
Heat Treating Effect on WC-Co Tool Tip Scraps Reinforcement in Hadfield Austenitic Manganese Steel †


1
Department of Foundry Engineering, Bandung Polytechnic for Manufacturing, Bandung 40135, Indonesia
2
Department of Advanced Materials Engineering, Bandung Polytechnic for Manufacturing, Bandung 40135, Indonesia
*
Author to whom correspondence should be addressed.
†
Presented at the 7th Mechanical Engineering, Science and Technology International Conference, Surakarta, Indonesia, 21–22 December 2023.
Eng. Proc. 2024, 63(1), 11; https://doi.org/10.3390/engproc2024063011
Published: 27 February 2024
(This article belongs to the Proceedings of The 7th Mechanical Engineering, Science and Technology International Conference)
Abstract
:A study of the utilization of WC-Co tool tip scraps as reinforcement in MMC with a Hadfield austenitic manganese steel matrix was conducted using an in situ metal casting technique. This study concerns the effect of the heat-treatment process on the cast sample of MMC. The results show that the heating temperature affects the grain size of the austenite around the interface between Hadfield austenitic manganese steel and WC-Co tool tip scraps. Heating at high temperatures leads to an increase in the austenite grain size. Microstructure analysis also shows that the heat-treatment process does not affect the bond between WC-Co tool tip scraps and Hadfield austenitic manganese steel. However, mechanical property testing reveals that higher heat-treatment temperatures result in a decrease in the hardness of the MMC.
1. Introduction
The demand for material selection in the construction and mining industries, such as for beaters, crushers, milling machines, and other components, is increasing every year [1,2,3]. The chosen materials for these applications need to have high wear resistance, withstand impact forces, and be resistant to high temperatures. Therefore, material selection for application in the construction and mining industries is a crucial aspect to enhance service life and prevent material failures during operational conditions [4].
Hadfield austenitic manganese steel was first discovered by Robert Hadfield in 1882 and is widely used in the construction and mining industries today [5]. Hadfield austenitic manganese steel is chosen over other similar materials such as martensitic steels and pearlitic Cr-Mo steels because it possesses high strength, good formability, and excellent wear resistance [6,7,8,9,10,11]. The basic chemical composition of Hadfield austenitic manganese steel consists of 0.9–1.4% C and 11.5–14% Mn, and it exhibits good work hardenability. Numerous studies have been conducted to enhance the wear resistance of Hadfield austenitic manganese steel. One approach is to increase the manganese alloy content up to 20% [11,12]. Another commonly used method is strain hardening [11,12,13,14,15]. However, strain hardening alone is not sufficient to significantly improve wear resistance. Moreover, Hadfield austenitic manganese steel faces challenges such as difficulties in heat treatment due to carbide formation and relatively poor machinability [16,17,18].
The utilization of tungsten carbide-cobalt (WC-Co) tip scraps as reinforcement in Hadfield austenitic manganese steel has been proven to increase the strength and improve the mechanical properties of the metal matrix composite (MMC) [19]. However, WC-Co tool tip scraps face the issue of oxidation at high temperatures [20,21,22,23].
In this study, MMC was produced using the in situ casting technique due to its ease of process, relatively low cost, and lower energy requirements compared to other processes [19,24,25]. The in situ cast MMC was subjected to high-temperature heat treatment to investigate the effect of temperature on the properties of the MMC.
2. Materials and Method
In this study, WC-Co tool tip scraps obtained from the manufacturing process in the industry, which are no longer used as reinforcement material, were utilized. Hadfield austenitic manganese steel was used as the metal matrix. The MMC was produced using the gravity metal casting method. WC-Co tool tip scraps were arranged linearly with equal spacing in a cavity mold as shown in Figure 1. The melting process of Hadfield austenitic manganese steel was carried out using a 250 kg capacity induction furnace (Inductotherm). The molten metal was poured into a sand mold with dimensions of 100 × 80 × 30 mm. After cooling, the mold was cut into several small samples for material characterization. The cut samples were heated at temperatures of 600, 700, and 800 °C for two hours, followed by air cooling to room temperature.
The chemical composition of the molten metal was tested using Optical Emission Spectroscopy (OES; ARL 3460, Applied Research Laboratories, Balerna, Switzerland) before the metal was poured into the mold. The results of the OES testing are presented in Table 1. Another section of the sample underwent metallography preparation and etching using a 5% Nital solution for microstructure testing. Microstructure testing was performed using an optical microscope (OM; Olympus GX 71, Olympus, Tokyo, Japan). Grain boundary size measurements were performed using an image analyzer with ASTM E 112 [26] as the standard. Hardness testing was conducted using the micro-Vickers method (Universal Hardness Tester Z25N, Zwick Roell, Ulm-Einsingen, Germany) on the MMC surface. The results of these tests were analyzed simultaneously to determine the influence of temperature on the material properties.
3. Results and Discussion
3.1. Microstructural Analysis
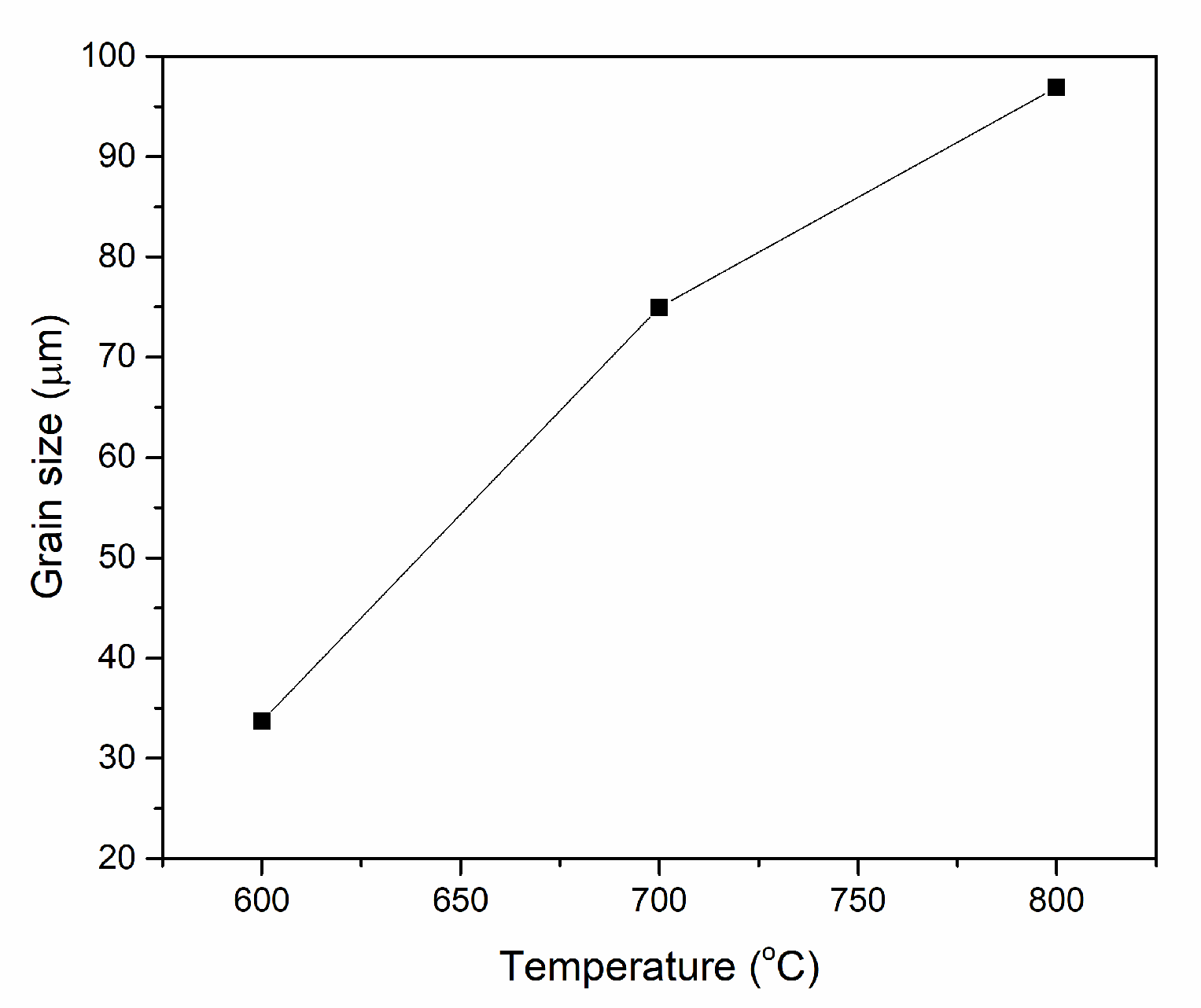
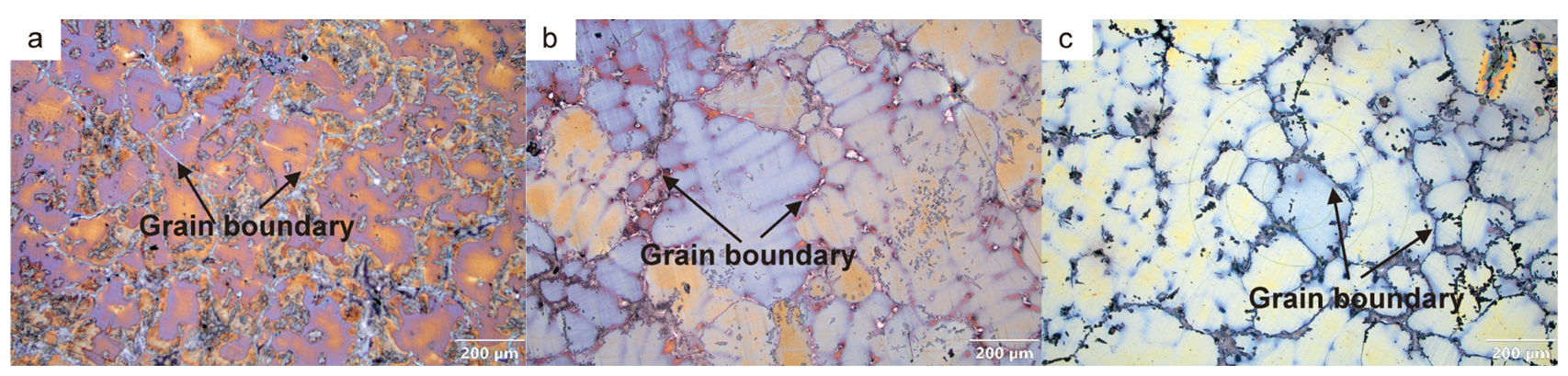
The analysis of grain boundary size in MMCs with different heating temperatures is shown in the graph in Figure 2. The results in Figure 2 indicate that heating at 600 °C resulted in smaller grain sizes compared to 700 °C and 800 °C. The image analyzer results showed that the grain sizes for MMCs heated at temperatures of 600 °C, 700 °C, and 800 °C were 33.68 µm, 74.98 µm, and 96.92 µm, respectively. These grain boundary sizes were then converted to the ASTM E 112 standard, resulting in grain sizes of G 6.50, G 4.19, and G 3.45 for MMCs heated at temperatures of 600 °C, 700 °C, and 800 °C, respectively. The microstructure of the MMC at 100× magnification is shown in Figure 3.
Figure 4 shows the grain size of austenite within the range of 0–2 mm from the WC-Co tool tip scrap carbide when heated at a temperature of 700 °C. The grain boundary testing results indicate that there is an influence when the grain boundaries near the WC-Co tool tip scraps have smaller grain sizes compared to sizes above 2 mm, as shown in Figure 3b. This suggests the presence of chilling effects on the formation of grain boundaries during solidification. As the distance from the WC-Co tool tip scraps decreases, the size of the austenite grains becomes smaller. Nadi et al. also confirmed the chilling effect resulting from the addition of WC-Co tool tip scraps [19]. The chilling effect also causes the austenite grains to become elongated towards the interior of the material as the temperature decreases and the distance from the WC-Co tool tip scraps increases. Additionally, reheating the test sample does not eliminate the chilling effect on the austenite grains.
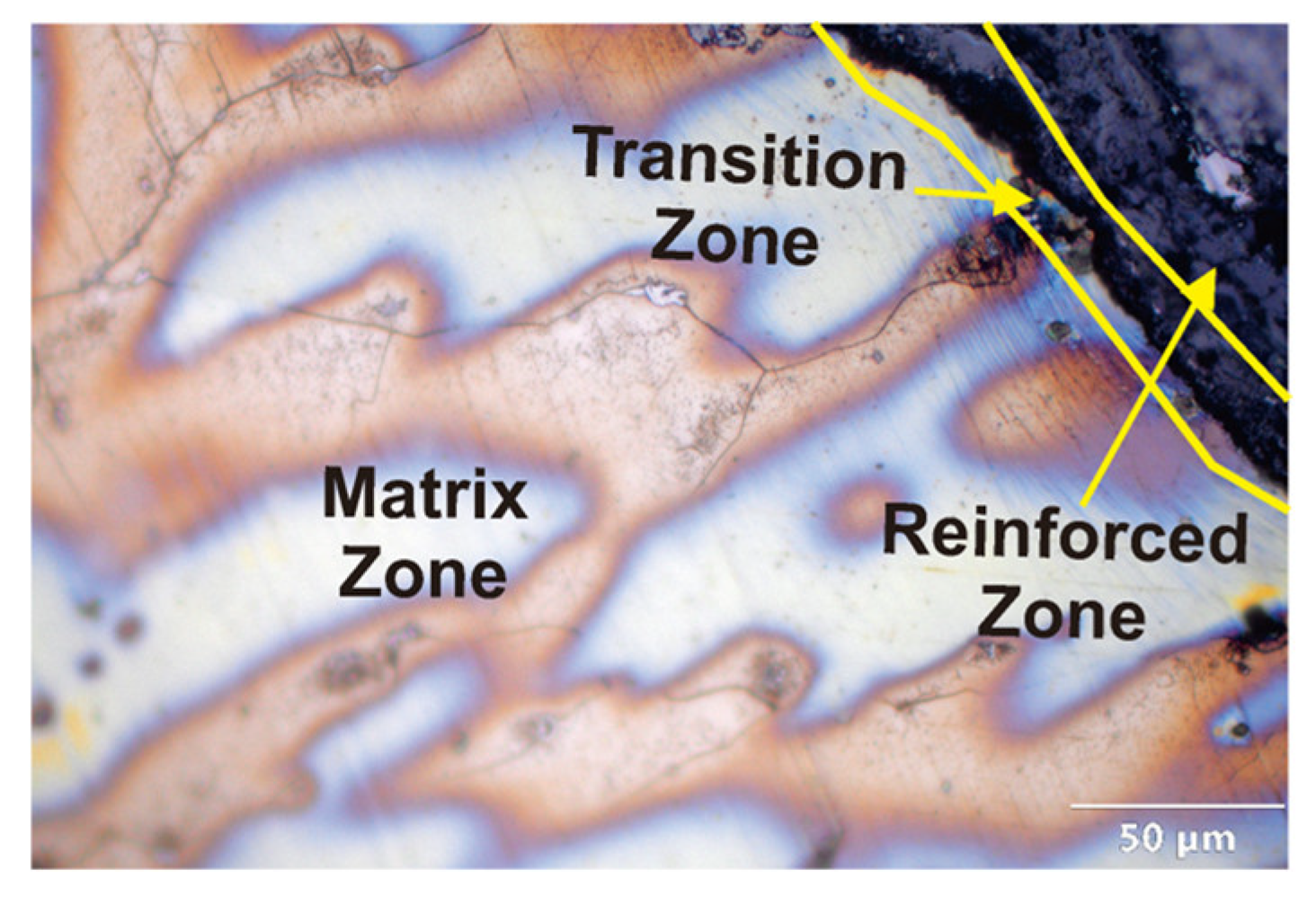
Figure 4 shows the division of areas in the MMC. The image illustrates the microstructure of the MMCs consisting of three main parts: the matrix zone, transition zone, and reinforced zone. The matrix zone is the region dominated by Hadfield austenitic manganese steel, the reinforced zone is the area formed by WC-Co tool tip scraps, and the transition zone is the boundary region between Hadfield austenitic manganese steel and WC-Co tool tip scraps. The microstructure results also indicate that there is a mechanical bond between Hadfield austenitic manganese steel and WC-Co tool tip scraps, which has been confirmed in previous studies [19]. This mechanical bond is not affected by the heat-treatment temperature.
The microstructure testing results in Figure 5 also confirm the formation of carbides at the grain boundaries and within the austenite grains. The carbides exhibit a lamellar morphology and structure, displaying dark and bright regions. Nadi et al. confirmed that the formed carbides are of the (Fe,Cr)3C type. The carbide formation is attributed to segregation that occurs during the solidification process [19].
3.2. Hardness
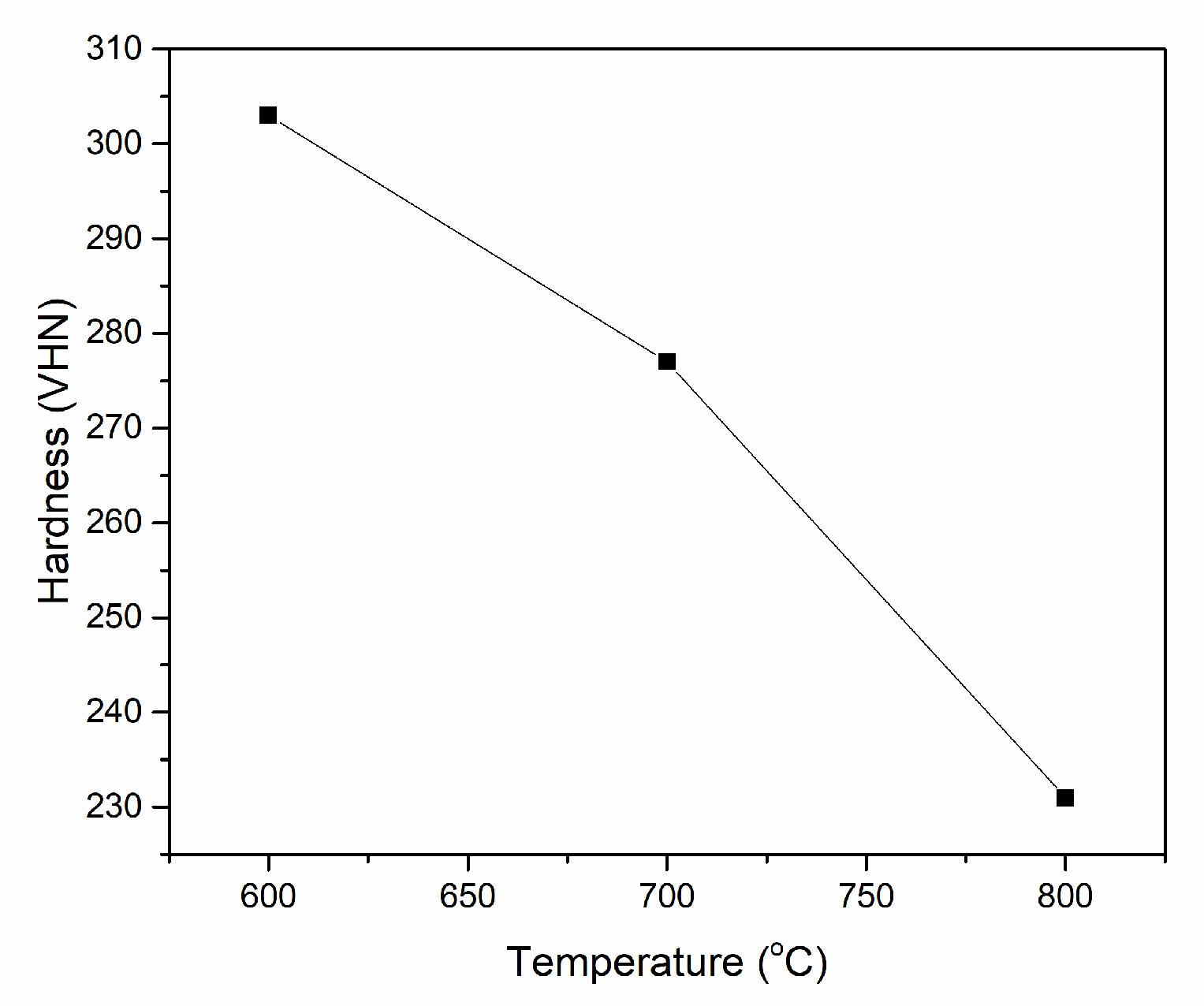
The results of the hardness testing on the Hadfield austenitic manganese steel matrix of the MMC at different temperatures are shown in Figure 6. The hardness testing was conducted at a distance above 2 mm from the interface zone to determine the influence of temperature on the mechanical properties of the Hadfield austenitic manganese steel matrix. The test results indicate that the MMC heated at temperatures of 600 °C, 700 °C, and 800 °C have hardness values of 303, 277, and 231 VHN, respectively, in the Hadfield austenitic manganese steel matrix region. The hardness of the Hadfield austenitic manganese steel matrix is influenced by the grain size of the austenite, where smaller grain size leads to a higher accumulation of carbides at the grain boundaries, thereby increasing the hardness of the Hadfield austenitic manganese steel matrix.
4. Conclusions
This study examined the effect of heat-treatment temperature on the microstructure and mechanical properties of a metal matrix composite (MMC) consisting of WC-Co carbide tool tip scraps as reinforcement and Hadfield austenitic manganese steel as the matrix. The MMC was fabricated using in situ metal casting. The analysis of the MMC is explained in the following conclusion:
- Heat treatment at temperatures of 600, 700, and 800 °C did not cause oxidation of the MMC.
- The grain size of the Hadfield austenitic manganese steel matrix in the MMC heated at 600 °C was smaller, indicated by a grain size number G of 6.50, compared to the MMC heated at 700 and 800 °C, which had grain sizes of G 4.19 and G 3.45, respectively.
- There is a mechanical bond between the WC-Co tool tip scraps and Hadfield austenitic manganese steel. The heat-treatment process does not affect the bond between the reinforcement and matrix material.
- The test results showed that the MMC heated at temperatures of 600, 700, and 800 °C had respective hardness values for the Hadfield austenitic manganese steel matrix of 303, 277, and 231 VHN.
Author Contributions
All authors contributed to the study conception and design. Material preparation and analysis were performed by W.P. and G.N.H. Data collections were performed by A.S. The first draft of the manuscript was written by G.N.H. and all authors commented on previous versions of the manuscript. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by Ministry of Education, Culture, Research, and Technology, Indonesia.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Data are contained within the article.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Tęcza, G.; Zapała, R. Changes in impact strength and abrasive wear resistance of cast high manganese steel due to the formation of primary titanium carbides. Arch. Foundry Eng. 2018, 18, 119–122. [Google Scholar] [CrossRef]
- Denisenko, N.; Maslyuk, V.; Yakovenko, R. Reinforced Powder Chromium Steels and Their Use for the Hardening of Feed Mill Hammers. Powder Metall. Met. Ceram. 2019, 57, 740–746. [Google Scholar] [CrossRef]
- Liu, H.; Fan Rong, S.; Wu, Y.H.; Yang, P.H.; Duan, X.L.; Zhu, Y.C. Study on diagonal hammer of three kind metals composite casting with block protecting handle. In Proceedings of the MATEC Web of Conferences, Hong Kong, China, 11–12 June 2016. [Google Scholar] [CrossRef]
- Allahkaram, S. Causes of catastrophic failure of high Mn steel utilized as crusher overlaying shields. Int. J. Eng. 2008, 21, 55–64. [Google Scholar]
- Jafarian, H.; Sabzi, M.; Anijdan, S.M.; Eivani, A.; Park, N. The influence of austenitization temperature on microstructural developments, mechanical properties, fracture mode and wear mechanism of Hadfield high manganese steel. J. Mater. Res. Technol. 2021, 10, 819–831. [Google Scholar] [CrossRef]
- Okechukwu, C.; Dahunsi, O.A.; Oke, P.K.; Oladele, I.O.; Dauda, M. Development of hardfaced crusher jaws using ferro-alloy hardfacing inserts and low carbon steel substrate. J. Tribol. 2018, 18, 20–39. [Google Scholar]
- Hutchings, I.; Shipway, P. Tribology: Friction and Wear of Engineering Materials; Butterworth-Heinemann: Oxford, UK, 2017. [Google Scholar]
- Olejnik, E.; Batóg, P.; Tokarski, T.; Kurtyka, P. TiC-FeCr local composite reinforcements obtained in situ in steel casting. J. Mater. Process. Technol. 2020, 275, 116157. [Google Scholar] [CrossRef]
- Song, Y.; Wang, H. High speed sliding wear behavior of recycled WCP-reinforced ferrous matrix composites fabricated by centrifugal cast. Wear 2012, 276, 105–110. [Google Scholar] [CrossRef]
- Bhero, S.W.; Nyembe, B.; Lentsoana, K. Common causes of premature failure of Hadfield steel crushers and hammers used in the mining industry. In Proceedings of the International Conference on Mining, Mineral Processing and Metallurgical Engineering, Johannesburg, South Africa, 15–16 April 2013. [Google Scholar]
- Cai, C.; Song, R.; Liu, S.; Feng, Y.; Pei, Z. Wear behavior and subsurface layer work hardening mechanism of Fe-24.1 Mn-1.21 C-0.48 Si steel. Procedia Eng. 2017, 207, 2251–2256. [Google Scholar] [CrossRef]
- Lu, Y.P.; Li, S.T.; Chen, F.S.; Zhu, R.; Lei, T. On the impact abrasive wear of super-high manganese steel. Acta Metall. Sin. 1999, 35, 581–584. [Google Scholar]
- Efstathiou, C.; Sehitoglu, H. Strain hardening and heterogeneous deformation during twinning in Hadfield steel. Acta Mater. 2010, 58, 1479–1488. [Google Scholar] [CrossRef]
- El-Fawakhry, M.K.; Salem, I.; El-Amir, A.A.; Mattar, T.M. Ceramic metal composite approach for the advanced Hadfield steel. J. Phys. Confer. Ser. 2021, 2047, 012010. [Google Scholar] [CrossRef]
- Allende-Seco, R.; Artigas, A.; Bruna, H.; Carvajal, L.; Monsalve, A.; Sklate-Boja, M.F. Hardening by transformation and cold working in a Hadfield steel cone crusher liner. Metals 2021, 11, 961. [Google Scholar] [CrossRef]
- Kıvak, T.; Ekici, E.; Uzun, G. The experimental and statistical investigation of the effects of cutting parameters and coating materials on the machinability of Hadfield steel. Gazi Univ. J. Sci. 2016, 29, 9–17. [Google Scholar]
- Kuljanic, E.; Sortino, M.; Totis, G.; Prosperi, F. Evaluation of commercial tools for machining special-alloy Hadfield steel. In Proceedings of the 9th International Conference on Machines, Technologies, Materials—MTM’12, Varna, Bulgaria, 18–21 September 2012. [Google Scholar]
- Olawale, J.; Ibitoye, S.A.; Shittu, M.D. Workhardening behaviour and microstructural analysis of failed austenitic manganese steel crusher jaws. Mater. Res. 2013, 16, 1274–1281. [Google Scholar] [CrossRef]
- Nadi, M.R.G.; Hermana, G.N.; Purwadi, W.; Ruskandi, C.; Undayat, D.F.; Siswanto, A. An Evaluation of WC-Co Tool Tip Scraps Reinforcement in the Hadfield Austenitic Manganese Steel Fabricated In Situ Steel Casting. Metallogr. Microstruct. Anal. 2023, 12, 802–808. [Google Scholar] [CrossRef]
- Casas, B.; Ramis, X.; Anglada, M.; Salla, J.; Llanes, L. Oxidation-induced strength degradation of WC–Co hardmetals. Int. J. Refrac. Met. Hard Mater. 2001, 19, 303–309. [Google Scholar] [CrossRef]
- Gu, W.H.; Jeong, Y.S.; Kim, K.; Kim, J.C.; Son, S.H.; Kim, S. Thermal oxidation behavior of WC–Co hard metal machining tool tip scraps. J. Mater. Process. Technol. 2012, 212, 1250–1256. [Google Scholar] [CrossRef]
- Ruskandi, C.; Undayat, D.F.; Hermana, G.N.; Nadi, M.R.G.; Purwadi, W. Study on Thermal Behaviour of Tungsten Cemented Carbide Tip Scraps. In Proceedings of the 6th Mechanical Engineering, Science and Technology International Conference (MEST 2022), Surakarta City, Indonesia, 20–21 December 2022; Atlantis Press: Amsterdam, The Netherlands, 2023; pp. 107–113. [Google Scholar] [CrossRef]
- Voitovich, V.; Sverdel, V.; Voitovich, R.; Golovko, E. Oxidation of WC-Co, WC-Ni and WC-Co-Ni hard metals in the temperature range 500–800 C. Int. J. Refrac. Met. Hard Mater. 1996, 14, 289–295. [Google Scholar] [CrossRef]
- Cuevas, A.C.; Becerril, E.B.; Martínez, M.S.; Ruiz, J.L. Metal Matrix Composites; Springer Nature: Cham, Switzerland, 2018. [Google Scholar]
- Moreira, A.B.; Ribeiro, L.; Vieira, M.F. Cast Ferrous Alloys Reinforced with WC-Metal Matrix Composites Fabricated by Ex-Situ Methods. In Prime Archives in Material Science, 3rd ed.; Vide Leaf: Hyderabad, India, 2021. [Google Scholar]
- ASTM E112; Standard Test Methods for Determining Average Grain Size. ASTM International: West Conshohocken, PA, USA, 2021.
Figure 1.
WC-Co tool tip scraps inserted into the mold cavity.

Figure 2.
Grain size of austenite grain boundary at 600, 700, and 800 °C.

Figure 3.
The microstructure of the MMC at a magnification of 100×, heated at temperatures of (a) 600 °C, (b) 700 °C, and (c) 800 °C.
Figure 3.
The microstructure of the MMC at a magnification of 100×, heated at temperatures of (a) 600 °C, (b) 700 °C, and (c) 800 °C.

Figure 4.
Zone variation in MMC heated at 700 °C (magnification 500×).

Figure 5.
The microstructure of the carbide phase formed in the MMC at a temperature of 800 °C (magnification 500×).
Figure 5.
The microstructure of the carbide phase formed in the MMC at a temperature of 800 °C (magnification 500×).

Figure 6.
Microhardness results of MMC heated at temperatures of 600, 700, and 800 °C.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Chemical composition of the Hadfield austenitic manganese steel.
| Steel | C | Si | Mn | Ni | Cr | Mo | V | Cu | Fe |
|---|---|---|---|---|---|---|---|---|---|
| wt.% | 1.14 | 0.48 | 12.27 | 0.03 | 0.55 | 0.01 | 0.00 | 0.04 | Bal. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Purwadi, W.; Siswanto, A.; Hermana, G.N. Heat Treating Effect on WC-Co Tool Tip Scraps Reinforcement in Hadfield Austenitic Manganese Steel. Eng. Proc. 2024, 63, 11. https://doi.org/10.3390/engproc2024063011
AMA Style
Purwadi W, Siswanto A, Hermana GN. Heat Treating Effect on WC-Co Tool Tip Scraps Reinforcement in Hadfield Austenitic Manganese Steel. Engineering Proceedings. 2024; 63(1):11. https://doi.org/10.3390/engproc2024063011
Chicago/Turabian StylePurwadi, Wiwik, Ari Siswanto, and Gita Novian Hermana. 2024. "Heat Treating Effect on WC-Co Tool Tip Scraps Reinforcement in Hadfield Austenitic Manganese Steel" Engineering Proceedings 63, no. 1: 11. https://doi.org/10.3390/engproc2024063011