencies: 0.2, 12 and 24 Hz.<br />
Data Sheet. Pressure loss (Equation 4-187) is given by<br />
where dP = pressure loss in psi<br />
dL = pipe or annulus length in ft<br />
y = mud specific weight in lb/gal<br />
vm = mud velocity in ft/s<br />
d = ID pipe diameter in in.<br />
p = mud viscosity in cp<br />
Pressure wave velocity is<br />
where Vw = pressure wave velocity in ft/s<br />
y = mud specific weight in lb/fts<br />
B = fluid bulk modulus in lb/ft2<br />
M = drill pipe modulus in lb/ft2<br />
B = 1/K<br />
where K = mud compressibility in ft2/lb<br />
g, = gravity acceleration 32.2 ft/s2<br />
and<br />
E( Di - Df )<br />
M= 2(1-V)(D;+DP)-(Z*v.Df)<br />
where E = steel Young modulus in lb/ft2<br />
Do = external drill pipe diameter in ft<br />
Di = internal drill pipe diameter in ft<br />
v = steel Poisson ratio<br />
Pressure wave attenuation is<br />
P(x) = P(0) e-vL<br />
where P(x) = wave amplitude at distance x<br />
P(0) = wave amplitude at origin
MWD and LWD 951<br />
x = distance in ft<br />
L = distance at which the amplitude falls to l/e of its original value<br />
Thus, the length can be expressed as<br />
where Di = internal pipe diameter in ft<br />
Vw = wave velocity in ft/s<br />
o = angular frequency in rad/s (o = 2nf)<br />
F = wave or pulse frequency<br />
q = kinematic viscosity in ft2/s<br />
Also,<br />
P(x) = P(0)<br />
2-"D<br />
where D = distance at which the amplitude falls to + of original value (half depth)<br />
and<br />
P(x) = P(0)<br />
lO-"B<br />
where B = distance at which amplitude falls to +, of its original value (attenuation<br />
of 2 bel or 20 dB)<br />
Attenuation at distance x in dB is<br />
P(x) (20.x)<br />
x(dB) = 20.log- = --<br />
P(0) B<br />
Kinematic viscosity (in consistent<br />
units) is<br />
11 = P/P<br />
(4-189)<br />
where 9 = kinematic viscosity<br />
= absolute viscosity<br />
p = fluid density<br />
Conversion equations are<br />
.( f$) = Mcp) 2.09 x 10" g,<br />
Y<br />
where g, = 32.18 ft/s2<br />
y = mud specific weight in lb/fts<br />
and
952 Drilling and Well Completions<br />
(4')<br />
17 - = 1.075 x q(cst).<br />
Water isothermal compressibility is<br />
K = (A + BT + CT2)<br />
where A = 3.8546 - 0.000134 P<br />
B = -0.01052 + 4.77 x P<br />
C = 3.9267 x - 8.8 x P<br />
and<br />
P = pressure in psig<br />
T = temperature in O F<br />
See Figure 4-257 [110].<br />
3.8<br />
(D<br />
0<br />
T<br />
3.6<br />
x 3.4<br />
2.2<br />
50 100 150 200 250 270<br />
Temperature, <strong>OF</strong><br />
Figure 4-257. Chart showing the variation of the coefficient of isothermal<br />
compressibility of water versus pressure and temperature [l lo].
MWD and LWD 953<br />
Solution<br />
1. a. 6,255 psia<br />
b. 8,740 psia<br />
c, 7,664 psia<br />
2. Free fluid velocity:<br />
Surface: 4,168.6 ft/s<br />
Bottom: 4,356 ft/s<br />
Velocity in drillpipe:<br />
Surface: 4,044 ft/s<br />
Bottom: 4,215 ft/s<br />
Average velocity in pipe: 4,130 ft/s<br />
3.<br />
Table 4-1 27<br />
Amplitudes at Surface for a 10,000-ft Well, 200-psi<br />
Downhole Pulses, for Various Frequencies<br />
0.2 Hz 12 Hz 24 Hz<br />
L 83,357 ft 10,761 ft 7,609 ft<br />
D 57,766 ft 7,457 ft 5,273 ft<br />
B 191,971 ft 24,782 ft 17,523 ft<br />
Attenuation 0.104 dBll,000 ft 0.807 dB11,OOO ft 1.141 dB/1,000 ft<br />
Pulse p-p amplitude at surface 177.4 psi 78.96 psi 53.73 DSi<br />
Example 11 : Mud Pulse Telemetry-Fluidic<br />
Pulser Calculations<br />
We have built a fluidic pulser system that can generate approximately 100 psi<br />
peak to peak with 500 gal/min mud flowrate. It is to be used down to 15,000 ft.<br />
The surface detector needs a 5-psi peak to peak sine wave for proper phase<br />
detection. The following oil-base mud is used:<br />
density: 12 lb/gal<br />
viscosity: 25 cp<br />
pressure wave velocity in the drill pipe: 3685 ft/s<br />
drillpipe diameter: 4.5 in. OD, 3.64 in. ID.<br />
The system transmits 5 bits/s with a phase-shift-keying system. Four sine waves<br />
are necessary to define the phase with a negligible chance of error. Assume a<br />
perfect pipe, drill collar ID same as the drill pipe and no wave reflections at<br />
the drill pipe ends.<br />
1. What frequency(s) should be used?<br />
2. What peak-to-peak amplitude (psi) of the pressure wave is necessary at<br />
bottom to get the required peak to peak value at surface? Is our pulsing<br />
device suited for this job?<br />
3. The pump noise frequency is varying around 8 Hz with a peak-to-peak<br />
amplitude of 20 psi. Can the signal still be detected? Explain.<br />
4. If we generate a 12-Hz wave at surface to transmit instructions downhole<br />
to the instrument package, what amplitude should it have at surface to<br />
reach bottom with 5 psi peak to peak?<br />
5. Can both channels work simultaneously with proper filtering? Explain.
954 Drilling and Well Completions<br />
6. The mud flow rate is 500 gal/min and the fluidic pulser has 4 x 24/32<br />
in. diameter nozzles in parallel. Compute the pressure loss in the fluidic<br />
pulser in the minimum loss mode (C = 1).<br />
7. What is the equivalent diameter of each nozzle in the maximum loss mode<br />
to produce the peak to peak wave value computed in question 2 (C = l)?<br />
Solution<br />
1. 5 bit/s x 4 cycles = 20 Hz (cycles/s).<br />
2. P(x) = P(0) e-JD<br />
P(x)/P(O) = 0.0544, x = 4572 m<br />
P(0) = 91.9 psi<br />
3. Yes, by filtering only the wave amplitude corresponding to 20 Hz can be<br />
measured, thus eliminating the noise.<br />
4. P(x)/P(O) = 0.1049<br />
P(0) = 47.6 psi<br />
5. Yes, each detector will "see" only the wave amplitudes corresponding to<br />
20 and 12 Hz. They will be sensitive to "their" signal only.<br />
6. 78.8 psi<br />
7. 0.619 in.<br />
Dlrectional Drilling Parameters<br />
With the modern accelerometers and solid-state magnetometers, a complete<br />
set of data is available for inclination, tool face and azimuth calculation.<br />
Magnetic corrections can be done. Inclination can be calculated with Equations<br />
4-174 and 4-175. The gravity tool face angle can be calculated with Equation<br />
4-176.<br />
Azimuth calculation can be done by using vector analysis. In Figure 4-258 the<br />
vector 2 represents the borehole axis, vector H the earth magnetic field and<br />
vector G the vertical or gravity vector. The azimuth is the angle between the<br />
vertical planes V, and V, counted clockwise starting at V,. This angle is the<br />
same as the angle between vectors A and B, respectively, perpendicular to V,<br />
and V,. We know that<br />
A = G x H (vector product) (4-190)<br />
B=GxZ<br />
The components of H and G are measured in the referential of the MWD<br />
tool, and Z is the vector (0, 0, 1) in the same referential. Now the azimuth a of<br />
the borehole can be computed with the scalar product B A thus<br />
(4- 191)<br />
Some precautions must be taken to be sure that the correct angle is computed<br />
since cos(a) = cos(-a).<br />
The MWD sensors are located in a nonmagnetic part of the drill collars. The<br />
magnetic collars located several meters away still have an effect by creating a<br />
perturbation in the direction of the borehole axis. This introduces an error that is
MWD and LWD 955<br />
M<br />
- J<br />
H<br />
Figure 4-258. Solid geometry sketch of the planes defining the azimuth angle.<br />
empirically corrected with the single-shot instruments. Since the three components<br />
of H are measured, the magnitude of the error vector can be calculated if the<br />
module of the nonperturbed earth magnetic vector is known. The corrected dip<br />
angle vector can also be computed and compared to the non-perturbed dip angle.<br />
The computation should match; if it does not, then a nonaxial perturbation is<br />
present. This perturbation may be due to “hot spots,” points in the nonmagnetic<br />
drill collar that have developed some magnetism, or to external factors such as a<br />
casing in the vicinity. Correction techniques have been introduced for the hot spots.<br />
External magnetism due to casing or steel in the well vicinity is used in passive<br />
ranging tools for blowout well detection from a relief well.<br />
The accuracy of MWD directional measurements is generally much better than<br />
the single- or multishot-type measurements since the sensors are more advanced<br />
and the measurements more numerous. The azimuth measurement is made with<br />
the three components of the earth magnetic field vector and only with the<br />
horizontal component in the case of the single shot or multishot. The accelerometer<br />
measurements of the inclination are also more accurate whatever the<br />
value of the inclination. The average error in the horizontal position varies from
956 Drilling and Well Completions<br />
6 ft per 3,000 ft drilled at no deviation to 24 ft per 3,000 ft drilled at 55" of<br />
deviation. The reference position is given by the inertial Ferranti platform FINDS<br />
[lll]. A large dispersion is noted on the 102 wells surveyed.<br />
When the borehole is vertical and a kickoff must be done, a mud motor and<br />
bent sub are generally used. To orient the bent sub in the target direction, the<br />
gravity toolface is undetermined according to Equation 4-176. Up to about 5"<br />
or 6" of deviation the magnetic tool face is used. The magnetic tool face is the<br />
angle between the north vertical plane and the plane defined by the borehole<br />
(vertical) and the mud motor or lower part of the bent sub if the bent sub is<br />
located below the mud motor. After reaching 5" or 6" of inclination the surface<br />
computer is switched to the gravity tool face mode.<br />
Drilling Parameters<br />
The main drilling parameters measured downhole are:<br />
weight-on-bit<br />
torque<br />
bending moment<br />
mud pressure<br />
mud temperature<br />
Strain gages are usually used for the first four measurements.<br />
Strain Gages. Strain gages are used to measure the strain or elongation caused<br />
by the stress on a material. They are usually made of a thin foil grid laid on a<br />
plastic support as shown in Figure 4-259. They are the size of a small postal<br />
stamp and are glued to the structure to be stressed.<br />
The sensitive axis is along the straight part of the conducting foil. When<br />
elongated, this conducting foil increases in resistance. The change in resistance<br />
is very low. Two gages are usually used and mounted in a Wheatstone bridge.<br />
Two more gages not submitted to the strain are also used to compensate for<br />
temperature variation. The change in resistance for one gage is given by<br />
F*R.o<br />
AR = (4-192)<br />
E<br />
where AR = resistance change in R<br />
F = gage factor<br />
R = gage resistance in R<br />
E = Young modulus in psi or Pa<br />
o = stress in psi or Pa<br />
Demonstfation. The gage is a platinum gage with F = 4, R = 50 a. The structure<br />
measured is steel with E = 30 x lo6 psi. If the stress is 1000 psi, the resistance<br />
change is<br />
AR = 0.0067 R<br />
For constantan, the gage constants are usually F = 2, R = 100 R.<br />
Weightsn-Bit. Weight-on-bit is usually measured with strain gages attached to<br />
a sub subjected to axial load. The axial load is composed of three parts:
MWD and LWD 957<br />
FOIL GRID<br />
PATTERN<br />
TERMINAL<br />
WIRE<br />
I<br />
0 * fr<br />
INSULATING LAYER<br />
AND BONDING CEMENT<br />
<<br />
I<br />
NEUTRAL<br />
AXIS<br />
STRUCTURE<br />
UNDER<br />
BENDING<br />
Figure 4-259. Sketch of principle of glued foil strain gage transducers.<br />
1. weight on bit proper<br />
2. end effect due to the differential internal pressure in the drill collar<br />
3. hydrostatic pressure effects<br />
Hydraulic lift must also be taken into account when using diamond bits and<br />
PDC bits. The weight-on-bit varies between 0 and 100,000 lb or 0 and 50 tonforce.<br />
The end effect is due to the differential pressure between the drill collar<br />
internal pressure and the external hydrostatic pressure. This differential pressure<br />
acts on the sub internal cross-sectional area.<br />
Demonstration. The WOB sub internal diameter is 3.5 in.; the differential<br />
pressure is 1,000 psi; the downward force acting to elongate the sub is<br />
R<br />
F, = -(3.5)* x 1,000 = 9.621 lb<br />
4<br />
The hydrostatic pressure has two effects: an upward force acting on the wall<br />
cross-section of the sub, and a downward stress due to the lateral compression<br />
of the subwall.<br />
Demon8tratioff. The sub has an ID of 3.5 in. and OD of 6 in. The area of the<br />
wall is 18.65 in.* For a 10,000-ft well with a 10-lb/gal mud
958 Drilling and Well Completions<br />
P, = 0.052 x 10,000 x 10 = 5,200 psi<br />
The upward force acting on the sub is<br />
F, = 96,980 lb<br />
The downward stress due to the mud pressure (neglecting the differential<br />
pressure) is<br />
MWD and LWD 959<br />
I<br />
I<br />
I<br />
p *:::!i<br />
I<br />
I<br />
I<br />
I<br />
f<br />
*...e.<br />
'.-<br />
.L.<br />
I<br />
I<br />
'-":*i<br />
Wob Gages<br />
Bending<br />
Gages<br />
I<br />
I<br />
I<br />
Torque<br />
Gages<br />
I<br />
I<br />
I<br />
I<br />
I<br />
u<br />
Figure 4-260. Sketch of theoretical strain gage position in a sub to read<br />
WOB, torque, and bending moment.<br />
R, = 1.5 in.<br />
AR = 9.36 X<br />
R<br />
Using two gages in opposite legs of the bridge will double the sensitivity.<br />
The axial load (compression) gives a uniform stress and strain in the absence<br />
of a bending moment. If a bending moment exists, then one side is extended<br />
while the other is compressed.<br />
During the rotation an alternative signal for the axial load is superimposed<br />
on the DC signal. By filtering, both the axial load and the bending moment<br />
can be measured. In practice, the strain gages are placed in holes drilled in<br />
the measuring sub as shown in Figure 4-261.<br />
Mud Pressure. Internal and external mud pressures are usually measured with<br />
strain gages mounted on a steel diaphragm. Figure 4262 shows a sketch of principle.
960 Drilling and Well Completions<br />
Figure 4-261. Practical design of a drilling parameter sub. (Courtesy Anadrill [106].)<br />
I<br />
Figure 4-262. Sketch of principle of downhole pressure measurements.
MWD and LWD 961<br />
One steel diaphragm is exposed to the internal pressure, the other is exposed<br />
to the external pressure. Four gages are normally used. Two of them are sensitive<br />
to pressure and temperature, and two are sensitive to the temperature. A<br />
Wheatstone bridge is used for detection of the pressure.<br />
Downhole Shocks Measurements. An accelerometer in the MWD telemetry<br />
tool measures transverse accelerations, or shocks, that may be damaging for the<br />
bottomhole assemblies. When acceleration exceeds a certain threshold, the event<br />
is signaled to the surface as being a shock. These events versus time or depth<br />
are displayed as shock count. This information is used as a warning against<br />
excessive downhole vibrations and to alert the driller to change the rpm or<br />
weight on the bit [106].<br />
A simple circuit has been designed to count the number of shocks that the<br />
tool experiences above a preset “g” level. The transverse shocks are measured<br />
in the range of 2 to 1,000 Hz in excess of the preset level. The level is adjustable<br />
and defaults at 25 g’s (when no preset level is specified).<br />
Downhole shock measurements are used to:<br />
send alarms of excessive downhole vibration in real-time so that action can<br />
be taken to reduce damage to the MWD tools, drill bits, and bottomhole<br />
assemblies;<br />
reduce costly trips to replace damaged equipment;<br />
improve drilling rate by eliminating counter-productive BHA vibration motion.<br />
Downhole Flowrate Measurement. Anadrill’s basic MWD tool can be set up<br />
to monitor the alternator voltage being produced by the mud flowing across<br />
the MWD turbine downhole. By comparing this voltage to the standpipe pressure<br />
and the pump stroke rate, the surface system shows that a washout in the drill<br />
string is occurring much quicker than with conventional methods [106].<br />
The downhole flowrate monitoring and washout detection system is used to<br />
avoid potential twist-offs from extensive drill string washouts;<br />
determine if the washout is above or below the MWD tool, thus saving rig<br />
time when searching for the failure.<br />
Safety Parameters<br />
One area where MWD would be most useful is drilling safety and, particularly,<br />
early gas kick detection and monitoring. Conventional kick monitoring is based<br />
on pit gain measurements and all other available surface indication such as<br />
drilling rate break, injection pressure variation, etc.<br />
Using the probable detection threshold achievable and a gas kick model<br />
applied to a typical 10,000-ft drill hole, an early alarm provided by MWD systems<br />
decreases significantly the amount of gas to be circulated as compared to using<br />
conventional methods of kick detection.<br />
Dissolved Gas. Gas which enters the borehole when penetrating a high pressure<br />
zone may not dissolve immediately in the mud. The free gas considered here is<br />
the gas entering the borehole minus the dissolved gas. Table 4-128 indicates<br />
the maximum volume of dissolved gas at bottomhole conditions expressed in<br />
percent of annulus mud volume. Thus, when entering a high pressure permeable<br />
formation this much gas will dissolve first before free gas appears in the mud.
962 Drilling and Well Completions<br />
Table 4-1 28<br />
Maximum Dissolved Gas Content of Drilling Muds<br />
Density Pressure Gas Volume’ % of InJected<br />
Mud (Iblgal) (PSI) (scflSTB) Mud Volume*<br />
Water base 9 4,680 16 0.9<br />
Water base 18 9,360 13.7 0.6<br />
Oil base 9 4,680 760 38<br />
Oil base 18 9,360 7,200 77<br />
Conditions:<br />
Depth = 10,000 ff<br />
Temperature = 150°F<br />
Filtrate salinity = 20 kppm<br />
Gas density (air = 1 .O) = 0.7<br />
Oil S.G. = 0.83 (39”API)<br />
Brine density = 1 .I 75 g/cm3<br />
Brine-oil ratio = 16234<br />
“At bubble point in the mixture<br />
Note that from Table 4-128 the very large volumes that can dissolve in oilbase<br />
muds. For the water-base muds, 0.6 to 0.9% of gas will dissolve and not<br />
appreciably change the density or compressibility of the mud. It will be difficult<br />
to detect these low concentrations with downhole physical measurements. Free gas<br />
will be easily detected as shown hereafter. For the oil-base muds we will assume<br />
no free gas is present at bottomhole and the mud properties are changed only<br />
due to the dissolved gas. The detection will be more difficult than with free gas.<br />
Bottomhole Gas Detection. Many techniques could be used for bottomhole gas<br />
detection:<br />
mud acoustic velocity<br />
mud acoustic attenuation<br />
mud specific weight<br />
mud resistivity<br />
mud temperature<br />
annulus noise-level<br />
Figure 4-263 shows the various sensors that could, schematically, be installed<br />
in the annulus. Cuttings, turbulent flow, vibration and shock may render some<br />
measurements difficult. We shall study those that can be related easily to gas content.<br />
Mud Acoustic Velocity. Acoustic velocity can be accurately predicted. The<br />
measurements could be made over a short distance in the annulus of the order<br />
of 1 to 2 ft. The “free” mud formula can be used. This is<br />
(4- 197)<br />
where V = acoustic wave velocity in ft<br />
K = gas cut mud compressibility in psi-’<br />
y = gas cut mud specific weight in lb/ft3
MWD and LWD 963<br />
Temperature<br />
sensor<br />
Resistivity<br />
sensor<br />
Pressure mud<br />
weight sensors<br />
I*<br />
Noise level<br />
Drill collar<br />
sensor<br />
' Acoustic<br />
velocity<br />
attenuation<br />
sensors<br />
Annulus<br />
__<br />
Formation<br />
Figure 4-263. Schematic representation of bottomhole kick detection sensorst.<br />
(Courtesy Petroleum Engineer International [96].)<br />
with<br />
where Km = gas free mud compressibility in psi-'<br />
P = mud pressure in psi<br />
f, = free gas content (fraction)<br />
and<br />
(4-1 98)<br />
where y = gas cut mud specific weight in lb/ft3<br />
Y, = gas free mud specific weight in lb/ft3<br />
Y, = gas specific gravity (air = 1.0)<br />
BK = gas volume factor<br />
(4-1 99)<br />
For oil-base muds Equation 4-197 can be applied, but K and p must be calculated<br />
for an average natural gas using tables or the corresponding algorithms.
964 Drilling and Well Completions<br />
Table 4-128 shows maximum dissolved gas concentrations in drilling muds at<br />
the bottom of the hole. Figure 4-264 shows the variation of the acoustic velocity<br />
for two water-base muds and two oil-base muds of 9 and 18 lb/gal at pressures<br />
of 5,000 and 10,000 psi.<br />
A sharp velocity decrease is seen for the water-base muds. Assuming a<br />
threshold detection of 500 ft/s, the alarm could be given for 0.5% of free gas<br />
or 1.1 to 1.4% of total gas (dissolved and free).<br />
The oil-base muds having no free gas behave differently and the 5OO-ft/s<br />
threshold is not reached before approximately 5% of gas is dissolved. Then the<br />
velocity decrease is almost as fast as with the water-base mud.<br />
Mud Specific Weight. The water-base mud specific weight can be calculated readily<br />
using Equation 4-199. The oil-base mud specific weight requires the use of tables.<br />
The variations are shown in Figure 4-265 for the same 9- and 18-lb/gal muds.<br />
Specific weight-wise, the muds behave in a similar manner. Assuming that a<br />
density measurement with the gradiomanometer can be made accurately, the<br />
specific weight threshold would be 0.15 lb/gal. The gas content of the mud would<br />
be 2 to 5% according mainly to the density, the greater sensitivity being for<br />
the heavier mud.<br />
Mud Resistivity. The mud resistivity can be measured only with the water-base<br />
muds. It is measured easily with a small microlog-type sensor embedded in the<br />
outer wall of the drill collar. Assuming the free gas is dispersed in small bubbles<br />
in the mud, the resistivity of the gas cut mud is<br />
Gas In mud, YO of volume<br />
Figure 4-264. Acoustic velocity in the annulus as a function of the gas<br />
content in the mud. (Courtesy Petroleum Engineer lnternational [96].)
MWD and LWD 965<br />
(4-200)<br />
where Rgem = gas cut mud resistivity in R m<br />
Rrn = gas free mud resistivity in R m<br />
f, = volumetric gas content (fraction)<br />
The variation is independent of the mud weight, pressure, or temperature,<br />
but is sensitive to fluids other than gas, such as oil or saltwater. Figure 4-266<br />
shows the resistivity variations for a 1-Rem mud. If we assume that a change<br />
of 10% can be detected, then the alarm could be given again for a free gas or<br />
oil volumetric concentration of 2 to 5%.<br />
Mud Temperature. One can attempt to calculate the variation of the temperature<br />
of the mud when it mixes with a gas stream cooled by expansion.<br />
Calculations were made with a 500-gal/min mud flowrate, an expansion from<br />
10,500 to 10,000 psi with an 18-lb/gal mud and also an expansion from 5,500<br />
to 5,000 psi with a 9-lb/gal mud. The temperature decrease of the mud was a<br />
few O F up to 50% gas by volume in the mud.<br />
Temperature measurements do not seem to be good gas indicators.<br />
Mud acoustic attenuation and annulus noise level are being investigated. It is<br />
expected that attenuation would be very sensitive to free gas concentration.<br />
18<br />
16<br />
- m<br />
14<br />
0<br />
x<br />
.- c.<br />
v)<br />
g 12<br />
-0<br />
-0<br />
r' 10<br />
- 9 Ib/gal, 5,000-psi water-base mud<br />
--- 18 Ib/gal, 10,000-psi water-base mud<br />
- -- 9 Ibigal, 5,000-psi oil-base mud<br />
-----. 18 Iblaal. 10,00O-~si oil-base mud<br />
8<br />
6<br />
Gas in mud, % of Volume<br />
Figure 4-265. Bottornhole mud density in the annulus as a function of the<br />
gas content of the mud. (Courtesy Petroleum Engineer lnternational [96].)
966 Drilling and Well Completions<br />
4<br />
€ 3<br />
E<br />
0<br />
0<br />
0 0.5 1 2 5 10 20 50 70<br />
Gas in mud, o/o<br />
of Volume<br />
Figure 4-266. Bottomhole mud resistivity in the annulus as a function of the<br />
gas content of the mud. (Courtesy Petroleum Engineer lnternational [108].)<br />
Example 12: Drilling Parameters-Downhole<br />
Weight-on-Bit and Torque<br />
We want to measure the bottomhole weight on bit and torque with a sensing<br />
collar sub 5-in. OD and 3-in. ID. The differential pressure across the three %-in.<br />
bit nozzles is 1,000 psi. We want to use platinum strain gages with a resistance of<br />
50 a and a gage factor of 4. The Young modulus of the steel sub is 30 x lo6 psi,<br />
the shear modulus is 12 x lo6 psi.<br />
1. Compute the end effect due to the internal differential mud pressure.<br />
Should we correct for this effect?<br />
2. Compute the force acting on the drill collar for a weight-on-bit of 0, 30,000<br />
and 100,000 lb.<br />
3. The gages are stuck on the sub and connected to a Wheatstone bridge.<br />
What is the change in resistance from no load and no pressure for a weighton-bit<br />
of 0, 30,000 and 100,000 lb?<br />
4. Show that with two gages conveniently placed on the sub the bending strain<br />
compensates.<br />
5. The bridge is supplied with 10 V, balanced for 0 lb. What is the unbalance<br />
for 100,000 lb?<br />
6. Trace the response versus the weight-on-bit with<br />
(a) no differential pressure,<br />
(b) 1,000 psi differential pressure.<br />
7. The maximum torque to be measured is 20,000 ft-lb. Using the same type<br />
of gages, properly placed on the sub, show that with two gages conveniently<br />
oriented the differential pressure strain and weight-on-bit strain do not<br />
register on the bridge.<br />
8. Compute the resistance variation for each gage due to torque.<br />
9. Compute the maximum signal using a 10-V supply.
MWD and LWD 967<br />
Gage response to axial load is<br />
(F0R.L)<br />
AR =<br />
(E A)<br />
(4-20 1)<br />
where R = gage resistance in R<br />
AR = resistance variation in R<br />
F = gage factor<br />
L = load in Ib<br />
E = Young modulus<br />
A = sub cross-section or area in in.2<br />
Gage response to torque is<br />
(T F. R. R")<br />
AR = f<br />
G K (R: - Rf )<br />
(4-202)<br />
where T = torque in in*lb<br />
F = gage factor<br />
R = gage resistance in L2<br />
R
968 Drilling and Well Completions<br />
/<br />
Figure 4-268. Sketch showing the theoretical position of strain gages for<br />
torque measurement.<br />
8. AR torque = 0.01 i&/gage.<br />
9. Signal due to torque: AV = 0.002 V = 2 mV.<br />
Example 13: Drilling Parameters-Annular Temperature<br />
Bottomhole annulus mud temperature is recorded during drilling for mechanical<br />
problems and for fluid entry diagnosis.<br />
Borehole depth: 10,000 ft, deviated hole<br />
Drill pipe rotation rate: 10 rpm<br />
Mud heat capacity: 0.77 cal/g<br />
Hole diameter: 12$ in.<br />
Drainage radius: 660 ft<br />
Mud specific weight: 12 lb/gal<br />
Mud flowrate: 500 gal/min<br />
Gas gravity: 0.7<br />
z: 0.9<br />
1. The surface measured torque is 2 kft-lb and the downhole torque is 1 kft-lb.<br />
Assuming the heat generated is entirely transferred to the descending mud<br />
stream, what is the temperature rise due to the pipe friction?<br />
2. A water inflow occurs suddenly at the rate of 1,000 bbl/day. Water heat<br />
capacity is 1 cal/g; water density is 1,00 kg/m3. The formation temperature<br />
is 200°F and the mud reaches the drill collars at a temperature of 160°F.<br />
Compute the annular temperature rise.<br />
3. A gas inflow occurs suddenly when entering an abnormal pressure zone.<br />
Compute the flowrate of gas if the formation pressure is 7,000 psi, 1 ft has<br />
been penetrated in a 50-ft zone with 500 md, gas viscosity is 0.035 cp. Assume<br />
no annulus pressure drop, no cutting. Compute the annular temperature drop.
MWD and LWD 969<br />
(4-203)<br />
(4-204)<br />
Solution<br />
1. Dissipated energy: 852,000 J/min<br />
Massic mud flow: 2721 kg/min<br />
Calories required to raise temperature by IOC: 2,095,170 cal/min<br />
Calories available: 203,828 cal/min<br />
Temperature rise: AT = 0.1"C = 0.17"F<br />
2. Heat given up by the inflowing water equals heat received by the mud.<br />
AT = 2.5"F<br />
3. Bottomhole pressure: 6240 psi<br />
Gas flow at downhole conditions: 286,000 ft3/d = 8,099 mg/d = 5.62 m3/min<br />
Gas pressure decrease: 760 psi = 5,239,440 Pa<br />
a. Energy absorbed by the gas if E = VdP = 29,468,211 J/min = 7,049,811<br />
cal/min<br />
Temperature decrease of the mud: 3.36"C = 6°F<br />
b. Energy absorbed by the gas in isentropic process = 600 Btu/lb mole<br />
(See [113], p. 96)<br />
When converted and for massic flowrate of 443.6 lbm/min = 2,501,393<br />
cal/min<br />
Temperature decrease of the mud: 1.19"C = 2.15"F<br />
(second calculation is probably more correct)<br />
Example 14: Drilling Parameters-Drill Collar Pressure Drop<br />
The following data characterize a well during drilling:<br />
depth: 10,000 ft<br />
43-in. drillpipes (ID = 3.64 in.)<br />
mud specific weight: 12 lb/gal<br />
flowrate: 500 gal/min<br />
three-bit nozzles: %-in. diameter<br />
mud viscosity: 12 cp<br />
nozzle factor: C = 1.0<br />
hole diameter: 8.5 in.<br />
1. Assuming no cutting in the annulus, compute the pressure recorded inside<br />
the drill collars downhole and the pressure in the standpipe at surface<br />
using the formula given hereafter.<br />
2. A leak develops in the pipe string. The standpipe pressure reading drops<br />
to 1,896 psi with the same mud flowrate and the downhole drill collar<br />
inside pressure drops to 6,700 psi. What is the flowrate of the leak? What<br />
is the area of the leaking hole assuming it is located at 3,000 or 5,000 or<br />
7,000 ft? (Assume that AP annulus does not change.)
970 Drilling and Well Completions<br />
Equations<br />
1. Hydrostatic pressure is<br />
P, = 0.052 y* z<br />
(4-205)<br />
where P, = hydrostatic pressure in psi<br />
y = mud specific weight in lb/gal<br />
z = depth in ft<br />
2. Turbulent flow pressure loss in pipe (Equation 4-187) is<br />
where AP = pressure loss in psi<br />
AL = pipe length in ft<br />
y = fluid specific weight in Ib/gal<br />
v = average fluid velocity in ft/s<br />
m = fluid viscosity in cp<br />
d = pipe ID in in.<br />
with<br />
v = w(2.448 x d2)<br />
where Q = flowrate in gal/min<br />
d = pipe ID in in.<br />
3. Turbulent flow pressure loss in annulus (Equation 4-188) is<br />
where (notations same as above) d, = borehole or casing diameter in in.<br />
d, = pipe OD in in.<br />
4. Flowrate through a choke, or nozzle, or leak (Equation 4-186) is<br />
Solution<br />
where Q = flowrate in ft3/s<br />
C = coefficient (0.95 to 1.0)<br />
g, = acceleration of gravity (32.17 ft/s2)<br />
AP = pressure loss in psi<br />
y = fluid specific weight in Ib/ftJ<br />
A = area in ft2<br />
1. AP drillpipes: 1,590 psi<br />
AP bit nozzles: 718 psi<br />
AP annulus: 74 psi
MWD and LWD 971<br />
Hydrostatic pressure: 6,240 psi<br />
P inside DC: 7,032 psi<br />
P standpipe: 2,382 psi<br />
2. Total DP in pipe (friction plus leak): 1,436 psi<br />
Pressure drop in DC due to leak 332 psi<br />
New AP across nozzles: 386 psi<br />
Q through nozzles: 366.5 gal/min<br />
Q through drillpipes below leak: 366.5 gal/min<br />
Q through leak: 133.5 gal/min<br />
If leak at 3000 ft:<br />
Pipe AP above leak: 477 psi<br />
Pipe AP below leak: 646.5 psi<br />
AP across leak: 312.5 psi<br />
Leak cross-section: 0.24 in.2<br />
If leak at 5000 ft:<br />
Pipe AP above leak: 745 psi<br />
Pipe AP below leak: 462 psi<br />
AP across leak: 229 psi<br />
Leak cross-section: 0.28 in.'<br />
If leak at 7,000 ft:<br />
Pipe AP above leak: 1,272 psi<br />
Pipe AP below leak: 277 psi<br />
Sum is more than total AP<br />
The leak must be above 7,000 ft<br />
LWD Technology<br />
Logging while drilling has been attempted as early as 1939. The first commercial<br />
logs were run in the early 1980s. First gamma ray logs were recorded<br />
downhole and transmitted to the surface by mud pulses. Then came the resistivity<br />
logs of various types that were also recorded downhole and/or transmitted<br />
to the surface, Now, neutron-density and Pe logs are also available. Soon, sonic<br />
logs will be offered commercially.<br />
Gamma Ray Logs<br />
Gamma rays of various energy are emitted by potassium-40, thorium, uranium,<br />
and the daughter products of these two last elements contained in the earth<br />
formations surrounding the borehole. These elements occur primarily in shales.<br />
The gamma rays reaching the borehole form a spectrum typical of each formation<br />
extending from a few keV to several MeV.<br />
The gamma rays are detected today with sodium iodide crystals scintillation<br />
counters. The counters, 6 to 12 in. long (15 to 30 cm) are shock mounted and<br />
housed in the drill collars. Several types of measurements can be made: total<br />
gamma rays, direction-focused gamma rays, spectral gamma rays.<br />
Total Gamma Rays. Total gamma ray logs have been run on electric wireline<br />
since 1940. The sondes are rather small in diameter (1.5 to 4 in. or 37 to 100 mm).
972 Drilling and Well Completions<br />
The steel housing rarely exceeds 0.5 in. (12 mm) and a calibration is done in<br />
terms of API units, arbitrary units defined in a standard calibration pit located<br />
at the University of Houston.<br />
The MWD total gamma ray tools cannot be calibrated in the standard pit, since<br />
they are too large. Their calibration in API units is difficult because it varies with<br />
the spectral content of the radiation. By spectral matching the MWD logs can be<br />
made to closely resemble the wireline logs. The logs which were recorded by the<br />
MWD companies in counts per second (cps) are now recorded in API units.<br />
Another difference between the wireline logs and the MWD logs is the logging<br />
speed. With a wireline, the sonde is pulled out at a speed of 500 to 2,000 ft/min<br />
(150 to 600 m/min). The time constant used to optimize the effect of the statistical<br />
variations of the radioactivity emission, varied from 2 to 6 s. Consequently,<br />
the log values are somewhat distorted and inaccurate.<br />
In MWD, the recording speed is the rate of penetration which rarely exceeds<br />
120 to 150 ft/hr or 2 to 2.5 ft/min, two orders of magnitude less than the<br />
logging speed. Counters can be made shorter and time constant longer (up to<br />
30 s or more). This results in a better accuracy and a better bed definition.<br />
Figure 4-269 shows an example of comparison between an MWD gamma ray<br />
log and the wireline log ran later.<br />
To summarize, the total gamma ray measurements are used for real-time<br />
correlation, lithology identification, depth marker and kick-off point selection.<br />
Direction-Focused Gamma Rays. It is important to keep the trajectory of<br />
horizontal or nearly horizontal wells in the pay zone. By focusing the provenance<br />
of the gamma rays it is possible to determine if a shale boundary is approached<br />
from above or from below.<br />
The tool shown in Figure 4-270 has its scintillation detector inserted in a<br />
beryllium-copper housing, fairly transparent to gamma rays. A tungsten sleeve<br />
surrounds the beryllium-copper housing, with a 90" slot or window running from<br />
top to bottom. Figure 4-270 is a sketch of the tool cross-section. The center of<br />
the window is keyed to the reference axis of the directional sensor. Consequently<br />
the directional sensor indicates if the window is pointing up or down.<br />
By rotating the tool, one can differentiate between the level of gamma rays<br />
entering from the top and the lower part of the borehole. A sinusoidal response<br />
is recorded which depends on the following:<br />
distance from the bed boundary.<br />
gamma ray intensity of the bed in which the tool is in<br />
the contrast of radioactivity at the boundary.<br />
the shielding efficiency of the tungsten sleeve.<br />
An example of the log ran is a horizontal borehole as shown in Figure 4271.<br />
The depths on the log are along the hole depths. Vertical depths are shown in<br />
the higher part of the log with a representation of the true radioactivity of each<br />
bed. The following observations can be made:<br />
Approaching formation bed boundaries are detected by concurrent separation<br />
and displacement of the high and low gamma counts. These are shown in<br />
Figure 4271 at measured depth intervals (7970-7980 ft) and (8010-8020 ft).<br />
Radioactive events occur in the measured depth interval (8,100-8,200 ft)<br />
with no displacement of the low/high side gamma ray logs. The radioactive<br />
events must be perpendicular to the gamma detector and could be indications<br />
of vertical natural fractures in the formation.
MWD and LWD 973<br />
Figure 4-269. Example of good similarity displayed between the MWD<br />
gamma ray log and the wireline log.<br />
Spectral Gamma Ray Log. This log makes use of a very efficient tool that<br />
records the individual response to the different radioactive minerals. These<br />
minerals include potassium-40 and the elements in the uranium family as well<br />
as those in the thorium family. The GR spectrum emitted by each element is<br />
made up of easily identifiable lines. As the result of the Compton effect, the<br />
counter records a continuous spectrum. The presence of potassjum, uranium<br />
and thorium can be quantitatively evaluated only with the help of a computer<br />
that calculates in real time the amounts present. The counter consists of a crystal<br />
optically coupled to a photomultiplier. The radiation level is measured in several<br />
energy windows.
974 Drilling and Well Completions<br />
Figure 4-270. Cross-section of an MWD focused gamma ray tool. (Courtesy<br />
SPWLA [112].)<br />
Figure 4-272 shows an example of a MWD spectral GR log. On the left track,<br />
SGR is the total GR count, and CGR is this total count minus the uranium count.<br />
On the right side of Figure 4-272 the wireline spectral gamma ray in the same<br />
interval is displayed. The curves are similar but some differences occur in the<br />
amplitude of the three curves.<br />
The main field applications of this log are:<br />
1. Clay content evaluation: Some formations may contain nonclayey radioactive<br />
materials. Then the curve GR-U or GR-K may give a better clay content estimate.<br />
2. Clay type identification: A plot of thorium versus potassium will indicate<br />
what type of clay is present. The thorium/potassium ratio can also be used.<br />
3. Source rock potential of shale: A relation exists between the uranium-topotassium<br />
ratio and the organic carbon content. The source rock potential<br />
of shale can thus be evaluated.<br />
Resistivity Logs<br />
Four types of resistivity logs are currently run while drilling:<br />
1. short normal resistivity<br />
2. focused current resistivity
MWD and LWD 975<br />
Flgure 4-271. MWD focused gamma ray composite log in a horizontal<br />
borehole. (Courtesy SPWLA [112].)
Figure 4-272. Example of natural gamma ray spectral logs recorded while drilling and with a wireline.
MWD and LWD 977<br />
3. electromagnetic resistivity<br />
4. toroidal system resistivity<br />
Short Normal Resistivity (after Anadrill). The short normal (SN) resistivity sub<br />
provides a real-time measurement of formation resistivity using a 16-in. electrode<br />
device suitable for formations drilled with water-base muds having a moderate<br />
salinity. A total gamma ray measurement is included with the resistivity measurement;<br />
an annular bottomhole mud temperature sensor is optional. The short<br />
normal resistivity sub schematically shown in Figure 4-273 must be attached to the<br />
MWD telemetry tools and operates in the same conditions as the other sensors.<br />
Due to the small invasion and the large diameter of the sonde body, a resistivity<br />
near the true resistivity of the formation is generally measured. This is particularly<br />
true in shale where no invasion takes place. The main applications are:<br />
real-time correlation and hydrocarbon identification<br />
lithology identification for casing point and kick-off point selection<br />
real-time pore pressure analysis based on resistivity trend in shales<br />
resistivity range: 0.2 to 100 R*m<br />
Cover plate<br />
A electrode<br />
M electrode<br />
Figure 4-273. Short normal resistivity sub. (Courtesy Anadrill [113].)
978 Drilling and Well Completions<br />
Focused Current Resistivity. Focused resistivity devices are particularly suited<br />
for wells where highly conductive drilling muds are used, where relatively high formation<br />
resitivities are encountered and where large resistivity contrasts are expected.<br />
The focused current system employs the guarded electrode design shown in<br />
Figure 4-274.<br />
W u<br />
Figure 4-274. Block diagram of an LWD focused current system. (Courtesy<br />
SPE [114].)
MWD and LWD 979<br />
The system is similar to the laterolog 3 used in wireline logging. A constant<br />
1-k Hz AC voltage is maintained for all electrodes. The current flowing through<br />
the center electrode is measured.<br />
The resistivity range is 0.1 to 1000 C2.m. Beds as thin as 6 in. (15 cm) can<br />
be adequately delineated.<br />
Electromagnetic Resistivity. The measurement in electromagnetic resistivity<br />
systems is similar to the wireline induction sonde resistivity. The frequency used<br />
is 2 MHz instead of 20 kHz. This is due to the drill collars steel that would<br />
completely destroy a 20-kHz signal. Early systems had one transmitter coil and<br />
two receiver coils. Systems presently in use have two to four transmitters allowing<br />
the recording of many curves with different depths of investigation. Figure 4-275a<br />
shows the CDR, compensated dual resistivity tool of Anadrill.<br />
Figure 4-275b is a schematic of the operating principle. Two signals are<br />
measured: the wave amplitude reduction and the wave phase shift.<br />
Two values of the resistivity can be calculated. The wave amplitude resistivity<br />
(Rat,) appears to have a deep investigation radius: 35 to 65 in. according to<br />
the formation resistivity. The phase shift resistivity (Rp,) appears to have a<br />
shallow investigation radius: 20 to 45 in. An example of tool response is given<br />
in Figure 4-276.<br />
The deep penetration curve reads a value close to the noninvaded zone<br />
resistivity and the shallow penetration curve reads a value much lower than the<br />
invaded zone resistivity. The resistivity ranges for an acceptable accuracy are<br />
0.15 to 50 a* m for the deep investigation radius (R,) and 0.15 to 200 R*m<br />
for the shallow investigation radius (Rp,). The vertical resolution is 6 in. (15 cm).<br />
Toroidal System Resistivity (after Gearhart-Halliburton). The system uses one<br />
toroidal transmitter operating at 1 kHz and a pair of toroidal receiver coils<br />
mounted on the drill collars. Figure 4-277 shows a sketch of a toroid.<br />
The winding of the toroid acts as a transformer primary and the drill collar<br />
as the secondary. The current lines induced by the drill collar are shown in<br />
Figure 4-278.<br />
The drill collar acts as a series of elongated electrodes in a way similar to<br />
the laterolog 3 wireline sonde. The lower electrode, which is the drill bit, is<br />
used to get the “forward” resistivity curve. A lateral resistivity measurement is<br />
made between the two toroid receivers. An example of toroid logs is shown in<br />
Figure 4-279.<br />
The readings of both toroid curves seem to follow closely the ILd and ILm curves.<br />
Example 15: Gamma Ray and Resistivity Interpretation<br />
A typical set of logs recorded while drilling is shown in Figure 4-280. The<br />
wireline caliper is shown in the gamma ray track. Displayed on this attachment<br />
are gamma ray, RN,a curve, Pe curve, neutron and density curve. The delta-rho<br />
curve is the quality curve check for the density log.<br />
1. Draw a lithology description in the depth column.<br />
2. Is the clean formation permeable? Why?<br />
3. Does the porous zone contain hydrocarbons? What type? Give the boundaries.<br />
4. Determine R,.<br />
5. Compute the hydrocarbon saturation at 8400 ft assuming a = 1 and m = 2.<br />
(text continued on page 982)
flow channel<br />
-<br />
-<br />
Battery<br />
Gamma ray<br />
Electronics<br />
13<br />
Receiver-<br />
Transmitters Receiver-<br />
Transmitter-<br />
Antenna recess<br />
with loop antenna<br />
Near receiver signal<br />
lPhase shift<br />
Amplitude 1<br />
mlAmplitude 2<br />
Far receiver signal<br />
(a)<br />
Figure 4-275. Compensated dual-resistivity tool; (a) sub design; (b) operating principle. (Courtesy Anadrill [ 11 31.)
MWD and LWD 981<br />
Figure 4-276. Comparison of the compensated dual-resistivity log resistivities<br />
run while drilling to the invaded and noninvaded resistivities calculated with<br />
wireline phasor induction data. The spurt loss is the ratio RpS/Rad. (Courtesy<br />
Anadrill [113].)<br />
A<br />
N TURNS<br />
I<br />
Figure 4-277. Toroid mounted on a drill collar. (Courtesy SPWLA [115].)
982 Drilling and Well Completions<br />
LATERAL<br />
CURRENT<br />
BIT<br />
CURRENT<br />
Figure 4-278. Computed current pattern in a homogeneous formation for the<br />
MWD toroid system. (Courtesy SPWLA [115].)<br />
(test continued from page 979)<br />
Solution<br />
1. 8,450 to 8,434 ft dolomite<br />
8,434 to 8,430 ft shale<br />
8,430 to 8,426 ft dolomite<br />
8,426 to 8,423 ft shale<br />
8,423 to 8,374 ft dolomite<br />
8,374 to 8,350 ft shale<br />
Rock nature is read on the Pe log.<br />
2. Yes, a mud cake is seen on the caliper log.<br />
3. Yes, the Rwa curve increases sharply in the main zone at 8425 ft. Oil from<br />
8425 to 8400 ft. Gas above 8,400 ft. Gas is indicated by a density porosity<br />
larger than the neutron porosity.<br />
4. Rw = 0.05 Rem; read on Rwa curve in the lower porous zone.<br />
5. At 8400 ft, porosity = 20%, R,, = 0.45, F = 25, R, = 11.25 Rem<br />
S, = j2:i.:r = 0.33 = 33%<br />
S,, = 67%
MWD and LWD 983<br />
DUAL INDUCTION-LL3<br />
MWD RESISTIVITY<br />
I<br />
IO<br />
X550<br />
X600<br />
X650<br />
Figure 4-279. Comparison of toroid logs with dual induction logs. (Courtesy<br />
SPWLA [115].)
~ ~~<br />
984 Drilling and Well Completions<br />
WL DCAL<br />
.5 (in.) 16.5 0 1(<br />
LWD DCAL<br />
? (in.) 8<br />
LWD Gamma Ray<br />
0 (GAPI) 120<br />
WLPEf<br />
LWD<br />
PEF<br />
0 1(<br />
335c<br />
LWD Density Porosity<br />
60 (PU) -30<br />
LWD Neutron Porosity<br />
60<br />
LWD RWA<br />
I (ohm-m) 0.5<br />
(P u.1 -30<br />
LWD Delta-Rho<br />
0.8 iaicm31 0.:<br />
i<br />
840(<br />
8451<br />
Flgure 4-280. LWD logs recorded while drilling [113].