
Energy Efficiency in Additive Manufacturing: Condensed Review



1
Additive Manufacturing Research and Innovation Laboratory, Tennessee Tech University, Cookeville, TN 38505, USA
2
Department of Engineering Technology, Old Dominion University, Norfolk, VA 23529, USA
3
Department of Mechanical Engineering, University of Louisville, Louisville, KY 40208, USA
4
Department of Engineering Management and Technology, College of Engineering and Computer Science, University of Tennessee at Chattanooga, Chattanooga, TN 37403, USA
*
Author to whom correspondence should be addressed.
Technologies 2024, 12(2), 21; https://doi.org/10.3390/technologies12020021
Submission received: 30 December 2023
/
Revised: 1 February 2024
/
Accepted: 2 February 2024
/
Published: 5 February 2024
(This article belongs to the Collection Review Papers Collection for Advanced Technologies)
Abstract
:Today, it is significant that the use of additive manufacturing (AM) has growing in almost every aspect of the daily life. A high number of sectors are adapting and implementing this revolutionary production technology in their domain to increase production volumes, reduce the cost of production, fabricate light weight and complex parts in a short period of time, and respond to the manufacturing needs of customers. It is clear that the AM technologies consume energy to complete the production tasks of each part. Therefore, it is imperative to know the impact of energy efficiency in order to economically and properly use these advancing technologies. This paper provides a holistic review of this important concept from the perspectives of process, materials science, industry, and initiatives. The goal of this research study is to collect and present the latest knowledge blocks related to the energy consumption of AM technologies from a number of recent technical resources. Overall, they are the collection of surveys, observations, experimentations, case studies, content analyses, and archival research studies. The study highlights the current trends and technologies associated with energy efficiency and their influence on the AM community.
1. Introduction
AM is known as one of the latest industrial revolutions in the field of manufacturing engineering [1]. The parts are built in a layer-by-layer structure, and it is an advantageous technology in producing low-cost, lightweight, and complex workpieces. AM is basically divided into seven categories and each one uses different materials and frameworks to build the parts [2]. The common denominator of each AM technology is its additive fabrication structure and use of energy to execute the fabrication process.
AM industries continuously face struggles to improve their overall productivity and reduce production costs. In such cases, finding solutions and best practices related to their efficient utilization of energy becomes one of the first solutions for these industries [3].
In previous works, the research team has investigated the most appropriate parameters with which to 3D print any component with minimal energy consumption. Their former studies provided original findings for the most efficient settings across the parameters (i.e., layer height, infill ratio, and shell count). In general, those research findings were related to material extrusion and smart manufacturing technologies [4,5]. In this review paper, the primary methodology used by the authors is the collection of knowledge blocks from a number of archival research papers which are the gatherings of surveys, observations, experimentations, case studies, content analyses, and experimental designs. Some databases (i.e., Web of Science, ScienceDirect and Google Scholar) have been utilized to gather the latest trends, technologies, and information blocks related to our research topics.
A number of studies have reported specific outcomes related to AM’s energy consumption and its analysis in terms of cost, process, technology and trends. AM and its applications in the industries of nuclear energy, battery, fuel cell, oil and gas were reported in [6]. Another study presents an effort to answer the questions of when AM can be used efficiently and how to choose the appropriate technology on the basis of cost, energy efficiency, complexity, and material resources [7].
It is known among the scientific community that metal AM (MAM) has the potential to reduce energy consumption, which is particularly important for energy-intensive materials such as titanium. This is especially important for the aeronautic and aerospace sectors [8]. Monteiro et al. [8] studied energy and efficiency strategies in MAM for the aeronautic/aerospace sectors and emphasized that traditional manufacturing sectors often generate high quantities of waste while utilizing energy and resources simultaneously. To address the issue of high waste generation, a team of researchers identified stages in the life cycle where resource efficiency strategies with MAM can be applied [9]. These include product design requirements, material development and sourcing, process development, control and optimization, end-of-life extension, and circular economy considerations as shown in Figure 1.
A study of a similar nature conducted by Liu et al. [10] summarized a comprehensive overview of the current research status concerning the energy consumption in the production of metal parts using AM techniques. The author has structured the discussion into two levels: machine level and process level. At the machine level, the energy consumption of subsystems like the high-energy beam generator, control system, and cooling system is examined, considering various operation modes. On the process level, the paper assesses the energy flow distribution within an AM process [11]. Furthermore, it explores the correlation between energy input and part quality, considering factors such as microstructure and mechanical properties. The study also encompasses a life cycle assessment of energy consumption for AM metal parts and incorporates strategies for reducing energy consumption as shown in Figure 2.
Today, several scientific studies discuss the extrusion-based technologies and their in-process and design-related characteristics compared to the other AM technologies. The majority of the studies provide the knowledge blocks developed through their findings presenting the novel research results in the sustainable part production with a focus on energy efficiency. However, there is not much research that presents the cost and medical science aspects of the technologies [12,13].
In the literature [14], several comparative studies were performed on different AM machines. A set of parameters for decreasing energy consumption was stated, and energy consumption rates for different AM technologies were presented. The difficulties in determining the specific energy consumption as a result of the variation in the part height and material density were reported. This unique paper is structured to provide the latest trends and practices collected from a number of reliable sources. The keywords used in the literature review process are framed around energy, AM, and their combinations. The outcome of the collection study is to report the adaptation and implementation of energy consumption and efficiency related AM practices of the past few years, today, and near future. The goal is to highlight the findings of these studies and their original findings in processes, materials, industry, and initiatives.
Overall, investigating the energy efficiency of AM is essential. This research is groundbreaking due to the distinctive layer-by-layer approach of AM, which introduces novel challenges and prospects for energy optimization when compared to conventional methods. The significance lies in the fact that while AM holds promise for creating lightweight and intricate products that can save energy in application, its production phase’s energy consumption may offset these advantages. Today, comprehending and minimizing the energy footprint of AM is crucial for unlocking its complete environmental and economic potential.
2. AM Processes
In this paper, the research team highlights the most recent research investigations and their key discoveries across seven AM processes, classified according to ISO and ASTM standards [15]. The classifications and acronyms are illustrated in Figure 3.
2.1. Material Extrusion (MEX)
In their work on energy consumption in polymer processing, including the extrusion properties, Abeykoon et al. [16] highlighted the fact that in the contemporary era of AM, the primary goals for mainstream industries revolve around energy-efficient machines and industrial processes. This focus has become a central theme in modern research facilities globally. The MEX method, depicted in Figure 4, affirms that polymeric materials have advanced as energy-efficient substances, particularly in the extrusion process. This method demands a low-intensive process, consequently, resulting in a reduced energy consumption.
Vidakis et al. [17] utilized MEX technology and also examined the impact of six printing parameters on both the energy usage and tensile strength of poly methyl methacrylate (PMMA) components. The key factor influencing tensile strength was identified as the raster deposition angle, while the predominant parameter affecting energy consumption was determined to be layer thickness. However, Quarto’s research explores the substantial and long-term impact of low-energy MEX on both economic considerations and environmental footprints. The study also validates the control parameters crucial for various polymers, encompassing infill density, raster deposition angle, nozzle temperature, print speed, layer thickness, and bed temperature. These parameters play a significant role in influencing energy efficiency [18].
MEX typically involves heating the nozzle to melt thermoplastic filaments. The energy consumption in MEX is often associated with the heating elements for the nozzle and the platform on which the object is built. The energy usage in MEX is generally considered to be moderate in comparison to certain other AM processes. The images of the honeycomb structure heat sink and flatbed heat sink, both manufactured through the MEX process, are depicted in Figure 5 and Figure 6. As widely acknowledged, a heat sink is a critical component designed to enhance the dissipation of heat from a hot device, thereby improving the energy efficiency of electrical and mechanical components and machines. Several key factors influencing energy consumption in MEX include extrusion temperature, build plate heating, printing speed, motor/motion systems, cooling systems, layer height, processing conditions, and equipment efficiency.
There are several quantitative data collected from the MEX studies. These investigations are usually focused on identifying the optimum process time, cost and quality parameters including the energy consumption, quality characteristics and dimensional accuracy. Table 1 shows a data table collected from an Ender 3 MEX printer [19] for its energy use of a PLA printed part. The study shows that the lower the layer height, the higher the print time. The logic is also the same for the energy assessment. The lower the layer height assigned, the higher the energy consumed [20].
2.2. Sheet Lamination (SHL)
Considering its simplicity, the energy consumption in SHL can vary based on several factors, including the specific technology used, the type of materials, and the size/complexity of the printed objects. Usually, SHL is considered to be one of the more energy-efficient AM processes when compared to some other technologies.
In the life cycle assessment, resource (including energy and material) efficiency strategies for MAM were identified considering the SHL [8]. In the aerospace and aeronautic sectors, PBF and DED are the most commonly used AM processes. The use of SHL method is low. Conventional manufacturing of aeronautic and aerospace components demands significant energy and material inputs, leading to substantial waste generation and carbon dioxide emissions. AM holds promise in mitigating resource consumption, especially for materials with high energy requirements, such as titanium. As Figure 7 shows, SHL is a process where the sheet of material supplied by feed rollers is bonded together layer by layer to form a single layer piece that forms a 3D object.
Alghamdi et al. examined the most recent developments and successes in the field of SHL, also considering the SHL for polymers and their composites containing thermo-responsive materials, elastomers, shape memory polymers, and functional materials [21]. Various processes, which include good product design, material development, process development, and circular economy methodologies, are used by researchers to have low energy efficiency additively manufactured composite SHL, which provides less environmental impact and is more sustainable than traditional manufacturing.
Dermeik et al. highlighted that it is possible for a restricted section of the sheet material to acquire properties such as chemical stability, ferroelectricity, radiation shielding, electrical conductivity, or filter membrane stability by local material functionalization thus reducing the energy consumption [22].
2.3. Binder Jetting (BJ)
As Figure 8 shows, BJ is an AM process in which an industrial printhead deposits a liquid stage binding agent onto a thin layer of particles, including foundry sand, ceramics, or composites. A unique technique of creating a life cycle inventory (LCI) data model for the parts built via BJ technology is presented by Meteyer et al. [23].
Meteyer et al. have displayed their unique model called the life cycle inventory model, which works on various parameters of BJ operation and gives the most economical model, which is energy efficient and also optimized for particular AM operations [23].
The research study conducted by Du et al. offers several knowledge blocks related to ceramic BJ and its process parameters [24]. The study provides an extensive review of all process parameters in BJ. It displays that an innovative analysis tool determines the relationships among part shape, printing parameters, and total energy consumption.
In summary, it is comprehended that the factors affecting the energy efficiency concept in BJ are precise/controlled application of binder, powder spreading mechanism, printing speed, powder heating, curing/post-processing, efficiency of BJ equipment, and powder reclamation.
2.4. VAT Photo Polymerization (VP)
As Figure 9 explains, a VP resin from which the model is constructed layer by layer, and ultraviolet light is used to cure or harden the resin whenever required while the bed moves the object downward after each new layer is deposited. The current developments of VP in the domains of transplantation and regenerative medicine are summed up in pervasive discussion [25]. The study explored new polymerization technologies, which are given as continuous digital light processing (CDLP), digital light processing (DLP), and stereolithography.
Yang et al. [26] highlight the development of materials that promote this optical behavior, computational modeling, and real-world processing considerations to generate high aspect-ratio structures. The study displays variables like light intensity and material characteristics like polymer composition coupled with environmentally friendly, energy-efficient, and sustainable micromanufacturing techniques.
Overall, the key factors affecting the energy consumption of VP process are listed as light source, layer thickness, printing speed, cooling systems, equipment efficiency, and pre/post processing.
2.5. Direct Energy Deposition (DED)
The innovative trending and critical technologies for various DED processes were examined from the perspectives of process and system development [27]. Ahn et al. [27] explored and deliberated upon the principles, optimization parameters, and practical applications, as explained in Figure 10, an electron beam is directed toward a plate or substrate material where it impinges with a wire or powder feedstock material and melts, leaving deposits of material on the bed.
Further, in a study [28] Alya et al. examined the effect of nozzle rotation on the dynamics of powder flow and the associated powder catchment efficiency, and the relation was discussed and examined from an energy point of view. It was found that an angled nozzle drastically changes the mechanics of the powder flow, producing an uneven and asymmetric powder jet, so it was proved that nozzle parameters are directly proportional to the parameters discussed.
A hybrid technology for manufacturing, which mixes additive and subtractive manufacturing processes in one workspace, was presented by Krimpenis et al. [29]. It is explored as this model helps customers to benefit from the most significant features of both: maximum product surface quality, efficiency, repeatability, and high production with minimal material and low energy usage.
A number of the research studies addressed that DED processes can greatly reduce energy consumption, greenhouse gas emissions and manufacturing costs for repair and remanufacturing of molds and dies in industry. The DED process requires a highly focused energy source, such as a laser or electron beam, to melt and fuse material as it is deposited onto a substrate. The quality and precision of the energy source are important for an efficient DED system. In general, the key factors affecting the energy consumption in any DED system are energy source type, beam power and intensity, material properties, printing speed, powder/wire feedstock, layer thickness, and cooling mechanism.
2.6. Material Jetting (MJ)
The study reported by Gao et al. [9] offers a thorough and up-to-date analysis of the life cycle of metal parts produced using MJ and its advantages in Industry 5.0. In this study, the authors explain the amount of energy needed to extract raw metal materials and further MJ process investigations. The assessment of MAM’s eco-design and energy efficiency reveals the part that post-processing modes, machine subsystems, and manufacturing techniques play vide role in the eco-integration. Figure 11 explains photopolymer material and dissolvable material form mixing and the impingement with the help of UV light. Dissolvable material can be used as support material in MJ.
Baumers et al. [30] constructed a combined build time, process energy consumption and cost estimator for an MJ platform which has demonstrated a viable route for the construction of build time estimators based on print head movement. Furthermore, it has been shown that an approach of this kind can be combined with very simple energy consumption and cost models to produce estimators of AM resource consumption.
Innovations for developing new and creative MJ products are discussed by Jayavelu [31]. In this study, it is presented that the medical sector depends on 3D printing technology to allow for the customization of medications, equipment, and medical devices and energy requirements for these machines and their energy consumption.
The MJ process involves spraying liquid photopolymer droplets onto a build platform which are then cured with UV light to harden as can be seen in Figure 9. The jetting system, UV curing, layer thickness, printing speed, and material properties are some key factors affecting energy consumption in MJ.
2.7. Powder Bed Fusion (PBF)
As can be seen in Figure 12, in PBF the chosen section area is heated by directing heat from a heat source onto a powder base material, and the bed fusion process and parameters are expanded in detail [32]. Singh et al. [32] explained that sources such as infrared, electron, and laser beams are employed as heating tools and various tooling setups to comply with energy standards and norms.
PBF uses high-powered thermal energy to selectively melt or sinter powdered material, which is often a metal powder. This process involves higher energy requirements for the power source and the associated systems. PBF may have higher energy consumption compared to MEX, especially when dealing with metal powders.
The scope of Afazov et al.’s study was to provide an overview of various modelling techniques that can be utilized in the development of a digital twin for the PBF process chains. The findings highlighting the advantages and disadvantages in physics-based modelling techniques used in research domains, post-processing, energy transfer, and digital twins are presented [33].
The energy consumption in PBF such as selective laser sintering (SLS), electron beam melting (EBM), direct metal laser sintering (DMLS), or selective laser melting (SLM), can vary depending on several components. Some key considerations are machine type and model, build volume, material use, layer thickness, preheating and cooling, process parameters, and advancements in technology and equipment design that may lead to more energy-efficient AM processes. Companies are continually working on improving the efficiency of 3D printing technologies.
It is meaningful to note here that while AM has environmental advantages in terms of material efficiency compared to traditional manufacturing methods, energy consumption still remains a consideration. Manufacturers and researchers are actively exploring ways to make AM processes more sustainable and energy efficient. A number of renewable energy companies are also integrating the AM processes to increase their overall production and energy efficiency.
3. Industrial Outlook
Energy efficiency in AM is crucial for mitigating environmental impact, reducing carbon footprints, and promoting sustainable manufacturing practices [34]. By minimizing energy consumption and material waste, energy-efficient AM processes contribute to a more environmentally friendly and cost-effective approach to production [35]. This not only aligns with growing global efforts to address climate change and resource conservation but also positions companies to comply with evolving regulations and take advantage of economic benefits associated with optimized energy usage. Furthermore, advancements in AM technology, coupled with design optimization for lightweight and complex structures, underscore the potential of energy-efficient AM to revolutionize how products are made, offering on-demand production, reduced reliance on centralized manufacturing, and an overall more sustainable approach to industrial processes [36,37]. Several industries seen in Figure 13 stand out for their efforts to optimize processes and reduce environmental impact with the use of AM. Following are some industries where energy efficiency is a key consideration in AM.
3.1. Aerospace
The aerospace industry stands at the forefront of adopting AM technologies, driven by a relentless pursuit of lightweight and high-performance components for aircraft and spacecraft. AM allows aerospace companies to design and produce intricate structures that were previously unattainable through traditional manufacturing methods [38]. By leveraging AM for the fabrication of engine components, airframe structures, and other critical parts, the industry not only achieves substantial weight reduction but also enhances fuel efficiency, ultimately contributing to lower operational costs and reduced environmental impact [39]. The ability to create complex geometries with AM enables the development of innovative designs, leading to improved aerodynamics and overall performance [40]. Moreover, the aerospace sector benefits from on-demand production capabilities, allowing for rapid prototyping and the customization of components, which further streamlines development cycles. As the aerospace industry continues to embrace AM, it exemplifies a commitment to technological innovation that not only enhances efficiency and sustainability but also paves the way for the next generation of aviation and space exploration [41]. Lately, innovative and energy efficient solutions for fabricating the lunar and Martian shelters based on geopolymer composites and AM technologies have also been investigated by Korniejenko et al. [42] and Waddell et al. [43].
3.2. Automotive
AM technologies empower automakers to produce lightweight and intricately designed components, leading to improved fuel efficiency and overall vehicle performance. By utilizing 3D printing for prototyping, tooling, and even end-use parts, the automotive sector achieves cost-effective solutions and streamlined production processes [44]. The ability to create complex geometries with AM allows for innovations in design, enhancing both aesthetics and functionality [45]. Furthermore, AM facilitates on-demand manufacturing, reducing the need for extensive inventories and empowering a more sustainable, just-in-time production model. As the industry continues to embrace additive manufacturing, it not only accelerates the pace of product development but also positions itself at the forefront of technological advancements, fostering a more efficient, agile, and environmentally conscious approach to AM [46].
3.3. Medicine
In the medical field, AM has emerged as a groundbreaking technology, offering unprecedented possibilities in patient-specific healthcare solutions. Three dimensional printing is extensively used to produce customized implants, prosthetics, and anatomical models, tailoring medical interventions to individual patient needs [47]. This technology not only enhances the precision and efficacy of medical devices but also reduces lead times for production, allowing for quicker responses in critical situations. AM’s ability to create complex and intricate structures aligns seamlessly with the intricacies of human anatomy. Furthermore, AM contributes to resource efficiency by minimizing material waste during the manufacturing process [48]. The medical industry’s adoption of AM signifies a paradigm shift toward personalized medicine, where tailored treatments and implants are becoming increasingly commonplace, marking a transformative era in patient care and medical innovation [49]. Wang et al. studied the essential aspects of 3D-printed medical devices, emphasizing the use of minimal resources. This serves as a noteworthy example of how AM contributes to resource efficiency by reducing material waste in the manufacturing process. The application of AM technology in addressing the shortages of medical supplies during the COVID-19 pandemic is truly remarkable. The broad spectrum of 3D-printed medical devices, ranging from stopgap face masks and nasopharyngeal swabs to respirator masks, quarantine booths, face shields, T-connectors/Y-connectors for ventilators, ventilator valves, air-purification respiratory hoods, 3D-printed pills, artificial lungs, 3D-printed capsules, venturi valves, door handles, and the reality goggle design, showcases the versatility of this technology in effectively responding to healthcare challenges. This swift and innovative response underscores the adaptability of 3D printing in manufacturing essential medical equipment, particularly when traditional supply chains face disruptions. These solutions have played a pivotal role in supporting healthcare systems and frontline workers during the challenging times of the pandemic. As shown in Figure 14, AM and its capabilities have been used for producing a number of products for the healthcare field during the pandemic.
3D printing in medicine involves the use of AM techniques to create three dimensional medical devices, including implants, prosthetics, and customized pharmaceuticals. Overall, the energy usage in 3D printing for medicine can be broken down into several aspects: (1) equipment operation, (2) materials, (3) prototyping and testing, (4) finishing and sterilization, (5) transportation, and (6) waste management. It is worth noting that advancements in AM technologies, materials, and processes aim to improve efficiency and reduce energy consumption. Additionally, the environmental impact of 3D printing for medicine, including energy usage, is an area of ongoing research and development to ensure sustainability in healthcare practices.
3.4. Clean Energy Industry
The AM technologies play a pivotal role in the production of components for renewable energy systems, such as wind turbines and solar panels. By employing AM techniques, manufacturers can create intricate and optimized designs that enhance the overall performance and sustainability of these systems [6]. Customization is a key advantage, allowing to produce specialized parts tailored to the unique demands of different renewable energy applications. Additionally, AM facilitates the development of lightweight structures, contributing to reduced material usage and energy requirements [51]. This not only aligns with the broader goals of sustainability but also underscores the potential for AM to drive advancements in the renewable energy sector, fostering a greener and more environmentally conscious approach to energy production [52].
3.5. Retail Industry
AM is increasingly utilized for prototyping, product development, and even end-use parts in the creation of consumer goods. The ability to rapidly iterate designs and produce intricate and customized items on demand has revolutionized the industry’s approach to manufacturing [53]. This technology has particularly influenced the electronics and home goods sectors, where the demand for innovation, customization, and environmentally conscious practices is on the rise. The consumer goods industry’s adoption of AM reflects a shift towards more agile, sustainable, and customer-centric manufacturing processes, ushering in a new era of production and product customization for end-users [54].
3.6. Power Industry
This sector has significant implications for the efficiency and design optimization of batteries and other energy storage devices [55]. By utilizing AM, manufacturers can create complex geometries that may improve energy density, reduce weight, and enhance overall system performance. The ability to tailor components to specific energy storage needs contributes to advancements in battery technology and promotes sustainability by minimizing material waste [56]. As the energy storage sector continues to evolve, AM stands out as a key enabler of cutting-edge solutions, fostering a more efficient and agile approach to developing advanced energy storage technologies [57]. Figure 15 illustrates examples of 3D-printed applications focusing on energy sustainability. In Figure 15a, there is an exhibit of extruded micro silicone-Cu fibers crafted from silicone and copper using the micro-extrusion technique. Additionally, Figure 15b showcases the application of triboelectric nanogenerators (TENGs), devices capable of converting mechanical energy into electrical energy, demonstrated through a wrist band. Similarly, in Figure 15c, a vibrational-electromagnetic energy harvester, produced with AM techniques, utilizes the kinetic energy of vibrations to generate power by moving the coil relative to fixed magnets.
3.7. Semiconductor Manufacturing
In the electronics industry, 3D printing technologies offer unparalleled flexibility in creating intricate and customized structures, enabling the production of prototypes, housings, and even functional electronic parts with greater design freedom [58]. This technology accelerates the product development cycle, allowing for rapid iterations and reducing time-to-market. Additionally, AM contributes to sustainability by minimizing material waste during the manufacturing process. The electronics sector benefits from the ability to create complex geometries and lightweight structures, enhancing the overall performance and efficiency of electronic devices [59]. As the demand for smaller, more powerful, and customized electronic components grows, AM is poised to play an increasingly pivotal role in shaping the future of electronics manufacturing [60].
3.8. Distribution and Fulfillment Sector
Supply chain and logistics industries leverage AM’s on-demand production capabilities to minimize energy consumption and environmental impact compared to traditional manufacturing and distribution processes [61]. This approach enhances operational efficiency, reduces the need for extensive inventories, and allows for the creation of customized, lightweight components, contributing to overall sustainability in the transportation and logistics sector [62].
4. Material Discoveries
A wide range of materials is used in AM processes, including polymers, metals, and ceramics. Considerable research is ongoing for the development of new materials for specific AM processes [63]. The raw material state dictates the appropriateness of a material for an AM process. For instance, some AM techniques like MEX involve the melting of wire material to build layers, while other techniques like stereolithography involve the curing of resins. Liquid material results in better deposition, implying polymers are especially suited for AM due to lower processing temperatures. As a result, polymers are widely used in AM processes, followed by metals and ceramics, where bonding is more difficult to obtain due to high processing temperatures [63,64,65].
In the context of energy efficiency, it is important to understand the different aspects of AM materials as AM processing techniques depend on the types of raw material (metal, polymer, and ceramic) and their state of fusion. Polymer feedstock like filament/wire melted material is processed by thermal reaction bonding, polymer powder is processed by chemical reaction bonding [66]. Metallic feedstock of filament/wire is processed in molten state, powder is processed in a solid and molten state, and sheet is processed in a solid state.
The following sections discuss the different AM materials.
4.1. Polymers
Due to the ease of processing, polymers are the most common AM materials. They can be processed in different states, viz., liquid, powder, sheet, filament. Thermoplastic polymers like polyamide, poly-lactic acid, nylon, polycarbonates, etc., are most commonly used in AM [56,59]. On the other hand, elastomers, especially thermoset, are difficult to process by AM and usually require a combination with thermoplastic to facilitate AM processing [63].
Polymer AM process dictates the form of material used. SHL processing involves polymer films; FFF (fused filament fabrication)/FDM (fused deposition modeling) involves polymer filaments; SLS/BJ involves polymer powder [63]. One of the most widely used polymer extrusion-based manufacturing FDM or FFF uses polymer filament as feed. FDM involves the melting of the material and extruding pressurized semi-molten material through a nozzle [63,64,65]. This process has the lowest energy consumption compared to other ones.
While the general suitability of polymer in extrusion-based manufacturing has led to widespread applications, there are certain challenges. Not all polymers can be easily processed due to rheological properties, shrinkage, warpage, etc. A solution to this is the use of polymer blends. Banhegyi [65] explored the examples of blending engineering polymers, high-performance polymers, biodegradable polymers, etc., in the context of FDM/FFF.
Polymers have also played an important role in structural materials, particularly through the wide application of FRP (fiber reinforced plastic) composites [64]. Dinita et al. [67] reviewed recent advancements in FRP manufacturing. FDM is the most widely used AM technique for continuous fiber-reinforced plastic due to the simple, cheap, efficient, and fast manufacturing associated with FDM. Most of the research on AM of composite materials has, however, focused on short fiber reinforcement [64]. An example of research on energy efficiency in FFF is the study by Le Gentil et al. [68] where they assessed the impact of printing parameters on the energy consumption and fabricated part strength in FFF of short fiber composites.
In terms of polymer matrix, thermoset resins comprise 2/3rd of the FRP resin market share, the rest being thermoplastic [67]. Polyester, epoxy resin, and vinyl ester together account for more than 90% of the thermoset resins used in FRP sector [67]. With the current state of polymer AM heavily involving thermoplastics, there is considerable scope for research in AM involving thermoset polymer and FRP composites [69].
Polymer processing is an energy intensive process accounting for 1/3rd of the materials processing sector [16]. Thus, studies on improvements in polymer extrusion or polymer AM in general are indicative of a wider push on enabling energy efficiency in industry. A recent example of such studies is the forecast model proposed by Quarto [18] to predict the energy consumption in material extrusion. The empirical model outcome represented by characteristics parameters of materials was shown to estimate the energy consumption with a 10% margin of error.
As can be seen from Figure 16, different polymers require different print speeds and temperatures, which will directly affect printer energy use. Based on the study performed by Hopkins et al. [20], PLA required the lowest energy consumption. The two materials with the highest bed temperatures TPU (thermoplastic polyurethane) and PA-CF (polyamide-carbon fiber) resulted in the highest energy use.
4.2. Metals
The advantages of MAM over traditional metal processing have led to MAM becoming a focus for both research and industry. Highly compatible metals for AM include ferrous, titanium, aluminum, and magnesium alloys [70,71]. Most common commercial MAM processes like PBF and DED use powder as feedstock [72].
Armstrong et al. [72] identify MEX, BJ, PBF, and DED as the four most significant MAM technologies. They present process characteristics, ongoing research, and current challenges in these AM techniques. In addition, they investigate the research undertaken to understand the environmental impact of the AM techniques and the energy efficiency of these manufacturing processes. Contrasting with traditional metal processing techniques, AM presents a pathway for sustainability that is achievable.
Murr et al. [73] reviewed MAM technologies using laser and electron beam melting, focusing on process features and product microstructures. Based on 3D image visualization of the microstructures of printed parts, they provided a framework for diagnosing the hardness of fabricated parts which is an area of interest in MAM.
Residual stress and deformation are major challenges facing the application of MAM [74]. Residual stresses in manufactured parts are often caused by the extreme thermal, mechanical, and metallurgical conditions in MAM [75]. Thus, there has been considerable research in the development of residual stress models, and understanding formation mechanisms, influence of processing conditions, etc.
Plessis et al. [76] employed the non-destructive evaluation technique of X-ray tomography to analyze defects like porosity and rough surface are influenced by powder metal properties, delivery of powder layer, and deformation during manufacturing in PBF of metals.
In the field of new materials development for MAM, Johnson et al. [77] stipulate that machine learning will play an important role, particularly by evaluating different combinations of elements and crystal structures. In general, some of the challenges in MAM can be addressed by machine learning, like data-driven design, feedback and control using sensor-based monitoring, etc.
Research in resource efficiency in MAM includes the study by Nyamekye et al. [78] which involved case studies on maximizing resource efficiency in PBF using optimized product designs. Monteiro et al. [8] discuss energy and material efficiency in MAM in the aerospace section. They explore the resource efficiency strategies at different life cycle stages of MAM processes. They conclude that material and energy efficiency vary among different MAM processes based on factors associated with supply chain like material sourcing and electricity.
Subtractive manufacturing is a traditional manufacturing technique like milling, turning, and drilling. It is mostly used for shaping the metal parts and its disadvantage is its difficulty to cut the complex workpieces. There are several research studies investigating the advantage and disadvantage of both manufacturing techniques [79,80]. The studies report that the complex parts require more energy to be fabricated through machining, therefore, it is cost-effective and environmentally friendly to produce parts with high complexity with AM methods. As the complexity of the produced part increases, the machining cost increases, however, AM cost remains the same or decreases. It is more advantageous to print a complex part since the printing cost and energy are not dependent on the shape complexity [81].
Finally, it is clear that while MAM processes may require significant energy input, they can also provide a number of benefits in terms of material efficiency, low-cost operation, and waste reduction compared to traditional manufacturing methods [82]. Today, several new filaments are developed and tested to answer the growing fabrication needs of advanced manufacturing industry. A number of metallic powders such as aluminum, bronze, copper, iron, titanium, Inconel, and stainless steel are added to filaments to create new composite ones [83,84]. The goal of these research studies is to develop several knowledge blocks to successfully produce metallic parts and analyze the physical properties, in addition to the energy consumption of the prints based upon print parameters [85,86].
4.3. Ceramics
Ceramic AM faces challenges, unlike polymers and metals. Ceramic particles do not fuse by heating up to melting points, and they have higher melting points than polymers and metals [63]. Consequently, implementation of AM technologies in ceramics manufacturing has been slower, compared to polymers and metals [87].
Srivastava et al. [63] classify advanced ceramics as metal oxides, like alumina and zirconia, or non-oxides, like carbides, nitrides, or borides. In comparison to metal oxides, non-oxide ceramics exhibit higher temperature resistance and increased strength and fracture toughness. Consequently, non-oxide ceramics are more difficult to process.
Lakhdar et al. [87] categorize ceramic AM processes as single-step or multi-step. In terms of application, multi-step AM is widely used which involves the formation of a green body that undergoes debinding and sintering to obtain the final ceramic part.
PBF process is used for ceramics like calcium phosphate, silicon carbide, and silica [63,88]. Apart from PBF, there are other ceramic AM techniques like BJ, VP, and DED, etc., that are commonly used in ceramic AM. SLS is also commonly used for ceramic, but cracking is a challenge owing to the thermal shocks experienced by the ceramic part during fabrication.
Diener et al. [88] explored powder deposition methods like BJ and PBF. Deciding between slurry or powder feedstock as raw material is important. Slurry is suitable for cases where fine particles need to be utilized or high densities need to be achieved. In other cases, powder-based methods are more suitable due to higher printing speed and easy depowdering. Alumina, silicon nitride, silica, and silicon carbide have been produced using slurry feedstock, while tricalcium phosphate, alumina, and silicon carbide have also been produced from powder feedstock. Another common ceramic AM method is FDC (fused deposition of ceramics) which is a manufacturing process that involves highly loaded suspension of ceramic in polymer system [89]. This process is related to FDM/FFF in polymers.
Dadkhah et al. [90] explored the challenges in ceramic AM. Ceramics are characterized by high melting temperatures and inherent brittleness. Most ceramic parts are made by indirect AM processes that involve post-processing like debinding and sintering. SLA prominently utilizes the indirect method of fabrication, unlike SLS, PBF, and DED. There are major limitations on the parts that can be made by ceramic AM technologies. Restrictions include difficulty in fabricating large parts and overhang structures, warpage, and formation of porosity and voids between layers.
Despite the challenges associated with ceramic AM, there are certain applications where ceramic and AM and highly suited. The field of tissue engineering and biomaterials has benefited from ceramic AM where intricate shapes are printed with ceramics [63]. Examples include medical materials like scaffolds for bone and teeth, and implants [91,92].
In summary, compared to traditional manufacturing processes, ceramic AM can offer some benefits to today’s advancing manufacturing sector in terms of material efficiency and waste reduction [93]. However, its energy consumption is still a significant concern, especially for energy-intensive technologies like SLM. Researchers are actively developing new ceramic AM technologies and materials with improved energy efficiency [94]. Optimizing process parameters and implementing energy-saving strategies can significantly reduce the energy footprint of existing technologies.
4.4. Future Prospects and Challenges in AM Materials
May and Psarommatis [95] explored maximizing energy efficiency in AM. Their research reveals that while the state of research on energy efficiency in AM is substantial, there is a lack of adequate research on sustainability. Only 22% of the studies had briefly or partially mentioned sustainability. There is also little research on correlating energy use and part quality in AM, which is a very important consideration in industry. The quality and sustainability aspects of AM offer challenges in exploring energy efficiency in different stages of AM. Figure 17 shows the material preparation and material recovery states of AM that affect energy efficiency and sustainability.
There is scope for more focused research on aspects of AM that will result in efficient energy use. Design optimization helps reduce material and energy consumption in AM. For instance, designing for light weight and high performance in MAM [78,79] minimizes material use and also enables energy efficiency in AM. Another area that will benefit from more studies is material reuse in AM. While recycling polymeric waste in AM offers the opportunity for sustainability in AM [96], there is scope for exploring this for other materials. Use of recycled materials in AM could be energy efficient as it cuts down on the energy needed in materials development. Like recycled materials, bio-based polymers are also energy-saving materials. Creating novel materials with energy-absorbing qualities, i.e., materials that need less energy to generate, also deserves to be explored more in AM [97].
5. Initiatives and Standards
Industrial manufacturing processes account for 15% of the planet’s energy consumption, and up to 40% of the world’s material consumption, therefore, improving the energy efficiency and material consumption of the manufacturing processes is a key factor for sustainability [9,98]. AM is one of the key technologies that marked Industry 4.0 [99,100]; it grew quickly from being used for only rapid prototyping to adding a high level of flexibility to manufacturing processes [101], part repair, reduced energy consumption and manufacturing times [102], and recently, after the COVID-19 pandemic, as an essential tool for self-sufficiency in manufacturing and in education [103].
Some of the organizations that work on advancing the standards of AM include the International Organization for Standardization (ISO), under the ISO Technical Committee 261 (ISO TC/261), the American Society for Testing and Materials (ASTM International) under its ASTM F42 committee, the Society of Automotive Engineers (SAE), National Aeronautics and Space Administration (NASA), the American Welding Society (AWS), the National Aerospace and Defense Contractors Accreditation Program (NADCAP) [104], the India-based National Aerospace Laboratories (NAL), AFNOR (Association Française de Normalisation), AENOR (Asociación Española de Normalización y Certificación), VDI (Verein Deutscher Ingenieure), and DIN (Deutshe Industrie Normen) [105]. However, there is still a gap in standards and protocols for energy efficiency metrics in AM, in their work, May and Psarommatis analyzed current research on energy efficiency in AM and found that there is a lack of standards in measuring energy efficiency in AM [95].
Since its establishment in Geneva, Switzerland in 1947, the international non-governmental organization ISO has been a world leader in the development of standards, with 169 national standards bodies in its membership. A list of the ISO/ASTM AM standards can be found in [104]. Although there is no particular standard that is focused on assessing or measuring energy efficiency, some standards can indirectly result in energy efficiency improvement, these standards are shown in Table 2.
Over the last few years, SAE International put considerable effort into standardizing aerospace material specifications (AMS) which culminated in June 2018 with the publication of its first four specifications in the AMS 70XX series [106]. In the most recent updates on the AMS70XX standards, the specifications AMS7000, AMS7002, AMS7003, and AMS7010 have been replaced by the standards AMS7000A, AMS7002A, AMS7003A, and AMS7010A consecutively. Although there is no particular standard that focuses on improving energy efficiency in AM, however, there are several SAE standards guidelines, and recommended practices that promote energy efficiency.
Other organizations such as the Federal Aviation Administration (FAA) promote the adoption of AM for light weight designs and provide research and development initiatives, such as FAA’s Continuous Lower Energy, Emissions, and Noise (CLEEN) initiative [107].
From this investigation, we conclude that currently there exists no standardized energy efficiency metrics and testing methods for AM processes, however, there are multiple standards by different national and international organizations that indirectly lead to optimized energy and material consumption. There is also an ongoing effort, particularly by the ISO Technical Committee 261 for developing energy efficiency metrics.
6. Discussion
The thorough overview of AM sheds light on its significance in contemporary manufacturing engineering. This condensed review paper delves into seven categories of AM technologies, emphasizing their commonality in fabrication and the crucial role of energy in the production process. It meticulously reviews studies across seven AM processes. The summaries are presented in Section 2. AM Processes encapsulate the key articles from these studies, offering a panoramic view of the latest knowledge blocks on energy efficiency in AM, materials used, and advancements in each process [108]. The further study extends beyond the technicalities of AM processes to explore its diverse applications across industries, such as aerospace, automotive, clean energy, retail, power, semiconductor manufacturing, and distribution. Each industry’s adoption of AM is considered in terms of its contribution to energy efficiency and overall sustainability.
In processes, VP printers use significantly less energy than FFF printers, even when post-processing is included. However, both AM technologies require significantly higher energy consumption values than injection molding and polymer extrusion [109]. Figure 18 shows the range of energy consumption values found for each printer category used in the study by Hopkins et al. [20], compared to reported values for injection molding and extrusion [20,109]. The discussion on AM underscores its pivotal role in enhancing energy efficiency across various industries. The versatility of AM technologies, spanning polymers, metals, and ceramics, offers unique opportunities for optimizing energy consumption in manufacturing processes [110]. The application of AM in renewable energy systems, such as wind turbines and solar panels, showcases its potential to contribute to a greener and more sustainable approach to energy production. The ability to create intricate and lightweight structures not only aligns with sustainability goals but also positions AM as a key player in shaping the future of electronic components and energy storage devices. The discussion also delves into the role of AI, machine learning, and deep learning in advancing AM [111]. These technologies have the potential to address challenges in material development, design optimization, and energy efficiency. The review of material discoveries emphasizes ongoing research for new materials and the incorporation of machine learning in evaluating different combinations, crystal structures, and energy-absorbing qualities. While certain challenges persist, particularly in ceramic AM, researchers actively explore ways to improve energy efficiency through optimized process parameters and energy-saving strategies. Looking ahead, the discussion highlights future prospects and challenges in AM materials [112]. Design optimization for lightweight and high-performance structures, material reuse, and the exploration of novel, energy-absorbing materials emerge as key areas for further research. Additionally, initiatives and standards by organizations like ISO, ASTM, SAE, and FAA play a crucial role in shaping the landscape of AM, with a growing focus on sustainability. While standardized energy efficiency metrics for AM processes are currently lacking, ongoing efforts by the ISO Technical Committee 261 signal a commitment to developing such metrics in the future [113].
Moreover, the realm of material discoveries within AM focuses on polymers, metals, and ceramics. Notably, the present paper discusses the challenges faced by ceramic AM due to the unique properties of ceramic particles, such as high melting points and inherent brittleness. Despite these challenges, the study highlights the applications of ceramic AM in the medical field, particularly in tissue engineering and biomaterials, showcasing its potential in creating intricate structures like scaffolds, implants, and customized medical solutions. The condensed review concludes by emphasizing the overarching importance of energy efficiency in AM for mitigating environmental impact and fostering sustainable manufacturing practices focusing on the aspects of standards and new policy-based initiatives.
7. Conclusions
The utilization of AM has proliferated across various facets of daily life, with numerous sectors embracing this transformative production technology to enhance production volumes, reduce costs, and fabricate intricate parts rapidly. However, the energy consumption inherent in AM processes necessitates an understanding of the implications for energy efficiency. This paper offers a condensed review of energy efficiency in AM, covering processes, materials science, industry applications, and standards. Notably, the aerospace industry stands out in adopting AM for weight reduction, fuel efficiency, and innovative design possibilities. The automotive sector benefits from AM’s ability to produce lightweight components, improving fuel efficiency and overall vehicle performance. In the medical field, AM revolutionizes patient-specific healthcare solutions, promoting energy efficiency through tailored medical solutions. Clean energy, retail, power, semiconductor manufacturing, and distribution sectors also harness the energy-efficient potential of AM. The review delves into the latest research findings for each AM process, providing insights into energy efficiency advancements. Material discoveries highlight the diverse applications of polymers, metals, and ceramics in AM, emphasizing their respective energy implications. Finally, the review selectively provides an industrial outlook, where AM contributes to sustainability across various sectors.
Author Contributions
Conceptualization, all; investigation, all; writing—original draft preparation, all; writing—review and editing, all; supervision, I.F.; project administration, I.F. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Data Availability Statement
No new data were created or analyzed in this study. Data sharing is not applicable to this article.
Acknowledgments
The support provided by the team of the Additive Manufacturing Research and Innovation Laboratory located at Tennessee Tech University is acknowledged.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Jemghili, R.; Ait Taleb, A.; Mansouri, K. Additive Manufacturing Progress as a New Industrial Revolution. In Proceedings of the 2020 IEEE 2nd International Conference on Electronics, Control, Optimization and Computer Science, ICECOCS 2020, Kenitra, Morocco, 2–3 December 2020. [Google Scholar] [CrossRef]
- Alifui-Segbaya, F.; Ituarte, I.F.; Hasanov, S.; Gupta, A.; Fidan, I. Opportunities and Limitations of Additive Manufacturing. In Springer Handbooks; Springer: Cham, Switzerland, 2023; Part F1592; pp. 125–143. [Google Scholar] [CrossRef]
- Bermeo-Ayerbe, M.A.; Ocampo-Martinez, C.; Diaz-Rozo, J. Data-Driven Energy Prediction Modeling for Both Energy Efficiency and Maintenance in Smart Manufacturing Systems. Energy 2022, 238, 121691. [Google Scholar] [CrossRef]
- Hinshaw, H.J.; Terry, S.; Fidan, I. Power Consumption Investigation for Fused Filament Fabricated Specimen. Int. J. Rapid Manuf. 2020, 9, 268. [Google Scholar] [CrossRef]
- Terry, S.; Lu, H.; Fidan, I.; Zhang, Y.; Tantawi, K.; Guo, T.; Asiabanpour, B. The Influence of Smart Manufacturing towards Energy Conservation: A Review. Technologies 2020, 8, 31. [Google Scholar] [CrossRef]
- Sun, C.; Wang, Y.; McMurtrey, M.D.; Jerred, N.D.; Liou, F.; Li, J. Additive Manufacturing for Energy: A Review. Appl. Energy 2021, 282, 116041. [Google Scholar] [CrossRef]
- Dudek, P.; Zagórski, K. Cost, Resources, and Energy Efficiency of Additive Manufacturing. In Proceedings of the E3S Web of Conferences, Krakow, Poland, 21–23 September 2017; Volume 14, p. 01040. [Google Scholar] [CrossRef]
- Monteiro, H.; Carmona-Aparicio, G.; Lei, I.; Despeisse, M. Energy and Material Efficiency Strategies Enabled by Metal Additive Manufacturing—A Review for the Aeronautic and Aerospace Sectors. Energy Rep. 2022, 8, 298–305. [Google Scholar] [CrossRef]
- Gao, C.; Wolff, S.; Wang, S. Eco-Friendly Additive Manufacturing of Metals: Energy Efficiency and Life Cycle Analysis. J. Manuf. Syst. 2021, 60, 459–472. [Google Scholar] [CrossRef]
- Liu, Z.Y.; Li, C.; Fang, X.Y.; Guo, Y.B. Energy Consumption in Additive Manufacturing of Metal Parts. Procedia Manuf. 2018, 26, 834–845. [Google Scholar] [CrossRef]
- Hu, L.; Wang, Y.; Shu, L.; Cai, W.; Lv, J.; Xu, K. Energy Benchmark for Evaluating the Energy Efficiency of Selective Laser Melting Processes. Appl. Therm. Eng. 2023, 221, 119870. [Google Scholar] [CrossRef]
- Rouf, S.; Malik, A.; Singh, N.; Raina, A.; Naveed, N.; Siddiqui, M.I.H.; Haq, M.I.U. Additive Manufacturing Technologies: Industrial and Medical Applications. Sustain. Oper. Comput. 2022, 3, 258–274. [Google Scholar] [CrossRef]
- Ali, M.A.; Fidan, I.; Tantawi, K. Investigation of the Impact of Power Consumption, Surface Roughness, and Part Complexity in Stereolithography and Fused Filament Fabrication. Int. J. Adv. Manuf. Technol. 2023, 126, 2665–2676. [Google Scholar] [CrossRef]
- Abdulhameed, O.; Al-Ahmari, A.; Ameen, W.; Mian, S.H. Additive Manufacturing: Challenges, Trends, and Applications. Adv. Mech. Eng. 2019, 11, 1687814018822880. [Google Scholar] [CrossRef]
- ISO/ASTM 52900:2021(En); Additive Manufacturing—General Principles—Fundamentals and Vocabulary. Available online: https://www.iso.org/obp/ui/#iso:std:iso-astm:52900:ed-2:v1:en (accessed on 17 January 2024).
- Abeykoon, C.; McMillan, A.; Nguyen, B.K. Energy Efficiency in Extrusion-Related Polymer Processing: A Review of State of the Art and Potential Efficiency Improvements. Renew. Sustain. Energy Rev. 2021, 147, 111219. [Google Scholar] [CrossRef]
- Vidakis, N.; Petousis, M.; Mountakis, N.; Moutsopoulou, A.; Karapidakis, E. Energy Consumption vs. Tensile Strength of Poly[Methyl Methacrylate] in Material Extrusion 3D Printing: The Impact of Six Control Settings. Polymers 2023, 15, 845. [Google Scholar] [CrossRef] [PubMed]
- Quarto, M. An Empirical Method for Forecasting Energy Consumption in Material Extrusion. Int. J. Adv. Manuf. Technol. 2023, 127, 2911–2920. [Google Scholar] [CrossRef]
- Ender-3 3D Printer. Available online: https://www.creality.com/products/ender-3-3d-printer (accessed on 16 January 2024).
- Hopkins, N.; Jiang, L.; Brooks, H. Energy Consumption of Common Desktop Additive Manufacturing Technologies. Clean. Eng. Technol. 2021, 2, 100068. [Google Scholar] [CrossRef]
- Alghamdi, S.S.; John, S.; Choudhury, N.R.; Dutta, N.K. Additive Manufacturing of Polymer Materials: Progress, Promise and Challenges. Polymers 2021, 13, 753. [Google Scholar] [CrossRef] [PubMed]
- Dermeik, B.; Travitzky, N. Laminated Object Manufacturing of Ceramic-Based Materials. Adv. Eng. Mater. 2020, 22, 2000256. [Google Scholar] [CrossRef]
- Meteyer, S.; Xu, X.; Perry, N.; Zhao, Y.F. Energy and Material Flow Analysis of Binder-Jetting Additive Manufacturing Processes. Procedia CIRP 2014, 15, 19–25. [Google Scholar] [CrossRef]
- Du, W.; Ren, X.; Pei, Z.; Ma, C. Ceramic Binder Jetting Additive Manufacturing: A Literature Review on Density. J. Manuf. Sci. Eng. Trans. ASME 2020, 142, 040801. [Google Scholar] [CrossRef]
- Pagac, M.; Hajnys, J.; Ma, Q.P.; Jancar, L.; Jansa, J.; Stefek, P.; Mesicek, J. A Review of Vat Photopolymerization Technology: Materials, Applications, Challenges, and Future Trends of 3D Printing. Polymers 2021, 13, 598. [Google Scholar] [CrossRef]
- Yang, M.; Kowsari, K.; Myrie, N.O.; Espinosa-Hoyos, D.; Jagielska, A.; Kim, S.; Fang, N.X.; Van Vliet, K.J. Additive Manufacturing of High Aspect-Ratio Structures with Self-Focusing Photopolymerization. Light Adv. Manuf. 2022, 3, 542–571. [Google Scholar] [CrossRef]
- Ahn, D.G. Directed Energy Deposition (DED) Process: State of the Art. Int. J. Precis. Eng. Manuf.-Green Technol. 2021, 8, 703–742. [Google Scholar] [CrossRef]
- Alya, S.; Singh, R. Discrete Phase Modeling of the Powder Flow Dynamics and the Catchment Efficiency in Laser Directed Energy Deposition with Inclined Coaxial Nozzles. J. Manuf. Sci. Eng. Trans. ASME 2021, 143, 081004. [Google Scholar] [CrossRef]
- Krimpenis, A.A.; Noeas, G.D. Application of Hybrid Manufacturing Processes in Microfabrication. J. Manuf. Process. 2022, 80, 328–346. [Google Scholar] [CrossRef]
- Baumers, M.; Wildman, R.; Tuck, C.; Dickens, P.; Hague, R.; Wildman, R.; Tuck, C.; Dickens, P.; Hague, R. Modeling Build Time, Process Energy Consumption and Cost of Material Jetting-Based Additive Manufacturing. NIP Digit. Fabr. Conf. 2015, 31, 311–316. [Google Scholar] [CrossRef] [PubMed]
- Jayavelu, J. Advancements in Three-Dimensional Printing for the Medical Device Industry. Trends Dev. Med. Devices 2020, 3–16. [Google Scholar] [CrossRef]
- Singh, R.; Gupta, A.; Tripathi, O.; Srivastava, S.; Singh, B.; Awasthi, A.; Rajput, S.K.; Sonia, P.; Singhal, P.; Saxena, K.K. Powder Bed Fusion Process in Additive Manufacturing: An Overview. Mater. Today Proc. 2020, 26, 3058–3070. [Google Scholar] [CrossRef]
- Afazov, S.; Roberts, A.; Wright, L.; Jadhav, P.; Holloway, A.; Basoalto, H.; Milne, K.; Brierley, N. Metal Powder Bed Fusion Process Chains: An Overview of Modelling Techniques. Prog. Addit. Manuf. 2021, 7, 289–314. [Google Scholar] [CrossRef]
- Munir, Q.; Kärki, T. Cost Analysis of Various Factors for Geopolymer 3D Printing of Construction Products in Factories and on Construction Sites. Recycling 2021, 6, 60. [Google Scholar] [CrossRef]
- Fidan, I.; Huseynov, O.; Ali, M.A.; Alkunte, S.; Rajeshirke, M.; Gupta, A.; Hasanov, S.; Tantawi, K.; Yasa, E.; Yilmaz, O.; et al. Recent Inventions in Additive Manufacturing: Holistic Review. Inventions 2023, 8, 103. [Google Scholar] [CrossRef]
- Rajeshirke, M.; Alkunte, S.; Huseynov, O.; Fidan, I. Fatigue Analysis of Additively Manufactured Short Carbon Fiber-Reinforced PETG Components. Int. J. Adv. Manuf. Technol. 2023, 128, 2377–2394. [Google Scholar] [CrossRef]
- Fidan, I.; Norris, M.; Rajeshirke, M.; Huseynov, O.; Alkunte, S.; Dasari, J.K.; Zhang, Z. Non-Traditional Delivery of Hands-on Manufacturing Courses. In Proceedings of the ASEE2022, Minneapolis, MN, USA, 26–29 June 2022; Available online: https://peer.asee.org/40950 (accessed on 17 January 2024).
- Alkunte, S.; Fidan, I.; Hasanov, S. Experimental Analysis of Functionally Graded Materials Produced by Fused Filament Fab-Rication. In Proceedings of the 2022 International Solid Freeform Fabrication Symposium, Austin, TX, USA, 25–27 July 2022. [Google Scholar] [CrossRef]
- Nyamekye, P.; Rahimpour Golroudbary, S.; Piili, H.; Luukka, P.; Kraslawski, A. Impact of Additive Manufacturing on Titanium Supply Chain: Case of Titanium Alloys in Automotive and Aerospace Industries. Adv. Ind. Manuf. Eng. 2023, 6, 100112. [Google Scholar] [CrossRef]
- Alkunte, S.; Rajeshirke, M.; Fidan, I.; Hasanov, S. Performance Evaluation of Fatigue Behavior in Extrusion-Based Functionally Graded Materials. Int. J. Adv. Manuf. Technol. 2023, 128, 863–875. [Google Scholar] [CrossRef]
- Alkunte, S.; Fidan, I. Machine Learning-Based Fatigue Life Prediction of Functionally Graded Materials Using Material Extrusion Technology. J. Compos. Sci. 2023, 7, 420. [Google Scholar] [CrossRef]
- Korniejenko, K.; Pławecka, K.; Kozub, B. An Overview for Modern Energy-Efficient Solutions for Lunar and Martian Habitats Made Based on Geopolymers Composites and 3D Printing Technology. Energies 2022, 15, 9322. [Google Scholar] [CrossRef]
- Waddell, T.; Toombs, J.; Reilly, A.; Schwab, T.; Castaneda, C.; Shan, I.; Lewis, T.; Mohnot, P.; Potter, D.; Taylor, H. Use of Volumetric Additive Manufacturing as an In-Space Manufacturing Technology. Acta Astronaut. 2023, 211, 474–482. [Google Scholar] [CrossRef]
- Omiyale, B.O.; Olugbade, T.O.; Abioye, T.E.; Farayibi, P.K. Wire Arc Additive Manufacturing of Aluminium Alloys for Aerospace and Automotive Applications: A Review. Mater. Sci. Technol. 2022, 38, 391–408. [Google Scholar] [CrossRef]
- Suryakant, A.S.; Gajjal, S.Y.; Mahajan, D.A. Contact Stress Analysis for ‘Gear’ to Optimize Mass Using CAE Techniques. Int. J. Sci. Eng. Technol. Res. 2014, 3, 3491–3495. [Google Scholar]
- Asiri, S. Modeling and Analysis of Automotive Engine Crankshaft Made of Composite and Functionally Graded Materials. Adv. Mater. Sci. Eng. 2022, 2022, 4005368. [Google Scholar] [CrossRef]
- Salmi, M. Additive Manufacturing Processes in Medical Applications. Materials 2021, 14, 191. [Google Scholar] [CrossRef]
- Velu, R.; Calais, T.; Jayakumar, A.; Raspall, F. A Comprehensive Review on Bio-Nanomaterials for Medical Implants and Feasibility Studies on Fabrication of Such Implants by Additive Manufacturing Technique. Materials 2019, 13, 92. [Google Scholar] [CrossRef]
- Hasanov, S.; Alkunte, S.; Rajeshirke, M.; Gupta, A.; Huseynov, O.; Fidan, I.; Alifui-Segbaya, F.; Rennie, A. Review on Additive Manufacturing of Multi-Material Parts: Progress and Challenges. J. Manuf. Mater. Process. 2021, 6, 4. [Google Scholar] [CrossRef]
- Wang, Y.; Ahmed, A.; Azam, A.; Bing, D.; Shan, Z.; Zhang, Z.; Tariq, M.K.; Sultana, J.; Mushtaq, R.T.; Mehboob, A.; et al. Applications of Additive Manufacturing (AM) in Sustainable Energy Generation and Battle against COVID-19 Pandemic: The Knowledge Evolution of 3D Printing. J. Manuf. Syst. 2021, 60, 709–733. [Google Scholar] [CrossRef] [PubMed]
- Mehrpouya, M.; Vosooghnia, A.; Dehghanghadikolaei, A.; Fotovvati, B. The Benefits of Additive Manufacturing for Sustainable Design and Production. In Sustainable Manufacturing; Elsevier: Amsterdam, The Netherlands, 2021; pp. 29–59. [Google Scholar] [CrossRef]
- Mangla, S.K.; Kazancoglu, Y.; Sezer, M.D.; Top, N.; Sahin, I. Optimizing Fused Deposition Modelling Parameters Based on the Design for Additive Manufacturing to Enhance Product Sustainability. Comput. Ind. 2023, 145, 103833. [Google Scholar] [CrossRef]
- Prashar, G.; Vasudev, H.; Bhuddhi, D. Additive Manufacturing: Expanding 3D Printing Horizon in Industry 4.0. Int. J. Interact. Des. Manuf. 2023, 17, 2221–2235. [Google Scholar] [CrossRef]
- Chyr, G.; DeSimone, J.M. Review of High-Performance Sustainable Polymers in Additive Manufacturing. Green Chem. 2023, 25, 453–466. [Google Scholar] [CrossRef]
- Hawes, G.F.; Rehman, S.; Rangom, Y.; Pope, M.A. Advanced Manufacturing Approaches for Electrochemical Energy Storage Devices. Int. Mater. Rev. 2023, 68, 323–364. [Google Scholar] [CrossRef]
- Bassyouni, Z.; Allagui, A.; Abou Ziki, J.D. Microsized Electrochemical Energy Storage Devices and Their Fabrication Techniques For Portable Applications. Adv. Mater. Technol. 2023, 8, 2200459. [Google Scholar] [CrossRef]
- Wuamprakhon, P.; Crapnell, R.D.; Sigley, E.; Hurst, N.J.; Williams, R.J.; Sawangphruk, M.; Keefe, E.M.; Banks, C.E. Recycled Additive Manufacturing Feedstocks for Fabricating High Voltage, Low-Cost Aqueous Supercapacitors. Adv. Sustain. Syst. 2023, 7, 2200407. [Google Scholar] [CrossRef]
- Lunetto, V.; Galati, M.; Settineri, L.; Iuliano, L. Sustainability in the Manufacturing of Composite Materials: A Literature Review and Directions for Future Research. J. Manuf. Process. 2023, 85, 858–874. [Google Scholar] [CrossRef]
- Osipovich, K.; Kalashnikov, K.; Chumaevskii, A.; Gurianov, D.; Kalashnikova, T.; Vorontsov, A.; Zykova, A.; Utyaganova, V.; Panfilov, A.; Nikolaeva, A.; et al. Wire-Feed Electron Beam Additive Manufacturing: A Review. Metals 2023, 13, 279. [Google Scholar] [CrossRef]
- Kaood, A.; Elhagali, I.O.; Hassan, M.A. Investigation of High-Efficiency Compact Jet Impingement Cooling Modules for High-Power Applications. Int. J. Therm. Sci. 2023, 184, 108006. [Google Scholar] [CrossRef]
- Calignano, F.; Mercurio, V. An Overview of the Impact of Additive Manufacturing on Supply Chain, Reshoring, and Sustainability. Clean. Logist. Supply Chain. 2023, 7, 100103. [Google Scholar] [CrossRef]
- Ekren, B.Y.; Stylos, N.; Zwiegelaar, J.; Turhanlar, E.E.; Kumar, V. Additive Manufacturing Integration in E-Commerce Supply Chain Network to Improve Resilience and Competitiveness. Simul. Model. Pr. Theory 2023, 122, 102676. [Google Scholar] [CrossRef]
- Srivastava, M.; Rathee, S.; Patel, V.; Kumar, A.; Koppad, P.G. A Review of Various Materials for Additive Manufacturing: Recent Trends and Processing Issues. J. Mater. Res. Technol. 2022, 21, 2612–2641. [Google Scholar] [CrossRef]
- Zindani, D.; Kumar, K. An Insight into Additive Manufacturing of Fiber Reinforced Polymer Composite. Int. J. Lightweight Mater. Manuf. 2019, 2, 267–278. [Google Scholar] [CrossRef]
- Bánhegyi, G. Polymer Compatibility and Interfaces in Extrusion-Based Multicomponent Additive Manufacturing—A Mini-Review. Adv. Ind. Eng. Polym. Res. 2023. [Google Scholar] [CrossRef]
- Huseynov, O.; Hasanov, S.; Fidan, I. Influence of the Matrix Material on the Thermal Properties of the Short Carbon Fiber Reinforced Polymer Composites Manufactured by Material Extrusion. J. Manuf. Process. 2023, 92, 521–533. [Google Scholar] [CrossRef]
- Diniță, A.; Ripeanu, R.G.; Ilincă, C.N.; Cursaru, D.; Matei, D.; Naim, R.I.; Tănase, M.; Portoacă, A.I. Advancements in Fiber-Reinforced Polymer Composites: A Comprehensive Analysis. Polymers 2023, 16, 2. [Google Scholar] [CrossRef]
- Le Gentil, T.; Langot, J.; Therriault, D.; Kerbrat, O. Identifying Efficient Solutions for Additive Manufacturing of Short Carbon-Fiber Reinforced Polyamide 6 from Energy and Mechanical Perspectives. Procedia CIRP 2023, 116, 540–545. [Google Scholar] [CrossRef]
- Gupta, A.; Hasanov, S.; Alifui-Segbaya, F.; Fidan, I. Composites (Fiber-Reinforced Plastic Matrix Composites). In Springer Handbooks; Springer: Cham, Switzerland, 2023; Part F1592; pp. 627–637. [Google Scholar] [CrossRef]
- Chaudhary, R.P.; Parameswaran, C.; Idrees, M.; Rasaki, A.S.; Liu, C.; Chen, Z.; Colombo, P. Additive Manufacturing of Polymer-Derived Ceramics: Materials, Technologies, Properties and Potential Applications. Prog. Mater. Sci. 2022, 128, 100969. [Google Scholar] [CrossRef]
- Singh, M.K.; Mohanty, A.K.; Misra, M. Upcycling of Waste Polyolefins in Natural Fiber and Sustainable Filler-Based Biocomposites: A Study on Recent Developments and Future Perspectives. Compos. Part B Eng. 2023, 263, 110852. [Google Scholar] [CrossRef]
- Armstrong, M.; Mehrabi, H.; Naveed, N. An Overview of Modern Metal Additive Manufacturing Technology. J. Manuf. Process. 2022, 84, 1001–1029. [Google Scholar] [CrossRef]
- Murr, L.E.; Martinez, E.; Amato, K.N.; Gaytan, S.M.; Hernandez, J.; Ramirez, D.A.; Shindo, P.W.; Medina, F.; Wicker, R.B. Fabrication of Metal and Alloy Components by Additive Manufacturing: Examples of 3D Materials Science. J. Mater. Res. Technol. 2012, 1, 42–54. [Google Scholar] [CrossRef]
- Rashid, A.; Gopaluni, A. A Review of Residual Stress and Deformation Modeling for Metal Additive Manufacturing Processes. Chin. J. Mech. Eng. Addit. Manuf. Front. 2023, 2, 100102. [Google Scholar] [CrossRef]
- Chen, S.; Gao, H.; Zhang, Y.; Wu, Q.; Gao, Z.; Zhou, X. Review on Residual Stresses in Metal Additive Manufacturing: Formation Mechanisms, Parameter Dependencies, Prediction and Control Approaches. J. Mater. Res. Technol. 2022, 17, 2950–2974. [Google Scholar] [CrossRef]
- du Plessis, A.; Yadroitsava, I.; Yadroitsev, I. Effects of Defects on Mechanical Properties in Metal Additive Manufacturing: A Review Focusing on X-Ray Tomography Insights. Mater. Des. 2020, 187, 108385. [Google Scholar] [CrossRef]
- Johnson, N.S.; Vulimiri, P.S.; To, A.C.; Zhang, X.; Brice, C.A.; Kappes, B.B.; Stebner, A.P. Invited Review: Machine Learning for Materials Developments in Metals Additive Manufacturing. Addit. Manuf. 2020, 36, 101641. [Google Scholar] [CrossRef]
- Nyamekye, P.; Lakshmanan, R.; Tepponen, V.; Westman, S. Sustainability Aspects of Additive Manufacturing: Leveraging Resource Efficiency via Product Design Optimization and Laser Powder Bed Fusion. Heliyon 2024, 10, e23152. [Google Scholar] [CrossRef]
- Mecheter, A.; Tarlochan, F.; Kucukvar, M. A Review of Conventional versus Additive Manufacturing for Metals: Life-Cycle Environmental and Economic Analysis. Sustainability 2023, 15, 12299. [Google Scholar] [CrossRef]
- Fidan, I. Bench Marking Studies for 3D Printing Process. In Proceedings of the 1st Annual Manufacturing Technology Summit, Dearborn, MI, USA, 10 August 2004; pp. 1–7. [Google Scholar]
- Hegab, H.; Khanna, N.; Monib, N.; Salem, A. Design for Sustainable Additive Manufacturing: A Review. Sustain. Mater. Technol. 2023, 35, e00576. [Google Scholar] [CrossRef]
- Majeed, A.; Ahmed, A.; Lv, J.; Peng, T.; Muzamil, M. A State-of-the-Art Review on Energy Consumption and Quality Characteristics in Metal Additive Manufacturing Processes. J. Braz. Soc. Mech. Sci. Eng. 2020, 42, 249. [Google Scholar] [CrossRef]
- Products—The Virtual Foundry, Inc. Available online: https://thevirtualfoundry.com/products/ (accessed on 18 January 2024).
- Plastic and Metal Filaments by Ultrafuse®|BASF FORWARD AM. Available online: https://forward-am.com/material-portfolio/ultrafuse-filaments-for-fused-filaments-fabrication-fff/ (accessed on 18 January 2024).
- Gong, H.; Snelling, D.; Kardel, K.; Carrano, A. Comparison of Stainless Steel 316L Parts Made by FDM- and SLM-Based Additive Manufacturing Processes. JOM 2019, 71, 880–885. [Google Scholar] [CrossRef]
- Buchanan, R.; Kumar Dasari, J.; Fidan, I.; Allen, M.; Bhattacharya, I. Knowledge Base Development for Mechanical Properties and Energy Consumption of Iron-PLA Composite Filaments in Additive Manufacturing. Int. Solid Free. Fabr. Symp. 2022. [Google Scholar] [CrossRef]
- Lakhdar, Y.; Tuck, C.; Binner, J.; Terry, A.; Goodridge, R. Additive Manufacturing of Advanced Ceramic Materials. Prog. Mater. Sci. 2021, 116, 100736. [Google Scholar] [CrossRef]
- Diener, S.; Zocca, A.; Günster, J. Literature Review: Methods for Achieving High Powder Bed Densities in Ceramic Powder Bed Based Additive Manufacturing. Open Ceram. 2021, 8, 100191. [Google Scholar] [CrossRef]
- Heim, T.; Kern, F. Influence of the Feedstock Preparation on the Properties of Highly Filled Alumina Green-Body and Sintered Parts Produced by Fused Deposition of Ceramic. Ceramics 2023, 6, 241–254. [Google Scholar] [CrossRef]
- Dadkhah, M.; Tulliani, J.M.; Saboori, A.; Iuliano, L. Additive Manufacturing of Ceramics: Advances, Challenges, and Outlook. J. Eur. Ceram. Soc. 2023, 43, 6635–6664. [Google Scholar] [CrossRef]
- Mobarak, M.H.; Islam, M.A.; Hossain, N.; Al Mahmud, M.Z.; Rayhan, M.T.; Nishi, N.J.; Chowdhury, M.A. Recent Advances of Additive Manufacturing in Implant Fabrication—A Review. Appl. Surf. Sci. Adv. 2023, 18, 100462. [Google Scholar] [CrossRef]
- Fan, D.; Li, Y.; Wang, X.; Zhu, T.; Wang, Q.; Cai, H.; Li, W.; Tian, Y.; Liu, Z. Progressive 3D Printing Technology and Its Application in Medical Materials. Front. Pharmacol. 2020, 11, 122. [Google Scholar] [CrossRef]
- Sadaf, M.; Bragaglia, M.; Perše, L.S.; Nanni, F. Advancements in Metal Additive Manufacturing: A Comprehensive Review of Material Extrusion with Highly Filled Polymers. J. Manuf. Mater. Process. 2024, 8, 14. [Google Scholar] [CrossRef]
- Wang, W.; Gao, X.; Li, Z.; Shen, C.; Wang, G.; He, R. Fiber-laying-assisted material extrusion additive manufacturing of continuous carbon fiber reinforced SiC ceramic matrix composites. In Materials Science and Engineering: A; Elsevier: Amsterdam, The Netherlands, 2024; Volume 890, p. 145944. ISSN 0921-5093. [Google Scholar] [CrossRef]
- May, G.; Psarommatis, F. Maximizing Energy Efficiency in Additive Manufacturing: A Review and Framework for Future Research. Energies 2023, 16, 4179. [Google Scholar] [CrossRef]
- Cruz Sanchez, F.A.; Boudaoud, H.; Camargo, M.; Pearce, J.M. Plastic Recycling in Additive Manufacturing: A Systematic Literature Review and Opportunities for the Circular Economy. J. Clean. Prod. 2020, 264, 121602. [Google Scholar] [CrossRef]
- Günther, J.; Brenne, F.; Droste, M.; Wendler, M.; Volkova, O.; Biermann, H.; Niendorf, T. Design of Novel Materials for Additive Manufacturing—Isotropic Microstructure and High Defect Tolerance. Sci. Rep. 2018, 8, 1298. [Google Scholar] [CrossRef]
- Daraban, A.E.O.; Negrea, C.S.; Artimon, F.G.P.; Angelescu, D.; Popan, G.; Gheorghe, S.I.; Gheorghe, M. A Deep Look at Metal Additive Manufacturing Recycling and Use Tools for Sustainability Performance. Sustainability 2019, 11, 5494. [Google Scholar] [CrossRef]
- Tantawi, K.H.; Fidan, I.; Tantawy, A. Status of Smart Manufacturing in the United States. In Proceedings of the 2019 IEEE 9th Annual Computing and Communication Workshop and Conference, CCWC 2019, Las Vegas, NV, USA, 7–9 January 2019; pp. 281–283. [Google Scholar] [CrossRef]
- Tantawi, K.H.; Fidan, I.; Musa, Y.; Tantawy, A. Smart Manufacturing: Post-Pandemic and Future Trends; IGI Global: Hershey, PA, USA; pp. 278–300. [CrossRef]
- Attaran, M. Additive Manufacturing: The Most Promising Technology to Alter the Supply Chain and Logistics. J. Serv. Sci. Manag. 2017, 10, 189–206. [Google Scholar] [CrossRef]
- Mohammadizadeh, M.; Lu, H.; Fidan, I.; Tantawi, K.; Gupta, A.; Hasanov, S.; Zhang, Z.; Alifui-Segbaya, F.; Rennie, A. Mechanical and Thermal Analyses of Metal-PLA Components Fabricated by Metal Material Extrusion. Inventions 2020, 5, 44. [Google Scholar] [CrossRef]
- Tantawi, K.H.; Ashcroft, J.; Cossette, M.; Kepner, G.; Friedman, J. Investigation of the Post-Pandemic STEM Education (STEM 3.0). J. Adv. Technol. Educ. 2022, 1, 1. [Google Scholar] [CrossRef]
- Butler, D.; Woolliams, P. Standards in Additive Manufacturing. Precis. Met. Addit. Manuf. 2020, 133–156. [Google Scholar] [CrossRef]
- Kawalkar, R.; Dubey, H.K.; Lokhande, S.P. A Review for Advancements in Standardization for Additive Manufacturing. Mater. Today Proc. 2022, 50, 1983–1990. [Google Scholar] [CrossRef]
- Zhang, X.; Liang, E. Metal Additive Manufacturing in Aircraft: Current Application, Opportunities and Challenges. IOP Conf. Series: Mater. Sci. Eng. 2019, 493, 012032. [Google Scholar] [CrossRef]
- Continuous Lower Energy, Emissions, and Noise (CLEEN) Program|Federal Aviation Administration. Available online: https://www.faa.gov/about/office_org/headquarters_offices/apl/eee/technology_saf_operations/cleen (accessed on 27 December 2023).
- Gardner, L. Metal Additive Manufacturing in Structural Engineering—Review, Advances, Opportunities and Outlook. Structures 2023, 47, 2178–2193. [Google Scholar] [CrossRef]
- Kent, R. Energy Management in Plastics Processing—Framework for Measurement, Assessment and Prediction. Plast. Rubber Compos. 2008, 37, 96–104. [Google Scholar] [CrossRef]
- Tan, C.; Li, R.; Su, J.; Du, D.; Du, Y.; Attard, B.; Chew, Y.; Zhang, H.; Lavernia, E.J.; Fautrelle, Y.; et al. Review on Field Assisted Metal Additive Manufacturing. Int. J. Mach. Tools Manuf. 2023, 189, 104032. [Google Scholar] [CrossRef]
- Wang, K.; Zhang, Y.; Song, Y.; Xu, J.; Zhang, S.; Tan, J. Deep Pattern Matching for Energy Consumption Prediction of Complex Structures in Ecological Additive Manufacturing. IEEE Trans. Ind. Inform. 2023, 1–12. [Google Scholar] [CrossRef]
- Li, C.; Zheng, P.; Yin, Y.; Wang, B.; Wang, L. Deep Reinforcement Learning in Smart Manufacturing: A Review and Prospects. CIRP J. Manuf. Sci. Technol. 2023, 40, 75–101. [Google Scholar] [CrossRef]
- Xian, W.; Yu, K.; Han, F.; Fang, L.; He, D.; Han, Q.L. Advanced Manufacturing in Industry 5.0: A Survey of Key Enabling Technologies and Future Trends. IEEE Trans. Ind. Inform. 2023, 20, 1055–1068. [Google Scholar] [CrossRef]
Figure 1.
Resource efficiency strategies applied in MAM for the aeronautic/aerospace sectors [8] license number (5712810891004).
Figure 1.
Resource efficiency strategies applied in MAM for the aeronautic/aerospace sectors [8] license number (5712810891004).

Figure 2.
The material and energy flow in AM [9] license number (5712811097376).
Figure 2.
The material and energy flow in AM [9] license number (5712811097376).

Figure 3.
Classification of AM technologies.

Figure 4.
MEX process.

Figure 5.
Honeycomb structure heat sink.

Figure 6.
Flatbed heat sink.

Figure 7.
SHL process.

Figure 8.
BJ process.

Figure 9.
VP process.

Figure 10.
DED process.

Figure 11.
MJ process.

Figure 12.
PBF process.

Figure 13.
Industrial outlook.

Figure 14.
Three dimensional printed medical devices for healthcare applications during pandemic (a) stopgap face mask, (b) swab (c) 3D printed respirator mask (d) quarantine booths (e) face shield (f) T-connectors, Y-connectors for ventilators, (g) ventilator valve (h) air-purification respiratory hood (i) 3D-printed pills (j) artificial lung used for lung disease treatment (k) 3D-printed capsules [50] license number (5712820162678).
Figure 14.
Three dimensional printed medical devices for healthcare applications during pandemic (a) stopgap face mask, (b) swab (c) 3D printed respirator mask (d) quarantine booths (e) face shield (f) T-connectors, Y-connectors for ventilators, (g) ventilator valve (h) air-purification respiratory hood (i) 3D-printed pills (j) artificial lung used for lung disease treatment (k) 3D-printed capsules [50] license number (5712820162678).

Figure 15.
Applications of 3D printing in energy harvesting (a) micro-extrusion of silicone-Cu fibers for triboelectric energy harvester (b) scalability of triboelectric TENG-based wristbands (c) A 3D-printed vibrational energy harvester with assembled magnet coupled with one miniature coil [50] license number (5712820162678).
Figure 15.
Applications of 3D printing in energy harvesting (a) micro-extrusion of silicone-Cu fibers for triboelectric energy harvester (b) scalability of triboelectric TENG-based wristbands (c) A 3D-printed vibrational energy harvester with assembled magnet coupled with one miniature coil [50] license number (5712820162678).

Figure 16.
Energy consumption for a range of commonly used polymers in FFF [20].
Figure 16.
Energy consumption for a range of commonly used polymers in FFF [20].

Figure 17.
AM material preparation and material recovery stages that affect energy efficiency and sustainability.
Figure 17.
AM material preparation and material recovery stages that affect energy efficiency and sustainability.



{kind=link}
{kind=link}
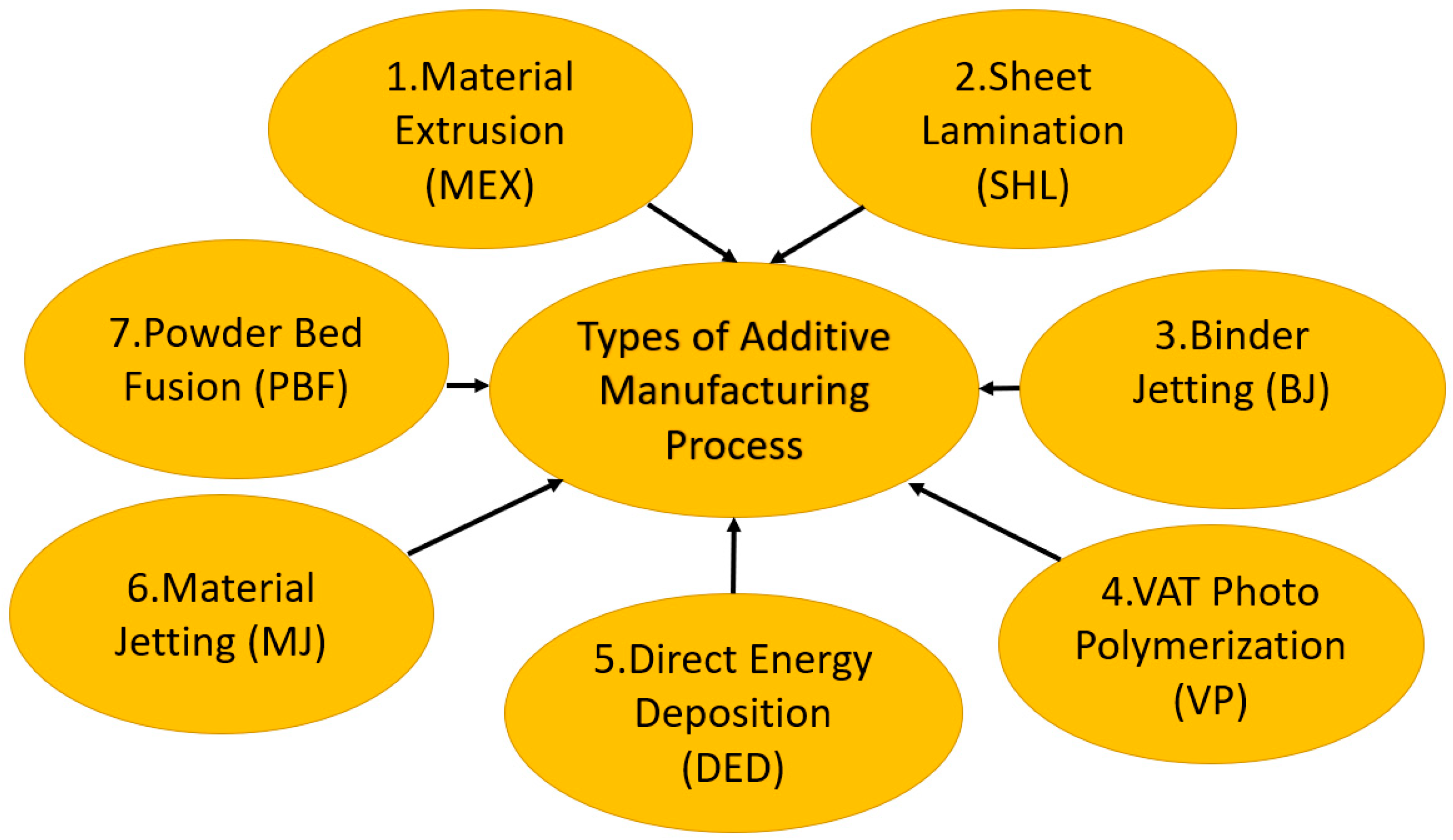{kind=link}
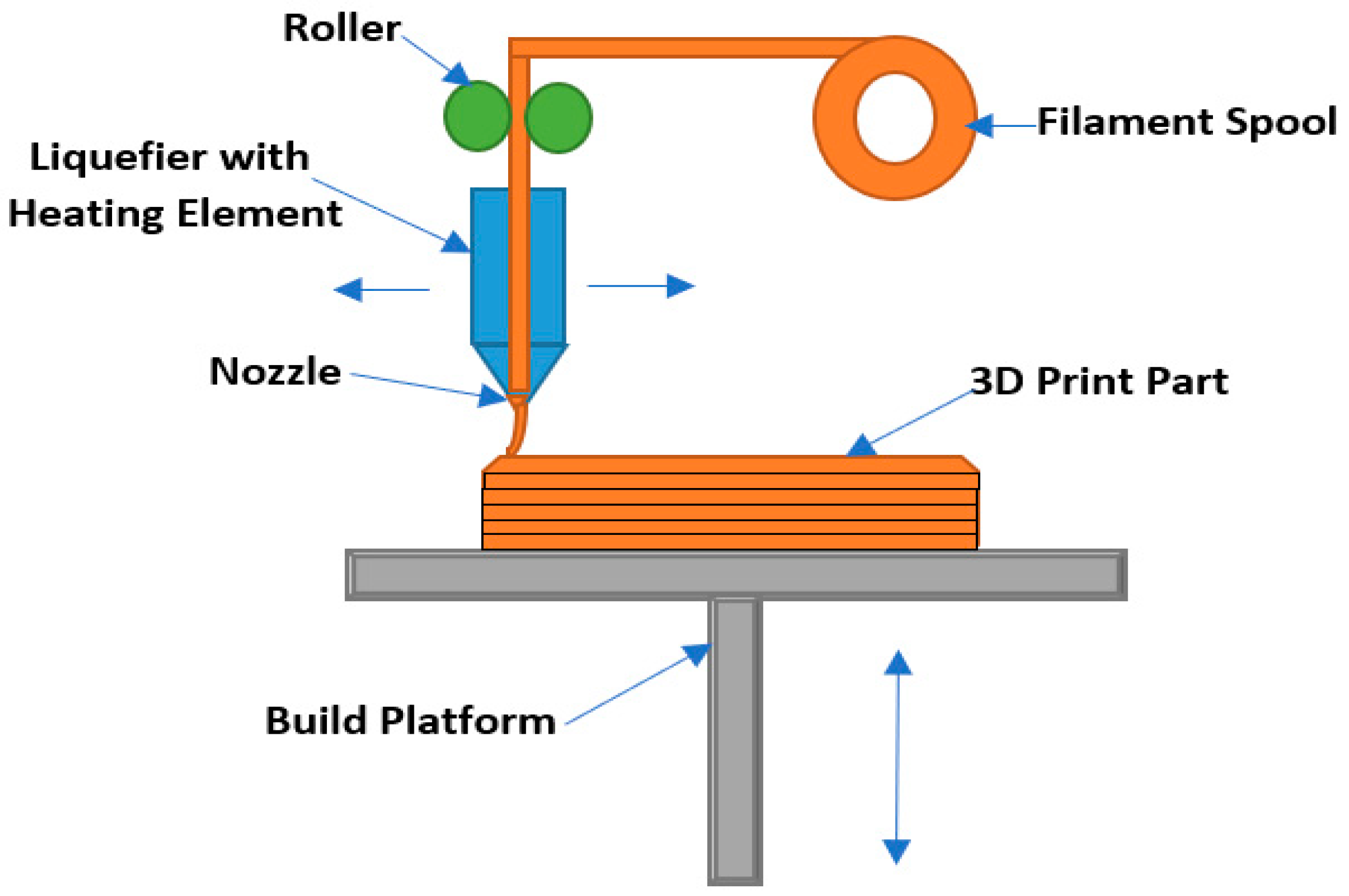{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
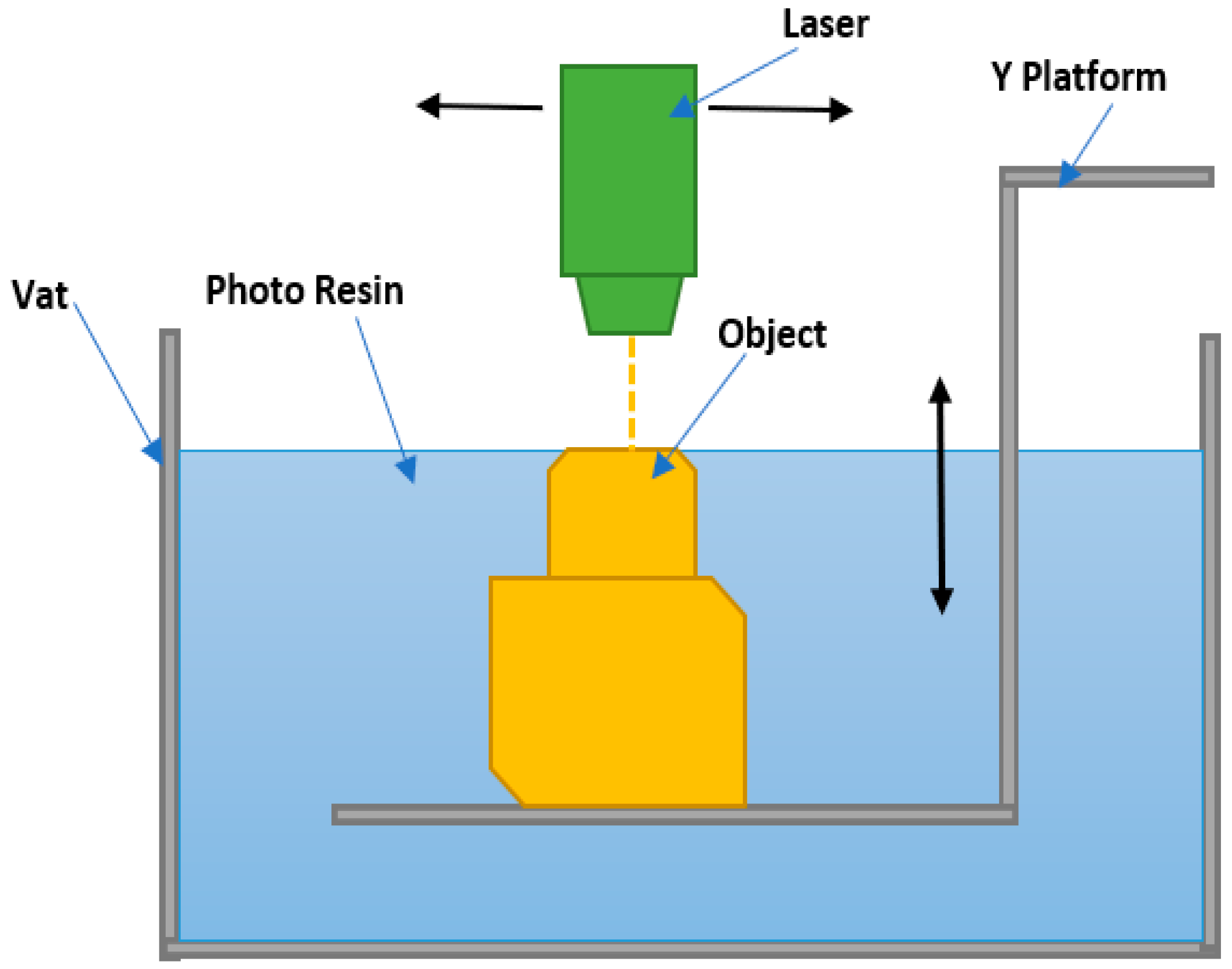{kind=link}
{kind=link}
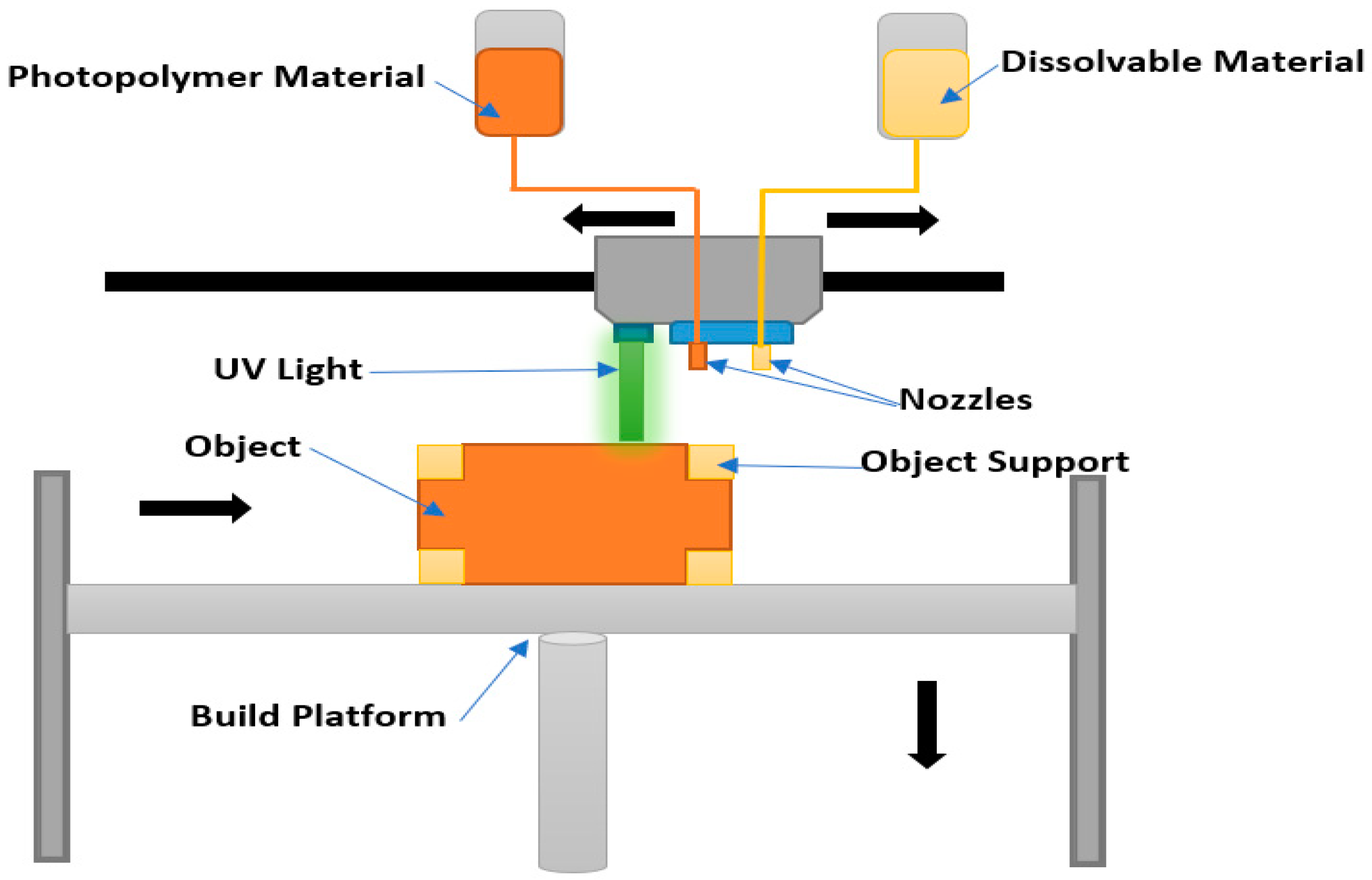{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Ender 3 energy use for PLA printed parts with varying layer heights [20].
Table 1.
Ender 3 energy use for PLA printed parts with varying layer heights [20].
| Layer Height (µm) | Print Time (min) | Mean Power (W) | Energy per Print (kJ) | Volume Extruded (cm3) |
|---|---|---|---|---|
| 100 | 350 | 118 | 2488 | 26.1 |
| 200 | 226 | 120 | 1631 | 28.6 |
| 300 | 195 | 110 | 1296 | 31.8 |
Table 2.
List of the ISO/ASTM AM standards containing energy efficiency.
| Standard/Guideline and Issuing Organization, Date | Name | Energy Efficiency Contribution |
|---|---|---|
| ISO/ASTM 52910:2018 | Additive manufacturing—Design—Requirements, guidelines and recommendations | Optimizes material use, weight, and stress concentrations in designs. |
| ISO/ASTM 52901:2017 | Additive manufacturing General principles Requirements for purchased AM parts | Encourages using recycled and eco-friendly materials, thus more sustainability, and less energy consumption in material processing |
| ISO/ASTM PWI 52920-1 | Additive manufacturing—Qualification principles—Part 1: Conformity assessment for AM System in industrial use | Provides quality guidelines for the AM production sites such as Optimized building parameters, support structures, and machine operation practices. |
| ISO/ASTM PWI 52920-2 | Additive manufacturing—Qualification principles—Part 2: Conformity assessment at Industrial additive manufacturing centers | Provides quality guidelines for the AM production sites such as Optimized building parameters, support structures, and machine operation practices. |
| AMS7011 by SAE (2022) | Electron Beam-Powder Bed Fusion (EB-PBF) Produced Preforms and Parts Titanium Alloy, 6Al-4V Hot Isostatically Pressed | Defines particular powder characteristics and heat treatment procedures, consequently improving energy efficiency during processing. |
| ARP7042 by SAE | Development Planning for Design of Additive Manufactured Components in an Aircraft System | Through emphasizing optimized designs that contribute to reducing weight, and materials and therefore lower fuel consumption in aircraft. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Fidan, I.; Naikwadi, V.; Alkunte, S.; Mishra, R.; Tantawi, K. Energy Efficiency in Additive Manufacturing: Condensed Review. Technologies 2024, 12, 21. https://doi.org/10.3390/technologies12020021
AMA Style
Fidan I, Naikwadi V, Alkunte S, Mishra R, Tantawi K. Energy Efficiency in Additive Manufacturing: Condensed Review. Technologies. 2024; 12(2):21. https://doi.org/10.3390/technologies12020021
Chicago/Turabian StyleFidan, Ismail, Vivekanand Naikwadi, Suhas Alkunte, Roshan Mishra, and Khalid Tantawi. 2024. "Energy Efficiency in Additive Manufacturing: Condensed Review" Technologies 12, no. 2: 21. https://doi.org/10.3390/technologies12020021
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.