
Abstract
A more thorough understanding of the properties of bulk material structures in solid–liquid separation processes is essential to understand better and optimize industrially established processes, such as cake filtration, whose process outcome is mainly dependent on the properties of the bulk material structure. Here, changes of bulk properties like porosity and permeability can originate from local variations in particle size, especially for non-spherical particles. In this study, we mix self-similar fractions of crushed, irregularly shaped Al2O3 particles (20 to 90 µm and 55 to 300 µm) to bimodal distributions. These mixtures vary in volume fraction of fines (0, 20, 30, 40, 50, 60 and 100 vol.%). The self-similarity of both systems serves the improved parameter correlation in the case of multimodal distributed particle systems. We use nondestructive 3D X-ray microscopy to capture the filter cake microstructure directly after mechanical dewatering, whereby we give particular attention to packing structure and particle–particle relationships (porosity, coordination number, particle size and corresponding hydraulic isolated liquid areas). Our results reveal widely varying distributions of local porosity and particle contact points. An average coordination number (here 5.84 to 6.04) is no longer a sufficient measure to describe the significant bulk porosity variation (in our case, 40 and 49%). Therefore, the explanation of the correlation is provided on a discrete particle level. While individual particles < 90 µm had only two or three contacts, others > 100 µm took up to 25. Due to this higher local coordination number, the liquid load of corresponding particles (liquid volume/particle volume) after mechanical dewatering increases from 0.48 to 1.47.
Article Highlights
-
High-resolution X-ray tomography measurements grant insights into 3D filter cake structures on particle level
-
Coordination number distribution is strongly dependent on local variation in particle size and porosity
-
Fine particles cause higher particle liquid load after dewatering, but smaller hydraulic isolated liquid areas
Similar content being viewed by others

1 Introduction
A detailed understanding of permeability and capillary effects has been of particular interest in fundamental and applied research of mechanical separation techniques (Iglauer et al. 2013). Cake-forming filtration represents the basic principle of many industrial applications where liquids are to be separated from solids. In these processes, a feed stream consisting of solid particles dispersed in a continuous fluid medium is passed through a semipermeable filter cloth. The filter medium allows the continuous phase to pass through almost unhindered, while at the beginning individual solid particles build up a rising structure on the filter cloth via blocking mechanisms, which increasingly retains the solids themselves. The filter cloth only initiates the build-up of the so-called filter cake. As the filter cake height increases, the continuous phase's pressure drop increases, which is why the filter cake must be removed when a certain height is reached. This pressure drop, which determines the process throughput, is determined by the bulk material properties. In contrast to the pressure drop, permeability is often cited in this context, which unites the bulk material properties, such as porosity, as a macroscopic quantity.
Most popular cake filtration models often assume homogenous cake structures with constant porosity and, therefore, globally estimated permeability (Tien and Ramarao 2013; Matsumura et al. 2015; Endo et al. 2009). Particle properties such as shape, size and wetting behavior are not only a single bulk property but distributed within the filter cake (Löwer et al. 2020b; Hwang et al. 2018; Perini et al. 2019). They significantly affect the porous network formation during cake filtration with possible local deviation in vertical (axial) or horizontal (radial) orientation. Since microscopic local parameters are inaccessible in conventional filtration experiments, cake structure models rely on average numbers or neglect some influencing factors, e.g., geometric particle–particle relationships, like particle contacts and corresponding contact area, thus simplifying process relevant phenomena within the filter cake significantly.
By combining both conventional macroscopic laboratory-scale experiments (nutsch filter) and X-ray microscopy (XRM) in situ experiments, we can connect particle properties with pore properties to gain a detailed insight into the filtration process. The resulting correlation of locally distributed and bulk parameters contributes to the development of suitable filtration models connecting micro and macro processes (Esser et al. 2021; Löwer et al. 2020a).
Particle–particle relationships provide information about bulk structures resulting in stable particle arrangements (Karamchandani et al. 2019). Microscopically, the coordination number as a measure for particle contacts depends on the packing density, represented by the corresponding porosity, and the shape and size of the neighbors.
Besides porosity, the coordination number is also related to other properties of a packing structure according to the application, such as tensile strength (Breuer and Khalifa 2019), thermal (Kovalev and Gusarov 2017; Gusarov and Kovalev 2009) and electrical conductivity (Anderson 1986), permeability (Rabbani and Babaei 2019) and hydrodynamic isolated pore liquid (Andersson et al. 2018).
As known from crystallography (Wan et al. 2018), the coordination numbers for an ideal regular cubic, orthorhombic, tetragonal–sphenoidal and rhombohedral packing are 6, 8, 10 and 12 (Cooke and Rowe 1999; Dullien 1975). The corresponding porosity values ε are 0.4764, 0.3954, 0.3019 and 0.2595, respectively. Randomly arranged particle packings in cake filtration rarely achieve these ideal structures. For a random packing of monodisperse spheres, the overall average coordination number k is ideally assumed to be 6 (Suzuki et al. 1981). In reality, random particle packings of monodisperse spheres have coordination numbers ranging from 5.5 for "loose packings" to about 6.5 for "tight packings" (German 2014). Further predictions of the characteristic properties of packing structures of non-uniformly sized particles in terms of porosity and coordination number were part of many investigations (Zou et al. 2003; Du Toit et al. 2009; Smith et al. 1929; Rumpf 1958; Yang et al. 2000; Zhang et al. 2001), summarized by (Van Antwerpen et al. 2010). Various authors also developed several theories to estimate coordination numbers for randomly arranged binary mixtures of rigid spheres of uniform size (Suzuki and Oshima 1983; Bouvard and Lange 1991; Chen et al. 2009).
Figure 1 presents an overview of the coordination number predictions as a function of the bulk porosity. The named empirical and numerical studies focus on the relationship between the particles' packing properties and the controlling parameters. These parameters include the primary particle size (Langston and Kennedy 2014; Bertei and Nicolella 2011; Suzuki et al. 1999) and shape (Nam et al. 2019; Nan et al. 2019), the binding mechanism between particles (Cheng et al. 2000) and the type of external forces (Breuer and Khalifa 2019) applied. These available correlations from the literature mainly depend on a single bulk porosity, whereby the currently existing studies often neglect the local porosity distribution. The analytical model equations shown in Fig. 1 rely on the experimental/theoretical principles summarized in Table 1.

Summary of the empirical correlations for the average coordination number k as function of the bulk porosity ε (Smith et al. 1929; Rumpf 1958; Ridgway and Tarbuck 1968; Meissner et al. 1964; Nakagaki and Sunada 1968; Haughey and Beveridge 1969; Gotoh et al. 1978) besides monodisperse ideal sphere arrangements
Additionally, most investigations do not rely on a statistically representative number of particles. Corresponding simulation calculations often contain only several hundred, e.g., the discrete element method (Dong et al. 2009, 2007; de Bono and McDowell 2015). In contrast to the location of a single particle within the bulk, the simulation cannot represent the variation of size and shape distributions with sufficient accuracy. However, this is essential for cake filtration because the corresponding distribution tails substantially impact the coordination number and thus the pore flow behavior (Ding et al. 2018). Minor amounts of fines, which the distribution reflects only at the tail end, can already significantly determine the porosity, locally significantly reduce the pore size and lead to a decreased permeability of the bulk material, which permanently limits the throughput of the industrial process. Mathematically, these distribution tails are difficult to account for in simulation calculations since many approximation functions cover distributions only to a certain degree and are limited to the most frequently occurring particle sizes and shapes.
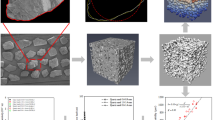
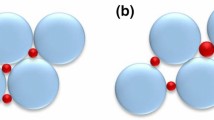
A real filter cake structure consists of several hundred thousand to millions of particles. The corresponding very high number of contact points between these particles preferably retain liquid after mechanical filter cake dewatering as a drainage process, resulting in residual moisture as a characteristic measure (cf. Fig. 2) (Batel 1954; Xu and Louge 2015). If the formed filter cake is subsequently further pressurized with compressed air, the gas phase penetrating the pores displaces the contained liquid. For industrial applications in which the pure solid or liquid represents the final product, further processing is essential for the process's success. The displacement of the liquid is only successful if the capillary inlet pressure can be exceeded at the individual pore. Pores that are too small or hydraulically isolated remain liquid-filled. Understanding the liquid entrapment at the microscopic scale provides the key to further industrial process optimization.

Left: Schematic view of progress in filter cake dewatering with detailed view of remaining liquid distribution between particles according to Batel (1954). Right: Several particles and remaining liquid inside a scanned filter cake after mechanical dewatering; liquid bridges connects particle neighbors to the central particle (red)
The analysis of heterogeneous filter cakes built up from irregularly shaped particles with widely distributed particle sizes constitutes the focus of this research to investigate the macroscopic influence of the mentioned microscopic particle properties on filter cake structure and dewatering behavior. The use of X-ray microscopy grants us the needed high-resolution access to the particle–particle contact region and the hydraulically isolated liquid volumes trapped in the immediate environment of the contacts.
2 Material and Methods
Sections 2.1. to 2.3 introduce the materials used, describe their properties and explain their importance for industrial processes. Subsequently, we present the experimental setup for cake formation and dewatering for both the laboratory-scale and the small-scale experiments performed in situ within the XRM. We already describe the following basics of filter cake tomography in (Löwer et al. 2020b), but we give a more detailed insight into image processing at the end of the chapter.
2.1 Material Characterization
For all filtration experiments, we use crushed and classified Al2O3 particles (ρ = 3.82 g cm−3, in size range of 20 to 300 µm (Fig. 4), creating different mixtures from the two primary particle collectives (20 < x < 90 µm (cV.F = 1), 55 < x < 300 µm (cV.F = 0)) according their content of fine particles (cV.F = volume fine fraction/total solid volume). We have chosen these particles because they serve as raw materials in many industrial processes (Ashwath and Xavior 2016; Gogolewski et al. 2009; Fei et al. 2014; York et al. 1996). They have a non-spherical but compact shape and, in addition to the liquid used, offer good contrast for tomographic measurements, indicated by the mass-related X-ray absorption coefficient µ/ρ (µ/ρ = 2.14 cm2/g at 20 keV for Al2O3) (Gerward et al. 2004). The particles are suspended in a liquid phase of 24 m.% glycerin (C3H8O3, µ/ρ = 0.64 cm2/g at 20 keV) and 76 m.% dist. water (H2O, µ/ρ = 0.79 cm2/g at 20 keV) with 25 mM KI (density of the solution 1.06 g/cm3, dynamic viscosity of 1.98 mPas at 20 °C, µ/ρ = 0.84 cm2/g at 20 keV).
Contrast agents like KI enhance the achievable contrast between liquid, solid and gaseous phases in the final gray value images. The implication of contrast agents simplifies the image analysis and virtual phase separation. We keep the salt concentration of KI below a critical value in order for the ζ-potential to stay above |30 mV| and, consequently, to prevent van der Waals driven agglomeration effects. Any pre-structuring of the suspension due to particle–particle interactions at low ζ-potentials might significantly influence the subsequent cake structure and the associated parameters.
2.2 Experimental Procedure and Setup
The filtration tests are performed in a laboratory-scale pressure nutsch as well as in a small-scale filtration cell. A pressure nutsch consists of a vertical cylindrical vessel into which the suspension is filled in. At the bottom, the filter cloth closes the nutsch. At the top, a pressure-tight lid with lighting and a sight window covers it. After the lid and the filter cloth are mounted and the suspension is filled in, the vessel can be pressurized.
For the tomography experiments inside the XRM ZEISS Xradia 510 Versa X-ray microscope, we build a custom-designed in situ flow cell (Fig. 3). Based on a standardized batch pressure nutsch from laboratory scale, we downscale the cell to the desired volume due to handling reasons and small dimensions inside the X-ray microscope. For data acquisition at high resolution and moderate measuring time, the sample must also be of smaller dimensions due to the measuring principle. The self-developed flow cell (ii) consists of polymethyl methacrylate (PMMA) with low X-ray attenuation. The dimensions correlate with the laboratory equipment (i) at a downscale factor of 100 (AiAii−1 = 100, A means filter area). The effective filter area amounts to 20 mm2 with an internal nutsch diameter of 5 mm. To validate the XRM data, we also carried out experiments on a laboratory scale at 500 hPa with a standardized laboratory pressure nutsch (VDI-2762/1 2006). Detailed information about the experimental setup and the measurement principle is available in (Ditscherlein et al. 2020; Löwer et al. 2020b). Figure 3 illustrates both experimental setups schematically.

Used filtration equipment for all investigations. Left: Laboratory pressure nutsch and surface of filter cake before and after dewatering (cV.F = 0.2). Right: In situ flow cell with filter cake inside (Löwer et al. 2020b) and tomographic projection of a filter cake (cV.F = 0.2) before and after dewatering. At the top pressurized air/liquid inlet, at the bottom filtrate outlet, which is equipped with a filtrate collection chamber
We investigate the filtration characteristics for bimodal systems by varying the volume fraction of fines cV.F inside the feed suspension from 0 to 1 (Fig. 4). The normalized particle density distribution q3*(lg x) (Frank et al. 2019) of the particle system is plotted in Fig. 4 measured by laser diffraction (Sympatec HELOS). Equation (1) defines the density distributions for each particle size class i according

Normalized particle size distribution q3*(x) (Frank et al. 2019) measured by laser diffraction (Sympatec HELOS) with a scanning electron microscopy image of single particles at cV.F = 0.4
xm,i is the mean value of the corresponding particle class i. The ratio of the modal values xM,coarse/xM,fine ranges between 3 and 4.
The feed suspension with a total solid volume fraction of cV = 0.35 (cV = solid volume/total suspension volume) is gently stirred at 250 rpm for 4 min and afterward filled into one of the filtration units. The suspension volume inside the in situ nutsch amounts to 330 µL; for the laboratory scale, we use 52.4 mL. Filtration tests stop at complete saturation (S = 1), where liquid still fills all voids within the cake. This point is determined by the time when the reflection on the surface of the filter cake disappears.
Afterward, the filter cakes are slightly mechanically consolidated with a perforated piston at 100 hPa and dewatered at 800 hPa to the final irreducible saturation (S = Sire). To avoid an early gas breakthrough, we use a semipermeable membrane made of PVDF (Merck Durapore PVDF, average pore size of 0.45 µm) with a gas capillary entry pressure of 1500 hPa as a filter cloth. Thus, only hydraulic isolated liquid regions remain inside the pore structure.
We conduct the tomography measurements at a voxel size of 4.17 µm voxel−1 (camera binning 2), at an acceleration voltage of 45 kV at 3.5 W with 2001 projections per scan. The effective field of view (FOV) amounts to 4.2 × 4.2 mm2 with a 4 × microscopic objective. The limited FOV requires a combination of multiple measurements along the filter cake height called vertical stitching. By vertical stitching, we can image the built filter cakes with heights between 11 and 16 mm.
With an increasing fraction of fines, identifying of the solid phase boundary from the image data becomes more complex due to the higher number of small particles and the reduction of void space. Therefore, we set the camera binning to 1 (instead of 2) for the highest fraction of fines (cV.F = 1), which improves the resolution from 4.17 to 2.08 µm pixel−1 at constant FOV. We choose the higher resolution for the mixture at cV.F = 1 at the expense of much higher measurement time and lower signal-to-noise ratio (SNR). This procedure also requires significantly increased computing time due to the eight times larger dataset, so we avoided the setting for the other measurements.
2.3 Image Processing
We reconstruct the volume data using the filtered back-projection algorithm implemented in the ZEISS Xradia reconstruction software (Xradia XMReconstructor 11.1.8). It includes an automatic center shift and beam hardening correction with a factor of 0.05. We smooth the projection data with a Gaussian filter with a kernel of 0.7.
Artifacts related to the XRM measurements necessitate the implementation of a reliable and reproducible image data analyzing procedure. Filtering in ImageJ (Fiji 1.53c) includes additional smoothing, edge enhancement and iterative phase segmentation. A histogram equalization (0.3% saturated pixels) and a non-local means denoising (standard deviation 25, smoothing 1) (Coll and Morel 2011; Darbon et al. 2008) are applied to the image data for the entire image stack. Then, a Linear Kuwahara smoothing filter (angles 11, line length 3, criterion Variance Mean−2) (Kuwahara et al. 1976) on every single image reduces the remaining image noise but preserves the edges. The subsequent Unsharp Masking for edge enhancement (radius 1, mask weight 0.6) increases the gray value gradient at phase boundaries. To separate the image into grayscale classes, a Statistical Region Merging (25 intervals) (Nock and Nielsen 2004) decreases the number of mismatched voxels. It enhances the phase separation in the following image processing workflow. For the solid phase, an Auto Local Threshold (Niblack, radius 40) (Niblack 1986) generates a binary image stack. A Watershed Irregular Features algorithm separates connected features as third step segmentation (erosion 4, convexity threshold 0.9 with a minimum size filter of 20 µm, no maximum size filter) using a Euclidian Distance Transformation (Brocher 2014) of the solid phase. Finally, the labeling of every feature in the RGB spectrum enables object identification afterward (Videla et al. 2006). After image data treatment, size and shape analysis of the individual identified particles and isolated liquid areas is carried out (Videla et al. 2007).
The presented data processing principle is discussed in Schlüter et al. (2014) and already applied for the present setup by Löwer et al. (2020a, b) and Esser et al. (2021).
To determine the coordination number, the following analysis uses the binarized image stack, processed by the watershed algorithm. Figure 5 explains the procedure schematically, showing the simplified two-dimensional case. Based on the distance field (Euclidian Distance Transformation), a new gray value is assigned to each voxel of the void space (binary value 1) on the binarized image stack, depending on the distance to the solid phase (binary value 0) (Borgefors 1986). This new array of gray values consists of four values in the example [-1:3]. In the analyzed data sets, the values vary between [-1:18]. Only voxels that directly share an edge length were included for the neighborhood relations, while we do not consider diagonally connected voxels with only common nodes.

Image processing and analysis workflow. Top: two-dimensional representation of the procedure in three-dimensional space (a–c) with example distance to surface array [-1:3] (higher number means larger distance). Bottom: Visualization of the distance field in three-dimensional space in the section of a rendered filter cake scan. Local minima of the field marked as red connections between the particles
To determine a local minimum or maximum, a working environment of 5 × 5 × 5 voxels in i-, j- and k-direction around a voxel is determined and separated (Fig. 5a). Then a flood filling algorithm was applied (Fig. 5b) (Torbert 2016). Starting from a voxel within the pore volume, the algorithm tests whether the neighboring voxels also contain the same corresponding gray value. If the gray value corresponds to the gray value of the starting voxel, it is labeled with the same value. Afterward, the connected volumes are transferred to a new 0/1 mask with the value 1 if the adjacent volume consists of smaller voxel values (Fig. 5c). Otherwise, the connected volume receives the value 0. Each iteration step generates the distance field by a final dilation process, whereby the lowest corresponding gray values form the local minima. For analysis purposes, a unique value from the RGB space labels the resulting contact points according to the corresponding particles.
In the lower part of Fig. 5, different shades of blue visualize the resulting distance field for a few particles. Local maxima are colored dark blue. Local minima appear light blue. This representation leads to the final coloring of the particle contacts in red. In our calculations, we do not only consider points of contact but also near points within the range of one (camera binning 2) and two (camera binning 1) voxels, which is due to the partial volume artifacts during the segmentation (Wang et al. 2015). Here, this consideration may lead to overestimating the number of contact points and uncertainties in porosity for cV.F = 1, compared to the fine fractions cV.F < 1 (Guan et al. 2019).
3 Results and Discussion
Due to the simple determination in a laboratory experiment, the bulk porosity often serves as a structural key parameter for describing porous media or filter cakes, respectively. By XRM images, the bulk value and the local porosity are directly quantifiable, which reveals information on inhomogeneities within the filter cake structure. Particle–particle interaction forces influence the void volume fraction, and thus, the void fraction depends on the surface-to-volume ratio of the particles forming the solid matrix.
Figure 6 contains the porosity distributions dependent on the fraction of fines. On the left side in Fig. 6a, the boxplots represent experimental data according to the laboratory experiments, weighing the dry cake and relating the resulting solid volume to the total cake volume (Eq. (2)). Twelve filtration experiments for each fine fraction result in the distributions shown in Fig. 6a. These values are the only representative for the entire filter cake as the porosity is measured for the total bulk. Five distinctive quantiles (ε10, ε25, ε50, ε75, ε90) represent the deviation of porosity as cumulative distribution, visualized as boxplots. The calculation of the bulk porosity for the laboratory experiments in Fig. 6a, b results for every experiment j from

Porosity distributions ε versus the volume fraction of fines cV.F. a Deviation in bulk porosity of 12 laboratory experiments represented by mean value and standard deviation according to Eq. (2). b Measured bulk porosity of in situ experiments for XRM measurements. c Local porosity distribution of filter cakes measured by XRM according to Eq. (3) represented by boxplots with ε10 ε90 as whiskers, the box frame by ε25 and ε75 with the median value ε50
where we average the cake height hCake over five values at different locations on the surface.
On the right side of Fig. 6c presents the local porosity values for the tomographic data measured by in situ experiments within the XRM. The in situ experiments are chosen to be representative within the error range of the laboratory tests, and their corresponding bulk porosity (red circles) is shown in Fig. 6b for all fine fractions individually concerning transparency. Figure 6c contains the local porosity distribution εlocal of the image data by counting the background voxels and then relating them to the total number of voxels of each slice i along with the filter cake height:
The voxel edge length defines the spacing of the individual slices.
For isotropic and statistically homogeneous samples, the cross-sectional porosity is equal to the volumetric porosity (Elkhoury et al. 2019), and thus, the porosity results according to Eq. (3) are comparable to Eq. (2).
A distinction has to be made between the distribution over the height of the filter cake (XRM measurements, local porosity εlocal in (c)) and multiple measurements for the experimental laboratory tests (bulk porosity εbulk in (a) and (b)).
Figure 6c shows that the broader variation in porosity is noticeable because the boxplots consider the total height's local distribution. Within the cake structure, some regions are more or less densely packed due to the arrangement of the fines during cake formation. In Fig. 6a, this fluctuation is less evident since the laboratory experiment always only provides an average of the porosity value over the cake's entire height. Here, deviations only occur due to the repetition of the individual experiments.
For cV.F < 0.3, the addition of fines slightly reduces the void space between particles from 0.43 without fines to 0.42 with a void fraction minimum at cV.F = 0.3. An increase in the fine fraction above 0.3 leads to a growing porosity. The porosity amounts to 0.49 for only fines are present in the structure (cV.F = 1). We observe a local difference in the void fraction, which occurs between the homogeneous core volume up to < 80% of the filter cake height and the upper area, ranging from about 0.44 to 0.50 on average.
This trend of first decreasing and then increasing porosity is well known for bimodal size distributions of sediments, latest by El-Husseiny et al. (El-Husseiny et al. 2019), whereby their lowest value is reached earlier at approx. cV.F = 0.3. The results presented here are more similar to tapped particle beds as Fathollahi et al. (Fathollahi et al. 2020) and Glover and Luo (Glover and Luo 2020) investigated for binary particle mixtures. Responsible for achieving these results is the pressure difference during filtration in contrast to sedimentation. Due to the significantly smaller fine fraction in particle size (Fathollahi et al. 2020) or due to the ideal spherical shape of the particles (Glover and Luo 2020), they achieved ε < 0.40 at cV.F = 0.4.
The trend between laboratory data and tomograms shows similar results. In detail, there are deviations at cV.F = 0.2 and 0.4. In the XRM tests, the deviations in porosity are small as function of the cake height. Both measurements' median is also below the laboratory tests between 0.41 and 0.42. In contrast, the laboratory values remain above 0.42. The porosity for cV.F = 0.6 in the tomogram increases to ε50 = 0.45, and the value in the laboratory remains at 0.44. For cV.F = 0 and cV.F = 1, very similar porosities are visible. These medians are 0.42 to 0.43 for cV.F = 0 and 0.48 to 0.49 for cV.F = 1. Notably, the largest local porosity variations occur at 0.3, although the median value remains almost constant between 0.2 and 0.4. At this fine particle fraction of 0.3, some fine particles integrate into the coarse particle structure during cake formation. However, there are also individual fine layers without coarse material that tend to have higher porosities. Figure 7 illustrates this effect on individual cross sections of the measured filter cakes: In particular, at cV.F = 0.3, there are significant fluctuations in particle size both in the vertical, i.e., flow direction, and in the horizontal planes, as highlighted in the figure. Densely packed areas with high local fines content exist directly next to coarse material dominated sections with large voids. At cV.F = 0.3, locally lowest porosities occur since the integration into the coarse material skeleton works best due to the not too highly deposited fine particle numbers on the filter cake surface.

Cross sections of filter cakes measured by XRM as function of the fines content within the cake structure. At cV.F = 0.3, the alternating densely and loosely packed regions are visualized
In addition to porosity, the mentioned coordination number provides further information about the filter cake's particle structure. Figure 8 shows an example of the neighborhood relations for a selected particle of 150 µm. This particle size is present in every investigated bulk structure except in the bulk built out of the fine fraction. For this reason, there is no visualization for cV.F = 1, as there are hardly any particles of this size left in the filter cake. For simplification and clarity, the visualization only adopts the particles' geometric centers of gravity, and volume equivalent spheres represent the particles in the illustration. The results show an increase in the coordination number associated with an increase in the fines content. Several smaller particles replace larger neighbors. From cV.F = 0.5 on, there are no more neighbors of the same size of the 150 µm center particle.

Example of neighbors for every fine fraction cV.F. k means the coordination number. Top left: 150 µm large particle with its neighbors has been cut out of the data set at cV.F = 0.4. The size of the red center particle is 150 µm for all solid volume fractions. For better visualization, volume equivalent spheres represent particles in their geometric center
In the literature, a coordination number of 6 is reported for monodisperse spherical systems, which almost only applies to the coarse fraction cV.F = 0, shown in Fig. 8 with k = 7. With all other particle size distributions, significantly higher coordination numbers occur. Some authors also published that the particles' shape and size distribution strongly influence the coordination number (Alonso et al. 1997; Wetter et al. 2018). Karamchandani et al. (Karamchandani et al. 2019) state for widely distributed particle sizes that a stable structure formation starts with a coordination number equal to 8, whereby the theoretical upper value 14 serves for a thoroughly compacted bulk material, which was also proved by other authors (German 2014; German et al. 2009; Bjørk et al. 2012). It is also possible to obtain higher coordination numbers than 14 for particles with different dimensions and shapes (Kristiansen et al. 2005).
Rumpf (1958, 1974) found experimentally that in general, for a cubic packing of uniform spheres, k correlates with the porosity ε according to Eq. (4):
For a large array of randomly packed spherical particles, the coordination number is expressed by Eq. (4) while ignoring the dependency of porosity and coordination number on the extremes k = 1 and ε = 0.
Table 2 includes the average coordination number k, the total number of particles analyzed for all samples and the results according to Eq. (4). In Table 2, the product of k ε always remains below π, but approaches the literature value with increasing fineness.
Figures 9 and 10 indicate the fine fraction's influence and the particle size on the coordination number distribution. In the first diagram, boxplots represent the distributions of k.

Distribution of the coordination number k as boxplots dependent on the solid volume fraction of fines (cV.F). Width of boxplot represents number of data points, the boxplot whiskers show k10 and k90, and the box frame symbolizes k25 and k75 with the median value k50. Black circle inside the box shows the mean value and circles outside the box occurring outliers

Distribution of the coordination number k as a function of the particle size x. 0.05 (red), 0.5 (green) and 0.95 (blue) quantiles summarizes the contact point distributions in their particle size class. The yellow area indicates the particle size range in which all particles are located between 10 and 90% of the cumulative particle size distribution Q3 (Frank et al. 2019)
The overall distribution reveals hardly any differences between the different mixtures. The individual particles own between 5.84 and 6.04 points of contact in average with other particles if only the entire distribution is considered. Comparing the particle size-independent values in Fig. 9 with the global coordination number in Table 2, it is noticeable that the significant variation of the particle size does not manifest itself in k. This value fluctuates only slightly. The coordination number increases with the addition of fine particles up to cV.F = 0.3. With the further addition of fine particles to cV.F = 0.4, the average coordination number drops again, but then settles at around k = 6.
Even if the median and mean values of the overall distribution change only slightly, the fines' influence on the lower and upper part of the distribution is more decisive. The distribution of the coordination number changes with increasing fines content. However, the coordination number's fluctuation range is only determined by very few individual particles, whereas the most significant number of particles has a coordination number around 6.
Figure 10 provides information about the coordination number in more detail. The quantiles of the coordination number distribution 0.05, 0.50 and 0.95 reflect the dependency of k on particle size. While the coordination number for the smallest but in number dominating particle size classes < 50 µm is within the range of 2 to 6 contacts, the addition of fine particles has a more substantial effect on the contacts of larger particles > 100 µm. In this case, up to 25 particles surround a single one. As cV.F increases, these particle sizes appear with decreasing frequency and occur only sporadically, so the quantiles end up with the same values for the largest particles.
From cV.F = 0.3 to 0.4, the lowest porosity within the filter cake is present (cf. Fig. 6). Fine and coarse materials complement each other to form the densest possible packing. The largest particles mainly build the solid skeleton. Smaller ones fill the gaps and have direct contact or form narrow pore throats to the coarse fraction, which results in an average of 5 to 20 contacts per particle increasing with particle size. With a further increase of cV.F, the fine particles replace the coarse ones and disrupt the coarse skeleton, making the coordination number decrease again until cV.F = 1. In pure fractions, this value is in a range of 4 to 10 for 55 < x < 300 µm and 5 to 15 within the fraction 20 < x < 90 µm. We expect similar coordination number distributions here due to the similar porosity distributions in the filter cake for cV.F = 0 and cV.F = 1. However, the decrease in the contact number for large particles > 100 µm, in particular, is not of such significance for cV.F = 1.
We improve the resolution for the sample with fine fraction cV.F = 1. By setting camera binning from 2 to 1, we reduce the voxel size from 4.17 to 2.08 μm. Possibly, characteristic deviations at small particle sizes for cV.F = 1 in Fig. 10 may result from a different resolution which needs to be proved. To achieve the same FOV while keeping the average voxel number per object constant, this verification has to be carried out, but is not possible with the measurement technology and approach we use here. Contacts for small particles might result from the lower SNR at the higher camera binning. The reconstructed image set's noise intensifies with every pixel used on the detector and cannot be easily distinguished from properly assigned voxels.
Figure 11 highlights the importance of particle contacts for cake dewatering after cake formation. On the left in Fig. 11a, the displayed boxplots illustrate the hydraulically isolated liquid areas' distribution as a function of the fine particle content. The left ordinate shows the individual liquid volumes, and the right ordinate with the black squares indicates the average liquid volume per particle volume, i.e., which particle volume binds how much liquid volume.

Results of the liquid volume and pore size analysis. Left diagram a Distribution of the isolated liquid volumes VL within the filter cake as a function of the fines volume fraction cV.F on the left ordinate. The boxplot whiskers show V10 and V90, the box frame symbolizes V25 and V75 with the median value V50. The right ordinate indicates the ratio of average liquid volume VL to average particle volume VS. Center diagram b irreducible saturation Sire after filter cake dewatering. Besides the experimental laboratory values Sexp according Eq. (8) (with occurring min and max values) the analyzed remaining saturation SXRM from the XRM scans are shown according Eq. (7). Right diagram c): Pore throat distribution as a function of the fines volume fraction cV.F, defined as shortest solid surface-to-solid surface distance at a local minima of the pore space distance field, which are not defined as contact (distance > 1 voxel). The boxplot whiskers show D10 and D90, the box frame symbolizes D25 and D75 with the median value D50 of the cumulative distribution
The liquid distribution shows that the individual size of an isolated liquid volume decreases with increasing fines content. The hydraulically isolated regions resolvable by XRM occur primarily at the particle junctions and contacts, characterized in the previous Figs. 9 and 10.
Focusing on the individual, contact-bound volume as a function of the fines content, a decreasing trend is evident up to a fine particle content of 0.6, after which the volume increases again only slightly. On the one hand, this means that smaller particles can also bind less liquid, and thus, the liquid bridges between the particles become smaller. On the other hand, since most contacts per particle are present at cV.F = 0.3 and 0.4 (cf. Fig. 10), the total liquid volume per particle volume can also be higher since the coarse material's coordination number x > 90 µm increases strongly. With few contacts per particle as with cV.F = 0, the individual liquid volumes per particle volume are larger, but the particles also have fewer contacts. Not all particle contacts bind the liquid volume completely; it is also possible for individual volumes of liquid to fill entire pore chambers. These chambers are only accessible through particle proximities or contact points to which the liquid remains entrapped.
In support of achieving a better understanding of this particle–liquid relationship, Fig. 11 presents the liquid volume to the corresponding particle volume ratio in addition to the size distribution of the pore liquid. We calculate the values on the right ordinate according to Eq. (5):
In this equation, the mean coordination number \(\overline{k}_{{cV.{\text{F}},i}}\) is used to relate the mean liquid volume \(\overline{V}_{{\text{L}}}\) of the distribution shown in Fig. 11 to the mean particle volume \(\overline{V}_{{\text{S}}}\) of the corresponding particle fraction cV.F,i.
In the present case, the decreasing particle size dominates the approximately constant coordination number from Table 2 and the liquid volume, which also becomes smaller. This correlation leads to strongly increasing values of the individual particles' liquid loading from 0.48 for the coarse to 1.47 for the fine fraction. The bimodal mixtures of both fractions show liquid loads between 0.6 and 0.9 with an increasing tendency in the presence of more fines.
In Fig. 11b, the data points indicate the remaining and irreducible saturation Sire after mechanical dewatering. The figure compares the saturations from the tomographic images and those from the laboratory experiments with each other. The saturation values result from Eqs. (7) and (8). All values are between 0.18 and 0.31, which means that 18 to 31% of the liquid volume still occupies the void space.
In Eqs. (6) and (8), VP,L means liquid pore volume and VL,dis the displaced liquid volume during the experiment, weighted after the filter cake reaches S = 1 and before S = Sire. Equation (7) summarizes all N slices' saturation values to the presented mean value in Fig. 11b.
The laboratory values with their maximum and minimum occurring values show that the saturation reaches its maximum value with the densest packing. Although the individual liquid volumes are highest at cV.F = 0, the lowest saturation can be reached here since less but larger hydraulically isolated liquid pore clusters.
If the liquid volumes from a) decrease continuously with increasing fines content, two different saturation effects occur. First, the saturation increases until cV.F = 0.5, when the lowest porosities are just passed. Here the large particles > 100 µm have the most contact points (k > 20). Although the liquid volume is minimal due to much smaller neighboring particles, many contacts mean many bound and individual liquid volumes. There are no more contacts between large particles among themselves that could bind large liquid clusters. The solid skeleton of coarse material is disturbed. These numerous neighbors connected with small liquid bridges impair mechanical dewatering and negatively affect the process result.
The second effect manifests itself starting at cV.F = 0.5: The saturation decreases again to a value of 0.26. The packing structure becomes looser, on the one hand, due to particles of the same size and, on the other hand, due to arising surface forces, which also result in increasing porosities (cf. Fig. 6). The penetrating gas experiences a narrower capillary pressure distribution, which results in lower saturation levels. However, since the overall capillary pressure increases with smaller pore sizes, the initial values of saturation like at cV.F = 0 cannot be obtained again.
Corresponding results from the XRM measurements are very similar. The saturation is determined as a function of cake height and then averaged according to Eq. (7). Substantial local deviations as a function of height do not occur. The most significant deviations from the average of the 12 laboratory values are found at cV.F = 0.5. The measured XRM saturation is 0.31, clearly above the mean value of the laboratory data of 0.28. The reason for this might be the precise phase classification during image segmentation discussed in (Oesch et al. 2019), but the overall trend, as shown above, is the same.
Finally, Fig. 11c includes the results of the pore size analysis. A reasonable approach is to look only at the pore space's narrowest parts where the locally highest capillary pressure has to act to displace liquid bridging. Thus, the investigated liquid volumes are mostly found at those pore throats. To define a pore throat, we choose the shortest distance between two solid surfaces passing through a local minimum of the pore space's distance field, at which no contact per definition exists (more than one voxel).
The distribution of these distance lengths plotted as a boxplot diagram in the figure is a function of the fines content. Since characteristically only very few voxels or voxel diagonals are available for this dimension, the distributions, especially between cV.F = 0.2 and 0.6, are very similar. The only distribution at cV.F = 0 shows larger pore throats at 11 µm, subsequently becoming smaller to 8 and 9 µm and reaching their minimum at 5 µm for cV.F = 1. Plotting as a boxplot reveals that the broader distribution tends to become narrower with increasing fineness.
At a higher resolution, the downward trend in the pore structure's size could also provide more insight into the correlation between pore throat size and liquid bridge, but further conclusions are not possible at this point.
With these findings, we can conclude that although from a microscopic point of view, larger volumes of liquid are present at each particle contact, from a macroscopic point of view, a lower final saturation is possible after dewatering. Smaller hydraulic isolated liquid regions correspond to a lower local saturation, but an increase in these liquid bridges results in a higher final bulk saturation for the entire filter cake. Thus, the advantage of a narrow particle size distribution for dewatering becomes evident from a microscopic view as well.
4 Conclusion
Investigating the cake void properties by increasing the fines content results in different characteristics of coordination number, porosity and hydraulically isolated liquid regions. In this study, we verified that the particle size has a strong influence on the particle contacts on the microscale, which has an enormous impact on the process result of filter cake dewatering.
As a function of the percentage of fines, the coordination number is always between 5.84 and 6.04, which coincides with the literature results for other bulk structures. In contrast, significant deviations from the literature become apparent when considering the coordination number as a particle size function. The most significant differences exist for particle sizes above 100 μm. We count up to 25 interparticular contacts with a maximum for mixtures containing 0.3 to 0.6 fines. For particles < 100 µm, the coordination number stagnates at 2 to 5 contacts.
Concerning porosity, the void fraction determines whether large particles still have contact with large particles or whether smaller particles shield them completely. Between a fines content of 0.3 and 0.4, the transition to the shielding effect occurs, and the porosity reaches a minimum. By a further increase of fines, large particles start to be isolated from each other in the filter cake. The higher amount of fines influences the generation of particle–particle interactions at the microscopic level and leads to a shift toward a throat-dominated inner pore structure and smaller pore sizes. This pore throat-dominated structure favors the formation of many but very small hydraulic isolated areas, which hinder the cake structure's dewatering and lead to high saturation levels. By filling the voids with fine material, the resulting increased number of particle contacts intensifies this effect. We were also able to demonstrate a significantly higher loading of liquid versus the volume of the solids, which negatively affects the removal of moisture. A higher ratio of the modal values of the size distributions of coarse and fine material will further pronounce the investigated characteristics.
In the perspective of future studies, a direct correlation on the microscale between bound liquid and contact point for each particle would be desirable. This information would indicate whether an isolated liquid volume belongs to multiple contact points or fills a pore, which would allow an estimation of the binding strength of the respective liquid volumes.
Data Availability
The tomographic datasets generated and analyzed during the current study are available from the corresponding author on reasonable request.
Code availability
Custom code in the open-source software applications: Fiji 1.53c (image processing); ParaView 5.8.0 (visualization).
Abbreviations
- FOV:
-
Field of view
- PMMA:
-
Polymethyl methacrylate
- SNR:
-
Signal-to-noise ratio
- XRM:
-
X-ray microscope
- A :
-
Filter area (m2)
- c v :
-
Solid volume fraction related to the total suspension volume (m3 m−3)
- c V.F :
-
Volume of fine particles related to the total solid volume (m3 m−3)
- D :
-
Distance (m)
- d :
-
Diameter (m)
- h Cake :
-
Filter cake height (m)
- k :
-
Coordination number (–)
- m :
-
Filter cake mass (kg)
- Δp :
-
Pressure difference (Pa)
- Q 3 :
-
Cumulative mass-related distribution (–)
- q 3 :
-
Mass-related density distribution (1/m)
- q 3 * :
-
Normalized mass-related density distribution (–)
- S :
-
Saturation (m3 m−3)
- S ire :
-
Irreducible saturation (m3 m−3)
- V L :
-
Liquid volume (m3)
- V S :
-
Solid volume (m3)
- V P,L :
-
Liquid pore volume (m3)
- V L,dis :
-
Displaced liquid pore volume
- V P :
-
Pore volume (m3)
- x :
-
Particle diameter (m)
- x ii :
-
Characteristic values of the cumulative particle size distribution (m)
- x m :
-
Modal value (m)
- ε :
-
Porosity (m3 m−3)
- η :
-
Dynamic viscosity (Pas)
- µ :
-
Linear X-ray attenuation coefficient (m−1)
- ρ :
-
Density (kg m−3)
References
Alonso, C., Suidan, M.T., Sorial, G.A., Lee Smith, F., Biswas, P., Smith, P.J., Brenner, R.C.: Gas treatment in trickle-bed biofilters: biomass, how much is enough? Biotechnol. Bioeng. 54(6), 583–594 (1997). https://doi.org/10.1002/(sici)1097-0290(19970620)54:6%3C583::aid-bit9%3E3.0.co;2-f
Anderson, W.G.: Wettability literature survey—part 3: the effects of wettability on the electrical properties of porous media. JPT J. Pet. Technol. 39(13), 1371–1378 (1986). https://doi.org/10.2118/13934-PA
Andersson, L., Schlueter, S., Wildenshild, D.: Defining a novel pore-body to pore-throat “Morphological Aspect Ratio” that scales with residual non-wetting phase capillary trapping in porous media. Adv. Water Resour. 122, 251–262 (2018). https://doi.org/10.1016/j.advwatres.2018.10.009
Ashwath, P., Xavior, M.A.: Processing methods and property evaluation of Al2O3 and SiC reinforced metal matrix composites based on aluminium 2xxx alloys. J. Mater. Res. 31(9), 1201–1219 (2016). https://doi.org/10.1557/jmr.2016.131
Batel, W.: Vorgänge bei der mechanischen Entwässerung. Chem. Ing. Tech. 26(8–9), 497–502 (1954). https://doi.org/10.1002/cite.330260811
Bertei, A., Nicolella, C.: A comparative study and an extended theory of percolation for random packings of rigid spheres. Powder Technol. 213(1), 100–108 (2011). https://doi.org/10.1016/j.powtec.2011.07.011
Bjørk, R., Tikare, V., Frandsen, H.L., Pryds, N.: The sintering behavior of close-packed spheres. Scripta Mater. 67(1), 81–84 (2012). https://doi.org/10.1016/j.scriptamat.2012.03.024
Borgefors, G.: Distance transformations in digital images. Comput. Vis. Graph. Image Process. 34(3), 344–371 (1986). https://doi.org/10.1016/S0734-189X(86)80047-0
Bouvard, D., Lange, F.F.: Relation between percolation and particle coordination in binary powder mixtures. Acta Metall. Mater. 39(12), 3083–3090 (1991). https://doi.org/10.1016/0956-7151(91)90041-X
Breuer, M., Khalifa, A.: Revisiting and improving models for the breakup of compact dry powder agglomerates in turbulent flows within Eulerian–Lagrangian simulations. Powder Technol. 348, 105–125 (2019). https://doi.org/10.1016/j.powtec.2019.03.009
Brocher, J.: Qualitative and quantitative evaluation of two new histogram limiting binarization algorithms. Int. J. Image Process 8(2), 30–48 (2014)
Chen, C., Lau, B.L.T., Gaillard, J.F., Packman, A.I.: Temporal evolution of pore geometry, fluid flow, and solute transport resulting from colloid deposition. Water Resour. Res. (2009). https://doi.org/10.1029/2008WR007252
Cheng, Y.F., Guo, S.J., Lai, H.Y.: Dynamic simulation of random packing of spherical particles. Powder Technol. 107(1–2), 123–130 (2000). https://doi.org/10.1016/S0032-5910(99)00178-3
Coll, B., Morel, J.-M.: Non-local means denoising. Image Process Online 1, 208–212 (2011). https://doi.org/10.5201/ipol.2011.bcm_nlm
Cooke, A.J., Rowe, R.K.: Extension of porosity and surface area models for uniform porous media. J. Environ. Eng. 125(2), 126–136 (1999). https://doi.org/10.1061/(ASCE)0733-9372(1999)125:2(126)
Darbon, J., Cunha, A., Chan, T.F., Osher, S., Jensen, G.J.: Fast nonlocal filtering applied to electron cryomicroscopy. Paper presented at the 5th IEEE International Symposium on Biomedical Imaging: From Nano to Macro, Paris, France, 14–17 May 2008. https://doi.org/10.1109/ISBI.2008.4541250
de Bono, J.P., McDowell, G.R.: An insight into the yielding and normal compression of sand with irregularly-shaped particles using DEM. Powder Technol. 271, 270–277 (2015). https://doi.org/10.1016/j.powtec.2014.11.013
Ding, B., Li, C., Wang, Y., Xu, J.: Effects of pore size distribution and coordination number on filtration coefficients for straining-dominant deep bed filtration from percolation theory with 3D networks. Chem. Eng. Sci. 175, 1–11 (2018). https://doi.org/10.1016/j.ces.2017.09.033
Ditscherlein, R., Leißner, T., Peuker, U.A.: Preparation techniques for micron-sized particulate samples in X-ray microtomography. Powder Technol. 360, 989–997 (2020). https://doi.org/10.1016/j.powtec.2019.06.001
Dong, H., Touati, M., Blunt, M.J.: Pore network modeling: analysis of pore size distribution of arabian core samples. In: SPE 15th Middle East Oil and Gas Show and Conference, MEOS 2007, Bahrain 2007, pp. 518–522. Society of Petroleum Engineers (SPE). https://doi.org/10.2118/105156-MS
Dong, K.J., Zou, R.P., Yang, R.Y., Yu, A.B., Roach, G.: DEM simulation of cake formation in sedimentation and filtration. Minerals Eng 22(11), 921–930 (2009). https://doi.org/10.1016/j.mineng.2009.03.018
Du Toit, C.G., Van Antwerpen, W., Rousseau, P.G.: Analysis of the porous structure of an annular pebble bed reactor. Paper presented at the International Congress on Advances in Nuclear Power Plants, Japan, 10–14 May 2009
Dullien, F.A.L.: Single phase flow through porous media and pore structure. Chem. Eng. J. 10(10), 1–34 (1975). https://doi.org/10.1016/0300-9467(75)88013-0
El-Husseiny, A., Vanorio, T., Mavko, G.: Predicting porosity of binary mixtures made out of irregular nonspherical particles: application to natural sediments. Adv. Powder Technol. 30(8), 1558–1566 (2019). https://doi.org/10.1016/j.apt.2019.05.001
Elkhoury, J.E., Shankar, R., Ramakrishnan, T.S.: Resolution and limitations of X-ray micro-CT with applications to sandstones and limestones. Transp. Porous Media 129(1), 413–425 (2019). https://doi.org/10.1007/s11242-019-01275-1
Endo, Y., Ngan, C.L.Y., Nandiyanto, A.B.D., Iskandar, F., Okuyama, K.: Analysis of fluid permeation through a particle-packed layer using an electric resistance network as an analogy. Powder Technol. 191(1–2), 39–46 (2009). https://doi.org/10.1016/j.powtec.2008.08.026
Esser, S., Löwer, E., Peuker, U.A.: Network model of porous media—review of old ideas with new methods. Sep. Purif. Technol. 257, 117854 (2021). https://doi.org/10.1016/j.seppur.2020.117854
Fathollahi, S., Faulhammer, E., Glasser, B.J., Khinast, J.G.: Impact of powder composition on processing-relevant properties of pharmaceutical materials: an experimental study. Adv. Powder Technol. 31(7), 2991–3003 (2020). https://doi.org/10.1016/j.apt.2020.05.027
Fei, Y.H., Huang, C.Z., Liu, H.L., Zou, B.: Mechanical properties of Al2O3-TiC-TiN ceramic tool materials. Ceram. Int. 40(7 Part B), 10205–10209 (2014). https://doi.org/10.1016/j.ceramint.2014.03.056
Frank, U., Wawra, S.E., Pflug, L., Peukert, W.: Multidimensional particle size distributions and their application to nonspherical particle systems in two dimensions. Part. Part. Syst. Charact. 36(7), 1800554 (2019). https://doi.org/10.1002/ppsc.201800554
German, R.M.: Coordination number changes during powder densification. Powder Technol. 253, 368–376 (2014). https://doi.org/10.1016/j.powtec.2013.12.006
German, R.M., Suri, P., Park, S.J.: Review: liquid phase sintering. J. Mater. Sci. 44(1), 1–39 (2009). https://doi.org/10.1007/s10853-008-3008-0
Gerward, L., Guilbert, N., Jensen, K.B., Levring, H.: WinXCom—a program for calculating X-ray attenuation coefficients. Radiat. Phys. Chem. 71(3–4), 653–654 (2004). https://doi.org/10.1016/j.radphyschem.2004.04.040
Glover, P.W.J., Luo, M.: The porosity and permeability of binary grain mixtures. Transp. Porous Media 132(1), 1–37 (2020). https://doi.org/10.1007/s11242-020-01378-0
Gogolewski, P., Klimke, J., Krell, A., Beer, P.: Al2O3 tools towards effective machining of wood-based materials. J. Mater. Process. Technol. 209(5), 2231–2236 (2009). https://doi.org/10.1016/j.jmatprotec.2008.06.016
Gotoh, K., Jodrey, W.S., Tory, E.M.: Average nearest-neighbour spacing in a random dispersion of equal spheres. Powder Technol. 21(2), 285–287 (1978). https://doi.org/10.1016/0032-5910(78)80097-7
Guan, K.M., Nazarova, M., Guo, B., Tchelepi, H., Kovscek, A.R., Creux, P.: Effects of image resolution on sandstone porosity and permeability as obtained from X-ray microscopy. Transp. Porous Media 127(1), 233–245 (2019). https://doi.org/10.1007/s11242-018-1189-9
Gusarov, A.V., Kovalev, E.P.: Model of thermal conductivity in powder beds. Phys. Rev. B 80(2), 024202 (2009). https://doi.org/10.1103/PhysRevB.80.024202
Haughey, D.P., Beveridge, G.S.G.: Structural properties of packed beds—a review. Can. J. Chem. Eng. 47(2), 130–140 (1969). https://doi.org/10.1002/cjce.5450470206
Hwang, K.J., Wu, S.E., Hsueh, Y.L.: Analysis on the nonuniformity of cake formation in rotating-disk dynamic microfiltration. Sep. Purif. Technol. 198, 16–24 (2018). https://doi.org/10.1016/j.seppur.2016.12.049
Iglauer, S., Paluszny, A., Blunt, M.J.: Simultaneous oil recovery and residual gas storage: a pore-level analysis using in situ X-ray micro-tomography. Fuel 103, 905–914 (2013). https://doi.org/10.1016/j.fuel.2012.06.094
Karamchandani, A., Yi, H., Puri, V.M.: MicroCT imaging to determine coordination number and contact area of biomass particles in densified assemblies. Powder Technol. 354, 466–475 (2019). https://doi.org/10.1016/j.powtec.2019.06.002
Kovalev, O.B., Gusarov, A.V.: Modeling of granular packed beds, their statistical analyses and evaluation of effective thermal conductivity. Int. J. Therm. Sci. 114, 327–341 (2017). https://doi.org/10.1016/j.ijthermalsci.2017.01.003
Kristiansen, K.D.L., Wouterse, A., Philipse, A.: Simulation of random packing of binary sphere mixtures by mechanical contraction. Physica A Stat. Mech. Appl. 358(2), 249–262 (2005). https://doi.org/10.1016/j.physa.2005.03.057
Kuwahara, M., Hachimura, K., Eiho, S., Kinoshita, M.: Processing of RI-angiocardiographic images. In: Preston, K., Onoe, M. (eds.) Digital processing of biomedical images, pp. 187–202. Springer, Boston (1976). https://doi.org/10.1007/978-1-4684-0769-3_13
Langston, P., Kennedy, A.R.: Discrete element modelling of the packing of spheres and its application to the structure of porous metals made by infiltration of packed beds of NaCl beads. Powder Technol. 268, 210–218 (2014). https://doi.org/10.1016/j.powtec.2014.08.018
Löwer, E., Leißner, T., Peuker, U.A.: Insight into filter cake structures using micro tomography: the dewatering equilibrium. Sep. Purif. Technol. 252, 117215 (2020a). https://doi.org/10.1016/j.seppur.2020.117215
Löwer, E., Pham, T.H., Leißner, T., Peuker, U.A.: Study on the influence of solids volume fraction on filter cake structures using micro tomography. Powder Technol. 363, 286–299 (2020b). https://doi.org/10.1016/j.powtec.2019.12.054
Matsumura, Y., Jenne, D., Jackson, T.L.: Numerical simulation of fluid flow through random packs of ellipses. Phys. Fluids 27(2), 023301 (2015). https://doi.org/10.1063/1.4907409
Meissner, H.P., Michaels, A.S., Kaiser, R.: Crushing strength of zinc oxide agglomerates. Ind. Eng. Chem. Process. Des. Dev. 3(3), 202–205 (1964). https://doi.org/10.1021/i260011a003
Nakagaki, M., Sunada, H.: Theoretical studies on structures of the sedimentation bed of spherical particles. Yakugaku Zasshi 88(6), 651–655 (1968). https://doi.org/10.1248/yakushi1947.88.6_651
Nam, J., Lyu, J., Park, J.: Packing structure analysis of flexible rod particles in terms of aspect ratio, bending stiffness, and surface energy. Powder Technol. 357, 232–239 (2019). https://doi.org/10.1016/j.powtec.2019.08.094
Nan, W., Wang, Y., Sun, H.: Experimental investigation on the packed bed of rodlike particles. Adv. Powder Technol. 30(11), 2541–2547 (2019). https://doi.org/10.1016/j.apt.2019.07.034
Niblack, W.: An Introduction to Digital Image Processing, 1st edn. Pearson Education Limited, London (1986)
Nock, R., Nielsen, F.: Statistical region merging. IEEE Trans. Pattern Anal. Mach. Intell. 26(11), 1452–1458 (2004). https://doi.org/10.1109/tpami.2004.110
Oesch, T., Weise, F., Meinel, D., Gollwitzer, C.: Quantitative in-situ analysis of water transport in concrete completed using X-ray computed tomography. Transp. Porous Media 127(2), 371–389 (2019). https://doi.org/10.1007/s11242-018-1197-9
Perini, G., Salvatori, F., Ochsenbein, D.R., Mazzotti, M., Vetter, T.: Filterability prediction of needle-like crystals based on particle size and shape distribution data. Sep. Purif. Technol. 211, 768–781 (2019). https://doi.org/10.1016/j.seppur.2018.10.042
Rabbani, A., Babaei, M.: Hybrid pore-network and lattice-Boltzmann permeability modelling accelerated by machine learning. Adv. Water Resour. 126, 116–128 (2019). https://doi.org/10.1016/j.advwatres.2019.02.012
Ridgway, K., Tarbuck, K.J.: Voidage fluctuations in randomly-packed beds of spheres adjacent to a containing wall. Chem. Eng. Sci. 23(9), 1147–1155 (1968). https://doi.org/10.1016/0009-2509(68)87099-X
Rumpf, H.: Grundlagen und Methoden des Granulierens. Chem Ing Tech 30(3), 144–158 (1958). https://doi.org/10.1002/cite.330300307
Rumpf, H.: Die Wissenschaft des Agglomerierens. Chem. Ing. Tech. 46(1), 1–11 (1974). https://doi.org/10.1002/cite.330460102
Schlüter, S., Sheppard, A., Brown, K., Wildenschild, D.: Image processing of multiphase images obtained via X-ray microtomography: a review. Water Resour. Res. 50(4), 3615–3639 (2014). https://doi.org/10.1002/2014WR015256
Smith, W.O., Foote, P.D., Busang, P.F.: Packing of homogeneous spheres. Phys. Rev. 34(9), 1271–1274 (1929). https://doi.org/10.1103/PhysRev.34.1271
Suzuki, M., Kada, H., Hirota, M.: Effect of size distribution on the relation between coordination number and void fraction of spheres in a randomly packed bed. Adv. Powder Technol. 10(4), 353–365 (1999). https://doi.org/10.1163/156855299X00208
Suzuki, M., Makino, K., Yamada, M., Iinoya, K.: Study on the coordination number in a system of randomly packed, uniform-sized spherical particles. Int. Chem. Eng. 21(3), 482–488 (1981)
Suzuki, M., Oshima, T.: Estimation of the co-ordination number in a multi-component mixture of spheres. Powder Technol. 35(2), 159–166 (1983). https://doi.org/10.1016/0032-5910(83)87004-1
Tien, C., Ramarao, B.V.: Can filter cake porosity be estimated based on the Kozeny-Carman equation? Powder Technol. 237, 233–240 (2013). https://doi.org/10.1016/j.powtec.2012.09.031
Torbert, S.: Graphics. In: Applied Computer Science. Springer International Publishing, pp. 37–70 (2016). https://doi.org/10.1007/978-3-319-30866-1
Van Antwerpen, W., Du Toit, C.G., Rousseau, P.G.: A review of correlations to model the packing structure and effective thermal conductivity in packed beds of mono-sized spherical particles. Nucl. Eng. Des. 240(7), 1803–1818 (2010). https://doi.org/10.1016/j.nucengdes.2010.03.009
VDI-2762/1: Mechanical solid-liquid-separation by cake filtration—overview. In: Engineers, A.o.G. (ed.), vol. 2762–1. pp. 1–8. VDI-Gesellschaft Verfahrenstechnik und Chemieingenieurwesen, Berlin (2006)
Videla, A., Lin, C.L., Miller, J.D.: Watershed functions applied to a 3D image segmentation problem for the analysis of packed particle beds. Part. Part. Syst. Charact. 23(3–4), 237–245 (2006). https://doi.org/10.1002/ppsc.200601055
Videla, A.R., Lin, C.L., Miller, J.D.: 3D characterization of individual multiphase particles in packed particle beds by X-ray microtomography (XMT). Int. J. Miner. Proces. 84(1–4), 321–326 (2007). https://doi.org/10.1016/j.minpro.2006.07.009
Wan, S., Wang, Q., Ye, H., Kim, M.J., Xia, X.: Pd–Ru bimetallic nanocrystals with a porous structure and their enhanced catalytic properties. Part. Part. Syst. Charact. 35(5), 1700386 (2018). https://doi.org/10.1002/ppsc.201700386
Wang, Y., Lin, C.L., Miller, J.D.: Improved 3D image segmentation for X-ray tomographic analysis of packed particle beds. Minerals Eng 83, 185–191 (2015). https://doi.org/10.1016/j.mineng.2015.09.007
Wetter, N.U., Giehl, J.M., Butzbach, F., Anacleto, D., Jiménez-Villar, E.: Polydispersed powders (Nd3+:YVO4) for ultra efficient random lasers. Part. Part. Syst. Charact. 35(4), 1700335 (2018). https://doi.org/10.1002/ppsc.201700335
Xu, J., Louge, M.Y.: Statistical mechanics of unsaturated porous media. Phys. Rev. E 92(6), 062405 (2015). https://doi.org/10.1103/PhysRevE.92.062405
Yang, R.Y., Zou, R.P., Yu, A.B.: Computer simulation of the packing of fine particles. Phys Rev E. 62(3B), 3900–3908 (2000). https://doi.org/10.1103/PhysRevE.62.3900
York, A.P.E., Pham-Huu, C., Del Gallo, P., Blekkan, E.A., Ledoux, M.J.: Comparative effect of organosulfur compounds on catalysts for the n-heptane isomerization reaction at medium pressure: Mo2C-oxygen-modified, MoO3-carbon-modified, Pt/γ-Al2O3, and Pt/β-zeolite catalysts. Ind. Eng. Chem. Res. 35(3), 672–682 (1996). https://doi.org/10.1021/ie950409a
Zhang, Z.P., Liu, L.F., Yuan, Y.D., Yu, A.B.: A simulation study of the effects of dynamic variables on the packing of spheres. Powder Technol. 116(1), 23–32 (2001). https://doi.org/10.1016/S0032-5910(00)00356-9
Zou, R.P., Bian, X., Pinson, D., Yang, R.Y., Yu, A.B., Zulli, P.: Coordination number of ternary mixtures of spheres. Part. Part. Syst. Charact. 20(5), 335–341 (2003). https://doi.org/10.1002/ppsc.200390040
Acknowledgements
We thank S. Esser, R. Ditscherlein and Thu Trang Vo, whose comments lead to an improved version of this manuscript. We are very grateful to the German Research Foundation (DFG) for the financial support of this project.
Funding
Open Access funding enabled and organized by Projekt DEAL. We express our gratitude to the German Research Foundation (DFG), which supported this research, project number 1160/23–1.
Author information
Authors and Affiliations
Contributions
Erik Löwer was involved in concept and methods, experiments, data handling (processing, analysis, visualization) and writing the original draft. Florian Pfaff carried out data analysis and experiments. Thomas Leißner took part in supervision, writing the review and editing, and validation. Urs Peuker had contributed to supervision, writing the review and editing, funding acquisition, project administration and resources.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Löwer, E., Pfaff, F., Leißner, T. et al. Neighborhood Relationships of Widely Distributed and Irregularly Shaped Particles in Partially Dewatered Filter Cakes. Transp Porous Med 138, 201–224 (2021). https://doi.org/10.1007/s11242-021-01600-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11242-021-01600-7