You might also like
- Why Industrial Bearings Fail: Analysis, Maintenance, and PreventionFrom EverandWhy Industrial Bearings Fail: Analysis, Maintenance, and PreventionNo ratings yet
- Bearing Clearance - ChecksDocument3 pagesBearing Clearance - ChecksPutra JawaNo ratings yet
- Small Block Chevrolet: Stock and High-Performance RebuildsFrom EverandSmall Block Chevrolet: Stock and High-Performance RebuildsRating: 4 out of 5 stars4/5 (6)
- Bering NelsonDocument3 pagesBering NelsonEckard GuendelNo ratings yet
- Bearing Clearance (Plastic Gauge)Document3 pagesBearing Clearance (Plastic Gauge)rahmat sanusiNo ratings yet
- Bearing Clearance - Check: Shutdown SIS Previous ScreenDocument3 pagesBearing Clearance - Check: Shutdown SIS Previous ScreenOdai AlsaafinNo ratings yet
- Bearing Clearance - CheckDocument3 pagesBearing Clearance - CheckchanlinNo ratings yet
- Bearing Clearance - CheckDocument3 pagesBearing Clearance - ChecksenNo ratings yet
- 305 Con Rod 2Document3 pages305 Con Rod 2qwuLzNo ratings yet
- 216B 226B 232B 242B Skid Steer Loader BXM00001-04224 (MACHINE) POWERED BY 3024C Engine (SEBP3770 - 65) - Systems & Components 6 UBA PDFDocument3 pages216B 226B 232B 242B Skid Steer Loader BXM00001-04224 (MACHINE) POWERED BY 3024C Engine (SEBP3770 - 65) - Systems & Components 6 UBA PDFubaldo caraballoNo ratings yet
- 3512C Marine Engine TTC00001-UP (SEBP4534 - 23) - Bearing Clearance - CheckDocument4 pages3512C Marine Engine TTC00001-UP (SEBP4534 - 23) - Bearing Clearance - CheckMYO MINNo ratings yet
- Bearing Clearance CheckDocument3 pagesBearing Clearance ChecksxturboNo ratings yet
- Cylinder Liner Projection - Inspect: Testing and AdjustingDocument5 pagesCylinder Liner Projection - Inspect: Testing and AdjustingВиталийNo ratings yet
- Cylinder Liner Projection - Inspect: Testing and AdjustingDocument5 pagesCylinder Liner Projection - Inspect: Testing and AdjustingВиталийNo ratings yet
- Gear Group (Front) - Install - Idler Gear Only: Desmontagem e MontagemDocument6 pagesGear Group (Front) - Install - Idler Gear Only: Desmontagem e MontagemJose nildo lobato Mendes MendesNo ratings yet
- AA02193C STRG Pin Wear Checks and SizesDocument8 pagesAA02193C STRG Pin Wear Checks and SizesSebastiao DuarteNo ratings yet
- Virabrequim C32Document3 pagesVirabrequim C32PauloNo ratings yet
- Cylinder Liner Projection - Inspect: Shutdown SIS Previous ScreenDocument4 pagesCylinder Liner Projection - Inspect: Shutdown SIS Previous ScreenbejoythomasNo ratings yet
- Cylinder Liner - Install PDFDocument3 pagesCylinder Liner - Install PDFGeorge GuerreroNo ratings yet
- Proyeccion de Las Camisas C-9Document4 pagesProyeccion de Las Camisas C-9Alejandro ValenzuelaNo ratings yet
- Upper Frame: Cerrar SIS Pantalla AnteriorDocument3 pagesUpper Frame: Cerrar SIS Pantalla Anteriorcristian chuquicondor torresNo ratings yet
- Sebf 8269 Привод 3408Document16 pagesSebf 8269 Привод 3408mohamed hamedNo ratings yet
- 04 - Camshaft Bearings - InstallDocument3 pages04 - Camshaft Bearings - InstallNimNo ratings yet
- Camshaft Idler Gear - Remove and InstallDocument3 pagesCamshaft Idler Gear - Remove and InstallВиталийNo ratings yet
- SMC-IMG-Specifications For Connecting Rods and Bearings Used in 3600 and C280 Family of EnginesDocument5 pagesSMC-IMG-Specifications For Connecting Rods and Bearings Used in 3600 and C280 Family of EnginesVictor NoschangNo ratings yet
- Prosedure Installation Eui c9Document5 pagesProsedure Installation Eui c9Un'galluNo ratings yet
- C9 Valve SpecDocument7 pagesC9 Valve SpecWa TokeNo ratings yet
- Prueba Desgaste de Discos y PlatosDocument5 pagesPrueba Desgaste de Discos y PlatosDiego Orlando Santos BuitragoNo ratings yet
- Connecting Rod and Main Bearing Journals: SpecificationsDocument2 pagesConnecting Rod and Main Bearing Journals: SpecificationsGeorge Zormpas100% (1)
- Pistons and Connecting Rods - Assemble: Shutdown SISDocument3 pagesPistons and Connecting Rods - Assemble: Shutdown SISВиталийNo ratings yet
- Injector InstalacionDocument6 pagesInjector Instalacionjose luis herreraNo ratings yet
- Camshaft Bearings - Remove and Install: Shutdown SIS Previous ScreenDocument3 pagesCamshaft Bearings - Remove and Install: Shutdown SIS Previous ScreenOdai AlsaafinNo ratings yet
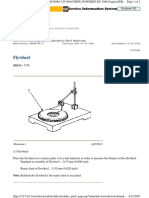
- FlywheelDocument2 pagesFlywheelaungwinnaingNo ratings yet
- Caterpillar Cat 303C CR Mini Hydraulic Excavator (Prefix BXT) Service Repair Manual (BXT00001 and Up)Document21 pagesCaterpillar Cat 303C CR Mini Hydraulic Excavator (Prefix BXT) Service Repair Manual (BXT00001 and Up)kfmuseddkNo ratings yet
- Service Brake Wear Indicator - Check - Print - PageDocument5 pagesService Brake Wear Indicator - Check - Print - PageOswaldo AndradeNo ratings yet
- Unit Injector - Install: Disassembly and AssemblyDocument5 pagesUnit Injector - Install: Disassembly and AssemblyJoze 23No ratings yet
- Caterpillar Cat 303.5 D Mini Excavator (Prefix RHP) Service Repair Manual (RHP00001 and Up)Document23 pagesCaterpillar Cat 303.5 D Mini Excavator (Prefix RHP) Service Repair Manual (RHP00001 and Up)kfmuseddkNo ratings yet
- Connecting Rod Bearings - Install: Fechar o SISDocument3 pagesConnecting Rod Bearings - Install: Fechar o SISJefferson SilvaNo ratings yet
- Aux PumpDocument3 pagesAux PumpMahesh KumarNo ratings yet
- Electronic Unit Injector - Install: Disassembly and AssemblyDocument4 pagesElectronic Unit Injector - Install: Disassembly and AssemblysxturboNo ratings yet
- Medición en La ArmaduraDocument5 pagesMedición en La ArmaduraAlvaro arceNo ratings yet
- Piston and Rings: SpecificationsDocument3 pagesPiston and Rings: SpecificationsPaulo100% (2)
- 3512C HD Fuel Injector AdjustmentDocument5 pages3512C HD Fuel Injector Adjustmentharikrishnanpd3327100% (2)
- SEBF8155 цил.головка 3500Document30 pagesSEBF8155 цил.головка 3500Евгений Абрамов100% (1)
- Connecting Rod Bearings - Install: Disassembly and AssemblyDocument3 pagesConnecting Rod Bearings - Install: Disassembly and AssemblyВиталийNo ratings yet
- C11 PistonDocument4 pagesC11 PistonHebert GahujfaNo ratings yet
- Piston Ring InspectDocument3 pagesPiston Ring InspectbejoythomasNo ratings yet
- Crankshaft ..Document3 pagesCrankshaft ..Haidar SareeniNo ratings yet
- Cylinder Liner ProjectionDocument4 pagesCylinder Liner ProjectionFernando Daniel Saez VillarrealNo ratings yet
- Piston and Rings 3126BDocument3 pagesPiston and Rings 3126BGerardo100% (1)
- Connecting Rod and Main Bearing Journals: Shutdown SIS Previous ScreenDocument4 pagesConnecting Rod and Main Bearing Journals: Shutdown SIS Previous ScreenTASHKEELNo ratings yet
- Unit Injector - Install: Cerrar SISDocument5 pagesUnit Injector - Install: Cerrar SISAlejandro ValenzuelaNo ratings yet
- Cylinder Block: Cerrar SIS Pantalla AnteriorDocument6 pagesCylinder Block: Cerrar SIS Pantalla AnteriorJefferson HuamanNo ratings yet
- Caterpillar Cat 304D CR Mini Excavator (Prefix TYK) Service Repair Manual (TYK00001 and Up)Document24 pagesCaterpillar Cat 304D CR Mini Excavator (Prefix TYK) Service Repair Manual (TYK00001 and Up)kfmuseddk0% (1)
- Unit Injector - InstallDocument4 pagesUnit Injector - InstallJose PichinteNo ratings yet
- SRBF8091 ролики 3500Document20 pagesSRBF8091 ролики 3500mohamed hamedNo ratings yet
- Caterpillar Cat 305C CR Mini Hydraulic Excavator (Prefix HWJ) Service Repair Manual (HWJ00001 and Up)Document23 pagesCaterpillar Cat 305C CR Mini Hydraulic Excavator (Prefix HWJ) Service Repair Manual (HWJ00001 and Up)kfmuseddk50% (4)
- Cylinder Liner - Install: Disassembly and AssemblyDocument2 pagesCylinder Liner - Install: Disassembly and AssemblyВиталийNo ratings yet
- Comandos de Valvulas 1-2Document3 pagesComandos de Valvulas 1-2PauloNo ratings yet
- Connecting Rod - Steel Crankshaft PDFDocument6 pagesConnecting Rod - Steel Crankshaft PDFjoaobargasNo ratings yet
- General Testing and Adjusting InformationDocument3 pagesGeneral Testing and Adjusting InformationmkNo ratings yet
- Junction Box and Enclosure Group: Systems OperationDocument5 pagesJunction Box and Enclosure Group: Systems OperationmkNo ratings yet
- Governor Servo (Types I, III, IV, V, VI, and VII) : Systems OperationDocument5 pagesGovernor Servo (Types I, III, IV, V, VI, and VII) : Systems OperationmkNo ratings yet
- Dashpot (Types I, III, IV, V, VI, and VII) : Systems OperationDocument2 pagesDashpot (Types I, III, IV, V, VI, and VII) : Systems OperationmkNo ratings yet
- NSK Cat E728g 1Document6 pagesNSK Cat E728g 1shukhanNo ratings yet
- Electric Protection System TestDocument3 pagesElectric Protection System TestmkNo ratings yet
- CAT Understanding Elevated Copper Levels in Used Oil SamplesDocument3 pagesCAT Understanding Elevated Copper Levels in Used Oil SamplesmkNo ratings yet
- New 3500 Main&Connecting Rod BearingsDocument2 pagesNew 3500 Main&Connecting Rod BearingsmkNo ratings yet
- CAT-Dual Fuel EnginesDocument4 pagesCAT-Dual Fuel EnginesmkNo ratings yet
- CAT Bearing Failures On Engine (Lack of Oil)Document2 pagesCAT Bearing Failures On Engine (Lack of Oil)mkNo ratings yet
- CAT Test Spec (Parameters)Document2 pagesCAT Test Spec (Parameters)mkNo ratings yet
- Visual Inspection of Main Bearings & Connecting Rod BearingsDocument61 pagesVisual Inspection of Main Bearings & Connecting Rod BearingsmkNo ratings yet
- CAT-PERKINS Cross ReferenceDocument2 pagesCAT-PERKINS Cross ReferencemkNo ratings yet
- CAT Power Generation For The Offshore Oil & Gas IndustryDocument8 pagesCAT Power Generation For The Offshore Oil & Gas IndustrymkNo ratings yet
- Visual Inspection Main & Connecting RodDocument56 pagesVisual Inspection Main & Connecting RodmkNo ratings yet
- CAT Measurment of The CamshaftDocument12 pagesCAT Measurment of The Camshaftmk100% (1)
- Usability of Main Bearings&Camshaft BearingsDocument8 pagesUsability of Main Bearings&Camshaft BearingsmkNo ratings yet
- D-CAT Diesel Fuels and Fuel Systems (2012)Document64 pagesD-CAT Diesel Fuels and Fuel Systems (2012)mkNo ratings yet
- Bearing Failures On EnginesDocument2 pagesBearing Failures On EnginesmkNo ratings yet
- CAT-Zeppelin Drive TrainsDocument2 pagesCAT-Zeppelin Drive TrainsmkNo ratings yet
- Mak Engines by Zeppelin Power Systems For Marine ApplicationsDocument2 pagesMak Engines by Zeppelin Power Systems For Marine ApplicationsmkNo ratings yet
- CAT Battery Test ProcedureDocument22 pagesCAT Battery Test ProceduremkNo ratings yet
- Cat Gas Engines by Zeppelin Power Systems.: Don't Hesitate To Contact Us DirectlyDocument2 pagesCat Gas Engines by Zeppelin Power Systems.: Don't Hesitate To Contact Us DirectlymkNo ratings yet
- Caterpillar Flash Files (04.2014)Document3 pagesCaterpillar Flash Files (04.2014)asadiqbalansari80% (5)
- Caterpillar OmmDocument2 pagesCaterpillar Ommasarduon_1No ratings yet
- EMD Diesel Engines by Caterpillar For Marine ApplicationsDocument3 pagesEMD Diesel Engines by Caterpillar For Marine ApplicationsmkNo ratings yet
- CAT Diesel EnginesDocument2 pagesCAT Diesel EnginesmkNo ratings yet
- Product Link™ & Visionlink FAQDocument5 pagesProduct Link™ & Visionlink FAQmkNo ratings yet
- CAT-Cat® Powertrain Equipment Protection PlanDocument13 pagesCAT-Cat® Powertrain Equipment Protection PlanmkNo ratings yet
- PW6101 ProgrammationDocument44 pagesPW6101 ProgrammationCédric DekeyserNo ratings yet
- Connection Manual: BNP-B2203D (ENG)Document122 pagesConnection Manual: BNP-B2203D (ENG)Allison CarvalhoNo ratings yet
- CPHQ Text BookDocument20 pagesCPHQ Text BookCphq Cphq Ali100% (2)
- Preparation of Stick Type Solid Glue As Paper AdheDocument9 pagesPreparation of Stick Type Solid Glue As Paper AdheAhmad AlShahrourNo ratings yet
- Midas Tutorial Fea 7Document3 pagesMidas Tutorial Fea 7sasiNo ratings yet
- Bellows and Expansion JointsDocument5 pagesBellows and Expansion JointsSuresh MechNo ratings yet
- Dan Zahavi Josef Parnas - Schizophrenic - Autism - Clinical - Phenomenology PDFDocument6 pagesDan Zahavi Josef Parnas - Schizophrenic - Autism - Clinical - Phenomenology PDFAdelar Conceição Dos SantosNo ratings yet
- Using The Time Domain Reflectometer To Check For and Locate A FaultDocument5 pagesUsing The Time Domain Reflectometer To Check For and Locate A FaultSikandar MasoodNo ratings yet
- Financial Problems Are Commonly Faced by EveryoneDocument2 pagesFinancial Problems Are Commonly Faced by EveryoneGrace Ann Mancao PototNo ratings yet
- Parenting Styles and Social Interaction of Senior Secondary School Students in Imo State, NigeriaDocument10 pagesParenting Styles and Social Interaction of Senior Secondary School Students in Imo State, NigeriaInternational Educational Applied Scientific Research Journal (IEASRJ)No ratings yet
- Outback MenuDocument2 pagesOutback MenuzeeNo ratings yet
- Put The Verbs in Brackets Into The - Ing Form or The InfinitiveDocument10 pagesPut The Verbs in Brackets Into The - Ing Form or The InfinitiveThao DaoNo ratings yet
- L-2 Single and Composite Heat TransferDocument44 pagesL-2 Single and Composite Heat Transfer271758 ktr.chem.18No ratings yet
- Michigan Clinic 2008 NotesDocument10 pagesMichigan Clinic 2008 NotesCoach Brown100% (3)
- DemolitionDocument25 pagesDemolitionusler4u100% (1)
- Job Satisfaction and Professional Ethics Practices in Public SectorDocument13 pagesJob Satisfaction and Professional Ethics Practices in Public SectorMuhammad NafeesNo ratings yet
- Fitting in and Fighting Back: Stigma Management Strategies Among Homeless KidsDocument24 pagesFitting in and Fighting Back: Stigma Management Strategies Among Homeless KidsIrisha AnandNo ratings yet
- Flock MenuDocument5 pagesFlock MenuWilson TayNo ratings yet
- Sebuguero V NLRC Case Digest PDFDocument2 pagesSebuguero V NLRC Case Digest PDFYodh Jamin Ong0% (1)
- Premium Connections Catalogue ENGDocument134 pagesPremium Connections Catalogue ENGsubzwarijNo ratings yet
- CTS Flexible Benefit PlanDocument53 pagesCTS Flexible Benefit Plannivasshaan100% (2)
- The Bitter Internal Drive of AppleDocument7 pagesThe Bitter Internal Drive of AppleBon WambuaNo ratings yet
- Numerical Modelling of Brine Dispersion in Shallow Coastal WatersDocument13 pagesNumerical Modelling of Brine Dispersion in Shallow Coastal WatersIAEME PublicationNo ratings yet
- Gardobond 24d Imu Sds Ver1Document6 pagesGardobond 24d Imu Sds Ver1stuart3962No ratings yet
- Telecommunications GroundingDocument24 pagesTelecommunications GroundingMike FordealsNo ratings yet
- FBS Q1 WK1Document4 pagesFBS Q1 WK1Nicole Eve Pelaez-AbarrientosNo ratings yet
- On December 1 Curt Walton Began An Auto Repair Shop PDFDocument1 pageOn December 1 Curt Walton Began An Auto Repair Shop PDFhassan taimourNo ratings yet
- EVK203/EVK213/EVK223/EVK233/EVK253: Digital Thermostats For Ventilated Refrigerating UnitsDocument2 pagesEVK203/EVK213/EVK223/EVK233/EVK253: Digital Thermostats For Ventilated Refrigerating UnitsMihai BordeianuNo ratings yet
- L-6th Sem (Eng Notes) Law Relating To Women and ChildDocument52 pagesL-6th Sem (Eng Notes) Law Relating To Women and ChildCuriae corporate consultantsNo ratings yet
- Presentation 2Document70 pagesPresentation 2Vivek LathNo ratings yet