You might also like
- Voith Fluid CoDocument32 pagesVoith Fluid CoDênis DáyolNo ratings yet
- Voith Fluid Couplings - End in XGDocument18 pagesVoith Fluid Couplings - End in XGDênis DáyolNo ratings yet
- SKF CouplingDocument16 pagesSKF CouplingmatchutNo ratings yet
- 04-Coupling 304 Motor-Gear PDFDocument12 pages04-Coupling 304 Motor-Gear PDFManuel Díaz VilloutaNo ratings yet
- Technical Information Bulletins Ajax # 010717Document28 pagesTechnical Information Bulletins Ajax # 010717harley florezNo ratings yet
- Service Manual: Fm/Am Compact Disc Player FM/MW/LW Compact Disc PlayerDocument52 pagesService Manual: Fm/Am Compact Disc Player FM/MW/LW Compact Disc PlayerzoquetinNo ratings yet
- 12165-70 - 1 Sundry Instr.Document328 pages12165-70 - 1 Sundry Instr.kodrysNo ratings yet
- Install - Instruc - For ACS880 - Encoder - Kit - 3AUA0000234593 - RevB - 8-19-21Document11 pagesInstall - Instruc - For ACS880 - Encoder - Kit - 3AUA0000234593 - RevB - 8-19-21saiful IslamNo ratings yet
- Ser 200 IMDocument5 pagesSer 200 IMshadialameddinNo ratings yet
- Kenwood Kvt-819 - 829 - 839 Monitor With DVD ReceiverDocument80 pagesKenwood Kvt-819 - 829 - 839 Monitor With DVD ReceiverpromexbrailaNo ratings yet
- Single Bearing Generator Installation Procedures - LeTourneau, Inc.Document65 pagesSingle Bearing Generator Installation Procedures - LeTourneau, Inc.pevare100% (3)
- Manual 1213896570Document14 pagesManual 1213896570Aroni AlejoNo ratings yet
- 05-06 YFM250 Bruin 07-09 BigBear 2WDDocument444 pages05-06 YFM250 Bruin 07-09 BigBear 2WDTim Burkett100% (2)
- Installation, Operation and Maintenance InstallationDocument15 pagesInstallation, Operation and Maintenance InstallationMuralikrishna ArigondaNo ratings yet
- D70REVDocument88 pagesD70REVsteva037No ratings yet
- XV 1700 Supplement Service Manual (ENG) 2002-2003Document36 pagesXV 1700 Supplement Service Manual (ENG) 2002-2003broddie1230% (1)
- Herald Spitfire VitesseDocument417 pagesHerald Spitfire Vitessefilipko123100% (1)
- Bibby CouplingsDocument25 pagesBibby CouplingsKemoy JohnsonNo ratings yet
- 8850 510DP Service Manual PDFDocument442 pages8850 510DP Service Manual PDFDeepak Bukhrediwal100% (1)
- How To Use This Manual: Sizes 370, 1420-1760/2760 Types HFD25 & HFDD25 (Page 1 of 6)Document6 pagesHow To Use This Manual: Sizes 370, 1420-1760/2760 Types HFD25 & HFDD25 (Page 1 of 6)jose_cruzNo ratings yet
- Si 0206Document3 pagesSi 0206jentleproNo ratings yet
- SheeLIT 11616 YF 36Document278 pagesSheeLIT 11616 YF 36Rafael ZamotNo ratings yet
- 2012 Arctic Cat Service Updates and BulletinsDocument470 pages2012 Arctic Cat Service Updates and BulletinsJuan Carlos SuarezNo ratings yet
- Manual de Partes Motor 6.8 John DeereDocument295 pagesManual de Partes Motor 6.8 John DeereJose Sanchez100% (1)
- XT250 2008 Service ManualDocument282 pagesXT250 2008 Service Manualglorthron100% (2)
- DRC Packaged Encoders T23BA Data SheetDocument4 pagesDRC Packaged Encoders T23BA Data SheetElectromateNo ratings yet
- MUL ACS880 01 Quick Inst Guide R1 R3 Rev G ScrresDocument86 pagesMUL ACS880 01 Quick Inst Guide R1 R3 Rev G ScrresQuy HoangNo ratings yet
- Bevel and Transfer Gears - AssembleDocument14 pagesBevel and Transfer Gears - AssembleIginio Malaver VargasNo ratings yet
- 320d Replacing The Governor ActuatorDocument4 pages320d Replacing The Governor ActuatoraliNo ratings yet
- WIM-CG-010 B enDocument21 pagesWIM-CG-010 B enJhohanes OrtizNo ratings yet
- TSK EngDocument7 pagesTSK EnguotefokNo ratings yet
- Acs 880 Guia RapidaDocument88 pagesAcs 880 Guia Rapidaarmando olivaresNo ratings yet
- TN42.1005 - Procedure Checking EndPlay in Ball Bearing PDFDocument2 pagesTN42.1005 - Procedure Checking EndPlay in Ball Bearing PDFarifuddinnurdinNo ratings yet
- 16' X 22' Ball Mill Installation ManualDocument54 pages16' X 22' Ball Mill Installation Manualpataza011100% (3)
- How To Use This Manual: Type FD-N10Document4 pagesHow To Use This Manual: Type FD-N10marcelo castilloNo ratings yet
- Service Manual DSC F-717Document80 pagesService Manual DSC F-717stilmix60No ratings yet
- Manual de La Bop 3.06 15M PDFDocument28 pagesManual de La Bop 3.06 15M PDFJack FosterNo ratings yet
- Alignment of Diesel Generator Sets With The Two-Bearing GeneratorDocument10 pagesAlignment of Diesel Generator Sets With The Two-Bearing Generatorwillian100% (3)
- A 1753 ADocument44 pagesA 1753 AMauricio03No ratings yet
- CD Changer Service ManualDocument72 pagesCD Changer Service Manualsalloum3No ratings yet
- Baker 4-Speed N1 Shift Drum Kit: Baker Cruise Drive Top CoverDocument8 pagesBaker 4-Speed N1 Shift Drum Kit: Baker Cruise Drive Top Coverderek maukNo ratings yet
- Cylinder Liner Projection - Inspect: Shutdown SIS Previous ScreenDocument4 pagesCylinder Liner Projection - Inspect: Shutdown SIS Previous ScreenbejoythomasNo ratings yet
- Coupling - InstallDocument7 pagesCoupling - Installjrincon26No ratings yet
- Bowex Fle-Pa Bowex-Elastic: Flange Coupling For I. C.-EnginesDocument14 pagesBowex Fle-Pa Bowex-Elastic: Flange Coupling For I. C.-EnginesÓscar PereiraNo ratings yet
- HarmonicDrive HDISpecification SpecsheetDocument9 pagesHarmonicDrive HDISpecification SpecsheetElectromateNo ratings yet
- 1970-1971 Ski-DooDocument375 pages1970-1971 Ski-DooVincent Roy100% (1)
- Mechanical Power Take Off Rubber Block Drive Power Take Off Installation and Maintenance ManualDocument34 pagesMechanical Power Take Off Rubber Block Drive Power Take Off Installation and Maintenance ManualVituwNo ratings yet
- Cat 3304 3306 Industrial Marine Service ManualDocument827 pagesCat 3304 3306 Industrial Marine Service Manualruss mathis100% (35)
- Corona Piñon de MolinosDocument31 pagesCorona Piñon de Molinosstoneblind100% (1)
- 01808503EN02 ZET-Horn 141AC-70AC Betr - ManualDocument6 pages01808503EN02 ZET-Horn 141AC-70AC Betr - ManualMareks LezevskisNo ratings yet
- X30592Document16 pagesX30592CTN2010No ratings yet
- Cigüeñal - Instalar: Tabla 1Document5 pagesCigüeñal - Instalar: Tabla 1Miguel Angel Garrido CardenasNo ratings yet
- Automatic Drawbar ManualDocument24 pagesAutomatic Drawbar Manualjason mossNo ratings yet
- Red CoronaDocument78 pagesRed CoronaWalther Ernesto Molina DominguezNo ratings yet
- Manual Generador KatoDocument160 pagesManual Generador Katomass72100% (4)
- 3408E and 3412E Crankshaft Main Bearings - InstallDocument6 pages3408E and 3412E Crankshaft Main Bearings - Installalonso100% (1)
- VW Volkswagen Transporter T4 [ Powered By 1.8, 2.4 & 2.9 Diesel engines ]: Workshop Manual Diesel Models Years 2000-2004From EverandVW Volkswagen Transporter T4 [ Powered By 1.8, 2.4 & 2.9 Diesel engines ]: Workshop Manual Diesel Models Years 2000-2004Rating: 3 out of 5 stars3/5 (1)
- VW Transporter T4 ( Diesel - 2000-2004) Workshop Manual: Owners Edition (Owners' Workshop Manuals)From EverandVW Transporter T4 ( Diesel - 2000-2004) Workshop Manual: Owners Edition (Owners' Workshop Manuals)Rating: 1 out of 5 stars1/5 (3)
- Mercedes - Benz Vito & V-Class Petrol & Diesel Models: Workshop Manual - 2000 - 2003From EverandMercedes - Benz Vito & V-Class Petrol & Diesel Models: Workshop Manual - 2000 - 2003Rating: 5 out of 5 stars5/5 (1)
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- Permitting Procedures HazardousDocument35 pagesPermitting Procedures HazardousCarol YD56% (9)
- Tamil Translation Names For English Cereals and PulsesDocument2 pagesTamil Translation Names For English Cereals and Pulsesprajesh_bilva71% (7)
- US History NotesDocument3 pagesUS History NotesNaqeebullah Haji AmanullahNo ratings yet
- Ton Lanh Mau-Theo JIS 3322Document5 pagesTon Lanh Mau-Theo JIS 3322mrphongvnctNo ratings yet
- Crown FC 4500 PDFDocument697 pagesCrown FC 4500 PDFDaniel Popescu100% (1)
- Carvin Engineering Data: Operating ManualDocument4 pagesCarvin Engineering Data: Operating ManualKelly HoffmanNo ratings yet
- CBSE Class 11 Physics Notes For Properties of Bulk MatterDocument20 pagesCBSE Class 11 Physics Notes For Properties of Bulk MatterAyush Kumar100% (1)
- BooKChapter-IIOTIndustry4 0Document267 pagesBooKChapter-IIOTIndustry4 0Parvej IslamNo ratings yet
- CHAPTER 1 ShssDocument10 pagesCHAPTER 1 Shssaccventure5No ratings yet
- Eaton Memshield 2 MCB Distribution Board System TechnicalDocument63 pagesEaton Memshield 2 MCB Distribution Board System TechnicalSameerEkriemNo ratings yet
- Junior Philippine Institute of Civil Engineers: University of Science and Technology of Southern PhilippinesDocument2 pagesJunior Philippine Institute of Civil Engineers: University of Science and Technology of Southern Philippinesarnel dapitanNo ratings yet
- General Biology Laboratory ModuleDocument6 pagesGeneral Biology Laboratory ModuleEunice Moureen MaravillaNo ratings yet
- Product Flow in Process Costing SystemDocument2 pagesProduct Flow in Process Costing SystemmahibuttNo ratings yet
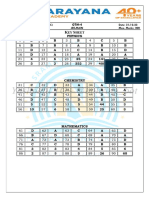
- Narayana GTM 4 Ans - Key 31-12-2024Document16 pagesNarayana GTM 4 Ans - Key 31-12-2024Gagan GNo ratings yet
- WORKSHEET 12 - Parallel and Series CircuitsDocument7 pagesWORKSHEET 12 - Parallel and Series CircuitsPaliNo ratings yet
- Machine Design 1Document4 pagesMachine Design 1rajdecoratorsNo ratings yet
- DLP For 3rd QuarterDocument3 pagesDLP For 3rd QuarterZenaidaGonzalesMartinez50% (2)
- TIHE20111801 - R06 - The Slow Steaming Impact On Exhaust Gas BoilersDocument6 pagesTIHE20111801 - R06 - The Slow Steaming Impact On Exhaust Gas Boilersajshsu5682No ratings yet
- 5916 Om Mani Padme Hum 唵嘛呢叭彌吽Document8 pages5916 Om Mani Padme Hum 唵嘛呢叭彌吽ahwah78No ratings yet
- Homework Set 3 SolutionsDocument15 pagesHomework Set 3 SolutionsEunchan KimNo ratings yet
- Pultruded Fiber-Reinforced Composite Distribution Poles Review of Cantilever Test Result Rev. 1Document25 pagesPultruded Fiber-Reinforced Composite Distribution Poles Review of Cantilever Test Result Rev. 1Sandeep JoshiNo ratings yet
- Calibration Techniques and Process: Abdul Latif, Pe H (NI)Document69 pagesCalibration Techniques and Process: Abdul Latif, Pe H (NI)Engr Umair AzizNo ratings yet
- Call of Duty - Modern Warfare 2 (PC) Cheat Codes, Hints, and HelpDocument22 pagesCall of Duty - Modern Warfare 2 (PC) Cheat Codes, Hints, and HelppargelatorNo ratings yet
- PHD Thesis ZoologyDocument6 pagesPHD Thesis Zoologygjfs5mtv100% (2)
- Norma For Industry & Trade: ProductsDocument170 pagesNorma For Industry & Trade: Productssahinemre08No ratings yet
- Grade 6 Maths Practice Sheet Decimals (Ekam and Ena) (01!09!2017)Document5 pagesGrade 6 Maths Practice Sheet Decimals (Ekam and Ena) (01!09!2017)praschNo ratings yet
- Performance MAPEHDocument4 pagesPerformance MAPEHNathaniel JuanNo ratings yet
- Bouncing Ball Lab ReportDocument2 pagesBouncing Ball Lab ReportVivian Chuang33% (3)
- Src550 Rough-Terrain Crane 55 Tons Lifting Capacity: Quality Changes The WorldDocument11 pagesSrc550 Rough-Terrain Crane 55 Tons Lifting Capacity: Quality Changes The WorldThet Phyo AungNo ratings yet
























































![VW Volkswagen Transporter T4 [ Powered By 1.8, 2.4 & 2.9 Diesel engines ]: Workshop Manual Diesel Models Years 2000-2004](https://imgv2-1-f.scribdassets.com/img/word_document/282876773/149x198/5fb74bd6e1/1675169638?v=1)